Способ вырезания набора деталей - RU2433893C2
Код документа: RU2433893C2
Чертежи
Описание
Объектом настоящего изобретения является способ вырезания набора деталей. Этот способ позволяет автоматически и оптимально определять порядок вырезания деталей.
Настоящее изобретение применяется в области механической обработки промышленных деталей, в частности в области авиационной промышленности, где выполняемые детали имеют разные формы и размеры, и наборы формируются по мере потребности при организации производства поточным методом.
В настоящее время, чтобы получить детали правильной или неправильной формы путем сгибания, штамповки или глубокой вытяжки, производят вырезание листовых заготовок из пластин, которые, как правило, изготовлены из металлических сплавов, пластических или композитных материалов. Из одной пластины или стопки пластин можно вырезать несколько листовых заготовок, имеющих совершенно разные формы. В дальнейшем тексте описания под «деталями» следует понимать листовые заготовки, предназначенные для выполнения деталей.
С целью оптимизации соотношения между площадью деталей и площадью пластины для уменьшения количества отходов используют процесс наложения для размещения деталей относительно друг друга в зависимости от геометрических параметров деталей и, в случае необходимости, от траектории продвижения соответствующего режущего инструмента. Совокупность деталей, позиционированных на пластине, образует набор.
По завершении процесса наложения каждую деталь отмечают охватывающей ее рамкой и, в частности, положением центра ее рамки и ее ориентацией в системе координат набора, и каждая деталь связана с траекторией механической обработки.
Перед каждой операцией вырезания на наборе необходимо определить порядок вырезания деталей, пронумеровывая их, после чего этот порядок вводят в программу, предназначенную для системы управления режущим станком. Режущий инструмент, направляемый этой системой управления, вырезает детали согласно этому порядку.
В настоящее время этот этап определения порядка вырезания осуществляет вручную наладчик высокой квалификации.
Определение порядка вырезания является важным этапом в способе, так как оно обуславливает траектории инструмента во время вырезания. Этот порядок имеет существенное влияние на точность вырезания и, следовательно, на качество детали и на производительность операции вырезания. Действительно, по мере вырезания в наборе ранее вырезанные детали больше не связаны с набором и оставляют зоны без материала в наборе (скелет). Предназначенные для вырезания детали, находящиеся рядом с этими зонами, оказываются в неустойчивом положении, так как эти детали в меньшей степени удерживаются материалом. Эта неустойчивость при вырезании приводит к снижению точности вырезания и к снижению качества выполняемых деталей. Такое положение вещей является особенно критичным, когда набор лишь в незначительной степени удерживается на столе режущего станка, и еще более критичным в случае стопки пластин. Однако способ вырезания с минимальным удержанием стопки пластин является способом, обеспечивающим максимальную гибкость производства и наиболее подходит для производства поточным методом. Поэтому правильный выбор порядка вырезания со стороны наладчика является основополагающим для качественного выполнения деталей.
Кроме того, если этот порядок определен неправильно, бесполезные и иногда опасные перемещения могут ухудшить качество уже вырезанных деталей.
Другим техническим недостатком ручного определения является время, необходимое наладчику для определения порядка. Действительно, в области авиационной промышленности наборы создаются по мере появления потребностей, при этом один набор отличается от предыдущего, поэтому наладчик должен оптимизировать этот порядок каждый раз, когда конфигурация набора меняется.
Для решения этих проблем настоящим изобретением предлагается способ вырезания, который является простым и надежным в применении и который содержит этап автоматического определения вырезания деталей на основании упрощенной топографии набора, причем этот этап определения в дальнейшем вводится в программу вырезания режущего станка.
Первой задачей настоящего изобретения является выполнение деталей более высокого качества с одновременным повышением эффективности процесса вырезания.
Второй задачей является устранение возможности ошибок со стороны оператора при помощи программы вырезания, позволяющей определить порядок вырезания в полуавтоматическом или автоматическом режиме. Поведение этой программы вырезания относительно данной топографии набора определяется скалярными параметрами, которые позволяют воспроизводить поведение квалифицированных наладчиков.
В связи с этим объектом настоящего изобретения является способ вырезания набора деталей, при этом вырезание производится режущим инструментом в стопке пластин, удерживаемой линией крепления, по меньшей мере, по одной из ее сторон, при этом перемещение режущего инструмента направляется системой управления.
Согласно изобретению способ содержит
а) этап получения данных, связанных с точками, определяющими контур каждой детали и позиционирование каждой детали в декартовой системе координат (X, Y) набора;
б) первый этап группировки деталей, по меньшей мере, в одну подгруппу, при этом каждая подгруппа, заключенная в рамку, рассматривается как одна деталь;
в) второй этап группировки упомянутых подгрупп, по меньшей мере, в одну группу, при этом каждая группа, заключенная в рамку, рассматривается как одна деталь;
г) этап установления порядка продвижения вырезания деталей на основании подгрупп и групп, определенных соответственно на упомянутых этапах (б) и (в);
д) этап вырезания, на котором режущий инструмент перемещается от детали к детали согласно упомянутому порядку продвижения вырезания, установленному на этапе (г).
В различных вариантах осуществления настоящее изобретение характеризуется также отличительными признаками, которые будут более понятны из нижеследующего описания и которые следует рассматривать отдельно или в любых технически возможных комбинациях.
Предпочтительно, чтобы на этапе (б) каждую подгруппу определяли на основании главной детали, определяющей зону перекрывания, при этом детали, находящиеся в упомянутой зоне перекрывания соответственно коэффициенту перекрывания β, должны входить в упомянутую подгруппу,
Предпочтительно, чтобы на этапе (в) каждую группу определяли на основании главной подгруппы, определяющей зону проекции, при этом подгруппы, находящиеся в упомянутой зоне проекции соответственно коэффициенту наложения супер-β, должны входить в упомянутую группу.
На этапе группировки деталей в подгруппы:
- производят первую фазу идентификации, по меньшей мере, одной упомянутой главной детали,
- для каждой главной детали определяют зоны перекрывания по направлению освещения,
- осуществляют вторую фазу идентификации деталей, находящихся в упомянутой зоне перекрывания соответственно коэффициенту перекрывания β, находящемуся в пределах от 0 до 1.
На этапе группировки подгрупп в группы:
- осуществляют первую фазу идентификации упомянутой, по меньшей мере, одной главной подгруппы,
- для каждой главной подгруппы определяют зоны проекции на одной из двух осей системы координат упомянутого набора,
- осуществляют вторую фазу идентификации подгрупп, имеющих проекцию, наложенную на упомянутую зону проекции, соответственно коэффициенту наложения супер-β, находящемуся в пределах от 0 до 1.
Далее следует более подробное описание изобретения со ссылками на прилагаемые чертежи.
Фиг.1 изображает схематичный вид набора деталей, наложенных относительно друг друга, при этом нижняя сторона набора удерживается линией крепления, а другие стороны удерживаются только в середине и в углах, при этом позиционирование деталей осуществляют относительно декартовой системы координат (X, Y), которая является системой координат набора.
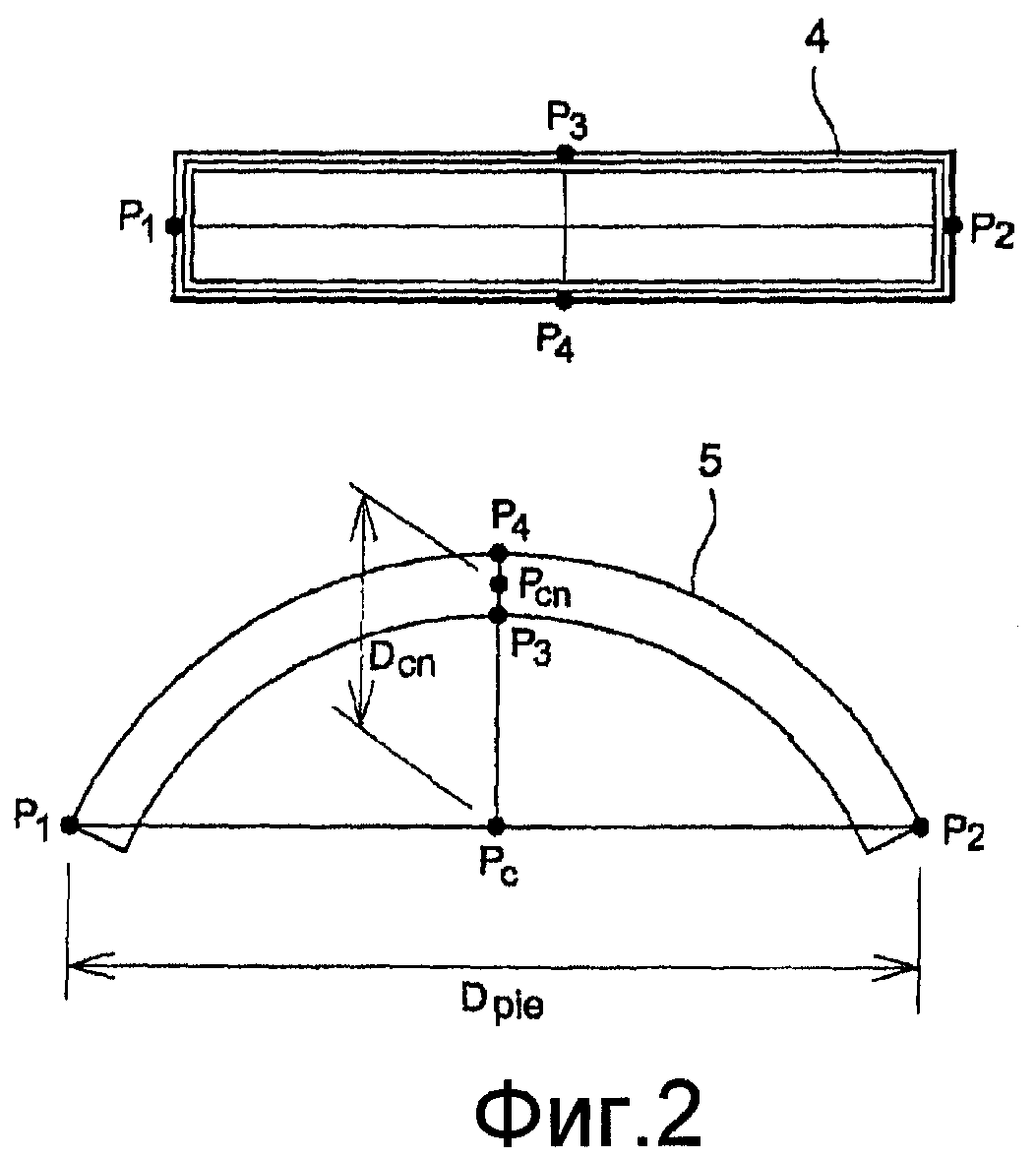
Фиг.2 - вид детали с контуром в виде прямоугольника и детали с контуром в виде дуги, при этом каждая деталь охвачена рамкой, определенной четырьмя точками Р1, Р2, Р3 и Р4.
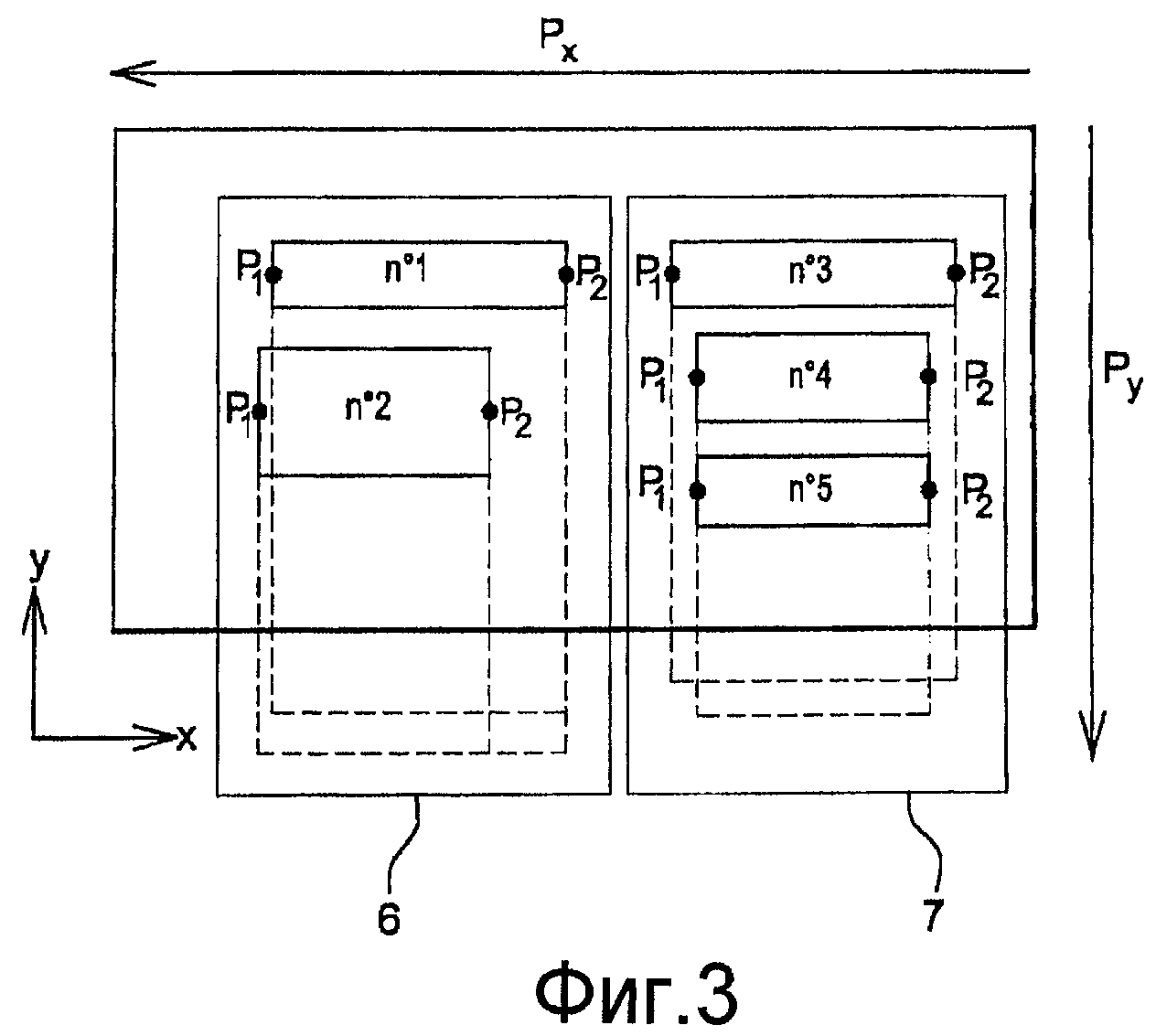
Фиг.3 - схематичный вид зоны перекрывания, определенной для главной прямоугольной детали.
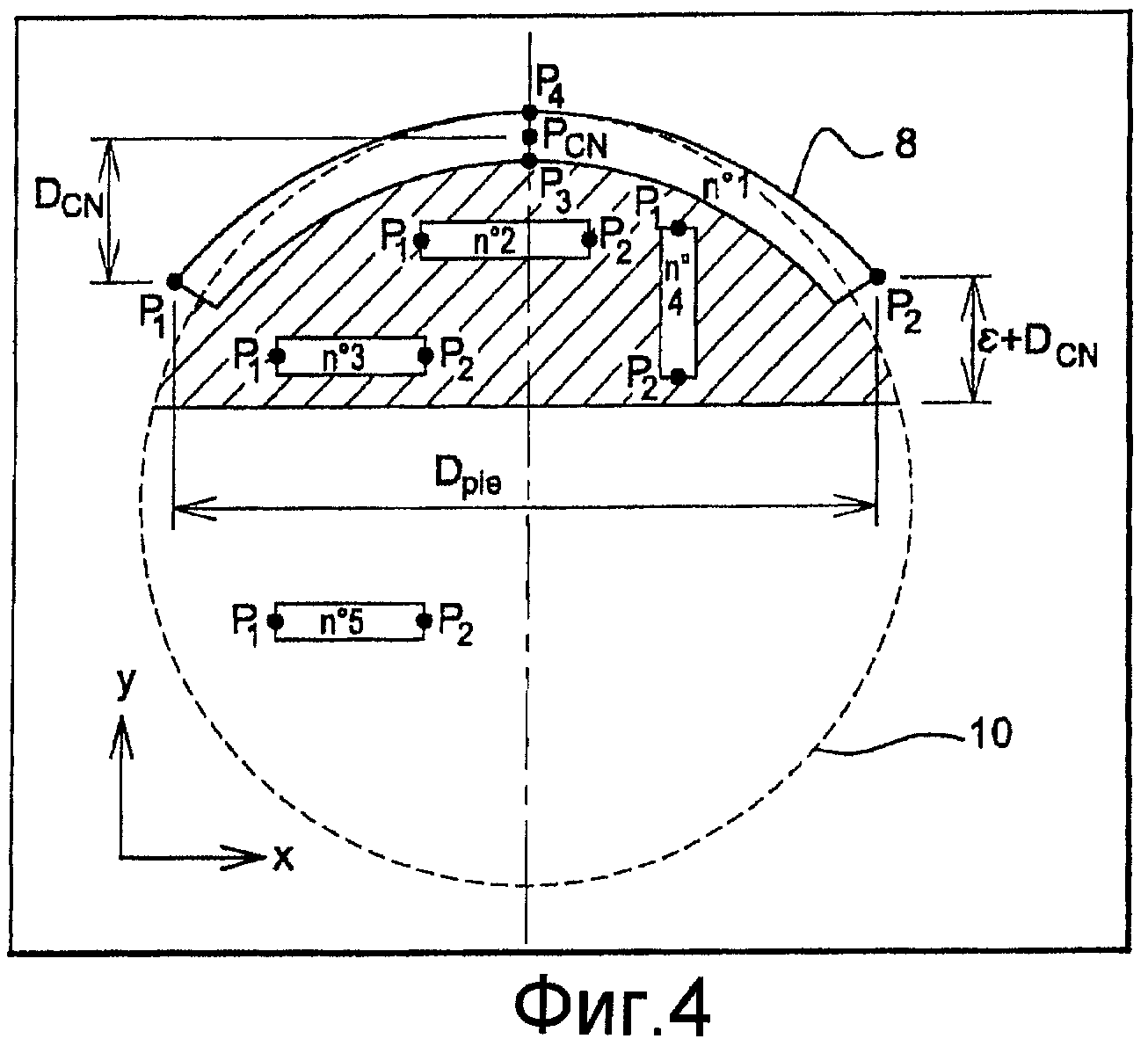
Фиг.4 - схематичный вид зоны перекрывания, определенной для главной дугообразной детали.
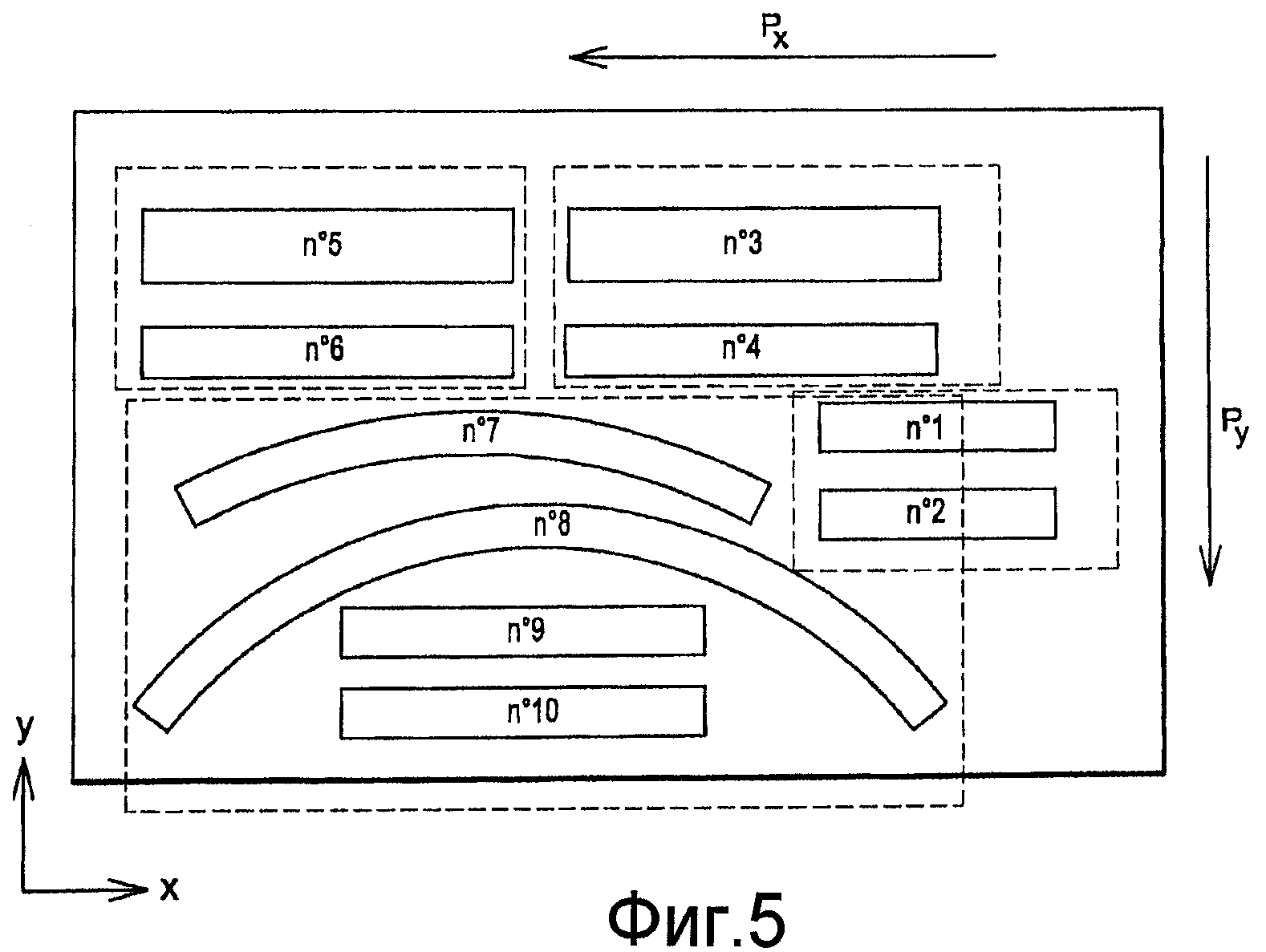
Фиг.5 - пример набора деталей, содержащего 4 подгруппы.
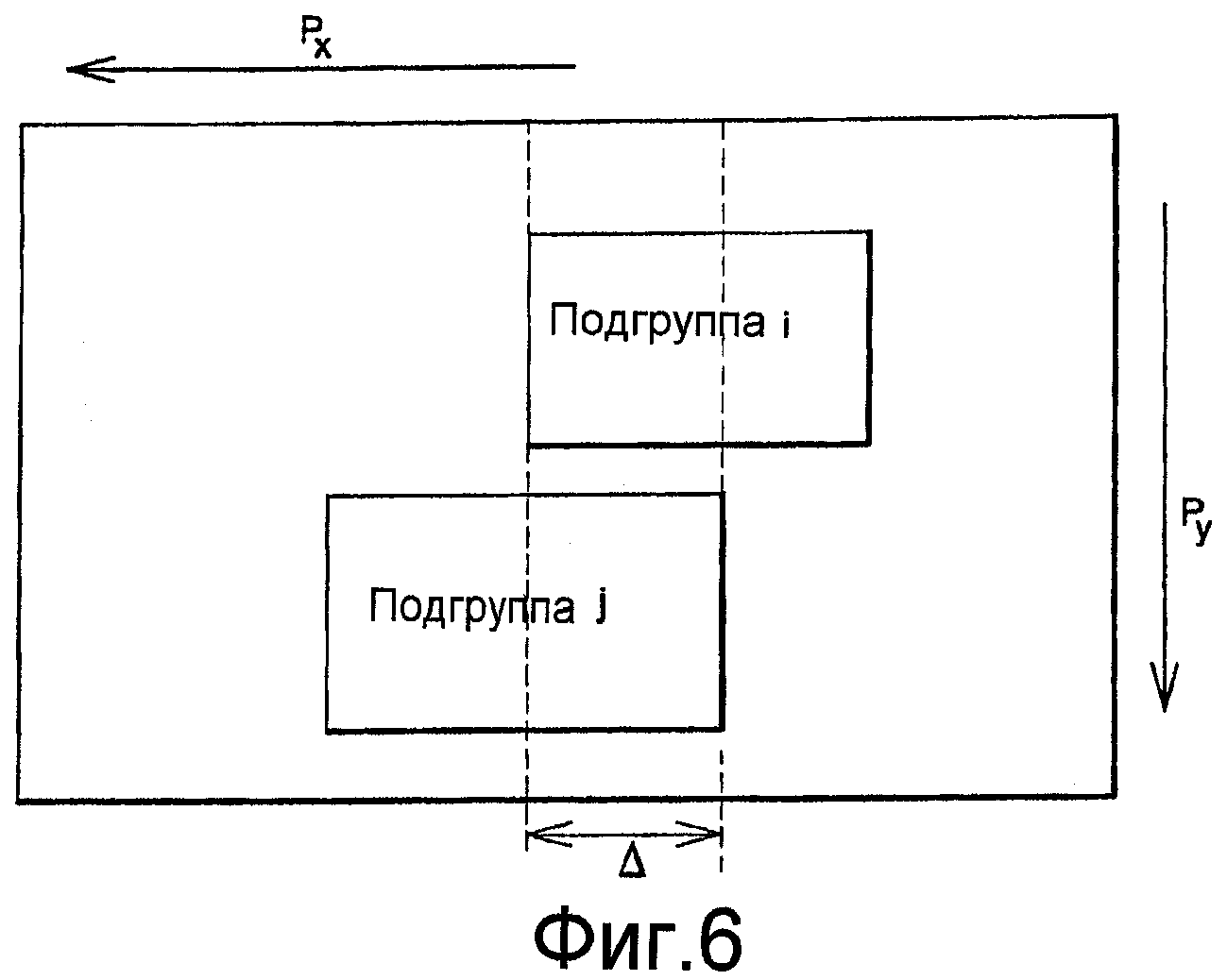
Фиг.6 - пример зоны наложения между двумя подгруппами, схематично показанными в виде двух прямоугольников, при этом группировка двух подгрупп образует группу.
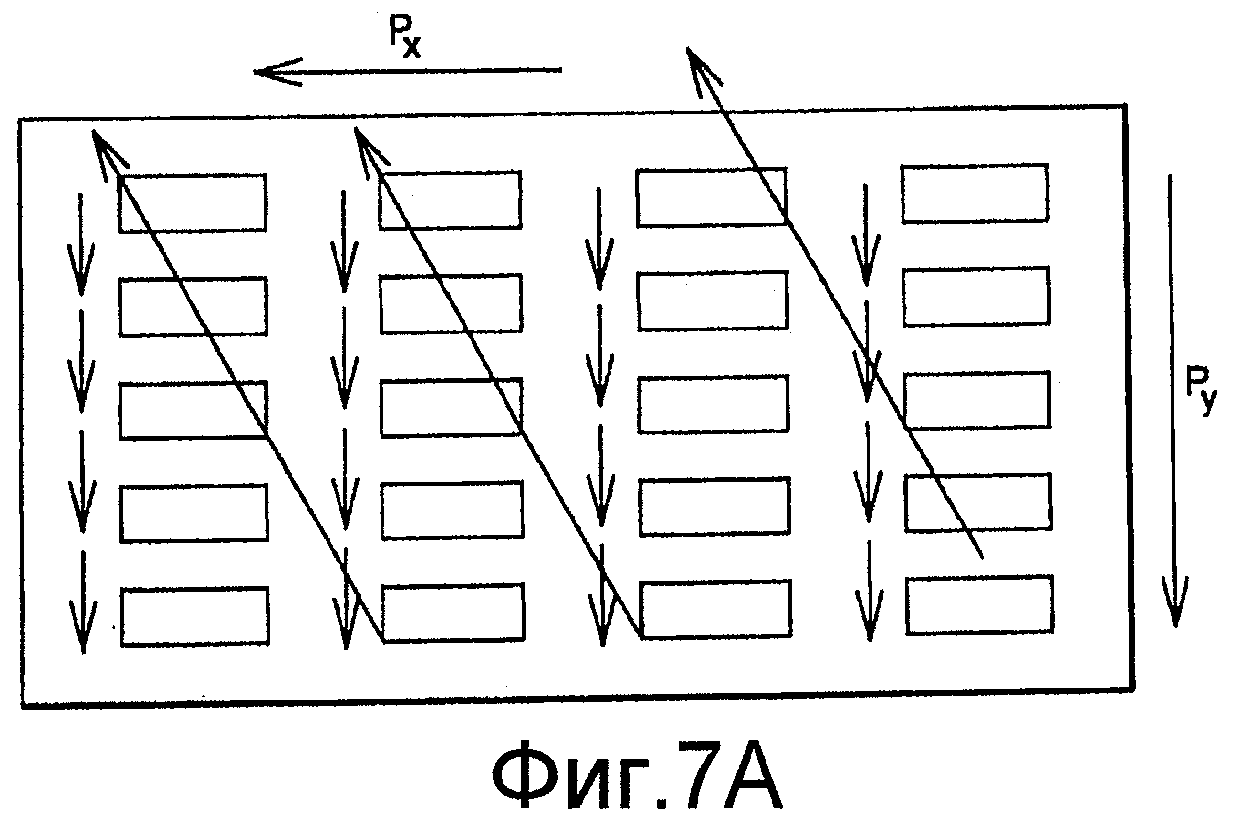
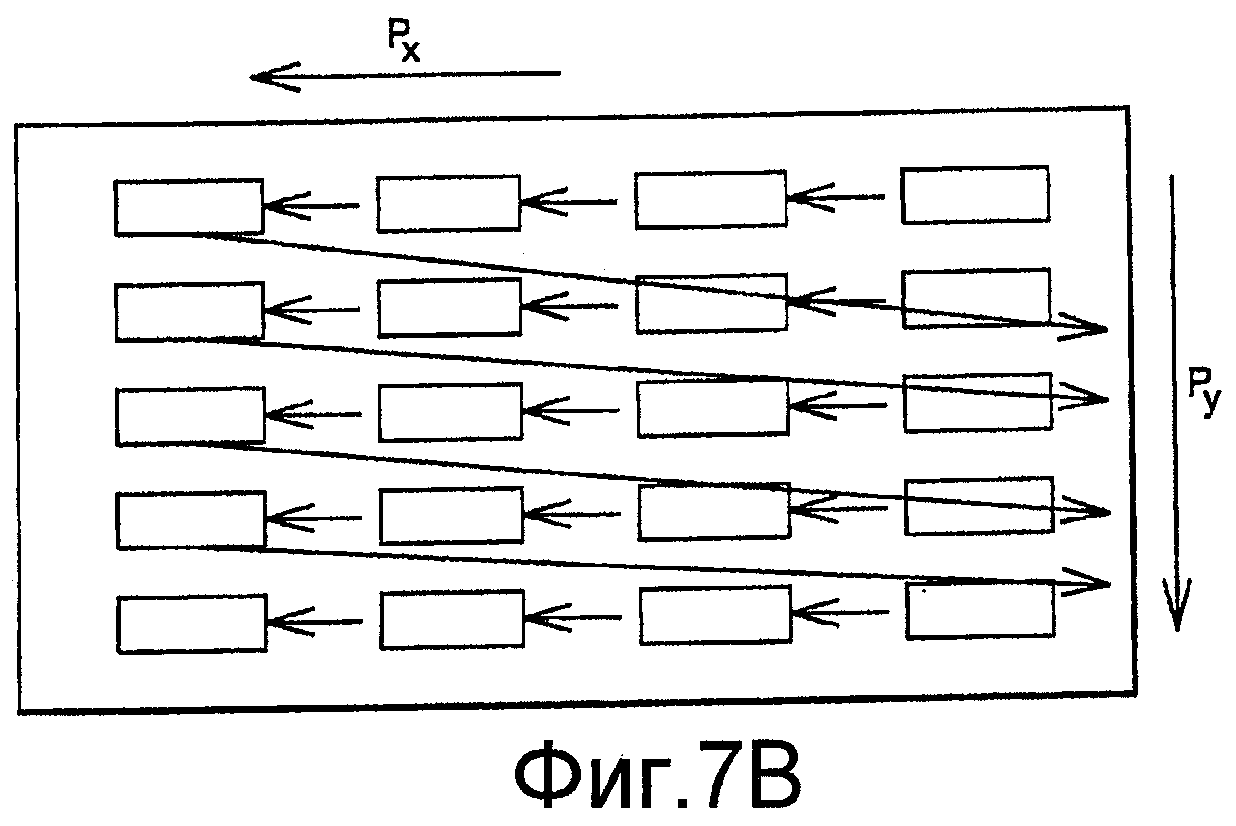
Фиг.7 - схематичный вид для набора деталей, с одной стороны, конфигурации вырезания столбцами, когда супер-β равен 1 (фиг.7А), и, с другой стороны, конфигурации вырезания слоями, когда супер-β равен 0 (фиг.7В).
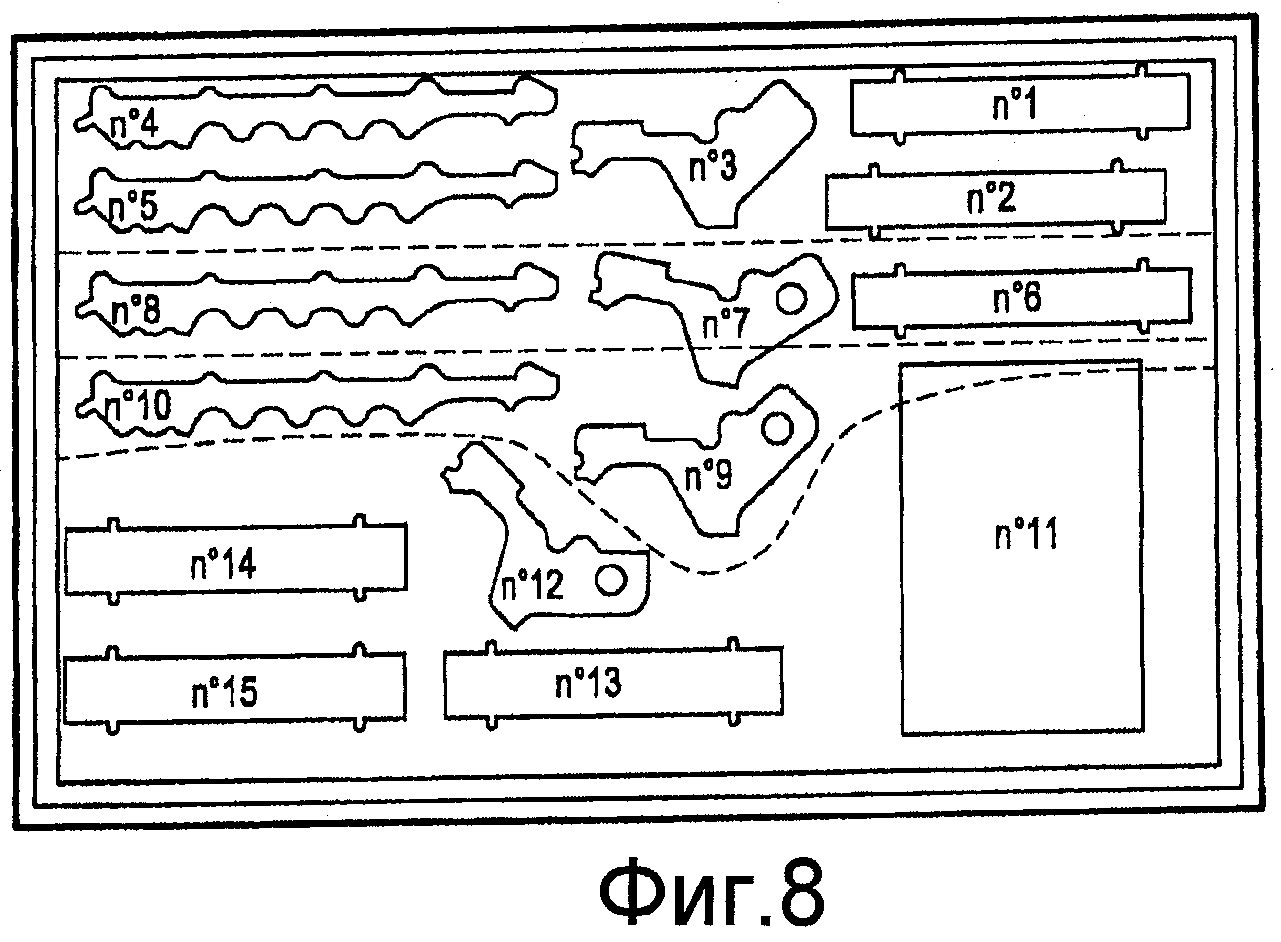
Фиг.8 - пример набора деталей, рассматриваемого как одна группа, при этом детали вырезают простыми слоями и двойными слоями.
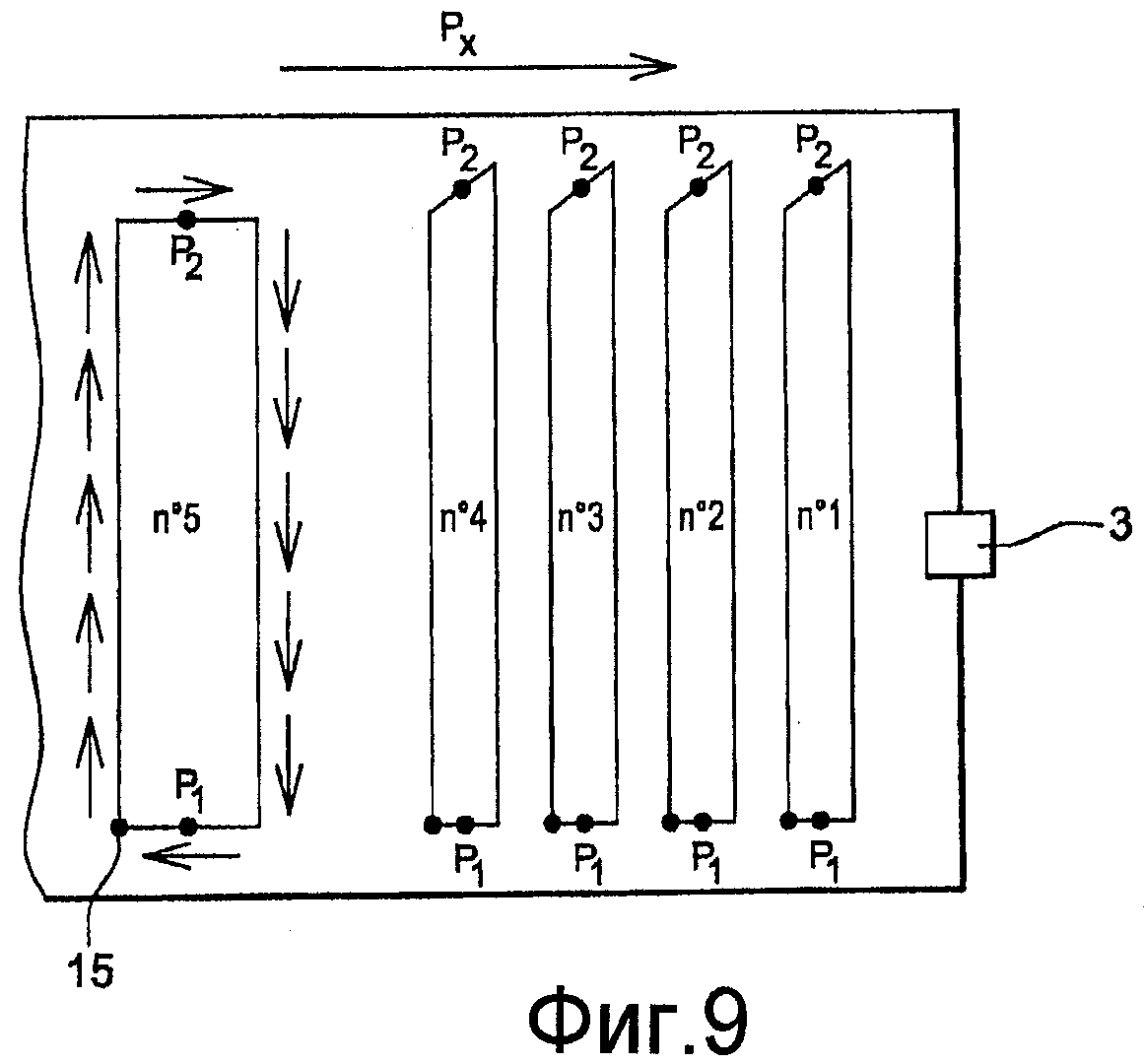
Фиг.9 - пример удлиненных деталей, расположенных вертикально на наборе.
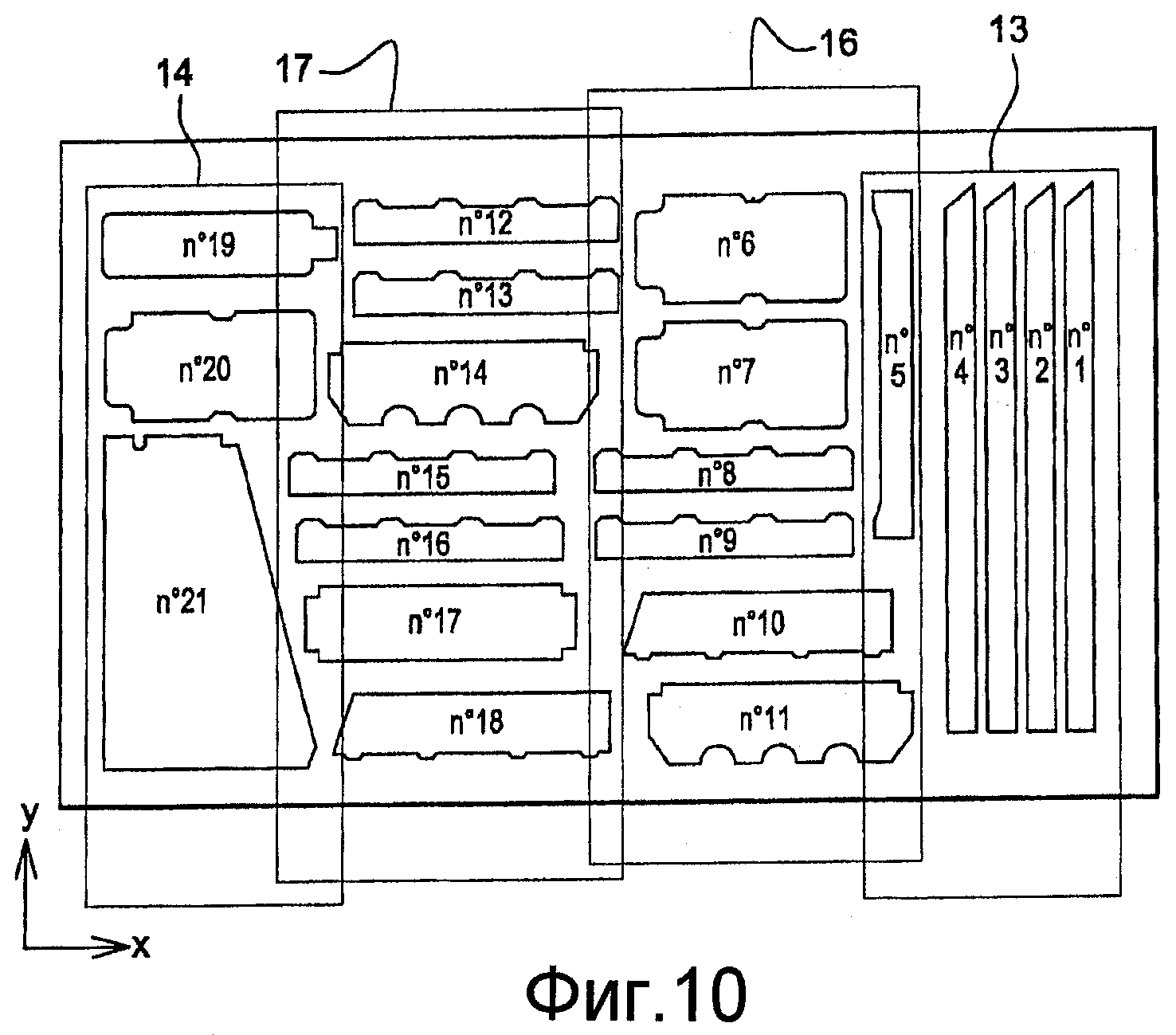
Фиг.10 - пример набора, содержащего вертикальную группу и три прямоугольные подгруппы.
На фиг.1 показан пример набора 1 деталей разной формы и размера после процесса наложения. Положение каждой детали отмечается в декартовой системе координат (X, Y), которая является системой координат набора, в которой за исходную точку принимают нижний левый угол набора. За ось Х принимают наибольшую сторону формата набора. Во время процесса вырезания пластина или стопка пластин, в которой производят вырезание, удерживается, с одной стороны, линией крепления 2 по ее нижней стороне и, с другой стороны, крепежными элементами 3 в середине и в двух углах других сторон.
Во всех представленных примерах определение порядка вырезания подчиняется следующим правилам вырезания, причем эти правила являются эмпирическими и зависят от способа и удержания пластины:
- вырезание должно заканчиваться в зоне, в которой остается максимальное количество материала пластины,
- последняя вырезанная стороны должна удерживаться и не должна быть направлена в ту сторону скелета, где ранее уже были вырезаны детали,
- начальные и конечные точки вырезания предпочтительно должны находиться на малых концах деталей в месте, где фрагменты мешают меньше всего; в представленных примерах началом вырезания детали является левый нижний угол детали,
- продвижение вырезания ориентировано вдоль оси Х в направлении уменьшения значений Х,
- вырезание набора должно заканчиваться со стороны линии крепления, следовательно, в представленной конфигурации набора продвижение вырезания происходит в направлении уменьшения значений Х,
- направление вырезания выбирают таким, чтобы сторона детали вырезалась с захватом.
Задачей изобретения является воспроизведение принципов, используемых наладчиками, определяющими порядок вырезания на основании опыта, с учетом правил вырезания для автоматического определения оптимального порядка вырезания деталей. Принцип способа основан на взвешенных параметрах, которые полностью относятся к физическому параметру с точки зрения геометрии на наборе, причем эти параметры могут регулироваться в зависимости от топографического типа набора.
Эти взвешенные параметры предназначены для осуществления последовательной обработки деталей путем группировки в подгруппы и группы. После этого на основании этих подгрупп и этих групп определяют порядок вырезания.
Предпочтительно, чтобы этап группировки деталей в подгруппы и этап группировки подгрупп в группы являлся частью процесса итераций, позволяющих произвести дискретизацию топографии набора на нескольких уровнях. Этап группировки деталей в подгруппы и этап группировки подгрупп в группы являются двумя первыми уровнями итерационного процесса.
Первый этап способа состоит в получении данных, относящихся к точкам, определяющим контур каждой детали и позиционирование каждой детали в декартовой системе координат (X, Y) набора.
Этот этап позволяет установить топографию набора, с одной стороны, путем анализа профиля контура каждой детали, входящей в состав набора, и, с другой стороны, расположить их путем позиционирования в общей системе координат набора (X, Y).
Эти данные включают координаты точек, определяющих контур каждой детали, в декартовой системе координат (X, Y) набора.
На основании этих координат определяют две категории формы контура для деталей: детали, имеющие контур в виде прямоугольника 4, и детали, имеющие контур в виде дуги 5 (фиг.2).
Как правило, каждую деталь определяют четырьмя точками Р1, Р2, Р3 и Р4. Набор полностью определяют координатами этих четырех точек всех деталей.
На фиг.2 показаны две формы контура деталей, при этом первая деталь, обозначенная позицией 4, имеет прямоугольную форму, а вторая деталь, обозначенная позицией 5, имеет дугообразную форму. В случае детали 4 четыре точки Р1, Р2, Р3 и Р4 находятся в центрах четырех сторон прямоугольника. Порядок нумерации должен удовлетворять условию, согласно которому точка Р1 является точкой, ближайшей к началу системы координат набора, и от Р1 к Р3 переходят, проходя от Р1 к Р2 и вокруг детали в направлении часовой стрелки. В случае детали 5 и, как правило, для детали любой формы точки Р1 и Р2 являются двумя точками, наиболее удаленными друг от друга, находящимися на контуре детали, при этом точки Р3 и Р4 являются пересечениями между прямой, проходящей через сегмент [Р1, Р2] перпендикулярно к его середине, и контуром детали. В дальнейшем детали будут называться прямоугольными или дугообразными в зависимости от формы их контура.
Чтобы отличать прямоугольные детали от дугообразных деталей, необходимо соблюдать два правила. Первое правило касается положения точек Р3 и Р4 относительно прямой (Р1, Р2). Деталь определяют как прямоугольную, если точки Р3 и Р4 находятся по обе стороны от прямой (Р1, Р2). Второе правило, которое позволяет определить форму контура детали, касается параметра вогнутости γ. При определении вогнутости детали используют 4 точки Р1, Р2, Р3 и Р4 для определения точек Pcn и Pc, которые являются соответственно серединой сегмента [Р3, Р4] и серединой сегмента [Р1, Р2] (фиг.2). Деталь считается дугой, если, с одной стороны, она отвечает первому правилу и, с другой стороны, отвечает следующему отношению: γDPie≤ DCN, где DPie является расстоянием между точками Р1 и Р2. Параметр γ является фиксируемым параметром, и его значение находится в пределах от 0 до 1.
Согласно способу в соответствии с настоящим изобретением второй этап состоит в группировке деталей в подгруппы.
Этот этап группировки деталей в подгруппы содержит две фазы: первую фазу идентификации главных деталей, на основании которых для каждой из них определяют зону перекрывания, и вторую фазу идентификации каждой детали, находящейся в этой зоне перекрывания согласно взвешенному параметру, которым является коэффициент перекрывания β.
Зона перекрывания может быть приравнена к теневой зоне, находящейся в данном направлении освещения. Все подгруппы строят, рассматривая направление освещения вдоль оси, перпендикулярной к общей оси продвижения вырезания. Во всех представленных примерах общее продвижение от детали к детали определяют вдоль оси Х, соответствующей большой стороне пластины (фиг.3). Следовательно, подгруппы строят по направлению освещения, ориентированному вдоль оси Y. На фиг.3 показан этот принцип, подгруппы вырезаются по направлению продвижения Рх, в данном случае в направлении уменьшения значений Х. Детали, входящие в каждую из групп, вырезают в направлении Py, тоже в направлении уменьшения значений Y.
Главную деталь определяют по двум критериям:
- главная деталь должна быть максимально большой по длине вдоль оси Х таким образом, чтобы определять максимально большую зону перекрывания с целью группировки максимального количества деталей;
- главная деталь всегда находится над другими деталями в подгруппе в направлении уменьшения значений Y; это деталь, координату Y которой в системе координат набора, а также зону перекрывания определяют в наборе сверху вниз.
В случае, когда главная деталь является прямоугольной деталью, зону перекрывания определяют согласно следующим правилам: точки, получаемые в результате проекции сегмента [Р1, Р2] деталей, принадлежащих к группе, определенной прямоугольной деталью, и точки, получаемые в результате проекции сегмента [Р1, Р2] главной детали, совпадают при коэффициенте перекрывания β. Параметр β находится между 0 и 1 и является одинаковым для всех подгрупп одного набора.
Фиг.3 иллюстрирует случай использования двух прямоугольных подгрупп при помощи двух примеров с коэффициентом перекрывания, составляющим 0,65. Первая подгруппа, обозначенная позицией 6, содержит две прямоугольные детали под номерами 1 и 2. Деталь № 1 идентифицируют как главную деталь. Деталь № 2 находится под главной деталью. Точки проекции ее сегмента [Р1, Р2] на ось Х и точки проекции главной детали совпадают более чем на 65%. Деталь № 2 и деталь № 1 образуют подгруппу. Во втором примере прямоугольная подгруппа содержит три детали, пронумерованные от 3 до 5, при этом главной деталью является деталь № 3, а две другие прямоугольные детали № 4 и № 5 идентифицированы как детали внутри зоны перекрывания, определяемой деталью № 3. В этом примере все точки проекции сегмента [Р1, Р2] двух деталей № 4 и № 5 на 100% совпадают с точками проекции главной детали.
На фиг.4 показан случай дугообразной подгруппы, обозначенной позицией 8, в которой деталь № 1 является главной дугообразной деталью. Зона перекрывания, определенная на основании этой детали, прежде всего ограничена первой линией 9, которая отделяет зону перекрывания от наружной зоны. Эта линия проведена параллельно линии, проходящей через две точки Р1, Р2 главной дугообразной детали, и находится на расстоянии ε×DCN по отношению к прямой (P1, P2), при этом DCN является вогнутостью вышеуказанной детали, а ε - это коэффициент, который позволяет менять площадь зоны перекрывания путем изменения расстояния ε×DCN.
Эта зона перекрывания ограничена также окружностью 10, которая проходит через точки P1, P4 и P2 и имеет центр О и радиус R, который является расстоянием между О и P4 дугообразной детали.
Если комбинировать обе границы, то для деталей зона перекрывания является поверхностью, ограниченной между окружностью 10 с центром О и радиусом R, линией 9 и дугообразной деталью №1; на фиг.4 эта зона показана в заштрихованном виде.
Детали №2, №3 и №4 находятся внутри этой заштрихованной площади и принадлежат таким образом к подгруппе, образованной дугообразной деталью. Деталь №5 находится за пределами этой зоны перекрывания и не входит в подгруппу.
Резюмируя вышеприведенные примеры, представляется понятным, что одна зона перекрывания определяется путем выбора одной главной детали и соответствует поверхности пластины, в которой должно быть произведено вырезание набора деталей и которая приравнена к теневой зоне, проецируемой в заданном направлении на практике ограниченной проекцией точек Р1 и P2 главной детали, как показано на фиг.3 и 4, причем указанная теневая зона, в случае необходимости, может быть ограничена линией, параллельной линии, проходящей через точки Р1 и P2 главной детали.
Если деталь, не являющаяся главной деталью, находится по меньшей мере частично внутри зоны перекрывания (в отличие от деталей находящихся полностью вне этой зоны) ее коэффициент перекрывания β относительно рассматриваемой зоны рассчитывается с учетом проекций по направлению проекции теневой зоны, сегментов Р1 и Р2 главной детали и рассматриваемой детали.
Коэффициент перекрывания рассматриваемой детали отражает соотношение между числом общих точек, эквивалентных общей длине, проекции сегментов Р1-Р2 искомой детали и главной детали, отнесенной к совокупности точек, эквивалентной длине проекции сегмента Р1-Р2 указанной детали. Деталь полностью охватываемая зоной перекрывания, имеет коэффициент перекрывания, равный единице и данное значение будет меньше единицы, если деталь не полностью входит в зону перекрывания.
Наконец, для того чтобы определить, входит ли та или иная деталь в подгруппу, коэффициент перекрывания детали напротив зоны перекрывания указанной подгруппы сравнивают с фиксированным значением коэффициента перекрывания β. Если коэффициент перекрывания детали не достигает фиксированного значения коэффициента перекрывания β, деталь рассматривается как не входящая в подгруппу.
На фиг.5 показан пример четырех подгрупп, при этом первая подгруппа содержит детали №1 и №2. Детали №3 и №4 образуют вторую подгруппу, а детали №5 и №6 - четвертую подгруппу. Последняя подгруппа образована четырьмя деталями, пронумерованными от 7 до 10, из которых главной деталью является деталь №7. Каждая подгруппа отмечена рамкой, при этом сформированная подгруппа рассматривается как одна деталь.
Этот первый этап группировки позволил упростить топографию набора и представляет собой первый уровень дискретизации топографии набора.
После этапа группировки всех деталей в подгруппы на втором этапе группируют подгруппы, рассматриваемые как детали, в группы. На фиг.6 показаны две подгруппы i и j, при этом подгруппа i является главной подгруппой, подгруппа j принадлежит к подгруппе i, если ее проекция на ось Х накладывается на проекцию подгруппы i согласно коэффициенту наложения супер-β, то есть отношение совпадающей зоны Δ к длине рамки, охватывающей группу j, превышает или равно супер-β. Параметр супер-β составляет от 0 до 1.
Если этот параметр супер-β равен 1, набор состоит только из подгрупп. Оптимальный порядок вырезания определяется подгруппами. Этот случай показан на фиг.7А, где детали сгруппированы в подгруппы столбцами. В этом случае порядок вырезания деталей прежде всего определяется порядком продвижения от столбца к столбцу в направлении уменьшения значений X. В каждом столбце детали вырезают одна за другой в направлении уменьшения значений Y. Эти направления продвижений показаны на фиг.7А стрелками.
Если параметр супер-β равен 1, весь набор считается одной группой. Этот второй предельный случай показан на фиг.7В, где детали вырезают по слоям, при этом стрелками показано направление продвижения вырезания.
Предпочтительно этот параметр супер-β является взвешенным параметром, который позволяет воспроизвести поведение вырезания по слоям или по столбцам, или комбинацию этих двух вариантов продвижений, которые определяют порядок вырезания набора.
Как правило, значение параметра супер-β выбирают в зависимости от геометрии деталей, от их расположения относительно друг друга в наборе, а также от правил вырезания, которые зависят от типа способа вырезания и от способа удержания пластины или стопки пластин.
Как правило, слои являются простыми слоями, которые содержат только один ряд деталей, как показано на фиг.7 В. В другом варианте осуществления изобретения слой может быть двойным слоем, который содержит два ряда деталей, когда они находятся очень близко друг к другу. Этот случай показан на фиг.8, где весь набор считается как одна группа, и в этом случае параметр супер-β равен 0. Эта группа содержит четыре слоя, при этом первый слой образован деталями №1, 2, 3, 4, 5, второй слой - деталями №6, 7 и 8, третий слой - деталями №9 и 10 и, наконец, последний слой - деталями №11, 12, 13, 14 и 15. В первом слое детали №2 и 5, расположенные соответственно под деталями 1 и 4, образуют второй ряд деталей внутри первого слоя. В последнем слое детали №13 и 15 образуют второй ряд деталей по отношению к ряду деталей №12 и 14. Первый слой и второй слой являются двойными слоями.
Способ вырезания содержит дополнительный этап идентификации удлиненных деталей, как правило, расположенных в наборе вертикально вдоль оси Y. Деталь идентифицируют как вертикальную, если точки Р1 и Р2 расположены на наборе вертикально, при этом проекция сегмента [Р1, Р2] на ось Y должна быть, по меньшей мере, в два раза больше, чем проекция сегмента [Р3, Р4] на ось X. Эти детали, идентифицированные как вертикальные детали, не могут принадлежать к одной подгруппе, каждая из них образует вертикальную подгруппу, и вертикальные подгруппы сгруппированы в вертикальную группу.
На фиг.9 показана вертикальная группа, являющаяся крайней справа на наборе.
Согласно изобретению продвижение вырезания Рх в вертикальной группе ориентировано в направлении возрастания значений Х в системе координат набора. Это направление, отличающееся от направления продвижения в не вертикальной группе, зависит от правил вырезания, согласно которым вырезание деталей всегда заканчивается на стороне, удерживаемой максимальным количеством материала не вырезанных деталей, и последняя вырезаемая сторона не должна быть направлена к стороне скелета, которая содержит отверстия, оставленные ранее вырезанными деталями. Если производить вырезание в направлении уменьшения значений Х в вертикальной группе, то, учитывая, что режущий инструмент начинает вырезание детали всегда от левого нижнего угла каждой вертикальной детали 15, последняя сторона последней вырезаемой детали, которая на фиг.9 является деталью №5, в этом случае будет обращена к стороне скелета. Если направление вырезания в этой вертикальной группе поменять на противоположное, то последняя сторона последней вырезаемой вертикальной детали, которой является деталь №1, будет находиться со стороны, удерживаемой крепежным элементом 3.
Следовательно и, как правило, вертикальную группу, которая является крайней справа в наборе, всегда вырезают в первую очередь, также, когда она находится с краю слева в наборе.
На фиг.10 показан пример набора деталей, пронумерованных от 1 до 21, иллюстрирующий все этапы группировки способа в соответствии с настоящим изобретением.
На первом этапе устанавливают коэффициент перекрывания (β, равный 0,65, и в этом случае набор содержит три подгруппы и пять вертикальных подгрупп, каждая из которых содержит только одну вертикальную деталь №1-№5, при этом первая подгруппа, обозначенная позицией 16, содержит детали №6-№11, вторая подгруппа, обозначенная позицией 17, содержит детали №12-№18, третья подгруппа, обозначенная позицией 14, содержит детали №19-№21.
На втором этапе способа три подгруппы группируют для образования группы, и пять вертикальных групп группируют в вертикальную группу, обозначенную на фиг.10 позицией 13.
Таким образом, порядок вырезания зависит от значения параметра супер-β. Два предельных случая соответствуют случаям, когда супер-β равен 0 и 1.
В первом случае, если параметр супер-β выбирают равным 0, весь набор рассматривается как одна группа, при этом порядок вырезания набора является следующим:
- вертикальную группу вырезают в первую очередь и в направлении увеличения значений X, то есть в порядке вертикальных деталей от №5 до №1,
- затем в группе детали вырезают по слоям.
Во втором случае параметр супер-β равен 1, и порядок вырезания определяют только на основании подгрупп, организованных в столбцы, и по пяти вертикальным подгруппам:
- вертикальные детали вырезают в первую очередь в порядке следования номеров от 5 до 1,
- порядок вырезания начинается с первого столбца деталей, который является подгруппой 16, затем следуют второй столбец, соответствующий подгруппе 17, и третий столбец, соответствующий подгруппе 14, в каждом столбце детали вырезают сверху вниз в направлении уменьшения значений Y по правилу вырезания, согласно которому вырезание должно всегда заканчиваться со стороны линии крепления.
Предпочтительно, чтобы способ вырезания был введен в программу вырезания через алгоритм. Процессор использует эту программу вырезания для автоматического определения порядка вырезания соответственно данным набора, полученный порядок передается на систему управления для направления движения режущего инструмента. Направление продвижения вырезания в направлении уменьшений значений Х устанавливается вручную оператором в начале способа вырезания.
Процесс итераций является полуавтоматическим, и число итераций задается оператором, который делает вывод, является ли уровень дискретизаций набора достаточным, чтобы получить порядок вырезания, следовательно, конец процесса устанавливается оператором.
В другом варианте выполнения значение взвешенных параметров может быть определено частично оператором, в этом случае определение порядка вырезания происходит в полуавтоматическом режиме. Этот полуавтоматический режим может быть полезным для определения параметров путем прямого наблюдения набора, прежде чем их зафиксировать для работы в автоматическом режиме.
Как правило, используемый способ вырезания является способом вырезания фрезерованием на высокой скорости, и пластины находятся в конфигурации минимального удержания.
Реферат
Способ включает вырезание набора деталей, производимое режущим инструментом в пластине или стопке пластин, удерживаемой линией крепления. При этом перемещение режущего инструмента направляется системой управления. Для повышения эффективности вырезания получают данные, связанные с точками, определяющими контур каждой детали и позиционирование каждой детали в декартовой системе координат (X, Y) набора, осуществляют первый этап группировки деталей по меньшей мере в одну подгруппу, при этом каждая подгруппа, заключенная в рамку, рассматривается как одна деталь. Осуществляют второй этап группировки упомянутых подгрупп, по меньшей мере, в одну группу, при этом каждая группа, заключенная в рамку, рассматривается как одна деталь, устанавливают порядок продвижения вырезания деталей на основании подгрупп и групп. Производят вырезание, в процессе которого режущий инструмент перемещают от детали к детали согласно упомянутому порядку продвижения вырезания. 2 н. и 17 з.п. ф-лы, 10 ил.
Формула
а) получают данные, связанные с точками, определяющими контур каждой детали и позиционирование каждой детали в декартовой системе координат (X, Y) набора,
б) осуществляют первый этап группировки деталей по меньшей мере в одну подгруппу, при этом каждая подгруппа, заключенная в рамку, рассматривается как одна деталь,
в) осуществляют второй этап группировки упомянутых подгрупп по меньшей мере в одну группу, при этом каждая группа, заключенная в рамку, рассматривается как одна деталь,
г) устанавливают порядок продвижения вырезания деталей на основании подгрупп и групп, определенных соответственно на упомянутых этапах (б) и (в),
д) производят вырезание, в процессе которого режущий инструмент перемещают от детали к детали согласно упомянутому порядку продвижения вырезания, установленному на этапе (г).
Комментарии