Способ управления механизмом импульсной подачи сварочной проволоки - RU2198079C2
Код документа: RU2198079C2
Чертежи
Описание
Изобретение относится к области сварки, а именно к способам управления технологическим оборудованием, обеспечивающим импульсную подачу сварочной проволоки в зону дуги.
Известен способ управления механизмом импульсной подачи сварочной проволоки, включающий подачу электроэнергии на обмотки катушек электромагнитов при помощи электронного устройства (см. описания изобретений к патентам РФ 2104134, B 23 K 9/12, 1998 и 2136463, B 23 K 9/12,1999).
Недостатком как первого, так и второго изобретения является непредсказуемость процесса капельного переноса металла электродной проволоки и горения дуги.
Известен способ управления механизмом импульсной подачи сварочной проволоки, включающий выдачу сигнала в систему управления механизмом (см. SU 1484526 A1, B 23 K 9/10, 07.06.89).
Описанный способ, как наиболее близкий из аналогов по технической сущности, принят за прототип при составлении настоящей заявки.
Недостатком прототипа, как и аналогов, является непредсказуемость процесса капельного переноса металла электродной проволоки в сварочную ванну и процесса горения дуги.
Задача - создание способа, позволяющего управлять размером и временем переноса капель электродного металла в сварной шов.
Это достигается тем, что в способе управления механизмом импульсной подачи сварочной проволоки, включающем выдачу сигнала в систему управления механизмом, систему управления выполняют адаптивной, в которой в качестве источника сигнала в автоматическом режиме используют датчик напряжения сварочной дуги, импульс подачи проволоки производят в момент образования капли расплавленного металла заданного размера, а размер капли регулируют длиной сварочной дуги, а частота следования импульсов подачи проволоки задается скоростью ее плавления. Т. е. механизм импульсной подачи сварочной проволоки управляется импульсами, время подачи которых зависит от длины сварочной дуги, которая растет с увеличением размера капли на торце проволоки. А так как размер капли и длина дуги увеличиваются во время паузы, когда скорость подачи проволоки равна нулю, то время подачи импульса зависит от скорости плавления электродной проволоки, которая, в свою очередь, зависит от напряжения источника питания. Поэтому любые изменения, произошедшие в питании дуги, отражаются на частоте подачи импульсов и, следовательно, на процессе сварки, т.е. система является замкнутой.
Заявляемый способ характеризуется наличием следующих признаков:
а) в качестве источника сигнала для управления механизмом импульсной
подачи сварочной проволоки в автоматическом режиме используют датчик напряжения сварочной дуги;
б) систему управления механизма импульсной подачи сварочной проволоки выполняют адаптивной;
в) импульс подачи сварочной проволоки производят в момент достижения каплей расплавленного металла заданного размера;
г) размер капли электродного металла, переносимой в сварной шов,
зависит от длины сварочной дуги;
д) частота следования импульсов подачи проволоки задается скоростью ее плавления.
Проведенные исследования по патентной и научно-технической литературе позволили выявить ряд технических решений аналогичного назначения, однако признаки а-д в них отсутствуют. Следовательно, предлагаемый способ отвечает критериям охраноспособности изобретения - новизне и изобретательному уровню, а лабораторные испытания позволили сделать вывод о возможности осуществления способа в промышленных условиях.
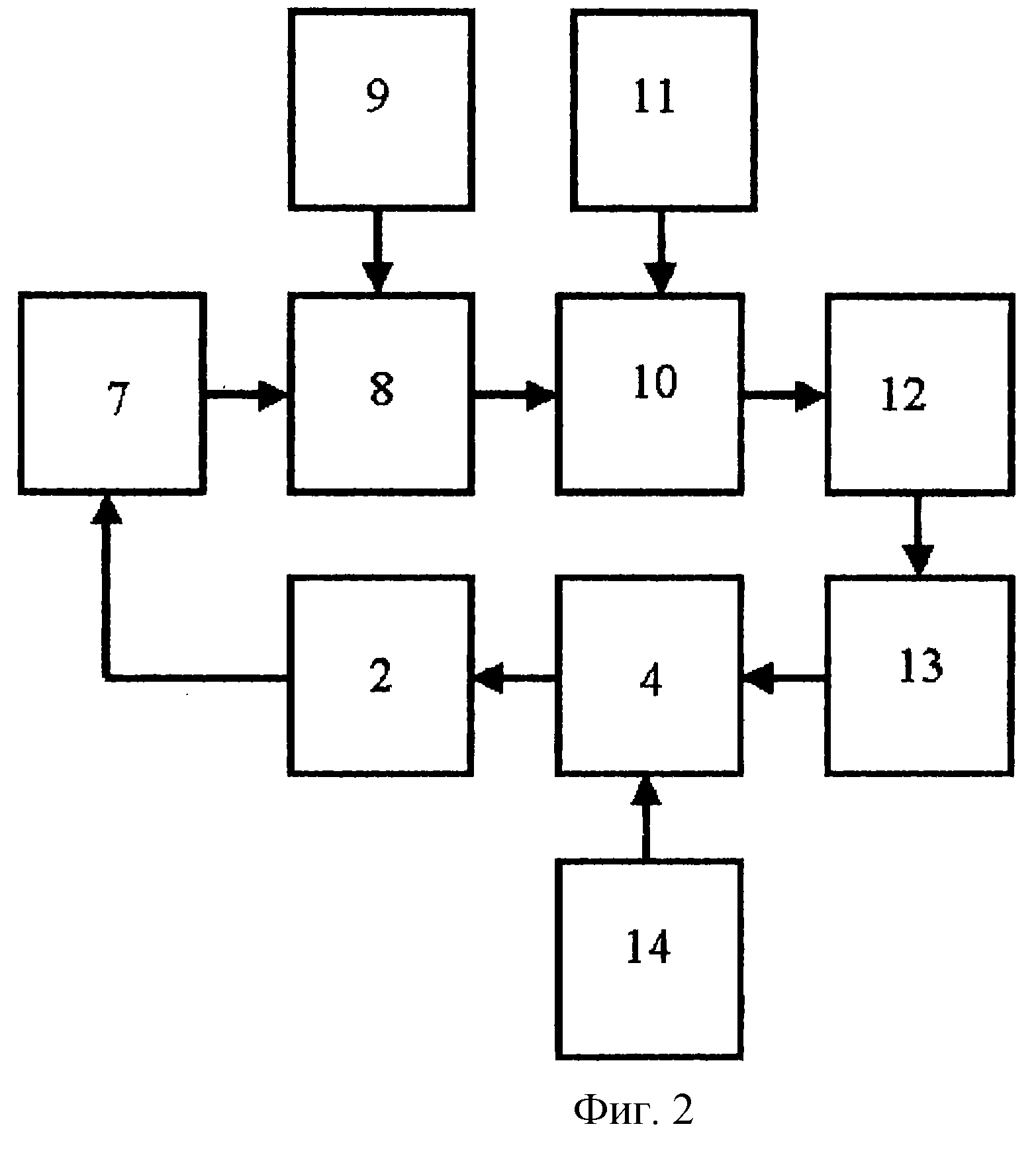
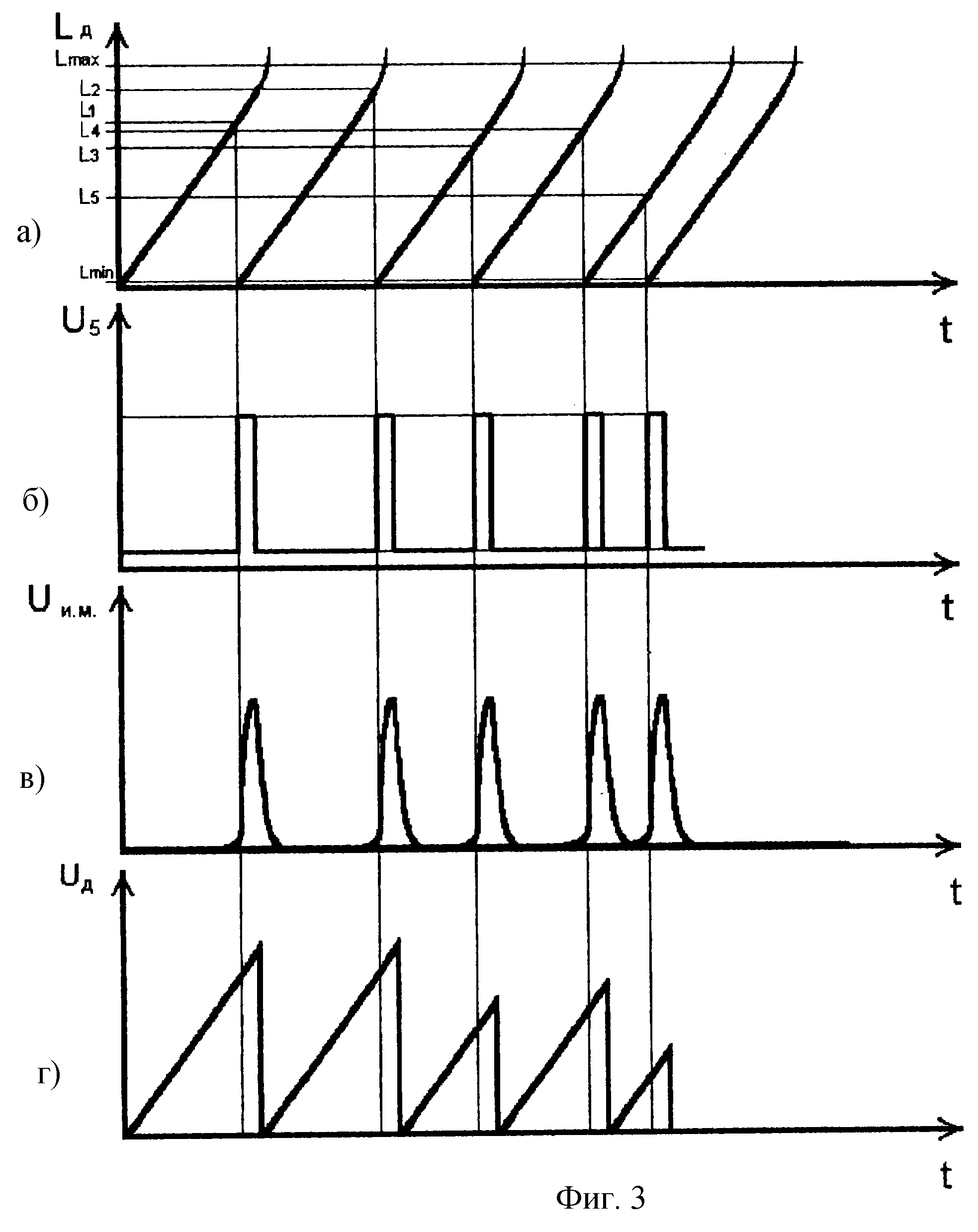
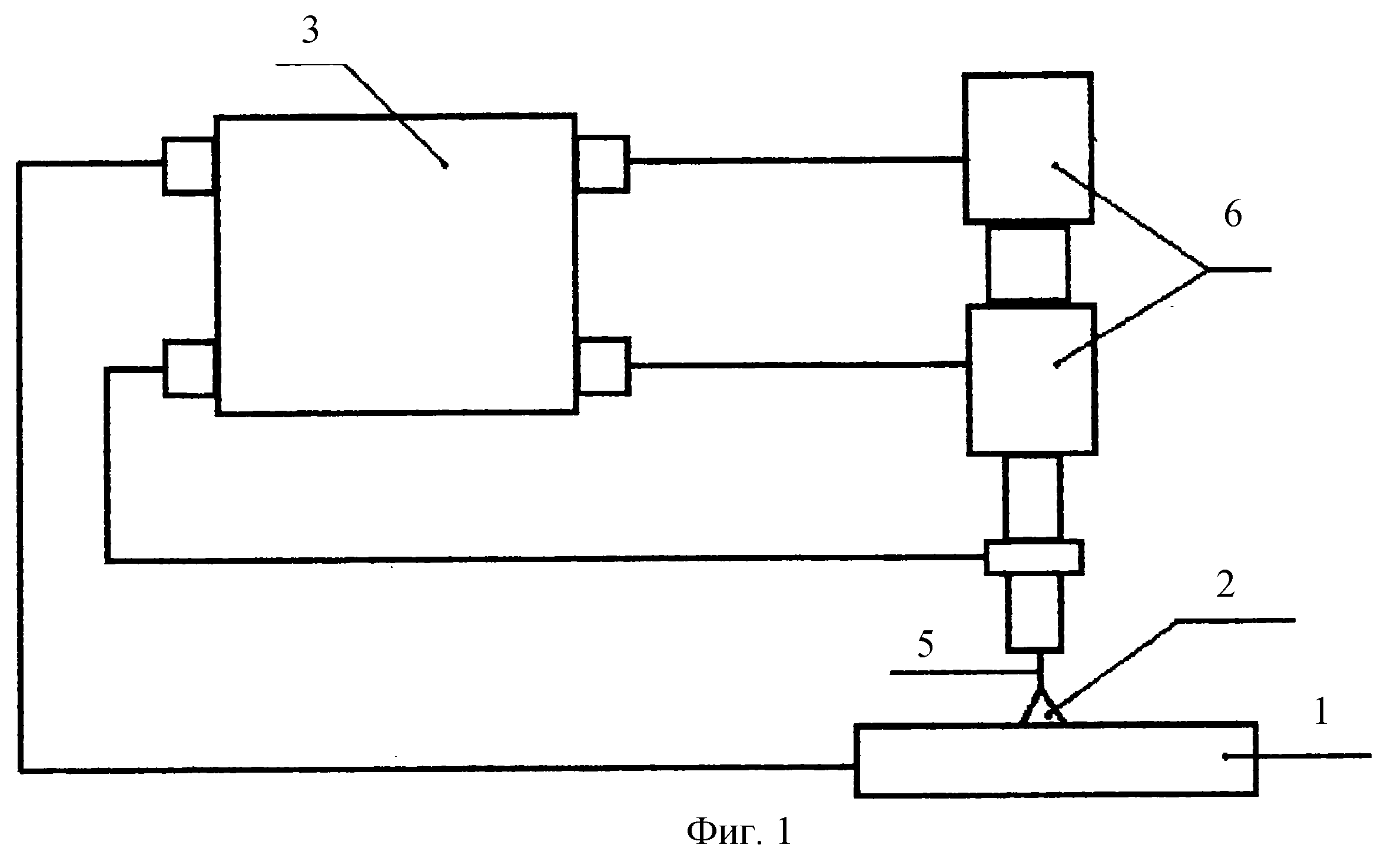
Техническая сущность заявляемого изобретения поясняется чертежами, где на фиг.1 схематично представлены средства для реализации способа управления механизмом импульсной подачи сварочной проволоки; на фиг.2 - электрическая блок-схема устройства для управления механизмом импульсной подачи сварочной проволоки; на фиг. 3,а - диаграмма: длины дуги - времени; на фиг.3,б - диагрммма: напряжение, выдаваемое блоком управления исполнительным механизмом - время; на фиг.3,в - диаграмма: напряжение на исполнительном механизме - время; на фиг.3,г - диаграмма: напряжение дуги - время.
Способ управления механизмом импульсной подачи сварочной проволоки осуществляется следующим образом.
При сварке между изделием 1 и проволокой 5 загорается сварочная дуга 2, напряжение с которой поступает в систему 3 управления механизмом 4 подачи проволоки 5, в котором в качестве привода используют электромагниты 6. Система управления 3 выполняется адаптивной, в которой в качестве источника сигнала используется датчик напряжения дуги 7. Датчик 7 подает сигнал на блок сравнения сигналов 8, где он сравнивается с заданным сигналом блока 9 установки длины дуги 2 - диаграмма на фиг.3а, по достижении дугой 2 заданного напряжения блок сравнения 8 выдает сигнал высокого уровня на электрический ключ 10, который в зависимости от положения переключателя принимает сигнал с блока сравнения 8 или с блока заправки проволоки в подающий механизм 11. Полученный сигнал приходит в блок согласования 12, который согласует сигнал управления со входным сигналом блока управления 13 электромагнитами 6 механизма 4 подачи проволоки 5. Блок управления электромагнитами 13 выдает импульс в момент, когда напряжение дуги превысило заданное, т.е. капля расплавленного металла достигла заданного размера, на исполнительный механизм 4 - диаграмма на фиг.3,б. Механизм 4 включает нижний (фиг.1) электромагнит, задает импульс подачи проволоки 5 - диаграмма на фиг.3,в, со скоростью, заданной блоком управления скоростью подачи 14 проволоки 5 во время импульса. Следовательно, частота следования импульсов подачи проволоки 5 зависит от времени формирования капли электродного металла, которая в свою очередь зависит от скорости ее плавления.
Перемещаясь в сварочную ванну, проволока 5 с каплей электродного металла уменьшает длину дуги 2, и на выходе блока сравнения 8 появляется низкий уровень, который, проходя через электрический ключ 10 и блок согласования 12, попадает на блок управления 13 исполнительным механизмом 4. Тогда блок управления 13 включает электромагнит захвата (верхний на фиг.1) исполнительного механизма и он переходит в режим ожидания следующего импульса подачи проволоки.
После чего процесс повторяется.
Таким образом разработан способ управления механизмом импульсной подачи сварочной проволоки, позволяющий решить поставленную задачу - управление размером капель расплавленного металла и временем их переноса в сварочную ванну. Разработано устройство для реализации указанного способа, которое подтвердило возможность его осуществления.
Реферат
Изобретение относится к области сварки и может найти применение в различных отраслях машиностроения при сварке на технологическом оборудовании, обеспечивающем импульсную подачу сварочной проволоки в зону горения дуги. Способ включает выдачу сигнала в систему управления механизмом импульсной подачи сварочной проволоки с источником управляющего сигнала в автоматическом режиме. Систему управления выполняют адаптивной. В качестве источника управляющего сигнала используют датчик напряжения сварочной дуги. Импульс подачи проволоки производят в момент образования капли расплавленного металла, размер которой регулируют длиной сварочной дуги. Частоту следования импульсов подачи проволоки задают скоростью ее плавления. Способ позволяет управлять размером капель расплавленного металла и временем их переноса в сварочную ванну. 3 ил.
Комментарии