Сварочный аппарат и способ сварки - RU2547985C2
Код документа: RU2547985C2
Чертежи











Описание
ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к сварочным аппаратам в соответствии с преамбулой п. 1 формулы изобретения, и к способу сварки в соответствии с преамбулой п. 19 формулы изобретения. В частности, изобретение относится к сварочному аппарату для выполнения сварки спаренной проволокой, в котором, по меньшей мере, два расходуемых электрода подключены к одному источнику энергии. По меньшей мере, два расходуемых электрода подключены к выходу, обеспечивающему одинаковое напряжение, по меньшей мере, на двух расходуемых электродах. Кроме того, изобретение относится к способу сварки спаренной проволокой для такого аппарата сварки спаренной проволокой.
УРОВЕНЬ ТЕХНИКИ
Способы сварки и сварочные аппараты непрерывно совершенствуются для достижения повышенной производительности наплавки при сохраняемом или улучшенном качестве сварки. Одним из способов увеличения производительности наплавки является использование нескольких электродов, применяемых в одном процессе сварки в одной сварочной ванне. При использовании нескольких сварочных электродов в одной сварочной ванне требуется, чтобы электроды были расположены в непосредственной близости друг к другу. Плотное расположение электродов, однако, приводит к взаимодействию между магнитными полями, генерируемыми каждым электродом. Это может приводить к ухудшению результатов сварки.
Известны два различных подхода к использованию нескольких сварочных электродов в одном процессе сварки: двухдуговая сварка и сварка спаренными электродами.
При двухдуговой сварке каждый электрод получает питание от отдельного источника питания. Двухдуговая сварка может иметь преимущества во многих вариантах применения, поскольку управление источником питания для каждого электрода облегчено. При двухдуговой сварке магнитная интерференция между электродами может быть уменьшена путем подведения сдвинутых по фазе сварочных токов к электродам. Это можно осуществить с помощью обычных сдвоенных источников тока Скотта или с помощью использования комплексных источников тока, таких как, например, преобразователи высокой частоты.
Поскольку двухдуговая сварка требует наличия двух раздельных источников питания, аппараты двухдуговой сварки обычно дорогие и громоздкие. Следовательно, для некоторых случаев применения, таких как сварка в ограниченном пространстве, сварка спаренными электродами может оказаться предпочтительным или единственным возможным решением.
Напротив, при сварке спаренными электродами используется один источник питания для питания электродов сварочным током.
Преимуществом способов сварки спаренными электродами является то, что для данной величины входной мощности производительность наплавки может быть увеличена. В способах сварки спаренными электродами использование более одного электрода обеспечивает уменьшение диаметра электрода, что, в свою очередь, увеличивает плотность тока для каждого электрода. Увеличенная плотность тока позволяет увеличивать предварительный нагрев электрода, следовательно, может поддерживаться повышенная производительность наплавки при меньшей теплопередаче к сварочной ванне.
В прежних аппаратах сварки спаренными электродами, таких как, например, аппарат, раскрытый в патенте DE2107617, процессы сварки спаренными электродами были возможны благодаря расположению устройства выпрямления питающего тока таким образом, что одна дуга подается с положительным, а другая - с отрицательным полупериодом тока. Такое расположение приводило к сильному взаимодействию между электродами. Чтобы уменьшить взаимодействие, электроды приходилось устанавливать на сравнительно большом расстоянии друг от друга, в результате чего трудно было обеспечить работу обоих электродов в одной сварочной ванне. Если происходит разделение процессов сварки для каждого электрода, процесс сварки будет нарушен.
Для обеспечения более тесной установки электродов, для гарантии того, чтобы оба электрода могли работать в одной сварочной ванне, предлагалось питать спаренные проволоки через общий электропроводный контактный элемент, что гарантирует получение одинакового напряжения обеими проволоками. Пример такого типа приспособления для сварки спаренной проволокой изложен в патенте US5155330.
Хотя способы сварки спаренными электродами, где расходуемые электроды питаются через общий электропроводный контактный элемент для гарантии того, что обе проволоки получают одинаковое напряжение, оказались выгодными как для способов дуговой сварки металлическим электродом в газовой среде, так и для способов дуговой сварки под флюсом, желательно дальнейшее усовершенствование, чтобы улучшить качество сварки и увеличить производительность наплавки в процессе сваривания.
КРАТКОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Целью настоящего изобретения, таким образом, является создание аппарата для сварки спаренной проволокой, где, по меньшей мере, два расходуемых электрода подключены к одному выходу, обеспечивающему одинаковое напряжение, причем аппарат для сварки спаренной проволокой способствует улучшению качества сварки и увеличению производительности наплавки. Эта цель достигается с помощью аппарата для сварки спаренной проволокой в соответствии с п. 1 формулы изобретения.
Другой целью настоящего изобретения является создание способа сварки спаренной проволокой, где, по меньшей мере, два расходуемых электрода подключены к одному выходу, обеспечивающему одинаковое напряжение, причем способ сварки спаренной проволокой способствует улучшению качества сварки и увеличению производительности наплавки. Эта цель достигается с помощью способа сварки спаренной проволокой в соответствии с п. 19 формулы изобретения.
Разработанный аппарат для сварки спаренной проволокой включает первый трубчатый токоподвод для направления первого расходуемого электрода к сварочной ванне и передачи сварочного тока к первому расходуемому электроду, второй трубчатый токоподвод для направления второго расходуемого электрода к сварочной ванне и передачи сварочного тока ко второму расходуемому электроду. Аппарат для сварки спаренной проволокой может включать более двух трубчатых токоподводов для возможности сварки спаренной проволокой более чем двумя расходуемыми электродами. Первый и второй трубчатые токоподводы могут быть сформированы в одном токоподводящем наконечнике в виде двух параллельных проводов, проходящих через токоподводящий наконечник, причем расходуемые электроды вставлены через него для осуществления контакта между источником питания и расходуемым электродом. Может быть установлено расположение предпочтительно параллельных трубчатых токоподводов в одном токоподводящем наконечнике или, как вариант, расположение в отдельных токоподводящих наконечниках. Устройство с более чем одним трубчатым токоподводом в одном токоподводящем наконечнике способствует параллельному размещению расходуемых электродов на близком расстоянии, тогда как использование отдельных токоподводящих наконечников для размещения трубчатых токоподводов способствует размещению трубчатых токоподводов под углом друг к другу.
Отдельные токоподводящие наконечники предназначены для того, чтобы токоподводящие наконечники не образовывали монолитную проводящую структуру, содержащую все трубчатые токоподводы. Вместо этого предусмотрено несколько отдельных токоподводящих наконечников, каждый из которых вмещает один трубчатый токоподвод. В случае использования отдельных токоподводящих наконечников, они должны быть электрически соединены, для гарантии того, что все расходуемые электроды при подключении к одному источнику питания приобретают одинаковое напряжение. Электрическое соединение может быть предусмотрено на токоподводящих наконечниках, на источнике питания или в любом месте между токоподводящим наконечником и источником питания.
Один источник питания соединен с упомянутым первым и вторым трубчатым токоподводом. Этого можно достичь посредством подходящего проводника, такого как кабель, соединяющий источник питания с трубчатым токоподводом. Таким образом, сварочный ток будет распределяться от источника питания к соответствующему расходуемому электроду по трубчатым токоподводам.
В соответствии с изобретением, аппарат для сварки спаренной проволокой дополнительно включает подающее устройство для подачи нетоковедущей проволоки в сварочную ванну, образуемую дугами, созданными первым и вторым расходуемыми электродами.
Введение нетоковедущей проволоки в сварочную ванну сделает возможным охлаждение сварочной ванны, чтобы поддерживать желаемую температуру сварочной ванны. Уменьшение температуры сварочной ванны может привести к тому, что легирующие добавки испаряются в меньшей степени в зоне, непосредственно подверженной воздействию дуг от расходуемых электродов. Это может привести к улучшению регулирования состава сварного сплава, что может привести к улучшению сварных швов. С целью уменьшения пиковых температур в сварочной ванне, а также для поддержания сравнительно высокой производительности наплавки от нетоковедущей проволоки, предпочтительно вводить нетоковедущую проволоку в область вблизи дуги, предпочтительно, в дугу, по меньшей мере, одной из расходуемых проволок. Кроме того, подача нетоковедущей проволоки в сварочную ванну может приводить к увеличению производительности наплавки более 20%, с перспективой увеличения производительности почти на 50% при оптимизации параметров сварки. Изобретение обеспечивает повышенную производительность наплавки без увеличения скорости сварки. Целесообразно то, что изобретение обеспечивает модифицирование существующих систем сварки, в частности, для сварки крупных заготовок, таких как прокатные трубы.
В соответствии с изобретением, подающее устройство для упомянутой нетоковедущей проволоки, предназначенное для подачи нетоковедущей проволоки, установлено по существу, под прямым углом к упомянутой сварочной ванне. Было обнаружено, что введение нетоковедущего электрода под наклоном, то есть, подача нетоковедущей проволоки к сварочной ванне под углом относительно перпендикуляра к поверхности сварочной ванны, может приводить к колебаниям процесса сварки с ухудшением результата сварки. Считается, что колебания высоты заготовки влияют на то, где нетоковедущий электрод будет входить в сварочную ванну относительно выступа расходуемого электрода. Такое колебание будет иметь влияние на скорость плавления нетоковедущей проволоки, а также пиковую температуру сварочной ванны. При расположении нетоковедущей проволоки таким образом, чтобы она вводилась, по существу, под прямым углом к сварочной ванне, достигается большая стабильность процесса сварки. Положение, близкое к перпендикуляру к сварочной ванне, обозначает перпендикуляр к верхней поверхности сварочной ванны в неподвижном, невозмущенном состоянии. Понятно, что сварочная ванна будет испытывать колебания во время сварки. Однако верхняя поверхность сварочной ванны в неподвижном, невозмущенном состоянии будет, по существу, образовывать плоскость в точке ввода нетоковедущей проволоки в сварочную ванну, причем плоскость должна быть направлена от наконечника расходуемого электрода к ближайшей точке сварочной ванны, как перпендикуляр.
При дуговой сварке между наконечником электрода и заготовкой существует дуга. Точка контакта дуги и заготовки будет перемещаться случайным образом. Однако обычно считается, что дуга находится в пределах конуса от наконечника расходуемого электрода до заготовки. Угол раствора конуса может изменяться от одного случая сварки к другому. Однако обычно угол раствора может быть около 30°. По этой причине предпочтительно располагать нетоковедущую проволоку таким образом, чтобы она входила в сварочную ванну, по существу в перпендикулярном направлении к ней, на осевом расстоянии, меньшем чем L*cos15° от расходуемого электрода, измеренном от наконечника расходуемого электрода.
Может оказаться предпочтительным располагать нетоковедущую проволоку между двумя расходуемыми проволоками. Расходуемые проволоки могут предпочтительно монтироваться на осевом расстоянии, составляющем меньше, чем диаметр конуса дуги, измеренный на поверхности сварочной ванны. При таком расположении нетоковедущая проволока будет вводиться в наружные части площади дуги, описанной конусами обоих расходуемых электродов, что, как показано, благоприятно для результата сварки.
В предпочтительных вариантах воплощения подающее устройство расположено таким образом, чтобы подавать упомянутую нетоковедущую проволоку в упомянутую сварочную ванну под углом, предпочтительно, меньшим чем 5°, еще предпочтительнее - меньшим чем 2° относительно перпендикуляра к поверхности. Это соответствует конусу, имеющему угол раскрытия, предпочтительно меньший чем 10°, а еще предпочтительнее - меньший чем 4°.
В предпочтительном варианте воплощения расходуемые электроды, а также нетоковедущая проволока расположены параллельно, и расположены таким образом, чтобы подаваться к сварочной ванне, по существу, в перпендикулярном направлении к поверхности сварочной ванны.
Устройство для сварки спаренной проволокой может, преимущественно, включать сварочную головку электродуговой сварки, содержащую контактное устройство и подающую часть, причем контактное устройство охватывает электродный узел, и электродный узел включает по меньшей мере два расходных, непрерывно подаваемых проволочных электрода, расположенных в токоподводящем наконечнике. Электрически изолированный канал предусмотрен для электрической изоляции нетоковедущей проволоки таким образом, чтобы она была электрически изолирована от расходуемых электродов в электродном узле контактного устройства.
Электроизоляционный канал содержит изолированные части в механизме подачи проволоки и правильные блоки проволоки, а также направляющие трубки снаружи механизма подачи и правильных блоков. Канал может состоять из множества электроизоляционных секций вдоль нетоковедущей проволоки от накопителя проволоки, такого как бобина проволоки в контактном устройстве, вблизи свариваемой заготовки. Предпочтительно, головка электродуговой сварки применяется для дуговой сварки под флюсом.
Дуговая сварка под флюсом может выполняться как полностью механизированный или автоматизированный процесс, необязательно, она может быть полуавтоматической. Типичными параметрами сварки являются ток, напряжение дуги и скорость перемещения, все из которых могут влиять на форму валика, глубину проникновения и химический состав наплавленного сварного металла из расходуемых электродов и нетоковедущей проволоки.
Сварочная головка может, кроме того, использоваться для дуговой сварки металлическим электродом в среде газа. В этом случае в сварочную головку должны быть включены сопло и газоход для подачи газа в сопло.
Предпочтительно, сварочная головка - компактная, и дает возможность независимых манипуляций, по меньшей мере, с одной нетоковедущей проволокой по сравнению с расходуемыми электродами в электродном узле сварочной головки. Электроды, а также нетоковедущая проволока могут подаваться проволочными бобинами заднего крепления на так называемое устройство «колонны и стрелы». Колонна и стрела - перемещающийся по рельсу манипулятор, который несет сварочную головку. Колонна и стрела используются для установки сварочной головки на кромке под сварку. Колонна и стрела могут также быть рассчитаны на то, чтобы нести сварочное оборудование, такое как источники питания, оборудование для манипуляций с флюсом и катушки, известные в системах дуговой сварки. Предпочтительно, нетоковедущая проволока может подаваться через подпружиненное контактное устройство внутри керамической трубы. Два или более расходуемых электродов и электрод нетоковедущей проволоки могут иметь раздельные механизмы подачи, делая установку не синергетической, предлагая более широкий диапазон параметров сварки по сравнению с синергетической установкой.
В соответствии с предпочтительным вариантом воплощения изобретения, электрически изолированный канал может содержать электрически изолированный кабелепровод в контактном устройстве. Изолированный кабелепровод может быть керамической трубкой, расположенной в контактном устройстве. В контактное устройство может быть вставлена керамическая трубка, или часть контактного устройства может быть обработана, например, оксидирована, для образования оксида достаточной толщины для электрической изоляции.
В соответствии с предпочтительным вариантом воплощения изобретения электрически изолированный канал может включать электрически изолированную часть в правильном блоке проволоки для правки одного или более расходуемых электродов и нетоковедущей проволоки. Расходуемые электроды и нетоковедущую проволоку можно обрабатывать в одном правильном устройстве проволоки.
В соответствии с предпочтительным вариантом воплощения изобретения в электродном узле может предусматриваться отдельный правильный блок проволоки для нетоковедущей проволоки, отдельно от правильных блоков расходуемых электродов. Преимущественно, нетоковедущая проволока может обрабатываться независимо от расходуемых электродов.
В соответствии с предпочтительным вариантом воплощения изобретения электрически изолированный канал может включать электрически изолированную часть в правильном механизме подачи проволоки для подачи расходуемых электродов и нетоковедущей проволоки к заготовке. Расходуемые электроды и нетоковедущую проволоку можно обрабатывать в одном устройстве подачи проволоки.
В соответствии с предпочтительным вариантом воплощения изобретения в электродном узле может предусматриваться отдельный блок подачи проволоки для нетоковедущей проволоки, отдельно от подающих блоков расходуемых электродов. Преимущественно, нетоковедущая проволока может обрабатываться независимо от расходуемых электродов.
В соответствии с предпочтительным вариантом воплощения изобретения в электродном узле может предусматриваться отдельный блок регулирования скорости для нетоковедущей проволоки, отдельно от блока регулирования скорости расходуемых электродов. Преимущественно, нетоковедущая проволока может обрабатываться независимо от расходуемых электродов.
Предпочтительно, нетоковедущая проволока может подаваться независимо от расходуемых электродов в контактное устройство. Это обеспечивает удобное управление процессом сварки. Нетоковедущий проволочный электрод может подаваться с разной скоростью, в частности с переменной скоростью и/или при различном диаметре, независимо от расходуемых электродов в контактном устройстве.
В соответствии с предпочтительным вариантом воплощения изобретения, нетоковедущая проволока в электрически изолированном канале может располагаться в заданной последовательности между передним и задним расходуемым электродом относительно направления сварки на заготовке. Последовательность нетоковедущей проволоки может использоваться для регулирования производительности наплавки при сварке. Такое симметричное расположение может давать очень высокую производительность наплавки. Заданная последовательность нетоковедущей проволоки может выбираться в зависимости от требований к сварке.
В соответствии с предпочтительным вариантом воплощения изобретения, нетоковедущая проволока в электрически изолированном канале может располагаться впереди расходуемых электродов электродного узла относительно направления сварки на заготовке. В зависимости от требований к сварке может выбираться заданная последовательность нетоковедущей проволоки. Крайние расходуемые электроды могут быть наклонены под необходимым углом по сравнению с другими электродами. Асимметричное расположение, в частности, обеспечивает регулировку, такую как регулировка угла, без труда.
В соответствии с предпочтительным вариантом воплощения изобретения, нетоковедущая проволока в электрически изолированном канале может располагаться позади других электродов электродного узла относительно направления сварки на заготовке. Заданная последовательность нетоковедущей проволоки может выбираться в зависимости от требований к сварке.
В соответствии с предпочтительным вариантом воплощения изобретения, подающий блок и/или правильный блок для расходуемых электродов может предусматривать проходную муфту для направления нетоковедущей проволоки через подающий блок. Предпочтительно, нетоковедущая проволока может проходить в проходной муфте через правильный блок проволоки или подающий блок проволоки, не взаимодействуя с этими блоками или расходуемыми электродами. Нетоковедущей проволокой можно управлять независимо от расходуемых электродов в том же контактном устройстве той же сварочной головки.
С соответствии с другим аспектом изобретения, предлагается сборка сварочной головки, содержащая, по меньшей мере, две сварочных головки для электродуговой сварки, по меньшей мере, одна из которых содержит контактное устройство и подающую часть, причем контактное устройство охватывает электродный узел, содержащий, по меньшей мере, два непрерывно подаваемых расходуемых проволочных электрода, расположенных в контактном устройстве. Предусмотрен электрически изолированный канал для электрической изоляции, по меньшей мере, одной нетоковедущей проволоки, таким образом, чтобы нетоковедущая проволока была электрически изолирована от расходуемых электродов электродного узла. Предпочтительно, такая сборка сварочной головки является мощным инструментом для очень высокой производительности наплавки, при уменьшенной тепловой нагрузке на заготовки. Таким образом, качество сварки может быть улучшено.
В соответствии с предпочтительным вариантом воплощения изобретения, первая сварочная головка может располагаться в заданной последовательности перед второй сварочной головкой так, что электродные узлы каждой сварочной головки выровнены вдоль направления сварки в процессе операции сварки в заданном порядке. Сварочная головка в соответствии с изобретением обеспечивает высокую степень свободы при проектировании такой сборки сварочной головки.
В соответствии с предпочтительным вариантом воплощения изобретения, последовательность нетоковедущей проволоки в каждом электродном узле может быть одинаковой для каждой сварочной головки относительно расходуемых электродов в каждом электродном узле. Сварочная головка в соответствии с изобретением обеспечивает высокую степень свободы при проектировании такой сборки сварочной головки.
В соответствии с предпочтительным вариантом воплощения изобретения, последовательность нетоковедущей проволоки в одном электродном узле может быть обратной относительно последовательности нетоковедущей проволоки в другом электродном узле устройства сварочной головки. Сварочная головка в соответствии с изобретением обеспечивает высокую степень свободы при проектировании такой сборки сварочной головки.
В соответствии с предпочтительным вариантом воплощения изобретения, каждая нетоковедущая проволока может быть снабжена правильным блоком проволоки и/или подающим блоком проволоки, отдельным от правильных блоков проволоки и/или подающих блоков расходуемых электродов электродных узлов. Нетоковедущими проволоками можно управлять независимо от расходуемых электродов, и независимо в каждой сварочной головке, таким образом, придавая высокую степень свободы в адаптации параметров сварки к конкретным требованиям к сварке, устанавливаемым материалом и/или геометрией и/или окружающими условиями свариваемых заготовок.
В соответствии с другим аспектом изобретения, предлагается контактное устройство электродуговой сварки для головки электродуговой сварки и/или сборки сварочной головки, содержащее корпус устройства и электрически изолированную часть для направления нетоковедущей проволоки в электрически изолированный проход через контактное устройство, и, по меньшей мере, два канала для, по меньшей мере, двух расходуемых электродов, которые электрически соединены с корпусом устройства. Предпочтительно, предусмотрено контактное устройство, в котором одна или более нетоковедущих проволок могут использоваться вместе с двумя или более расходуемыми электродами. Могут предусматриваться два или более расходуемых электродов, плавящихся в дуге при сварке, тогда как нетоковедущие проволоки не плавятся в дуге, а предназначены для плавления в сварочной ванне в процессе сварки. Нетоковедущая проволока может использоваться при различных диаметрах, выбираемых независимо от расходуемых электродов в контактном устройстве.
В соответствии с предпочтительным вариантом воплощения изобретения, электрически изолированная часть может включать электроизоляционную трубку. Электроизоляционная трубка может легко вставляться в корпус устройства. Целесообразно то, что трубка может быть выполнена из керамики, которая обеспечивает надежную электрическую изоляцию, а также хорошую термостойкость.
В соответствии с предпочтительным вариантом воплощения изобретения, корпус устройства может состоять из главной детали и съемной детали, которая может крепиться к главной детали. Расположение расходуемых электродов и нетоковедущей проволоки в нужной заданной последовательности может легко устанавливаться или изменяться.
В соответствии с предпочтительным вариантом воплощения изобретения, на одном конце корпуса устройства может предусматриваться наконечник, который снабжен пазами для приема электроизоляционной части для нетоковедущей проволоки, и каналами для других электродов. Предпочтительно, пазы для расходуемых электродов и электроизоляционной части могут быть установлены в канавках наконечника определенным способом, и надежно удерживаться во время работы.
В соответствии с предпочтительным вариантом воплощения изобретения, электроизоляционная часть может быть установлена в симметричном положении между каналами для расходуемых электродов. Предпочтительно, электрически изолированная часть для направления нетоковедущей проволоки может быть установлена между двумя каналами расходуемых электродов. Такое симметричное расположение обеспечивает высокую производительность наплавки при сварке.
В соответствии с предпочтительным вариантом воплощения изобретения, электроизоляционная часть может быть установлена в эксцентрическом положении относительно каналов для расходуемых электродов в корпусе устройства.
В соответствии с другим аспектом изобретения, для создания сварочной ванны в заготовке предусмотрена система электродуговой сварки, содержащая, по меньшей мере, одну сварочную головку или, по меньшей мере, одну сборку сварочной головки в соответствии с любыми характеристиками, описанными выше. Может быть предусмотрена многоцелевая система, обеспечивающая легкую регулировку параметров и условий сварки.
Ясно, что в сварочном аппарате, в соответствии с изобретением, могут использоваться более двух расходуемых электродов и/или более одной нетоковедущих проволок. Более двух расходуемых электродов и/или одной нетоковедущей проволоки могут располагаться в одной сварочной головке.
При нетоковедущей проволоке предполагается удлиненная металлическая конструкция, которая подается к сварочной ванне. Нетоковедущая проволока может иметь любое поперечное сечение, такое как овальное, круглое, эллиптическое, прямоугольное, квадратное, треугольное или любой другой подходящей формы. Расходуемый электрод может, таким же образом, иметь любое поперечное сечение, такое как овальное, круглое, эллиптическое, прямоугольное, квадратное, треугольное или любой другой подходящей формы.
Изобретение также касается способа сварки спаренной проволокой, включающего:
- направление первого расходуемого электрода через первый трубчатый токоподвод в зону сварки,
- направление второго расходуемого электрода через первый трубчатый токоподвод в зону сварки,
- передачу сварочного тока к первому и второму расходуемым электродам от одного источника питания, подключенного к первому и второму расходуемым электродам, посредством первого и второго трубчатых токоподводов, для поддержания первой и второй дуги, соответственно, для создания сварочной ванны, причем упомянутый один источник питания обеспечивает одинаковое напряжение на упомянутом первом и втором трубчатых токоподводах. В соответствии с изобретением, нетоковедущая проволока подается, по существу, перпендикулярно к упомянутой сварочной ванне.
В одном варианте воплощения изобретения способ включает направление потока защитного газа в зону сварки, общую для упомянутого первого и второго расходуемых электродов, причем сварочная ванна поддерживается упомянутой первой и второй дугой, соответственно, под покровом защитного газа.
Способ может также применяться для дуговой сварки под флюсом.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Настоящее изобретение вместе с вышеописанными и другими целями и преимуществами можно лучше понять из следующего подробного описания вариантов воплощения, не имеющих ограничительного характера, где схематически показано:
На фиг. 1 приведен аппарат для сварки спаренной проволокой, в соответствии с изобретением;
На фиг. 1a приведена сварочная ванна с координатной системой, указывающей направление подачи нетоковедущей проволоки в сварочную ванну;
На фиг. 2 приведен первый вид типичного варианта воплощения сварочной головки для дуговой сварки, в соответствии с изобретением, для дуговой сварки под флюсом;
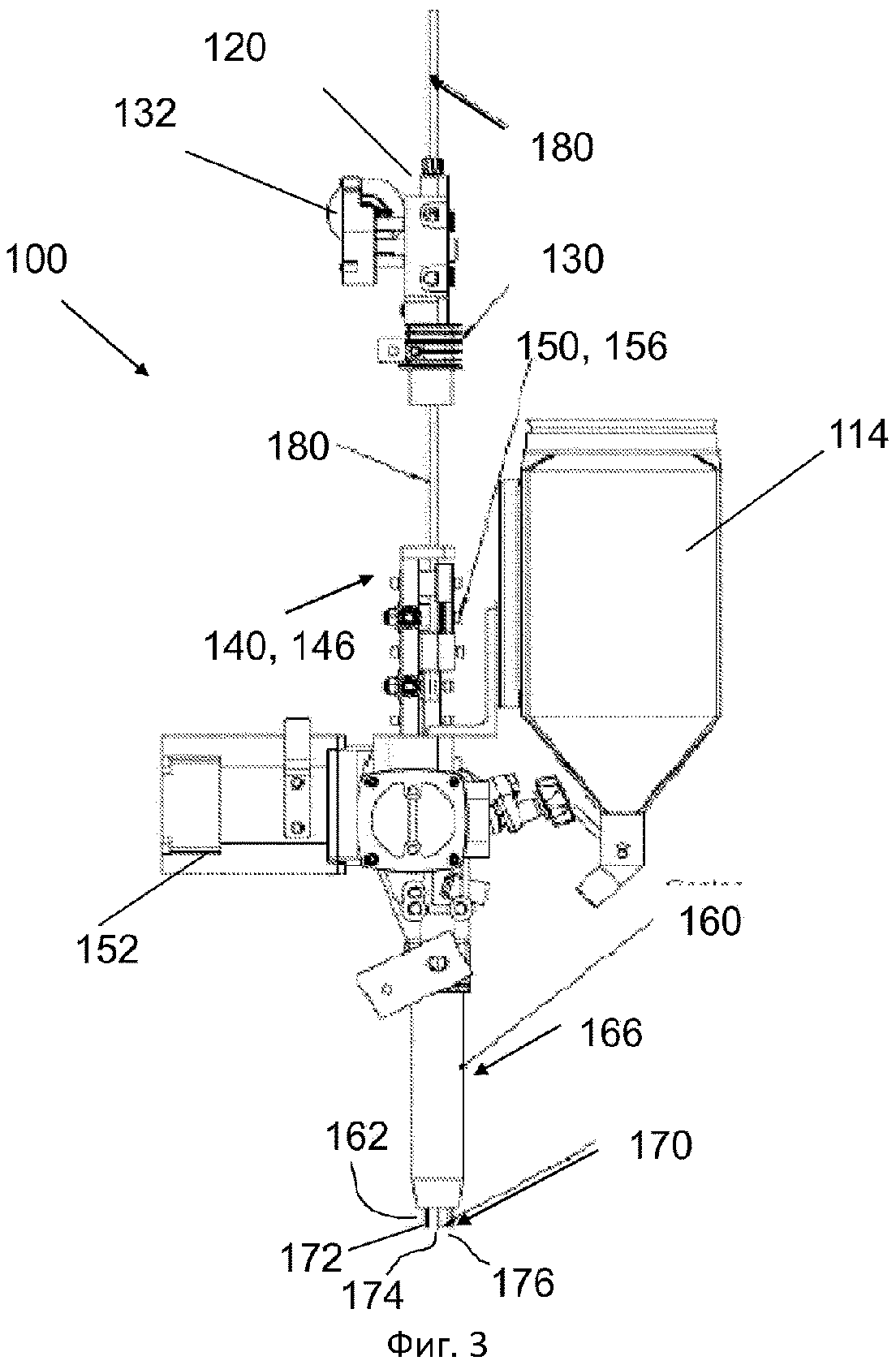
На фиг. 3 приведена сварочная головка по фиг. 1, повернутая против часовой стрелки на 90°;
На фиг. 4 приведен вид в перспективе или головка для дуговой сварки по фиг. 1;
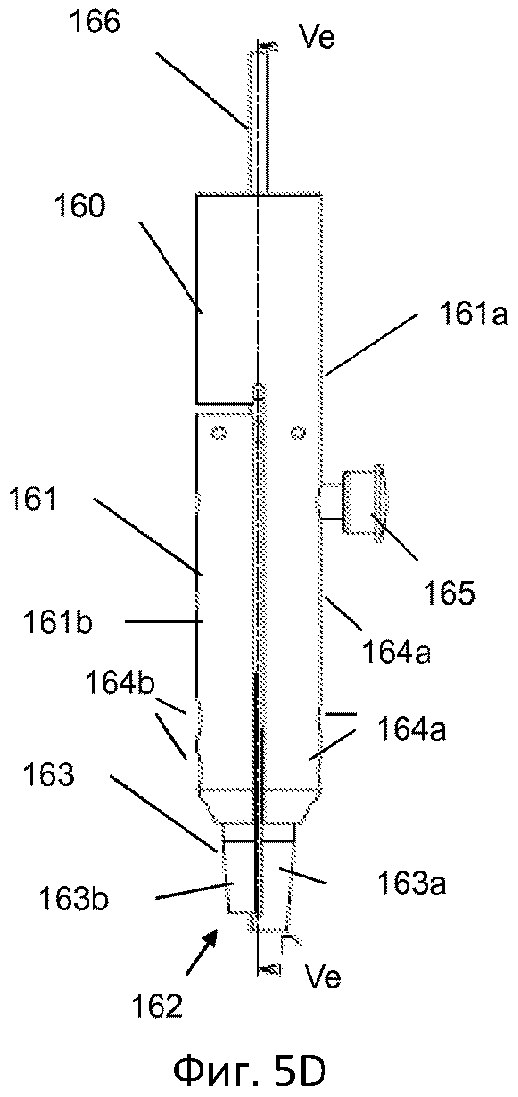
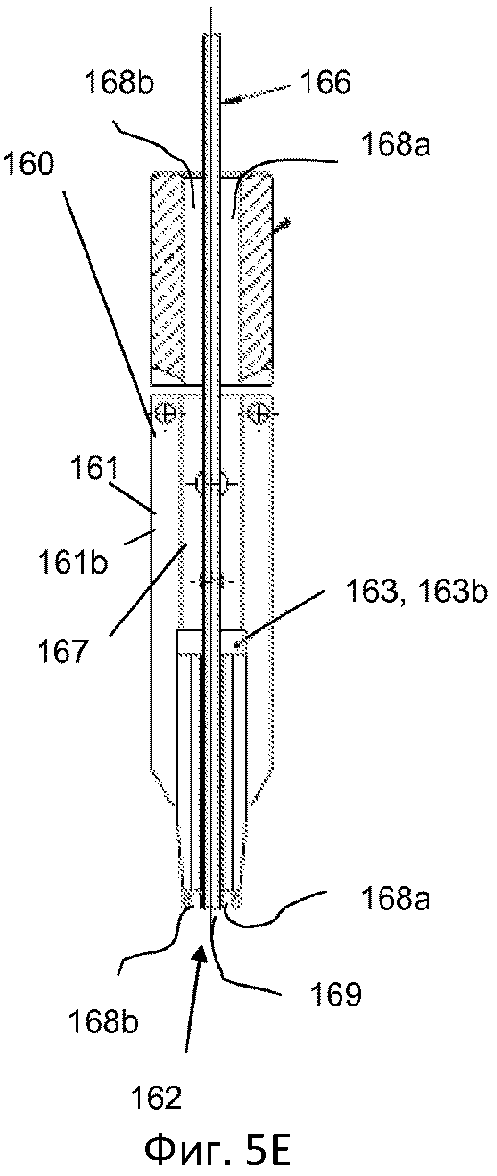
На фиг. 5a-5e приведены различные виды контактного устройства для двух расходуемых электродов и одной нетоковедущей проволоки на видах с разрезом (фиг. 5a, 5e), видах сбоку (фиг. 5b, 5d) и виде спереди (фиг. 5c);
На фиг. 6 приведен вид сбоку типичного варианта воплощения головки для дуговой сварки.
На фиг. 7a-7c приведено расположение нетоковедущей проволоки и расходуемого электрода в первом электродном узле, включающем два электрода (фиг. 7a), втором электродном узле, включающем два расходуемых электрода с нетоковедущей проволокой, являющейся центральным электродом (фиг. 7b), и третьем электродном узле, включающем два расходуемых электрода с нетоковедущей проволокой, находящейся снаружи электродного узла (фиг. 7c); и
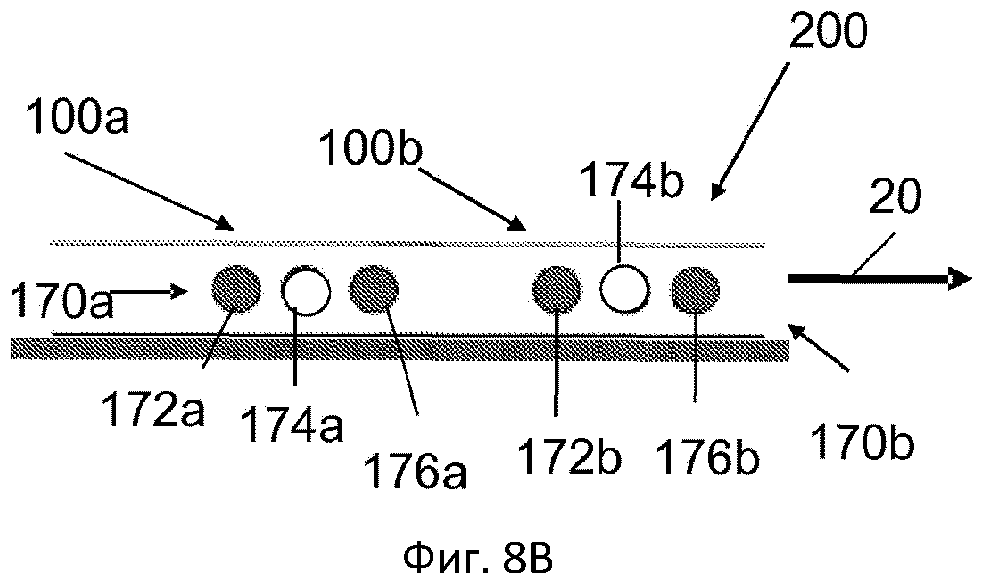
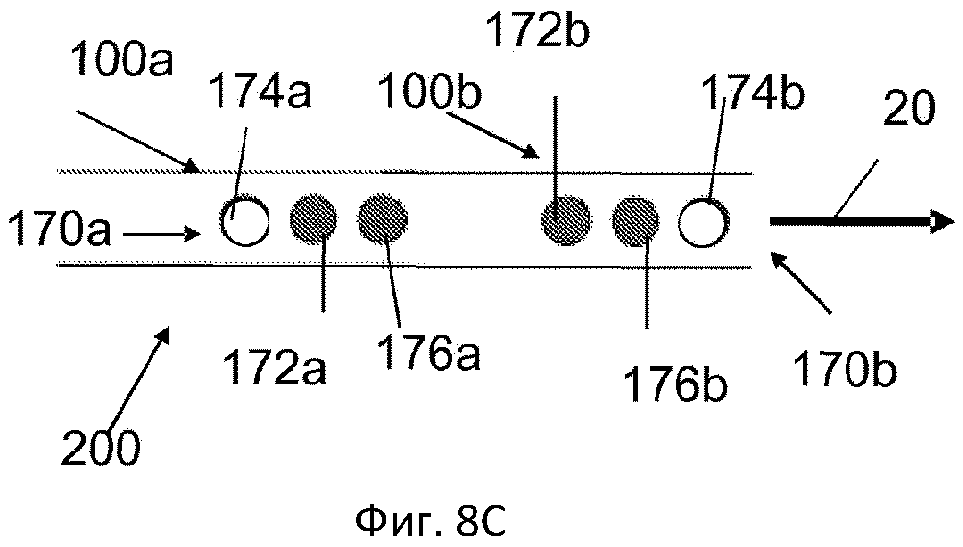
На фиг. 8a-8c приведено расположение двух головок для дуговой сварки, каждая из которых содержит нетоковедущую проволоку и расходуемый электрод в первом электродном узле, содержащем два электрода в каждой сварочной головке (фиг. 8a), второй электродный узел, содержащий два расходуемых электрода, и нетоковедущую проволоку в каждой сварочной головке, причем нетоковедущая проволока является центральным электродом (фиг. 8b), и третий электродный узел, содержащий два расходуемых электрода и нетоковедущую проволоку в каждой сварочной головке, причем нетоковедущая проволока находится снаружи электродного узла (фиг. 8c).
ПОДРОБНОЕ ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ ВОПЛОЩЕНИЯ ИЗОБРЕТЕНИЯ
На чертежах одинаковые или подобные элементы обозначены одинаковыми ссылочными номерами. Чертежи являются только схематическими изображениями, не предназначенными для отображения конкретных параметров изобретения. Кроме того, чертежи предназначены для изображения только типичных вариантов воплощения изобретения и, следовательно, не должны рассматриваться как ограничивающие объем изобретения.
На фиг. 1 показан схематический чертеж аппарата 1 для сварки спаренной проволокой, в соответствии с изобретением. Аппарат для сварки спаренной проволокой включает первый трубчатый токоподвод 2 для направления первого расходуемого электрода 4 к сварочной ванне 6. Первый трубчатый токоподвод 2 расположен в токоподводящем наконечнике 8 обычным способом. По трубчатому токоподводу 2 сварочный ток передается к первому расходуемому электроду 4. Дополнительно, второй трубчатый токоподвод 10 расположен в аппарате 1 для сварки спаренной проволокой для направления второго расходуемого электрода 12 к сварочной ванне 6. Второй трубчатый токоподвод 10 расположен в токоподводящем наконечнике 14 обычным способом. Первый и второй токоподводящие наконечники могу быть расположены в одном корпусе, который может быть собран из деталей, или в отдельных корпусах. По второму трубчатому токоподводу 10 сварочный ток передается ко второму расходуемому электроду 12.
Один источник питания 16 подключен и контактному устройству 18, включающему токоподводящие наконечники 8, 14 и вмещающему первый и второй трубчатые токоподводы 2, 10. Контактное устройство 18 может включать отдельные контактные устройства 18a, 18b или общее контактное устройство для обоих токоподводящих наконечников. Один источник питания 16 обеспечивает одинаковое напряжение на первом и втором расходуемых электродах 4, 12. Источник питания может быть любого из обычных типов, применяемых для сварки спаренной проволокой, такого как сварочный преобразователь, сварочный трансформатор, выпрямитель, управляемый тиристором выпрямитель или инвертор.
Аппарат 1 для сварки спаренной проволокой дополнительно включает подающее устройство 20 для подачи нетоковедущей проволоки 22 к сварочной ванне 6. Подающее устройство включает трубку 22, которая электрически изолирована от первого и второго токоподводящих наконечников. Нетоковедущая проволока подается по трубке 22. При сваривании дуга будет образовываться на первом и втором расходуемых электродах 4, 12, а не на нетоковедущей проволоке 22. Нетоковедущая проволока плавится вследствие введения нетоковедущей проволоки в сварочную ванну 6. Соответствующим образом, нетоковедущая проволока не подключена ни к какому к источнику электропитания, и поэтому в большинстве случаев имеет нулевой потенциал. Однако может существовать возможность подключить нетоковедущую проволоку к источнику питания, для предварительного нагрева нетоковедущей проволоки. Тем не менее, нетоковедущая проволока не должна подключаться к источнику питания с целью генерации дуги между нетоковедущей проволокой и заготовкой. Трубка 22 может быть выполнена в виде металлической трубки, которая изолирована от первого и второго токоподводящих наконечников, или в виде керамической трубки, как в варианте воплощения сварочной головки, раскрываемой ниже, которая пригодна для аппарата сварки спаренной проволокой, в соответствии с изобретением.
Подающее устройство 20 для упомянутой нетоковедущей проволоки установлено для подачи упомянутой нетоковедущей проволоки 22, по существу, под прямым углом к сварочное ванне. На фиг. 1A приведен схематический чертеж сварочной ванны 6, включая базовую систему координат 26. Базовая система координат 26 указывает направление сварки x, представляющее собой направление, в котором перемещается сварочная головка относительно заготовки 28, в которой образуется сварной шов. Базовая система координат 26 дополнительно включает поперечное направление y. Направление сварки и поперечное направление образуют плоскость xy, которая компланарна с верхней поверхностью 30 сварочной ванны. Известно, что сварочная ванна может несколько сотрясаться при сварке. Верхняя поверхность в точке ввода 32 нетоковедущей проволоки считается верхней поверхностью 30 сварочной ванны в точке ввода 32 в неподвижном, невозмущенном состоянии.
Эта верхняя поверхность 30 сварочной ванны в неподвижном, невозмущенном состоянии будет образовывать плоскость xy в точке ввода 32 нетоковедущей проволоки в сварочную ванну, причем плоскость xy перпендикулярна к вектору 38 от наконечника 34 расходуемого электрода к ближайшей точке 36 сварочной ванны. Базовая система координат 26 включает третье направление z, которое перпендикулярно плоскости xy. Здесь показан вектор с, представляющий направление ввода нетоковедущей проволоки в сварочную ванну. Вектор с должен быть, по существу, перпендикулярным к плоскости xy. Предпочтительным является полное совпадение с направлением z, однако может быть приемлемо небольшое отклонение ввода от направления z. Отклонение от полного совпадения показано углом α. В вариантах воплощения изобретения подающее устройство расположено таким образом, чтобы подавать упомянутую нетоковедущую проволоку в упомянутую сварочную ванну под углом, меньшим 15°, предпочтительно меньшим, чем 5°, еще предпочтительнее - меньшим чем 2° относительно перпендикуляра к поверхности. Это соответствует конусу, имеющему угол раскрытия, меньший чем 30°, предпочтительно меньший чем 10°, а еще предпочтительнее меньший чем 4°.
При дуговой сварке между наконечником электрода и заготовкой существует дуга. Дуга 40 показана на фиг. 1. Контакт дуги и обрабатываемой детали будет перемещаться случайным образом. Однако обычно считается, что дуга находится в пределах конуса 42 от наконечника расходуемого электрода 34 до сварочной ванны. Угол раствора β конуса 42 может изменяться от одного случая сварки к другому. Однако обычно угол раствора β составляет около 30°. По этой причине предпочтительно располагать нетоковедущую проволоку 22 таким образом, чтобы она входила в сварочную ванну, по существу в перпендикулярном направлении к ней, на осевом расстоянии D, меньшем чем L*cotan (β/2) от расходуемого электрода, измеренном от наконечника 34 расходуемого электрода. Здесь L - длина дуги, то есть расстояние от наконечника электрода до ближайшей точки 36 сварочной ванны.
Может оказаться предпочтительным располагать нетоковедущую проволоку 22 между двумя расходуемыми проволоками. Расходуемые проволоки могут предпочтительно монтироваться на осевом расстоянии A, составляющем меньше, чем диаметр конуса d, измеренный на поверхности 30 сварочной ванны 6. При таком расположении нетоковедущая проволока будет вводиться в наружные части e площади дуги, описанной конусами 42 обоих расходуемых электродов, что, как показано, благоприятно для результата сварки.
Для регулировки расстояния между соответствующим наконечником упомянутого первого и второго трубчатого токоподвода, сварочный аппарат может включать механизм установки промежутка трубчатого токоподвода. Для регулировки наклона между соответствующей длинной осью упомянутого первого и второго трубчатых токоподводов, сварочный аппарат может дополнительно включать механизм установки наклона трубчатого токоподвода.
На фиг. 2-4 приведены различные виды типичного варианта воплощения сварочной головки 100 для электродуговой сварки, в соответствии с изобретением, для дуговой сварки под флюсом, виды которой описаны во взаимодействии.
Вдоль своего продольного выступа сварочная головка 100 для электродуговой сварки содержит контактное устройство 160 на нижнем конце, которое во время сварки находится в непосредственной близости к свариваемой заготовке. Контактное устройство 160 удерживает электроды 172, 176 и нетоковедущую проволоку 174 (фиг. 3, 4) электродного узла 170 в сварочной головке 100. Электроды 172, 176 и нетоковедущая проволока 174 выходят из контактного устройства 160 через выход 162 в нижнем конце контактного устройства 160, которое обращено к заготовке во время сварочной операции. Электроды 172, 176 и нетоковедущая проволока 174 могут подаваться через соответствующие накопители, такие как катушки (не показано) в направлении головки 100 для дуговой сварки.
Электродный узел 170 содержит, в качестве примера, два плавких, непрерывно подаваемых расходуемых проволочных электрода 172, 176 и нетоковедущую проволоку 174, расположенные в контактном устройстве 160. Контактное устройство 160 содержит электроизоляционную часть 166 для нетоковедущей проволоки 174. Вдоль выступа сварочной головки показана только нетоковедущая проволока 174. Расходуемые электроды 172, 176 показаны только в контактном устройстве 160. Расходуемые электроды 172, 176 расположены таким образом, чтобы так называемые спаренные проволоки предпочтительно подавались параллельно, как устройство спаренного проволочного электрода. Электроизоляционная часть 166 предпочтительно представляет собой дополнительно изолированный канал для проволоки, например, выполненный из термостойкого материала, такого как керамика.
Выше контактного устройства 160 установлено подающее устройство 150, которое подает электроды и нетоковедущую проволоку к контактному устройству 160. Типично, подающий блок 150 содержит желобчатые колеса, которые движут проволочные электроды 172, 176 (не показаны в этом разделе для ясности) к контактному устройству 160. Подающий блок 150 содержит электроизоляционную часть 156 для подачи через нее нетоковедущей проволоки 174. Электроизоляционная часть 156 может состоять из подающих барабанов с дополнительно изолированным желобком для электрически изолированной нетоковедущей проволоки 174. Электрически изолированная нетоковедущая проволока 174 может свободно проходить через подающий блок 150 проволоки. Подающие барабаны приводятся в действие приводным устройством 152, например, электродвигателем.
В стороне от подающего блока 150 проволоки расположен флюсовый бункер 114, который подает гранулированный флюс к контактному устройству 160 через сопло (не показано) для дуговой сварки под флюсом. Кроме приводного устройства 152 подающий блок 150 проволоки содержит передаточный механизм с приводным валом. На приводном валу передаточного механизма установлен подающий барабан 154 (фиг. 6), который может прижиматься другим колесом (не показано). Подающий барабан 154 подает электрод вперед в направлении контактного устройства 160.
Над подающим блоком 150 проволоки расположен правильный блок 140 проволоки для правки расходуемых электродов 172, 176. Два ролика (не упоминаются со ссылочными номерами), изображенные на переднем плане правильного блока 140 проволоки, используются для оказания давления на три колеса с втулкой, расположенных вертикально одно над другим в задней части правильного устройства проволоки. Давление, оказываемое роликами на колеса, регулируется посредством рукояток снаружи правильного блока 140 проволоки. Давление роликов на трех колесах выправляет проволоку. Правильный блок 140 проволоки содержит электроизоляционную часть 146, через которую нетоковедущая проволока 174 может свободно проходить через правильный блок 140 проволоки.
Над правильным блоком 140 проволоки расположен отдельный подающий блок 130 проволоки, для подачи нетоковедущей проволоки 174 к контактному устройству 160. На подающем блоке 130 проволоки расположено приводное устройство 132, например, электродвигатель, который приводит в действие подающие барабаны подающего блока 130 проволоки. Кроме приводного устройства 132 подающий блок 130 проволоки содержит передаточный механизм с приводным валом. На приводном валу передаточного механизма установлен подающий барабан 134 (фиг. 6), который может прижиматься другим колесом (не показано). Подающий барабан 134 подает нетоковедущую проволоку вперед в направлении контактного устройства 160.
Над подающим блоком 130 проволоки расположен правильный блок 120 проволоки для правки нетоковедущей проволоки 174. Таким образом, вдоль продольного выступа сварочной головки 100 предусмотрен электроизоляционный канал 180 для направления нетоковедущей проволоки 174 от накопителя проволоки, такого как бобина проволоки (не показано) к контактному соплу. Между подающими блоками 150 и 130 и выше правильного блока 120 проволоки может быть расположен электрически изолированный канал проволоки, принимающий нетоковедущую проволоку 174.
В частности, электроизоляционный канал 180 состоит из электроизоляционной части 146 правильного блока 140 проволоки, электроизоляционной части 156 подающего блока 150 проволоки для расходуемых электродов 172, 176, и электрически изолированной части 166 контактного устройства 160, а также электрически изолированных каналов проволоки между ними, и блоков 130, 140, 150, 160, и выше - правильного блока 120 проволоки для нетоковедущей проволоки 174.
На фиг. 5a-5e показаны различные виды контактного устройства 160, которые описаны во взаимодействии. Контактное устройство 160 охватывает корпус 161 устройства, который содержит каналы для приема расходуемых электродов и нетоковедущей проволоки (не показано), где электрически изолированная часть 166 является одним из каналов.
В качестве примера корпус 161 устройства выполнен из двух деталей 161a, 161b, отделенных в продольном направлении, где съемная деталь 161b прикреплена к главной детали 161a. Главная деталь 161a имеет цилиндрическую верхнюю часть и нижнюю часть, которая немного углублена относительно среза через середину (фиг. 5a, 5e). Съемная деталь 161b прикреплена к углубленной части главной детали 161a винтами.
Как вариант, корпус устройства 161 может быть монолитным металлическим корпусом с одним или более просверленных отверстий для прохода расходуемых электродов и нетоковедущей проволоки, вместо исполнения из нескольких деталей.
Когда детали 161a и 161b соединены друг с другом, между съемной деталью 161b и главной деталью 161b остается небольшой свободный промежуток. Промежуток позволяет использовать различные диаметры проволоки для расходуемых электродов в контактном устройстве 160. Поскольку нетоковедущая проволока направляется по отдельности в электрически изолированную часть 166, диаметр нетоковедущей проволоки может выбираться независимо от диаметров других электродов в корпусе 161 устройства.
Детали 161a, 161b корпуса 161 устройства охватывают наконечник 163, состоящий из двух деталей 163a, 163b, причем деталь 163a прикреплена к главной детали 161a, а деталь 163b прикреплена к съемной детали 161b корпуса 161 устройства. Детали 163a, 163b наконечника 163 могут быть прикреплены к главной детали 161a и съемной детали 161b, соответственно, винтами, вставляемыми в соответствующие отверстия 164a, 164b, выполненные в главной детали 161a и съемной детали 161b.
Наконечник 163 может иметь меньший диаметр, чем остальной корпус 161 устройства, который может иметь, преимущественно, цилиндрическую форму. Электроизоляционная часть 166 проходит через продольный выступ контактного устройства 166 и предусматривает выходное отверстие 169 для нетоковедущей проволоки (не показано) в выходном отверстии 162 наконечника 163 контактного устройства 160.
Как видно на видах с разрезом на фиг. 5a и 5e, корпус 161 устройства имеет внутреннюю часть 167 с электроизоляционной частью 166, установленной в центральном положении, обеспечивающую электроизоляционную часть для нетоковедущей проволоки (не показано). Электроизоляционная часть 166 предпочтительно выполнена в виде изоляционной трубки, такой как керамическая трубка. На обеих сторонах центральной электроизоляционной части 166 предусмотрены каналы 168a, 168b для расходуемых электродов (не показано), которые предназначены для плавления при электродуговой сварке. Каналы 168a, 168b содержат соответствующие желобчатые части в деталях 163a, 163b наконечника. Когда съемная деталь 161b присоединена к главной детали 161a корпуса 161 устройства, желобчатые части образуют чехол для расходуемых электродов.
Снаружи корпуса 161 устройства установлен болт 165, удерживающий детали 161a, 161b корпуса устройства вместе, с помощью пружинных элементов, таких как, например, тарельчатые пружины, обеспечивая контактное давление деталей 161a, 161b, практически независимо от реального диаметра расходуемых электродов.
К контактному устройству 160 в контактной части 164c, расположенной в главной детали 161а корпуса 161 устройства, может быть присоединен электрический контакт. Провода, подключенные к источнику питания, могут подключаться к контактной части 164c для передачи электрического напряжения и тока к контактному устройству 160, так, чтобы на расходуемых электродах, находящихся в тесном электрическом контакте с корпусом 161 устройства, могли образовываться дуги.
В электроизоляционной части 166 нетоковедущая проволока может проходить через контактное устройство 160, не контактируя с другими электродами (не показано).
На фиг. 6 приведен вид сбоку типичного варианта воплощения сварочной головки 100 для дуговой сварки, практически с той же схемой, которая показана на фиг. 2-4. Чтобы избежать ненужных повторений, даются ссылки на эти чертежи для подробного описания подобных элементов. Для спаренных электродов предусмотрены две направляющие трубки 142, 144 над правильным блоком 140 проволоки. Направляющие трубки 142, 144 расположены поперек продольного выступа сварочной головки 100. Между подающим блоком 130 проволоки для электрода нетоковедущей проволоки (не показано) и правильным блоком 140 проволоки расходуемых электродов (не показано) установлена направляющая трубка 182 для нетоковедущей проволоки (не показано). Приводные устройства 132, 152 могут оборудоваться датчиками импульсов для управления скоростью электродов. Вблизи контактного устройства 160 установлено сопло 116 для флюсового бункера 114 (фиг. 2-4), сопло 116 закреплено на стержне 116, расположенном параллельно продольной оси контактного устройства 160.
На фиг. 7a-7c отображено расположение электродов в электродных узлах 170 относительно направления 20 сварки.
На фиг. 7a показан первый вариант электродного узла 170 с электрически изолированной нетоковедущей проволокой 174 и неизолированным расходуемым электродом. Эта сварочная головка должна сочетаться с дополнительной сварочной головкой для включения, по меньшей мере, двух расходуемых электродов, как предлагается в изобретении. Второй вариант электродного узла 170, показанный на фиг. 7b, содержит два расходуемых электрода 172, 176 и нетоковедущую проволоку, причем нетоковедущая проволока 174 расположена по центру. Третий вариант электродного узла 170, содержащего два расходуемых электрода 172, 176 и нетоковедущую проволоку, причем нетоковедущая проволока 174 находится снаружи электродного узла, приведен на фиг. 7c.
На фиг. 8a-8c показано расположение сборки 200 сварочной головки, содержащей две сварочные головки 100a, 100b для дуговой сварки. Каждая сварочная головка 100a, 100b содержит электродный узел 170a, 170b с нетоковедущей проволокой 174a, 174b и одним или более расходуемых электродов 172a, 172b. В первом варианте сборки 200 сварочной головки, показанной на фиг. 8a, каждая сварочная головка 100a, 100b содержит два электрода 172a, 172b, и две нетоковедущих проволоки 174a, 174b в каждой сварочной головке 100a, 100b. Нетоковедущие проволоки 174a, 174b являются крайними электродами в сборке 200 сварочной головки.
Второй вариант показан на фиг. 8b, где каждая сварочная головка 100a, 100b содержит электродный узел 170a, 170b с тремя электродами 172a, 176a, 172b, 176b, и двумя нетоковедущими проволоками 174a, 174b, причем нетоковедущая проволока 174a, 174b расположена в середине между двумя расходуемыми электродами 172a, 176a, 172b, 176b, как центральными электродами каждой сварочной головки 100a, 100b.
На фиг. 8c показан третий вариант с двумя расходуемыми электродами 172a, 176a, 172b, 176b, и двумя нетоковедущими проволоками 174a, 174b, в каждой сварочной головке 100a, 100b, причем нетоковедущая проволока 174a, 174b находится снаружи узла 200 сварочной головки.
Реферат
Изобретение относится к сварочному аппарату и способу дуговой сварки расходуемыми проволоками. Аппарат содержит первый трубчатый токоподвод (2) для направления первого расходуемого электрода (4) к сварочной ванне (6) и передачи сварочного тока к первому расходуемому электроду (4) и второй трубчатый токоподвод (10) для направления второго расходуемого электрода (12) к упомянутой сварочной ванне (6) и передачи сварочного тока ко второму расходуемому электроду (12). Один источник питания (16) подключен к упомянутому первому и второму трубчатым токоподводам (2, 10) для создания одинакового напряжения на упомянутых двух расходуемых электродах (4, 12). В результате обеспечивается увеличение производительности сварки при высоком качестве сварки. 2 н. и 17 з.п. ф-лы, 8 ил.
Формула
направление первой расходуемой электродной проволоки через первый трубчатый токоподвод в зону сварки,
направление второй расходуемой электродной проволоки через первый трубчатый токоподвод в зону сварки,
- передачу сварочного тока к первой и второй расходуемым электродным проволокам от одного источника питания, подключенного к первой и второй расходуемым электродным проволокам, посредством упомянутого первого и второго трубчатых токоподводов, для поддержания первой и второй дуги, соответственно, для создания сварочной ванны, причем посредством упомянутого одного источника питания обеспечивают одинаковое напряжение на упомянутом первом и втором трубчатых токоподводах, а нетоковедущую проволоку подают, по существу, перпендикулярно или под углом, меньшим чем 5° относительно перпендикуляра к поверхности упомянутой сварочной ванны.
- направление потока защитного газа в зону сварки, общую для упомянутой первой и второй электродных проволок, причем сварочную ванну поддерживают с помощью упомянутой первой и второй дуги, соответственно, под потоком защитного газа.
Комментарии