Устройство и способ замыкания контактов сварочной проволоки и токоподводящий зажим - RU2477677C2
Код документа: RU2477677C2
Чертежи














Описание
Изобретение относится к устройству для замыкания контактов сварочной проволоки в сварочной горелке с, по меньшей мере, двумя токоподводящими зажимами с зоной контактирования для замыкания контактов сварочной проволоки.
Далее изобретение относится к токоподводящему зажиму для замыкания контактов сварочной проволоки в сварочной горелке, который на конце имеет зону контактирования для сварочной проволоки.
Кроме того, изобретение относится к способу замыкания контактов сварочной проволоки в сварочной горелке, причем сварочная проволока в зоне контактирования замыкается, по меньшей мере, двумя токоподводящими зажимами.
Предмет предлагаемого изобретения относится к замыканию контактов сварочной проволоки в сварочной горелке с постоянным контактным нажатием в определенных местах контактирования. Благодаря этому получается постоянное прохождение тока в сварочную проволоку, так что обеспечивается надежное качество сварки. Для получения постоянного контактного нажатия должны приниматься во внимание приведенные ниже факторы. Основными факторами при этом являются допуск диаметра сварочной проволоки, грязь и износ. Это означает, что диаметр не точно постоянен по длине сварочной проволоки. Точно также при транспортировке сварочной проволоки происходит износ проволочного каркаса, который соответственно имеется и в местах контактирования. Дополнительно грязь накапливается также на валках, на которых намотана сварочная проволока, которая точно также транспортируется к местам контакта. Валик способствует также известным деформациям сварочной проволоки, так называемой рихтовке. Также при транспортировке сварочной проволоки происходит шлифование мест контактирования. Эти факторы способствуют варьированию диаметра сварочной проволоки. Таким образом, места контактирования должны соответственно изменяться, чтобы обеспечить желаемую постоянную силу нажатия.
Из WO 2008/018594 А1 или JP 2002059265 А известны устройства для замыкания контактов сварочной проволоки. Они через пружину создают давление на подвижную контакт-деталь, которая благодаря этому прижимается к конусу защитной втулки, и отверстие, расположенное в контакт-детали, пригоняется соответственно к сварочной проволоке и сварочная проволока замыкается с силовым нажатием на проволоку. Таким образом, осевая сила пружины преобразуется в силу, радиально действующую на сварочную проволоку, контактное нажатие на проволоку.
Недостатком при этом является то, что при подобных конструкциях устройств для замыкания контактов не учитываются уже описанные факторы. Как уже упоминалось, подвижная контакт-деталь для оптимального и не вызывающего большого износа замыкания контактов в процессе сварки должна постоянно пригоняться к сварочной проволоке с определенным контактным нажатием. Эта пригонка должна осуществляться посредством минимального движения контакт-деталей, которое должно обеспечиваться системой замыкания контактов. Правда, в уровне техники при этом имеются следующие недостатки.
Всякое движение контакт-деталей ведет в конусе защитной втулки к разнонаправленным силам трения, которые сами являются проявлением устройства в области порядка величин упругости, которая представляет наибольшую силу. Причина для этого лежит в том, что контакт-детали должны двигаться против усилий упругости, чтобы подогнаться к сварочной проволоке. Таким образом, изменяются силы трения и создается фактическое контактное нажатие на проволоку, которое сильно отличается от определенного контактного нажатия на проволоку и таким образом больше не представляет какого-либо оптимума. Но это также означает, что силы трения и контактное нажатие на проволоку зависимы друг от друга.
Точно также с оговоркой на конструкцию регулируется сила контакта между контакт-деталью и конусом. Таким образом, конус способствует как силе контакта, так и контактному нажатию на проволоку, и таким образом контактное нажатие на проволоку дополнительно зависит от силы контакта. Отсюда для определенного контактного нажатия на проволоку получается сила контакта, которая находится в области порядка величин контактного нажатия на проволоку. Но контактная сила должна быть существенно выше, чем контактное нажатие на проволоку, так как там наряду с электрическим током на защитную втулку должна передаваться теплота контакта, чтобы лучшим образом охлаждать контакт-деталь.
Изменение устройства транспортирования проволоки, которое осуществляется при специальных процессах, имеет также большое влияние на соответствующее контактное нажатие на проволоку, так как при подобного рода устройствах быстрое изменение движения может не вызывать соответствующей реакции.
Также является недостатком, что контакт-деталь, что обусловлено конструкцией, постоянно направляет сварочную проволоку по центру. Таким образом, она не может отклоняться в каком-либо направлении. Точно также сварочная проволока не только замыкается контакт-деталью, но и также направляется. Это обуславливает, что оказывают влияние боковые силы увода вследствие рихтовки проволоки и наклона горелки точно также как и контактное нажатие на проволоку, так как контакт-детали стачиваются быстрее.
В заключение можно отметить, что вследствие зависимости сил необходимое для постоянного замыкания контактов контактное нажатие на проволоку при каждом воздействии изменяется.
Также в тех вариантах осуществления из уровня техники, в которых контакт-деталь ввинчена, недостатком является, что контактное нажатие на сварочную проволоку не может автоматически подстраиваться, так как контакт-деталь не имеет требуемой гибкости.
Задача изобретения состоит в создании по возможности постоянного и непрерывного замыкания контактов сварочной проволоки в течение срока службы устройства для замыкания контактов сварочной горелки, при этом следует исключить или уменьшить недостатки уровня техники.
Эта задача решается с помощью названного выше устройства для замыкания контактов, в котором токоподводящие зажимы имеют зону удержания и расположены во втулке для образования оси вращения, и втулка закреплена на свече для наконечника в сварочной горелке с интегрированным нажимным механизмом, причем нажимной механизм образован для оказания силы сжатия на токоподводящие зажимы, и втулка имеет удерживающее устройство для воздействия на токоподводящие зажимы, и сварочная проволока замыкается в зоне контактирования токоподводящих зажимов с контактным нажатием. Предпочтительно при этом то, что возможно существенно улучшить регулирование и передачу контактного нажатия на сварочную проволоку. Таким образом, благодаря подвижным токоподводящим зажимам контактное нажатие оптимально согласуется с материалом сварочной проволоки. Это далее имеет преимущество в том, что усилие при транспортировании для сварочной проволоки может удерживаться минимальным и одновременно осуществляется оптимальное и не связанное с большим трением прохождение тока в сварочную проволоку. Благодаря этому является минимальным также истирание сварочной проволоки. Точно также минимальным является истирание токоподводящих зажимов или оно компенсируется благодаря подвижности токоподводящих зажимов, так что имеет место непрерывное замыкание контактов. Таким образом, повышается устойчивость электрической дуги и в итоге качество сварки. Также является преимуществом, что токоподводящие зажимы могут быстро и просто заменяться и могут применяться для различных диаметров сварочной проволоки, по меньшей мере, в определенном диапазоне.
Преимущественным образом на каждом токоподводящем зажиме на концах оси вращения образованы две точки контактирования для замыкания контактов с удерживающим устройством втулки, благодаря которым токоподводящие зажимы удерживаются подвижно и на токоподводящие зажимы действует реакция. Благодаря этому достигается непрерывно надежное прохождение тока в токоподводящие зажимы и надежный отвод тепла, не ограничивая подвижности токоподводящих зажимов.
Благодаря тому, что предусмотрено устройство для направления сварочной проволоки перед и после зоны контактирования, а также форма осуществления, согласно которой токоподводящие зажимы в зоне контактирования под действием контактного нажатия могут двигаться нормально к сварочной проволоке, предпочтительным образом достигается оптимальная установка контактного нажатия на сварочную проволоку, так как протягивание и замыкание контактов сварочной проволоки разделены. Таким образом, обеспечивается оптимальный результат сварки.
Согласно другому признаку изобретения область удержания образована в виде области входа сварочной проволоки и имеет овальную или выпуклую торцевую поверхность, причем сила сжатия приложена к, по меньшей мере, части торцевой поверхности. Точно также область удержания может быть выполнена с расширением по сравнению с другим токоподводящим зажимом и переход к расширению может быть образован коническим. Благодаря этому признаку возможен разворот осевой силы сжатия в радиальное контактное нажатие, и оно дополнительно может согласовываться и регулироваться.
Если втулка имеет в основном корреспондирующую с токоподводящими зажимами выемку, то токоподводящие зажимы защищены втулкой от всякого внешнего влияния.
Во втулке преимущественным образом предусмотрена изолирующая гильза для направления сварочной проволоки. Далее в центре нажимного механизма и части токоподводящих зажимов может располагаться направляющая труба для сварочной проволоки. Благодаря этим мероприятиям предпочтительным способом достигается, что сварочная проволока без проблем протянута через нажимной механизм и без тока до области контактирования. Точно также благодаря этому является преимуществом, что сварочная проволока непрерывно замыкается исключительно в зоне контактирования токоподводящих зажимов.
Преимуществом является также, если нажимной механизм образован, по меньшей мере, зажимным болтом, нажимной пружиной и фиксирующей шайбой, причем зажимной болт может двигаться в основном вдоль оси сварочной проволоки. Благодаря этому возможно установление или регулирование силы сжатия, причем благодаря этому может устанавливаться или регулироваться также соответственно контактное нажатие.
Задача решается также с помощью названного выше токоподводящего зажима, в котором на торцевой поверхности зоны удержания, лежащей напротив зоны контактирования, образовано возвышение. Предпочтительным при этом является, что благодаря опиранию средства нажима на возвышение, токоподводящие зажимы свободно подвижны и желаемое контактное нажатие прилагается к сварочной проволоке.
Благодаря признакам зависимых пунктов формулы изобретения является преимуществом, что токоподводящие зажимы благодаря приложению силы сжатия к торцевой поверхности в концевой области выхода прижимаются друг к другу, так что сварочная проволока непрерывно замкнута с определенным контактным нажатием. Точно также в том самом месте обеспечено непрерывное замыкание контактов.
Поставленная перед изобретением задача решается также с помощью токоподводящего зажима, в котором от зоны контактирования до зоны удержания расположена выемка для установки другого токоподводящего зажима, которая сбоку и с торцевой стороны ограничена стенками и простирается до плоскости для протягивания сварочной проволоки, причем в проходящей с торцевой стороны стенке расположено отверстие для сварочной проволоки. В подобного рода конструкции токоподводящего зажима зазор для другого токоподводящего зажима получается не как в описанном выше варианте с торцевой стороны и собранные токоподводящие зажимы, таким образом, лучше защищены от брызг при сварке или от другого загрязнения.
Предпочтительным способом стенка с торцевой стороны расположена, если смотреть в нормальном направлении транспортировки сварочной проволоки, перед зоной контактирования.
Боковые стенки токоподводящего зажима предпочтительно расположены в основном до зоны удержания.
Согласно другому признаку изобретения в плоскости для протягивания сварочной проволоки расположена выемка в форме полукруга для установки направляющей трубы, причем в собранном состоянии этого токоподводящего зажима с другим токоподводящим зажимом эта выемка токоподводящего зажима с выемкой другого подводящего зажима образует в основном отверстие.
Поставленная перед изобретением задача решается также с помощью токоподводящего зажима, в котором ширина в основном соответствует ширине зоны контактирования и который образован для установки в выемке другого токоподводящего зажима для образования состоящей из нескольких частей контактной трубы.
Преимущественно токоподводящий зажим в зоне удержания образован более широким и сужающимся в направлении зоны контактирования.
Согласно другому признаку изобретения в плоскости для протягивания сварочной проволоки расположена имеющая форму полукруга выемка для установки направляющей трубы, причем в собранном состоянии токоподводящего зажима с другим токоподводящим зажимом эта выемка с выемкой другого токоподводящего зажима образует в основном отверстие.
Далее, в соответствии с предлагаемым изобретением задача решается с помощью токоподводящего зажима, в котором на торцевой поверхности зоны фиксации, лежащей напротив зоны контактирования, образовано возвышение для приложения силы сжатия, и на торцевой поверхности расположены, по меньшей мере, два противоположных выступа, причем выступы выполнены для образования оси вращения и между выступами расположено возвышение, причем возвышение и ось вращения расположены в основном в одной плоскости.
Преимущественным образом подлежащая образованию ось вращения в основном параллельна возвышению.
Согласно другому признаку изобретению поверхность выступа образована сужающейся в направлении наружной поверхности токоподводящего зажима, в частности в направлении зоны контактирования.
Задача решается также с помощью названного выше способа для замыкания контактов сварочной проволоки в сварочной горелке, при котором к удерживающимся подвижно во втулке токоподводящим зажимам прикладывается осевая сила сжатия и токоподводящие зажимы прижимаются к удерживающему устройству втулки для создания реакции, причем в удерживающем устройстве образуется ось вращения для токоподводящих зажимов при преобразовании силы сжатия в радиальное контактное нажатие. Преимущества могут быть заимствованы из вышеуказанных мест.
Настоящее изобретение более подробно поясняется с помощью приложенных чертежей, на которых представлено:
фиг.1 - изображение сварочного аппарата или сваривающего устройства;
фиг.2 - сварочная горелка в детальном изображении;
фиг.3 - форма осуществления предложенного согласно изобретению устройства в разрезе, причем показана внутренняя поверхность контактного зажима;
фиг.4 - втулка устройства для замыкания контактов согласно фиг.3 в схематическом, представляющем разрез изображении;
фиг.5 - вид сбоку в схематическом изображении токоподводящего зажима устройства для замыкания контактов;
фиг.6 - вид сверху в схематическом изображении внутренней поверхности токоподводящего зажима устройства для замыкания контактов;
фиг.7 - вид в схематическом изображении зоны контактирования двух комбинированных токоподводящих зажимов;
фиг.8 - вид сверху в схематическом изображении торцевой поверхности зоны удержания двух комбинированных токоподводящих зажимов;
фиг.9 - схематичное детальное изображение двух токоподводящих зажимов и зажимного болта с действующими силами;
фиг.10 - предложенное согласно изобретению устройство в схематичном, представляющем разрез изображении, причем показан вид сбоку токоподводящего зажима; и
фиг.11-16 - различные виды другой формы осуществления устройства для замыкания контактов с различно устроенными токоподводящими зажимами.
В качестве введения устанавливается: что одинаковые детали в вариантах и формах осуществления снабжаются одинаковыми позициями.
На фиг.1 показано сварочное устройство 1 или сварочная установка для различных процессов или способов, как дуговая сварка плавящимся электродом в среде инертного/активного газа, дуговая сварка плавящимся электродом в среде инертного газа/дуговая сварка вольфрамовым электродом в среде инертного газа или способ сварки электродами, способ сварки сдвоенной проволокой/тандемом, плазменным способом и способом пайки и т.д.
Сварочное устройство включает источник 2 тока с силовой частью 3, устройство 4 управления и соответствующее силовой части 3 или устройству 4 управления коммутационное устройство 5. Коммутационное устройство 5 или устройство 4 управления соединено с клапаном 6 управления, расположенным в снабжающем трубопроводе 7 для газа, в частности защитного газа, как, например, СО2, гелий или аргон и т.п., между газохранилищем 9 и сварочной горелкой 10 или горелкой.
К тому же с помощью устройства 4 управления может дополнительно управляться устройство 11 для подачи проволоки, которое является обычным для дуговой сварки плавящимся электродом в среде инертного/активного газа, причем по магистрали 12 снабжения от запасного барабана 14 или бухты проволоки в зону сварочной горелки 10 подается присадочный материал или сварочная проволока 13. Разумеется возможно, что устройство 11 для подачи проволоки, как известно из уровня техники, интегрировано в сварочное устройство 1, в частности в основной корпус, или не интегрировано и образовано как дополнительное устройство.
Также возможно, что устройство 11 для подачи проволоки подводит сварочную проволоку 13 или присадочный материал вне сварочной горелки 10 к месту процесса, причем для этого в сварочной горелке 10 расположен предпочтительно не плавящийся электрод, как это принято в дуговой сварке плавящимся электродом в среде инертного/активного газа.
Ток для создания электрической дуги 15, в частности рабочей электрической дуги, между не плавящимся электродом не показана, и к детали 16 подводится от силовой части 3 источника 2 тока через сварочную линию 17, в частности электрод, причем подлежащая сварке деталь 16, которая образована несколькими частями, через другой сварочный провод 18 точно также соединена со сварочным устройством 1, в частности источником 2 тока, и таким образом через электрическую дугу 15 или образованную струю плазмы в процессе может образовываться электрическая цепь.
Для охлаждения сварочной горелки 10 при промежуточном включении контрольного прибора для потока через контур 19 охлаждения сварочная горелка 10 может соединяться с емкостью для жидкости, в частности с емкостью для воды, благодаря чему при эксплуатации горелки 10 запускается контур 19 охлаждения, в частности, используемый насос для жидкости, расположенный в емкости 21 для воды, и таким образом может осуществляться охлаждение сварочной горелки 10.
Сварочное устройство 1 дальше имеет устройство 22 для ввода/вывода данных, через которое могут регулироваться или запрашиваться самые различные параметры сварки, режимы работы или программы сварки сварочного устройства 1. При этом установленные через устройство 22 для ввода/вывода данных параметры сварки, режимы работы или программы сварки направляются к устройству 4 управления и от него затем осуществляется настройка отдельных элементов сварочной установки или сварочного устройства или задаются соответствующие заданные значения для регулирования или управления.
Далее в представленном примере осуществления сварочная горелка через пакет 23 шлангов соединена со сварочным устройством 1 или сварочной установкой. В пакете 23 шлангов расположены отдельные магистрали от сварочного устройства 1 к сварочной горелке 10. Пакет 23 шлангов через соединительное устройство 24 соединен со сварочной горелкой, в то время как отдельные магистрали в пакете 23 шлангов соединены с отдельными контактами сварочного устройства 1 через соединительные муфты или разъемные контактные соединения. При этом обеспечено соответствующее уменьшение растягивающего усилия пакета 23 шлангов, если пакет 23 шлангов через устройство 25 для уменьшения растягивающего усилия соединен с корпусом 26, в частности основным корпусом сварочного устройства 1. Разумеется, возможно, что соединительное устройство 24 также может применяться для соединения со сварочным устройством 1.
В принципе следует упомянуть, что при различных способах сварки или сварочных устройствах 1, как, например, устройства для дуговой сварки неплавящимся вольфрамовым электродом в инертном газе или устройства для дуговой сварки плавящимся электродом в инертном/активном газе или устройства для плазменной сварки не должны применяться или использоваться все ранее названные элементы. К тому же, например, возможно, что сварочная горелка 10 может выполняться в виде охлаждаемой воздухом сварочной горелки 10.
На фиг.2 представлена сильно упрощенная конструкция сварочной горелки (обычная, имеющаяся в продаже горелка для дуговой сварки неплавящимся вольфрамовым электродом в инертном газе). Это детальное изображение представляет основные элементы сварочной горелки 10, а именно пакет 23 шлангов, соединительное устройство 24, колено 27 трубы, корпус 28 горелки в качестве токоведущей части, на которой в виде конечного элемента закреплена контактная труба 29 и газовое сопло 30.
Пакет 23 шлангов может также присоединяться к рукоятке горелки и рукоятка горелки через соединительное устройство может соединяться с коленом 27 трубы. При этом для соединения пакета 23 с рукояткой горелки может применяться подобного рода соединительное устройство 24. Рукоятка горелки может быть, однако, образована в качестве промежуточной детали и крепление сварочной горелки осуществляется на роботе через промежуточную деталь.
Колено 27 трубы среди прочего содержит каналы охлаждения, снабжающие магистрали для электроэнергии, подающие магистрали 8 для газа, и, в частности, снабжающую магистраль или подающее устройство 12 для сварочной проволоки 13, так называемый сердечник или проволочный каркас, причем это к колену 27 трубы подводится через пакет 23 шлангов. Сварочная проволока 13 транспортируется с помощью устройства для подачи проволоки от запасного барабана 14 через устройство 12 подвода или через соответствующее внутреннее отверстие в устройстве 12 подвода вплоть до контактной трубы 29. В контактной трубе 29 сварочная труба снабжается электрической энергией, так что может осуществляться процесс дуговой сварки. Вследствие этого контактная труба 20 изготовлена из проводящего электрический ток и в основном из износостойкого материала, как, например, медь, медные сплавы (вольфрам) т.п.
Как известно из уровня техники, контактная труба 29 может быть образована, по меньшей мере, двумя токоподводящими зажимами 31, причем функция замыкания контактов остается соответственно сохраненной. Для стабильного процесса сварки при замыкании контактов имеет значение, что сварочная проволока 13 по возможности постоянно замыкается в зоне 32 контактирования. Эта зона 32 контактирования находится в основном на том конце токоподводящих зажимов 31, на котором сварочная проволока 13 выходит из токоподводящих зажимов 31.
Согласно изобретению замыкание контактов, необходимое для стабильного процесса сварки, обеспечивается таким образом, что к токоподводящим зажимам 31 прикладывается сила 33 сжатия, причем с помощью реакции 34, действующей против силы 33 сжатия в зоне 32 контактирования, создается определенное контактное нажатие 35, т.е. на токоподводящие зажимы оказывает воздействие осевая сила 33 сжатия, после чего через реакцию 34 осуществляется разворот силы 33 сжатия в радиально действующее контактное нажатие 35 для сжатия токоподводящих зажимов 31 и таким образом достигается устойчивое и надежное замыкание контактов в зоне 32 контактирования токоподводящих контактов 31 (см. фиг.9). Благодаря этому сварочная проволока 13 постоянно замкнута в зоне 32 контактирования.
Для создания этих сил на токоподводящие зажимы 31 предусмотрены нажимной механизм 36 и втулка 37. При этом нажимной механизм 36 интегрирован в центре свечи 38 для наконечника в сварочной горелке, разъемным способом закрепленной на корпусе 28 горелки. Нажимной механизм 36 образуется из зажимного болта 39, нажимной пружины 40 и фиксирующей шайбы 41. Нажимная пружина 40 находится в состоянии натяжения с фиксирующей шайбой 41, так что подвижно установленный зажимной болт 39 может прикладывать силу 33 сжатия к токоподводящим зажимам 31. Это, правда, происходит только в том случае, если втулка 37, в которой токоподводящие зажимы 31 расположены со свободой перемещения, разъемным образом закрепляется на свече 38 для наконечника в сварочной горелке. Благодаря креплению втулки 37 зажимной болт 39 токоподводящими зажимами 31 движется назад в направлении фиксирующей шайбы 41, так что прилагается сила 33 сжатия. Соответственно используемая нажимная пружина 40 создает различную силу 33 сжатия. Под действием силы 33 сжатия токоподводящие зажимы 31 прижимаются к удерживающему устройству 42 во втулке 37, в результате чего соответственно получается реакция 34. При этом реакция 34 действует в основном на концах оси 43 вращения токоподводящих зажимов 31. Сила 33 сжатия оказывает воздействие в основном параллельно или рядом с осью 43 вращения через точки 53 надавливания в основном в направлении зоны 32 контактирования на каждый токоподводящий зажим 31. Благодаря прижиму оси 43 вращения токоподводящих зажимов 31 к удерживающему устройству 42 достигается разворот воздействующей силы 33 сжатия в радиальное контактное нажатие 35. Благодаря этому получается определенное контактное нажатие 35 в зоне 32 контактирования.
Предпочтительно нажимной механизм 36 имеет в центре ввод, через который пропускается сварочная проволока 13. Но также возможно, что нажимной механизм или несколько нажимных механизмов располагаются вокруг ввода для сварочной проволоки 13.
Предложенное согласно изобретению устройство для замыкания контактов в деталях изображено на фиг.3-10. Сила 33 сжатия, реакция 34 и контактное нажатие 35 соответственно обозначены стрелками. Нажимной механизм 36, интегрированный в свечу 38 для наконечника в сварочной горелке 38, со стороны корпуса горелки 28 встраивается в свечу 38 для наконечника в сварочной горелке. Зажимной болт 39 может перемещаться благодаря упругости нажимной пружины 40 вдоль хода сварочной проволоки 13. Фиксирующая шайба 41 постоянно удерживает свое положение. Свеча 38 для наконечника в сварочной горелке, оформлена внутри соответствующим образом, так что компоненты нажимного механизма 36, образованные соответственно корреспондирующим образом со свечой 38 для наконечника в сварочной горелке могут выполнять описанные функции. Например, фиксирующая шайба 41 может быть ввинчена в свечу 38 для наконечника в сварочной горелке до упора, может быть запрессована в ней. С помощью фиксирующей шайбы 31 регулируется упругость нажимной пружины 40. Свеча 38 для наконечника в сварочной горелке с нажимным механизмом может рассматриваться в качестве сменной детали или быстроизнашивающейся детали.
Для предложенного согласно изобретению устройства для замыкания контактов является существенным также конструкция токоподводящих контактов 31, которые преимущественно выполнены идентично и таким образом могут изготавливаться просто. При этом из комбинации, по меньшей мере, двух токоподводящих зажимов получается известная из уровня техники контактная труба 29. Комбинация осуществляется в основном таким образом, что соответственно внутренние поверхности 44 токоподводящих зажимов 31 охватывают сварочную проволоку 13. Для предложенной согласно изобретению передачи контактного нажатия 35 на сварочную проволоку 13 токоподводящие зажимы должны быть подвижными, чтобы иметь возможность выполнить однажды перечисленные требования.
Это достигается с помощью зоны 48 удержания токоподводящих зажимов 31. Она имеет специально оформленную торцевую поверхность 45, которая находится в соединении с зажимным болтом 39 и делает возможным преобразование осевой силы 33 сжатия в радиальное контактное нажатие 35. Для этого, во-первых, основная поверхность торцевой поверхности 45 токоподводящего зажима 31 выполнена не в виде круга, а в основном в виде кругового сегмента. При этом на концах хорды окружности кругового сегмента получаются две точки 47 контактирования, которые обеспечивают нужную подвижность токоподводящего зажима 31. Во-вторых, торцевая поверхность 45 снабжена возвышением 46. Это возвышение 46 способствует тому, что при креплении втулки 37 зажимной болт 39 от упора в свече 38 для наконечника в сварочной горелке сдвигается назад и в результате контактное нажатие 35 действует на сварочную проволоку 13. При этом токоподводящие зажимы 31 располагались или устанавливались в основном во втулке 37 так, что они удержаны благодаря зоне 48 удержания удерживающим устройством 42. Токоподводящие зажимы 31 зафиксированы с помощью втулки 37 и не имеют никаких собственных крепежных элементов. Зона 48 удержания токоподводящих зажимов 31 находится против зоны 32 контактирования, т.е. на том конце токоподводящих зажимов 31, на котором поступает сварочная проволока 13 (при транспортировке сварочной проволоки 13 в направлении обрабатываемого изделия 16). Зона 48 удержания по отношению к другому токоподводящему зажиму 31 выполнена с расширением, причем переход к расширению образован в виде конуса. Торцевая поверхность 45 и возвышение 46 являются частями зоны 48 удержания. Возвышение 46 как бы разделяет торцевую поверхность 45 на два отдельные участка, которые, выходя из возвышения образованы наклонно снижающимися. Благодаря этому между торцевой поверхностью 45 и зажимным болтом образуются свободные пространства 49, которые имеют решающее значение для подвижности токоподводящих зажимов 31.
Предпочтительно возвышение 46 расположено параллельно хорде кругового сегмента торцевой поверхности 45, причем участок для внутренней поверхности 44 существенно меньше, чем другой участок. Наклон от возвышения к внутренней поверхности 44 в форме круга образован радиусом. Точно также внутренняя поверхность 44 имеет выемку 50, в которой сварочная проволока может двигаться на выходе. Выемка 50 при этом простирается в основном до зоны 32 контактирования. Далее зона 32 контактирования образована предпочтительно со скручиванием, причем поверхность 51 зоны 32 контактирования расположена со смещением под определенным углом к внутренней поверхности 44. При этом токоподводящие зажимы 31 способствуют дополнительному боковому направлению сварочной проволоки 13.
При комбинации двух токоподводящих зажимов 31 и расположении во втулке 37 образуется ось 43 вращения, вокруг которой могут двигаться токоподводящие зажимы 31. Ось вращения представляет в основном соединение между точками 47 контактирования, причем это соединение также в основном соответствует хорде кругового сегмента торцевой поверхности 45 в зоне 48 удержания. Так как токоподводящие зажимы 31 зоной 48 удержания удержаны в удерживающем устройстве 42 втулки 37, ось 43 вращения также расположена в удерживающем устройстве 42. При этом следует заметить, что ось 43 вращения следует рассматривать собственно как виртуальную ось 43 вращения, так как она должна показать взаимодействие токоподводящих зажимов 31. Каждый отдельный токоподводящий зажим 31 благодаря лежащим друг против друга точкам 47 контактирования соответственно также имеет возможность вращения. Благодаря этой оси 43 вращения теперь возможно преобразовать осевую силу 33 сжатия в радиальное контактное нажатие 35. В деталях это осуществляется таким образом, что сила 33 сжатия действует на возвышение 46 торцевой поверхности 45 токоподводящего зажима 31. Благодаря тому, что возвышение 46 расположено параллельно оси 43 вращения, зоны 32 контактирования с определенным контактным нажатием 35 прижимаются друг к другу или к проходящей между ними сварочной проволоке 13. Можно также выразиться, что сила 33 сжатия действует слева и справа возле оси 43 вращения, соответственно на возвышение 46 каждого токоподводящего зажима 31. При этом сила 33 сжатия действует в основном соответственно в направлении зоны 32 контактирования. Для преобразования осевой силы 33 сжатия в радиальное контактное нажатие 35 ось 43 вращения предпочтительно расположена ниже возвышения 46, так что контактное нажатие 35 может регулироваться по закону рычага и подвижность токоподводящих зажимов 31 задается.
Определенное контактное нажатие 35 (например, 2 Н на токоподводящий зажим 31) получается из силы 33 сжатия (например, 80 Н), расстояния между возвышением 46 и осью 43 вращения (например, 1 мм), длины токоподводящего зажима (например, 20 мм) и реакции 34 (например, 40 Н на точку 47 контактирования). При этом реакция зависит от угла конического перехода к зоне 48 удержания, который также корреспондирующим образом образован в удерживающем устройстве 42 втулки 37. Силы, в частности, приспосабливаются или согласуются с диметром и материалом сварочной проволоки 13.
В принципе все силы в первую очередь зависят от силы 33 сжатия. Но также дополнительно контактное нажатие 35 зависит от закона рычага, т.е. отношения расстояния от возвышения 46 до оси 43 вращения к расстоянию между осью 43 вращения и концом зоны 32 контактирования токоподводящего зажима 31. Эти силы регулируются, когда втулка 37 с расположенными в ней токоподводящими зажимами 31 закрепляется в свече 38 для наконечника в сварочной горелке. Крепление втулки 37 определяется с помощью соответствующего упора в свече 38 для наконечника сварочной горелки, так что в итоге устанавливается определенное контактное нажатие 35. Предпочтительно сила 33 сжатия оказывает действие на возвышения 46 токоподводящих зажимов 31 через механизм 36 нажатия только ограниченно, так что облегчается преобразование сил через ось 43 вращения. Это значит, что зажимной болт 39 не полногранно прилегает к торцевой поверхности 45 токоподводящих зажимов 31. При этом токоподводящие зажимы 31 сохраняют подвижность во втулке 37, даже если на них действует соответствующая сила 33 сжатия.
Если таким образом нажимной механизм 36 создает на токоподводящих зажимах 31 силу 33 сжатия, то они в зоне 32 контактирования благодаря получающемуся вследствие действия силы 33 сжатия контактному нажатию 35 сжимаются или закрываются. При этом наружное свободное пространство 49 имеет свою максимальную высоту. Если теперь сварочная проволока 13 проходит через токоподводящие зажимы 31, то токоподводящие зажимы 31 в зоне 32 контактирования разжимаются в основном нормально к сварочной проволоке 13, так что таким образом контактное нажатие 35 через токоподводящие зажимы действует на сварочную проволоку 13. Благодаря этому уменьшается наружное свободное пространство 49. То есть, несмотря на воздействие силы 33 сжатия согласно изобретению токоподводящие зажимы 31, образованные в качестве изнашивающихся частей, расположены во втулке 37 подвижно. Эта подвижность, достигается, в частности, благодаря комбинированной овальной и выпуклой торцевой поверхности 45 токоподводящих зажимов 31. Овальная форма образуется круговыми сегментами и выпуклой формой благодаря возвышению 46. Выпуклая поверхность имеет вдоль оси 43 вращения углубление, которое является причиной, что ось 43 вращения находится ниже возвышений 46, так что облегчается преобразование осевой силы 33 сжатия в радиальное контактное нажатие 35.
Овальная поверхность видна на фиг.8 на виде сверху зоны 48 удержания или торцевой поверхности 45 комбинированных токоподводящих зажимов 31. Отсюда также видны выемки 50 для сварочной проволоки 13, которые образуют круг. Таким образом, сварочная проволока 13 может протягиваться в основном в центре токоподводящих зажимов 31. Соответственно сварочная проволока 13 протягивается также в центре нажимного механизма 36, т.е. через фиксирующую шайбу 41, нажимную пружину 40 и зажимной болт 39. Соответственно этому предпочтительно цилиндрической формы зажимной болт 39 имеет торцевую поверхность, которая соответствует круговому кольцу 52 (заштрихованная область). Это круговое кольцо 52 проходит при этом вокруг круга, образованного выемками 50. Круговое кольцо образует в основном четыре точки 53 надавливания на возвышении 46 токоподводящих зажимов 31, на которые ограниченно действует сила 33 сжатия. Через точки 53 надавливания, по меньшей мере, часть сварочного тока передается токоподводящим зажимам 31 и отводится тепло, образованное в токоподводящих зажимах в процессе сварки. Остальная часть сварочного тока передается токоподводящим зажимам 31 через втулку 37 и 47 контактирования. Таким образом, также отводится остальная часть тепла.
Другой основной предпосылкой для стабильного и постоянного замыкания контактов является центральное протягивание сварочной проволоки 13. Это реализуется с помощью направляющей трубы 54, которая простирается через весь нажимной механизм 36 и через выемку 50. Таким образом, сварочная проволока протягивается независимо от токоподводящих зажимов 31 до зоны 32 контактирования и контактирует в зоне 32 контактирования.
Также благодаря скрученной зоне 32 контактирования токоподводящих зажимов 31 задано направление сварочной проволоки 13. То есть сварочная проволока 13 замыкается и направляется не только благодаря давлению подводящих зажимов 31, но направляется сбоку также благодаря наклонным поверхностям каждого токоподводящего зажима 31. При этом, во-первых, достигается лучшее замыкание контактов и, во-вторых, задается направление сбоку. Это направление сбоку, правда, следует рассматривать в качестве дополнения, так как токоподводящие зажимы 31 должны главным образом обеспечивать постоянное замыкание контактов сварочной проволоки 13. Это положительно сказывается, в частности, на переходе материала (в шов) и таким образом на всем сварочном процессе, так как сварочная проволока 13 замыкается контактом всегда на одном и том же месте. Основное перемещение сварочной проволоки осуществляется благодаря направляющей трубе 54 и втулке 37, в которой для направления расположена изолирующая гильза 55. Сварочная проволока 13 после замыкания контактов в зоне 32 контактирования выходит из втулки 37 через изолирующую гильзу 55. Токоподводящие зажимы полностью расположены во втулке 37 и таким образом эффективно защищены от влияния сварочного процесса, как-то жары и брызг, образующихся при сварке. Для этого изолирующая гильза 55 выполнена соответственно жаростойкой и износостойкой, например, из нитрата кремния. Направляющая труба соответственно согласована с диаметром сварочной проволоки 13 или с диапазоном диаметров сварочных проволок 13. Направляющая труба 54 также может легко заменяться, так как она только сзади вставлена в нажимной механизм 36 и токоподводящие зажимы 31. Предпочтительно направляющая труба 54 образована для перехода с небольшим трением сварочной проволоки 13 от снабжающей магистрали 12 или проволочного каркаса. Функцию направляющей трубы 54 может принимать на себя зажимной болт 39 благодаря тому, что его исполнение комбинируется с направляющей трубой 54.
В целом следует отметить, что сила 33 сжатия может регулироваться фиксирующей шайбой 41, так что, например, возможна настройка на материал и диаметр сварочной проволоки. Разумеется, могут также с помощью комбинации нажимной пружины 40 и фиксирующей шайбы 41 применяться несколько различных сварочных проволок 13.
Для более простого обращения предпочтительно предусмотрено, что фиксирующая шайба 41 навинчивается до упора и нужная сила 33 сжатия автоматически отрегулирована для определенного контактного нажатия.
Точно также с помощью предложенной согласно изобретению конструкции преимущественным образом компенсируется известное внутреннее шлифование зон 32 контактирования. При колебаниях сварочной проволоки 13, например, из-за рихтовки, токоподводящие зажимы принимают форму сварочной проволоки 13. Таким образом, исключаются или, по меньшей мере, уменьшаются дополнительные силы в зоне 32 контактирования и контактное нажатие 35 остается в основном постоянным. Действующее на сварочную проволоку 13 контактное нажатие 35 дополнительно подгоняется в основном автоматически, так как согласно предложенному устройству для замыкания контактов токоподводящие зажимы всегда действуют друг против друга. Для этого решающее значение имеет уже описанная подвижность токоподводящих зажимов 31.
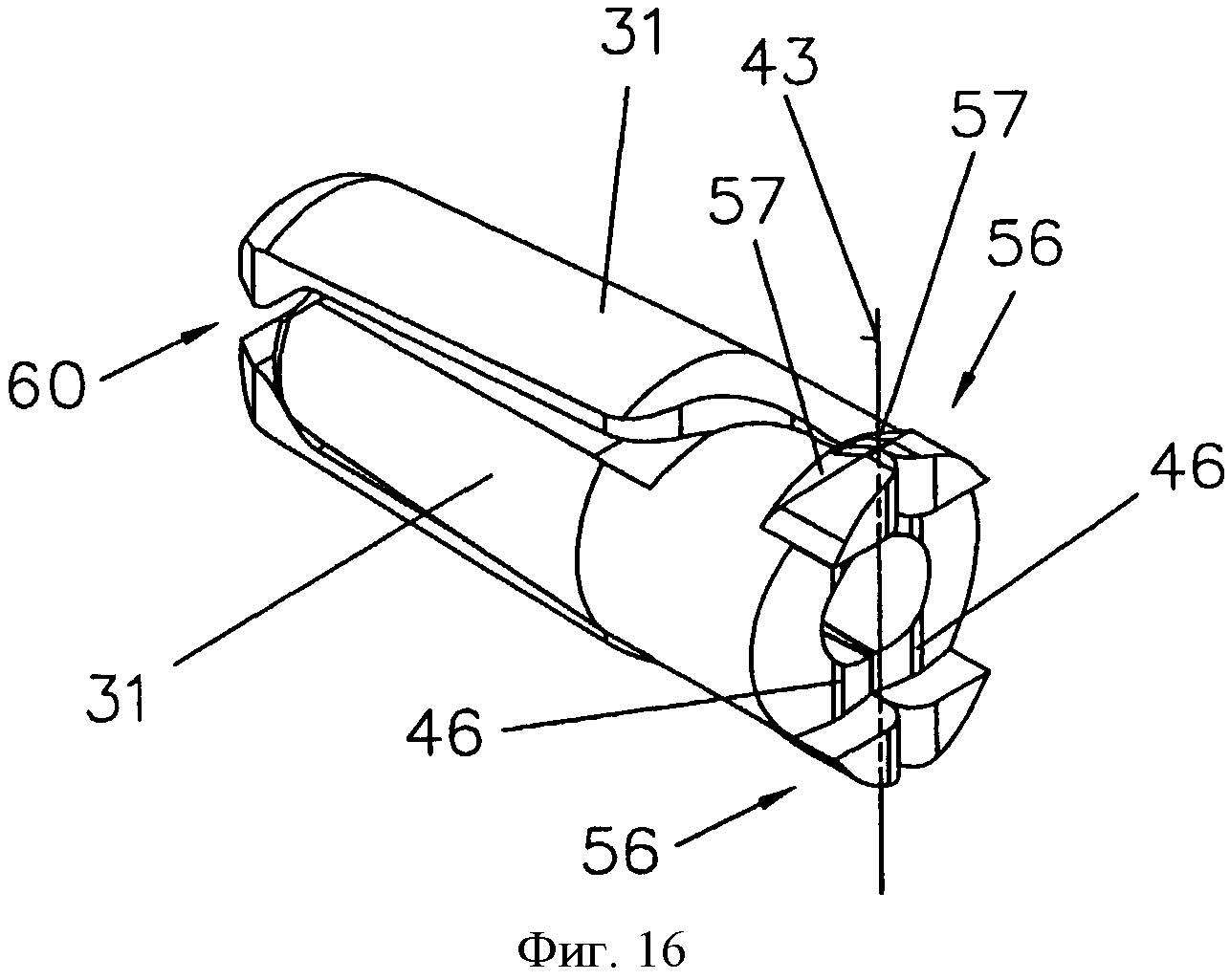
Фиг.11-16 представляют другую форму осуществления предложенного согласно изобретению устройства для замыкания контактов, в которой токоподводящие зажимы выполнены различно. Как и в ранее описанной конструкции устройства для замыкания контактов с идентично устроенными токоподводящими зажимами согласно фиг.3-10, эти токоподводящие зажимы должны иметь подвижность. Ниже отмечается только отличие от уже описанного устройства для замыкания контактов с идентичными токоподводящими зажимами 31.
Подвижность обоих токоподводящих зажимов 31 становится возможной благодаря зоне 48 удержания, которая образуется с помощью противолежащих выступов 56 на каждом токоподводящем зажиме 31, которые выступают сбоку и над торцевой поверхностью 45. В принципе выступы 56 расположены в области внутренней поверхности 44 токоподводящих зажимов 31. Сбоку выступы 56 соединены соответственно через коническую поверхность 57 с наружной поверхностью токоподводящего зажима 31, которая сужается в направлении наружной поверхности токоподводящего зажима 31. Можно сказать, что коническая поверхность 57 выполнена сужающейся. Эти конические поверхности 57 обеспечивают подвижное удержание токоподводящих зажимов 31 в удерживающем устройстве 42 втулки 37 и предотвращают одновременно выпадение токоподводящих зажимов 31, так как вперед выступают боковые выступы. Так как торцевая поверхность 45 токоподводящего зажима 31 имеет в основном форму кругового сегмента, вдоль наружной поверхности токоподводящих зажимов 31 имеется достаточно свободного пространства для удерживающего устройства 42, так что здесь не имеется какого-либо трения между наружной поверхностью токоподводящих зажимов 31 и удерживающим устройством 42. Далее при установке токоподводящих зажимов 31 в сварочной горелке, т.е. во втулке 37, каждый выступ 57 имеет точку 47 контактирования, расположенную в основном на конической поверхности 57. При этом точка 47 контактирования не деформируется и/или не изменяется под действием действующих на нее сил, выступы 56 также расположены выше торцевой поверхности 45 и служат в основном для усиления материала. При соединении точек 47 контактирования образуется ось 43 вращения, вокруг которой движутся токоподводящие зажимы 31. Между выступами 56 расположено возвышение 46, на которое оказывают действие зажимной болт 39 силой 33 сжатия, как это уже было детально описано с помощью фиг.3-10. Из этого следует, что хотя возвышение 46 и ось 43 вращения проходят параллельно, однако, расположены примерно в одной плоскости. Таким образом, существенно уменьшается трение между возвышением и зажимным болтом 39, которое возникает при движении токоподводящих зажимов 31 при транспортировке сварочной проволоки 13, так как точки 53 надавливания в основном не изменяются при движении токоподводящих зажимов вокруг находящейся примерно на одинаковой плоскости оси 43 вращения. То есть, что положение зажимного болта 39 в основном не изменяется, так что он при движении против направления силы 35 нажатия не должен двигаться от возвышения 46 против силы 33 сжатия. Таким образом, также не изменяется в основном положение возвышения 46 при движении токоподводящих зажимов 31. Движение токоподводящих зажимов 31 с одной стороны требуется при протягивании сварочной проволоки 13, в то время как находящиеся под подпором токоподводящие зажимы 31 движутся против силы 35 нажатия и сила 35 нажатия соответственно действует на сварочную проволоку 13, с другой стороны благодаря движениям токоподводящих зажимов 31 компенсируются деформации (рихтовка) транспортирующейся сварочной проволоки 13.
Благодаря изменению расстояния между параллельно проходящими осью 43 вращения и возвышением 46 далее в соответствии с законом рычага может регулироваться сила 35 нажатия, применяя при этом другие токоподводящие зажимы. В результате действия силы 33 сжатия возникает сила 35 нажатия в зоне 32 контактирования, которая позиционирована различно при различно выполненных токоподводящих зажимах 31. Это получается потому, что токоподводящие зажимы различны по длине, причем более короткий токоподводящий зажим 31 защищен более длинным токоподводящим зажимом 31. Это значит, что зазор между токоподводящими зажимами 31, требующийся для подвижности, защищается от брызг при сварке и таким образом подвижность и функционирование токоподводящих зажимов не нарушаются. И поэтому также достаточно, если втулка 37 в основном принимает зону 48 удержания и, как описано на фиг.1-10, не охватывает или не окружает все токоподводящие зажимы 31.
Конструктивно эта защита обеспечивается, например, таким образом, что в основном более длинный токоподводящий зажим 31 захватывает более короткий токоподводящий зажим 31. Более длинный токоподводящий зажим 31 имеет, таким образом, выемку 58, которая захватывает более короткий токоподводящий зажим 31. Эта выемка 58 образуется в основном таким образом, что сбоку и с торцевой стороны - т.е. на выходном конце сварочной проволоки 13 - расположены стенки 59, которые соответственно ограничивают выемку 58. Таким образом, зазор между токоподводящими зажимами 31 защищен в выемке 58 от брызг при сварке, грязи и т.п. Глубина выемки 58 достигает плоскости, в которой перемещается сварочная проволока 13. В стенке 59 с торцевой стороны образованного более длинным токоподводящего зажима 31 расположено отверстие 60 для сварочной проволоки 13. Зона 32 контактирования в более длинном токоподводящем зажиме 31 расположена перед этим отверстием 60, благодаря чему зона 32 контактирования защищается проходящей с торцевой стороны стенкой с отверстием 60. Зона 32 контактирования более короткого токоподводящего зажима 31 расположена соответственно этому полностью впереди.
Таким образом, токоподводящие зажимы 31 в зоне 48 удержания образованы одинаково, однако, после зоны 48 удержания, включая зону 32 контактирования, оформлены по-разному. Так ширина этой зоны у более короткого токоподводящего зажима 31, который входит в зацепление с выемкой 58 более длинного токоподводящего зажима 31, в основном равна ширине зоны 32 контактирования. Таким образом, после конической поверхности 57 расположен дополнительный переход от зоны 48 удержания к этой зоне, так что более короткий токоподводящий зажим 31 имеет в основном три различные ширины. Напротив, у более длинного токоподводящего зажима 31 ширина выемки 58 в основном равна ширине зоны 32 контактирования. Зато более длинный токоподводящий зажим 31 также имеет две различные ширины. Соответственно этому боковые стенки 59 выемки 58 заканчиваются также перед зоной 48 удержания.
Отверстие 50 стенки 59 с торцевой стороны может быть также выполнено в виде канавки, так что отверстие 60 не зависит от диаметра сварочной проволоки 13.
Реферат
Изобретение относится к устройству, токоподводящему зажиму (31) и способу для подвода электрической энергии к сварочной проволоке (13) в сварочной горелке (10). Устройство имеет, по меньшей мере, два токоподводящих зажима (31) с зоной (32) контактирования для замыкания контактов сварочной проволоки (13). Для создания по возможности постоянного и непрерывного замыкания контактов сварочной проволоки в течение срока службы устройства токоподводящие зажимы (31) имеют зону (48) удержания, расположенную напротив зоны (32) контактирования, и установлены во втулке (37) с возможностью перемещения вокруг оси (43) вращения. Втулка (37) закреплена на наконечнике (38) сварочной горелки, объединенном с нажимным механизмом (36), выполненным с возможностью приложения силы (33) сжатия к токоподводящим зажимам (31). Втулка (37) имеет удерживающее устройство (42). На каждом из токоподводящих зажимов (31) со стороны концов оси (43) вращения имеются два участка (47) контактирования с удерживающим устройством (42) втулки (37). На торцевой поверхности (45) зоны (48) удержания каждого токоподводящего зажима (31) выполнен выступ (46), расположенный в плоскости, параллельной оси (43) вращения. Нажимной механизм (36) выполнен с возможностью приложения в осевом направлении силы (33) сжатия, которая посредством силы реакции (34) удерживающего устройства (42) на токоподводящие зажимы (31) преобразуется в радиально действующую силу контактного нажатия (35). 6 н. и 20 з.п. ф-лы, 16 ил.
Комментарии