Аппарат для электродуговой сварки - RU2211124C2
Код документа: RU2211124C2
Чертежи







Описание
Данное изобретение относится к электродуговой сварке и более конкретно - к усовершенствованному аппарату для электродуговой сварки, содержащему множество отдельных источников электропитания.
Данное изобретение можно применить, в частности, для выходного сварочного поста, имеющего два транзисторных переключателя для преобразования постоянного тока в переменный сварочный ток. Следовательно, второй аспект данного изобретения заключается в том, что коммутацию транзисторных переключателей между проводящим и непроводящим состояниями можно осуществлять на пониженном токе, чтобы устранить необходимость применения крупной демпфирующей цепи на каждом выходном переключателе. Это решение вместе с используемым в данном изобретении инверторным типом электропитания раскрывают в заявке на патент США 233,235 от 19 января 1999 г. Указанная заявка включена в данную заявку в качестве ссылки для обеспечения сведений о применяемом в данном изобретении инверторном типе источника электропитания и о техническом решении, согласно которому транзисторные переключатели сварочного поста выключают при пониженном уровне тока. Авторское свидетельство SU 1328104 А1 описывает ближайший аналог данного изобретения, а именно устройство для управления работой группы источников сварочного тока.
В соответствии с данным изобретением осуществляют управление сварочным постом коммутационного типа с токовыми вводами сильного тока. Переключатели выключают только в случае протекания пониженного тока.
Данное изобретение предназначается для применения, в частности, при сварке труб и в том числе для подключенных последовательно электродов или подключенных параллельно электродов, применяемых в сварке труб, что более подробно излагается ниже на конкретном примере; но данное изобретение также имеет гораздо более широкую область применений и может быть использовано для одноэлектродных аппаратов электродуговой сварки, для которых требуются очень сильные токи, например сварочные токи свыше приблизительно 1000-2000 А.
Для аппаратов электродуговой сварки, применяемых для сварки труб и для прочих аналогичных видов применения, нередко требуется ток свыше 1000-2000 А. Ранее для выработки таких сильных сварочных токов конструировались специальные сварочные аппараты. Но когда необходимый сварочный ток превышал расчетные параметры данного источника электропитания, приходилось конструировать и изготавливать еще более мощные аппараты электродуговой сварки. Например, аппараты с максимальным током 1000-1500 А нельзя было использовать для сварки, требующей 2000 А. Вскоре после изготовления и производства еще более мощного сварочного аппарата он снова ограничивался своей максимальной пропускной способностью по току. Поэтому, когда для сварки требовался более сильный ток, как при сварке труб, то часто возникала необходимость в дорогостоящих сварочных аппаратах, изготавливаемых по индивидуальному проекту.
Поскольку для более сильного сварочного тока требовались вновь проектируемые и вновь изготавливаемые конструкции сварочных аппаратов, их применение в производственных условиях невозможно было оптимизировать по причине ограниченной пропускной способности по току имевшихся источников электропитания. Делались попытки обеспечить сварочные аппараты с высокой пропускной способностью по току за счет подключения некоторого множества менее мощных сварочных аппаратов к выходному сварочному посту. Эти попытки были безуспешными по той причине, что трудно было уравновесить динамические характеристики совместного пользования током двумя и более отдельными источниками электропитания.
Недостатки предыдущих технических решений по обеспечению источников электропитания сильного тока, особенно в случае сварки труб, устраняются данным изобретением, которое обеспечивает аппарат электродуговой сварки, имеющий характеристику выхода по току, значительно повышенную просто за счет использования нескольких источников электропитания, при этом получая хорошие статические и динамические характеристики совместного пользования током параллельно подключенными источниками электропитания. Аппарат электродуговой сварки согласно данному изобретению сводит к минимуму неравное совместное пользование током двумя или более источниками электропитания. Согласно решениям известного уровня техники для каждого источника электропитания требовался входной сигнал управления и собственная схема обратной связи и управления усилителем сигнала ошибки. Поэтому они имеют обусловленный изменениями составляющей недостаток отсутствия динамического тока, совместно используемого источниками электропитания. Данное изобретение использует усилитель сигнала ошибки одного источника электропитания, который не только управляет источником электропитания, названым главным источником электропитания, но также направляет один и тот же главный сигнал тока на другие источники электропитания. Остальные источники электропитания сварочного аппарата не имеют собственный сигнал управления или схему управления усилителем сигнала ошибки. Поэтому аппарат электродуговой сварки обеспечивают только одной схемой управления усилителем сигнала ошибки и обратной связью. Схему усилителя сигнала ошибки и обратной связи не используют для каждого из отдельных источников электропитания, запараллеленных для повышения характеристик по току.
В соответствии с данным изобретением раскрывается аппарат электродуговой сварки, содержащий множество источников электропитания для обеспечения постоянного тока заданной величины, при этом током управляют с помощью единого регулируемого сигнала управления. Используемый сварочным постом постоянный ток имеет входной постоянный ток и выход для подачи тока электродуговой сварки между электродом и обрабатываемой деталью. Датчик, например шунт, определяет ток дуги. Множество источников электропитания включает в себя главный источник электропитания и один или множество подчиненных источников электропитания. Главный источник электропитания содержит первый быстродействующий коммутационный инвертор, имеющий выходной трансформатор и выходной выпрямитель для обеспечения первого постоянного тока, имеющего некоторую величину, определяемую главным сигналом тока, и первый широтно-импульсный модулятор, работающий на высокой частоте и имеющий ввод напряжения управления током, которым управляет главный сигнал тока, и усилитель сигнала ошибки для обеспечения главного сигнала тока на основании сравнения единого сигнала управления с определенным датчиком током дуги на выходе сварочного поста. Таким образом, главный источник электропитания содержит сигнал управления и схему управления обратной связью усилителя сигнала ошибки для управления широтно-импульсным модулятором в главном источнике электропитания. Множество источников электропитания, образующих сварочный аппарат, включает в себя, по меньшей мере, один подчиненный источник электропитания, который также содержит коммутационный инвертор, имеющий выходной трансформатор и выходной выпрямитель для обеспечения второго постоянного тока, имеющего величину, определяемую тем же главным сигналом тока, который используется в главном источнике электропитания, и второй широтно-импульсный модулятор, действующий на высокой частоте и имеющий ввод напряжения управления током, подключенный к главному сигналу тока главного источника электропитания. Аналогичным образом первый и второй постоянные токи комбинируются для формирования по меньшей мере части постоянного входного тока сварочного поста. На практике, если два источника электропитания образуют "множество источников электропитания" аппарата электродуговой сварки, то первый постоянный ток составляет 50% требуемого входного тока. Второй постоянный ток от подчиненного источника электропитания обеспечивает вторые 50% тока. Если в аппарате электродуговой сварки применяют три источника электропитания, то каждый источник электропитания обеспечивает 33,3% входного тока для выходного сварочного поста. Следовательно, число источников электропитания в данном аппарате автоматически определяет пропорцию постоянного тока, используемого для работы сварочного поста с автоматическим уравновешиванием тока, поскольку каждый из указанных источников электропитания использует один и тот же главный сигнал тока для входа своего широтно-импульсного модулятора. Для аппарата электродуговой сварки используют единый сигнал управления и при этом применяют только одну схему обратной связи. За счет этих новых технических решений множество относительно маломощных источников электропитания, например 500-амперных источников электропитания, можно скомбинировать в любом количестве для обеспечения необходимого максимального сварочного тока. Для обеспечения 3000-амперного сварочного тока комбинируют шесть маломощных источников электропитания, по 500 А каждый. Данное изобретение обеспечивает возможность комбинирования менее мощных источников электропитания, чтобы обеспечить аппарат электродуговой сварки с очень сильным выходным сварочным током. За счет этого устраняется необходимость конструировать источник электропитания всякий раз при увеличении потребности в токе.
В соответствии с еще одним аспектом данного изобретения высокая частота, применяемая для широтно-импульсного модулятора отдельных источников электропитания, составляет, по меньшей мере, 18 кГц. Помимо этого, отдельный сварочный пост, работающий от множества источников электропитания, содержит первый и второй транзисторные переключатели, такие как IGBT, переключающиеся с проводящего состояния в непроводящее состояние с помощью логического вентиля на паре управляющих шин. В соответствии с еще одним аспектом данного изобретения переключатели не переключают из проводящего состояния в непроводящее состояние до тех пор, пока ток дуги не станет меньше заданного значения. На практике это заданное значение составляет 100-150 А. Данное изобретение использует единый сварочный пост для множества источников электропитания и поэтому нужны переключатели крупного типоразмера, и единый контроллер формирует логический сигнал для переключения из проводящего состояния в непроводящее состояние при заранее определенном значении. Главный источник электропитания управляет коммутацией, а подчиненный источник(и) электропитания просто совокупно суммирует(ют) сварочный ток.
Согласно еще одному аспекту данного изобретения выходной трансформатор в каждом из источников электропитания содержит обмотку, в частности первичную обмотку, датчик тока, связанный с указанной обмоткой, и схему, связанную с широтно-импульсным модулятором отдельного источника электропитания, чтобы обеспечивать непроводящее состояние, по меньшей мере, одного из переключателей в течение времени, когда ток в обмотке превышает заданное значение тока. Это решение называется схемой защиты от насыщения сердечника, которая содержится в стандартной интегральной схеме широтно-импульсного модулятора и используется для исключения перегрузки по току в выходном сварочном посте.
В соответствии с еще одним аспектом данного изобретения аппарат электродуговой сварки используют с параллельной и/или последовательной сварочной машиной, такой как трубосварочная машина.
В соответствии с основной задачей данного изобретения аппарат электродуговой сварки предназначен для обеспечения сильных сварочных токов за счет комбинирования нескольких отдельных менее мощных источников электропитания и выполнен с возможностью равного совместного пользования током.
Еще один объект данного изобретения заключается в создании аппарата электродуговой сварки, характеризуемого выше и включающего в себя множество параллельно подключенных источников электропитания для обеспечения хорошего статического и динамического совместного пользования током несколькими источниками электропитания.
Еще один объект данного изобретения заключается в создании аппарата электродуговой сварки, характеризуемого выше и использующего единый сигнал управления током и также единую схему усилителя сигнала ошибки и обратной связи, в аналоговом или цифровом виде для управления каждым из отдельных источников электропитания с тем, чтобы они точно совместно обеспечивали ток, требуемый аппарату электродуговой сварки.
Указанные выше и прочие объекты и преимущества данного изобретения будут раскрыты в следующем ниже описании в совокупности с прилагаемыми чертежами.
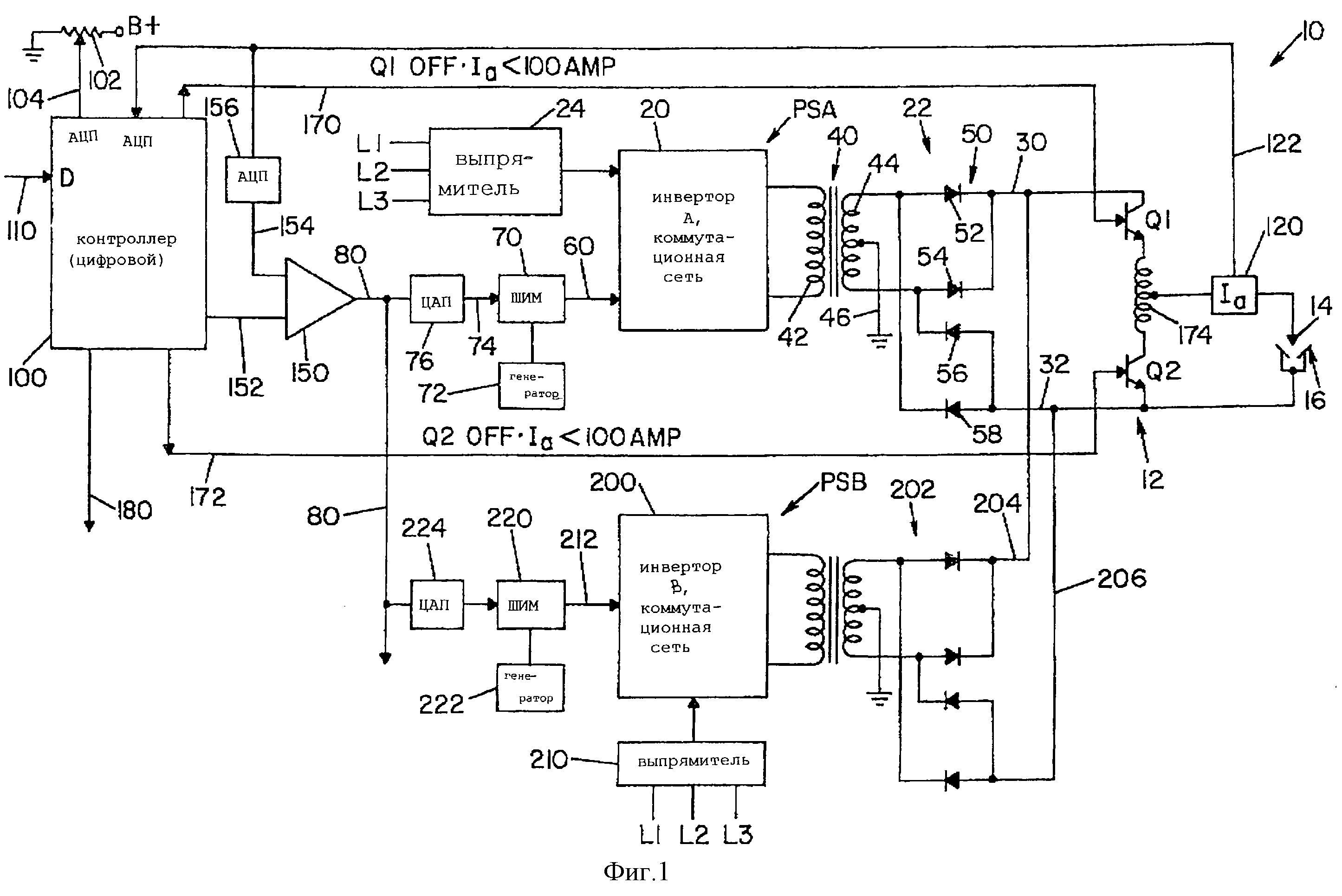
Фиг. 1 - комбинация принципиальной схемы и блок-схемы, иллюстрирующих предпочтительный вариант реализации данного
изобретения;
Фиг.2 - упрощенная принципиальная схема, иллюстрирующая предпочтительный вариант реализации данного изобретения в случае использования сварочным аппаратом более двух источников
электропитания;
Фиг.3 - график постоянных токов, обеспечиваемых аппаратом электродуговой сварки, имеющим два источника электропитания в соответствии с данным изобретением;
Фиг.4
- график, аналогичный фиг.3, иллюстрирующий недостатки совместного пользования током в соответствии с известным уровнем техники;
Фиг. 5 - частичная блок-схема, раскрывающая применение схемы
защиты от насыщения сердечника для интегральной схемы широтно-импульсного модулятора отдельных источников электропитания, применяемых в фиг.1;
Фиг. 6 - блок-схема, изображающая применение
данного изобретения для последовательного и параллельного подключения множества электродов, используемых для сварки труб;
Фиг. 7 - увеличенное частичное сечение параллельных электродов и
последовательных электродов для осуществления данного изобретения, иллюстрируемого в фиг.5.
Обращаясь к чертежам, предназначающимся только для иллюстрирования предпочтительных вариантов реализации данного изобретения и не для целей его ограничения: фиг.1 изображает аппарат электродуговой сварки 10 для снабжения постоянным сварочным током Iа сварочного поста 12 коммутационного типа, имеющего транзисторные переключатели Q1, Q2 для пропускания сварочного тока по электроду 14 и обрабатываемой детали 16. Сварной шов формируют двумя свариваемыми вместе концами трубной секции или продольным швом трубопрокатного стана. Аппарат имеет множество инверторных источников электропитания, два из которых изображены в фиг.1 как источник электропитания PSA и источник электропитания PSB. Источник электропитания PSA является определенным источником электропитания, используемым правопреемником данной заявки - компанией The Lincoln Electric Company, и который позволяет осуществить данное изобретение для подачи постоянного тока на вход сварочного поста 12. Источник электропитания PSA содержит инвертор 20 коммутационного типа, имеющий стандартную высокочастотную коммутационную сеть для обеспечения постоянного тока из выходного каскада 22 с помощью энергии из выпрямителя 24, работающего от стандартного трехфазного линейного напряжения L1, L2 и L3. Выходной каскад 22 формирует постоянный ток на входных выводах 30, 32 сварочного поста 12. Выходной каскад имеет трансформатор 40 с первичной обмоткой 42 и вторичной обмоткой 44 с заземленным ответвлением от средней точки 46. Выпрямительный каскад 50 содержит диоды 52, 54, 56 и 58 с полюсами согласно фиг. 1, чтобы формировать постоянный ток на выводах 30, 32 в соответствии с импульсным сигналом на входной линии 60 в стандартный, широтно-импульсный модулятор 70, работающий на высокой частоте. Высокая частота превышает 18 кГц и регулируется генератором 72. На практике используют цифровой формат. Так, входной сигнал 74, являющийся аналоговым сигналом, формируется цифроаналоговым преобразователем 76. Импульсы на линии 60 управляют выходным постоянным током на выводах 30, 32, а уровень тока определяют напряжением главного сигнала тока на линии 80. Следовательно, величина напряжения на линии 80 определяет постоянный ток, прилагаемый источником электропитания PSA к входным выводам 30, 32 сварочного поста 12. В соответствии с данным изобретением главный сигнал тока на линии 80 формируют контроллером 100, который является цифровой управляющей схемой. Поэтому аналоговые сигналы, поступающие в контроллер 100, необходимо преобразовать. Предпочтительно применение цифрового представления напряжения на линии 80. Цифровая форма обеспечивает возможность передачи с небольшими помехами. Контроллер 100 имеет стандартный входной сигнал управления, который может быть аналоговым и который иллюстрирован как выходной сигнал потенциометра 102, управляющий напряжением на линии 104. Этот аналоговый сигнал управления используется контроллером 100 для определения выходной мощности сварочного поста 12. Аналоговое напряжение преобразуют в цифровое в контроллере 100. В предпочтительном варианте реализации данного изобретения сигналом управления является цифровой сигнал на линии 110, направляемый в контроллер 100. Стандартная схема обратной связи использует датчик сварочного тока 120, изображаемый в виде шунта, для обеспечения напряжения, характеризующего ток дуги на линии 122. Этот аналоговый сигнал направляют в контроллер 100, где его преобразуют в цифровой сигнал для обработки с помощью стандартных средств программного обеспечения. Цифровая схема 150 усилителя сигнала ошибки принимает сигнал управления, управляемый сигналом на линии 104 или линии 110, для формирования дополнительного значения на первой входной линии 152 в усилитель сигнала ошибки 150. Другим входным сигналом 154 является цифровой сигнал из преобразователя 156, где аналоговое представление на линии 122 преобразуют в дискретное число. Два дискретных числа на линиях 152, 154 обрабатывают в соответствии со стандартной технологией, схематически представляемой как усилитель 150 сигнала ошибки, чтобы сформировать главный сигнал управления, который является дискретным числом, на линии 80. Сварочный пост 12 содержит транзисторные переключатели Q1, Q2, такие как IGBT, которые переключаются между проводящим и непроводящим состояниями. Типоразмеры переключателей подбирают сообразно общему сварочному току. Логический вентиль на линиях 170, 172 создают за счет контроллера 100 PSA. Этот тип конструкции раскрыт в упомянутой выше заявке 233,235. Контроллер также формирует синхронизирующий выходной сигнал на линии 180 для координации количества отдельных сварочных аппаратов либо стандартной конструкции, либо конструкции в соответствии с данным изобретением согласно фиг.6. С помощью программного обеспечения единого контроллера 100 обеспечивается возможность понижать ток переключения.
В соответствии с вышеизложенным источник электропитания PSA, который считается "главным" источником электропитания, подает постоянный ток на выводы 30, 32 в соответствии с главным сигналом тока на линии 80. Данное изобретение использует множество источников электропитания, содержащих по меньшей мере один подчиненный источник электропитания, обозначенный как PSB. Этот подчиненный источник электропитания по существу является тем же источником, что и главный источник электропитания PSA, за тем исключением, что он не имеет отдельного контроллера 100 или отдельной схемы обратной связи. Следовательно, PSB содержит стандартный коммутационный преобразователь 200, подобный инвертору 20, имеющему выходной каскад 202, который по существу тот же, что и выходной каскад 22 инвертора 20. Постоянный ток на линиях 204, 206 направляют параллельно на входные выводы 30, 32 сварочного поста 12, в результате чего ток из PSA и ток из PSB комбинируют, чтобы обеспечить входной ток для сварочного поста. Как и в источнике электропитания PSA, источник электропитания PSB содержит выпрямитель 210, приводимый в действие трехфазным линейным напряжением L1, L2, L3 таким образом, что импульсы на входной линии 212 управляют широтно-импульсным модулятором 220, работающим на высокой частоте свыше 18 кГц и управляемым частотой генератора 222. Выходным током на линиях 204, 206 управляют с помощью формирующего напряжение главного цифрового сигнала тока на линии 80, изменяемого на аналоговый сигнал с помощью преобразователя 224. Данное изобретение предусматривает применение более двух источников электропитания в аппарате дуговой электросварки 224. Линия 80, по которой проходит главный сигнал тока, изображена как продленная. Эту линию используют для управления третьим источником электропитания PSC согласно фиг. 2. Третий источник электропитания формирует свой собственный ток на линиях 230, 232, соединенных параллельно с входными выводами 30, 32.
В работе: сварочным постом 12 управляет сигнал управления на линиях 104 или 110. Цифровая схема обратной связи обеспечивает определенный датчиком ток дуги в цифровом формате, представленный линией 154 для сравнения с цифровой информацией на линии 152, чтобы сформировать цифровой главный сигнал тока, представленный линией 80. Разумеется, "линии" в фиг.1 характеризуют программную обработку цифровых данных. Главный сигнал тока характеризует разницу между требуемым током и фактическим выходным током. Этот сигнал обычно имеет значение, обратное числу блоков источников электропитания в аппарате электродуговой сварки 10. Согласно фиг.1 главный сигнал тока является сигналом, запрашивающим от каждого источника электропитания половину требуемого тока. В фиг.2 главный сигнал тока запрашивает от каждого источника электропитания одну треть требуемого тока. Следовательно, каждый из источников электропитания будет обеспечивать одинаковое количество тока; причем эти величины тока суммируются на выводах 30, 32 для обеспечения необходимого сварочного тока. Сварочный аппарат 10 обладает хорошими статическими и динамическими характеристиками совместного пользования током и обеспечивает возможность комбинирования большого числа источников электропитания, имеющих небольшие значения номинального тока, в целях формирования сильных выходных токов для аппарата электродуговой сварки 10. Действие аппарата электродуговой сварки 10 схематически изображено в фиг.3, где график 300 представляет общий ток дуговой сварки, составленный на 50% из тока источника электропитания PSA, представленного кривой 302, и на 50% из тока источника электропитания PSB, представленного кривой 304. С помощью единого цифрового главного сигнала тока, представленного линией 80 и управляющего всеми источниками электропитания, составляющими сварочный аппарат, каждый из источников электропитания производит равную долю общего тока. Единая схема обратной связи регулирует этот уровень тока. Источники электропитания меньшей мощности можно скомбинировать, чтобы сформировать сварочный аппарат, имеющий выходные токи свыше 2000-3000 А. В известном уровне техники согласно фиг.4 выходные токи из параллельных источников электропитания, имеющих свой собственный сигнал управления, контроллер 100 и схему обратной связи, представлены в графиках 310, 312, которые не обеспечивают равные составляющие тока.
Фиг. 1А изображает небольшую модификацию сварочного поста 12 аппарата электродуговой сварки 10. Хотя сварочный пост не является частью данного изобретения, изображен альтернативный сварочный пост 12а. В этом посте транзисторные переключатели Q1, Q2 направляют ток сварки Iа в выходную цепь, содержащую последовательный дроссель 174а вместо дросселя отвода от средней точки 174, применяемого в предпочтительном варианте реализации изобретения. Оба осуществления сварочного аппарата используют множество источников электропитания, таких как PBSA, PBSB, PBSC и др.
В предпочтительном варианте реализации данного изобретения каждый источник электропитания обеспечивают цепью, устраняющей возникновение сверхтока, особенно во время пуска. Цепь, используемая для источников электропитания, изображена для применения в источнике электропитания PSA. На практике эту же цепь используют для всех источников электропитания. Широтно-импульсный модулятор 70 имеет стандартную схему защиты от насыщения сердечника, которую приводят в действие уровнем напряжения на выводе AS. Выходной трансформатор 40 имеет трансформатор тока 320 для определения тока Iр первичной обмотки, как указано в рамке 322. Напряжение на линии 324 имеет напряжение, представляющее ток первичной обмотки. При повышении напряжения на линии 324 свыше определенного уровня схема защиты от насыщения сердечника в интегральной схеме широтно-импульсного модулятора блокирует работу одного из переключателей или полевого транзистора в инверторе 20 для уменьшения выходного тока на первичной обмотке 42. Поэтому в соответствии со стандартной практикой выходной ток источника электропитания ограничивают, чтобы исключить работу при наличии сверхтока.
Согласно фиг. 6 и 7 данное изобретение обладает существенной универсальностью и его можно использовать для многих применений, для которых требуются сильные сварочные токи. Фиг.6 и 7 изображают два отдельных аппарата электродуговой сварки 10 и 10а, выполненных в соответствии с данным изобретением. Сварочный аппарат 10b является стандартным сварочным аппаратом, имеющим только главный источник электропитания. Сварочные аппараты 10, 10а и 10b используют для сварки труб, в которых три электрода 14, 330 и 332 перемещают вдоль зазора между пластинами 340, 342, составляющими обрабатываемую деталь 16. Электроды изображены и в последовательном, и в параллельном расположении, причем они закреплены для обеспечения единого перемещения в каретке 350, указанной пунктирной линией. Три электрода крепят вместе кареткой 350, которая перемещается в направлении, указанном стрелкой в стыке между пластинами 340, 342. Три электрода приводят в действие тремя отдельными аппаратами электродуговой сварки 10, 10а и 10b, чтобы осуществлять единую операцию сварки. Разумеется, в отдельных аппаратах можно использовать единичный электрод, последовательные электроды и/или параллельное расположение электродов. При применении отдельных сварочных аппаратов для электродов сварочный пост 12 работает либо на разных частотах, либо на одной и той же частоте с отрегулированной фазой, обозначенной позициями 360 и 362 в фиг.6. Каждый из сварочных аппаратов 10, 10а и 10b имеет свой собственный контроллер 100, 100а и 100b, который управляет частотой сигналов логического вентиля на линиях 170, 172. Синхронизирующий сигнал 180 управляет исходным положением выходных импульсов тока с помощью контроллеров 100а и 100b. Фазу или сдвиг в сварочных аппаратах 10а и 10b регулируют регуляторами 360, 362 фазы. Таким образом, низкочастотное переключение транзисторных переключателей Q1, Q2 происходит на разной фазе для всех сварочных аппаратов. Тем самым предотвращают помехи между токами, подаваемыми в электроды. В соответствии с данным изобретением в его предпочтительном варианте реализации можно произвести различные модификации, например подбор количества источников электропитания, приводимых в действие единым главным сигналом тока, подбор типа сварочных постов и подбор расположения электродов. Их эксплуатацию можно проводить в аналоговом режиме либо в цифровом режиме.
Формат обработки данных - цифровой, но в иллюстрируемых примерах он изображен аналоговым и может быть таковым. Разумеется, интегральные схемы 70, 220 широтно-импульсного модулятора являются аналоговыми. Их можно преобразовать в цифровые в последующей доработке данного изобретения.
Реферат
Изобретение относится к электродуговой сварке и более конкретно - к усовершенствованному аппарату для электродуговой сварки, содержащему множество отдельных источников электропитания, и может быть использовано при сварке труб. Аппарат содержит множество источников электропитания, подключенных к единому сварочному посту с входом постоянного тока для подачи тока дуговой сварки на электроды и обрабатываемую деталь. Каждый из источников электропитания содержит коммутационный инвертор с выходным постоянным током, определяемым сигналом, направляемым на вход источника электропитания, схему, подключающую выходные постоянные токи параллельно на входе сварочного поста, схему обратной связи, содержащую датчик для формирования сигнала тока, характеризующего ток дуги, источник сигнала управления, схему для формирования главного сигнала тока на основе определенного датчиком сигнала тока и сигнала управления и схему для подачи главного сигнала тока на вход множества источников электропитания. В результате работы источники электропитания поровну совместно пользуются постоянным током, направляемым на вход постоянного тока сварочного поста. 3 с. и 34 з.п.ф-лы, 7 ил.
Комментарии