Устройство для сварки с датчиком для определения параметра, указывающего размер сварочного электрода - RU2602702C2
Код документа: RU2602702C2
Чертежи





Описание
[0001] Изобретение относится в общем к системам сварки, включающим сварочные аппараты и сварочные горелки. Конкретно настоящее раскрытие относится к системам и способам определения диаметра сварочного материала, используемого в операции сварки, и автоматической установки соответствующих параметров сварки.
[0002] Системы сварки распространены практически повсеместно во всех отраслях промышленности. Такие системы в настоящее время используются во всех отраслях промышленности, включая производство, строительство основных фондов, судостроение, строительство трубопроводов, обслуживание и ремонт и т.д. Многие области применения сварки могут представлять собой сложные проекты, которые часто требуют выполнения различных типов сварных швов, включая сварные швы различных размеров. Такие сварные швы часто требуют использование сварочного материала различных размеров. Например, небольшое сварное изделие может требовать использование относительно тонкой сварочной проволоки, а большое прочное сварное изделие может требовать использование относительно толстой сварочной проволоки. Для того чтобы завершать такой проект, может быть необходима замена сварочного материала одного размера на сварочный материал другого размера. Это может происходить один или более раз во время одной операции или сеанса сварки. В общем оператор должен останавливать сварку и вручную заменять сварочный материал.
[0003] Дополнительно для наилучшей характеристики сварочный материал определенного размера в общем требует определенный набор параметров сварки, например параметров зажигания дуги. Уровень силы тока является примером. В связи с этим, когда сварочный материал заменяется, оператор в общем должен вернуть сварочный аппарат к ручному изменению и/или установке одного или более из этих параметров. К сожалению, это создает более высокую вероятность ошибки оператора по многим причинам. Например, оператор может не знать, что параметры зажигания дуги должны быть изменены при изменении сварочного материала, и даже пользователь, который знает, может забыть сделать это. Также может быть ситуация, когда пользователь изменяет параметры зажигания дуги, но изменяет их на ошибочную установку. Это может приводить к уменьшению производительности, а также к плохому качеству сварки. Соответственно существует необходимость в улучшенных системах сварки, которые преодолевают такие недостатки.
КРАТКОЕ ОПИСАНИЕ
[0004] В примерном варианте выполнения система сварки включает сварочную горелку, сварочный аппарат, соединенный со сварочной горелкой, выполненный с возможностью производить сварочную дугу в сварочной горелке, и датчик, выполненный с возможностью определять параметр, указывающий размер сварочного материала, используемого сварочной горелкой. Датчик выполнен с возможностью отправлять сигнал сварочному аппарату, причем сигнал представляет собой параметр, указывающий размер сварочного материала. Сварочный аппарат выполнен с возможностью автоматически выполнять по меньшей мере один из параметра зажигания дуги или параметра сварки на основании сигнала.
[0005] В другом варианте выполнения система сварки включает сварочную горелку, включающую датчик, выполненный с возможностью определять параметр, указывающий размер сварочного материала, используемого сварочной горелкой, и выводить сигнал, представляющий определяемый параметр, и контроллер, расположенный внутри сварочного аппарата. Контроллер выполнен с возможностью принимать сигнал от датчика для преобразования сигнала в соответствующий набор параметров зажигания дуги или параметров сварки и для выполнения параметров зажигания дуги или параметров сварки.
[0006] В другом варианте выполнения способ включает этапы, на которых определяют сигнал датчика, используя датчик, связанный со сварочной горелкой, причем сигнал датчика указывает размер сварочного материала, используемого сварочной горелкой, передают сигнал датчика от датчика к контроллеру, расположенному внутри сварочного аппарата, обрабатывают сигнал датчика путем преобразования сигнала датчика в соответствующий набор параметров зажигания дуги или параметров сварки и выполняют соответствующий набор параметров зажигания дуги или параметров сварки в сварочном аппарате, причем сварочный аппарат выполнен с возможностью производить дугу с соответствующим набором параметров зажигания дуги или параметров сварки.
ЧЕРТЕЖИ
[0007] Эти и другие признаки, аспекты и преимущества настоящего изобретения станут лучше понятны при прочтении следующего далее подробного описания со ссылкой на сопровождающие чертежи, на которых одинаковые обозначения представляют одинаковые части на всех чертежах, на которых:
[0008] Фиг. 1 представляет собой изображение в разобранном виде сварочной горелки GTAW в соответствии с вариантами выполнения настоящего раскрытия;
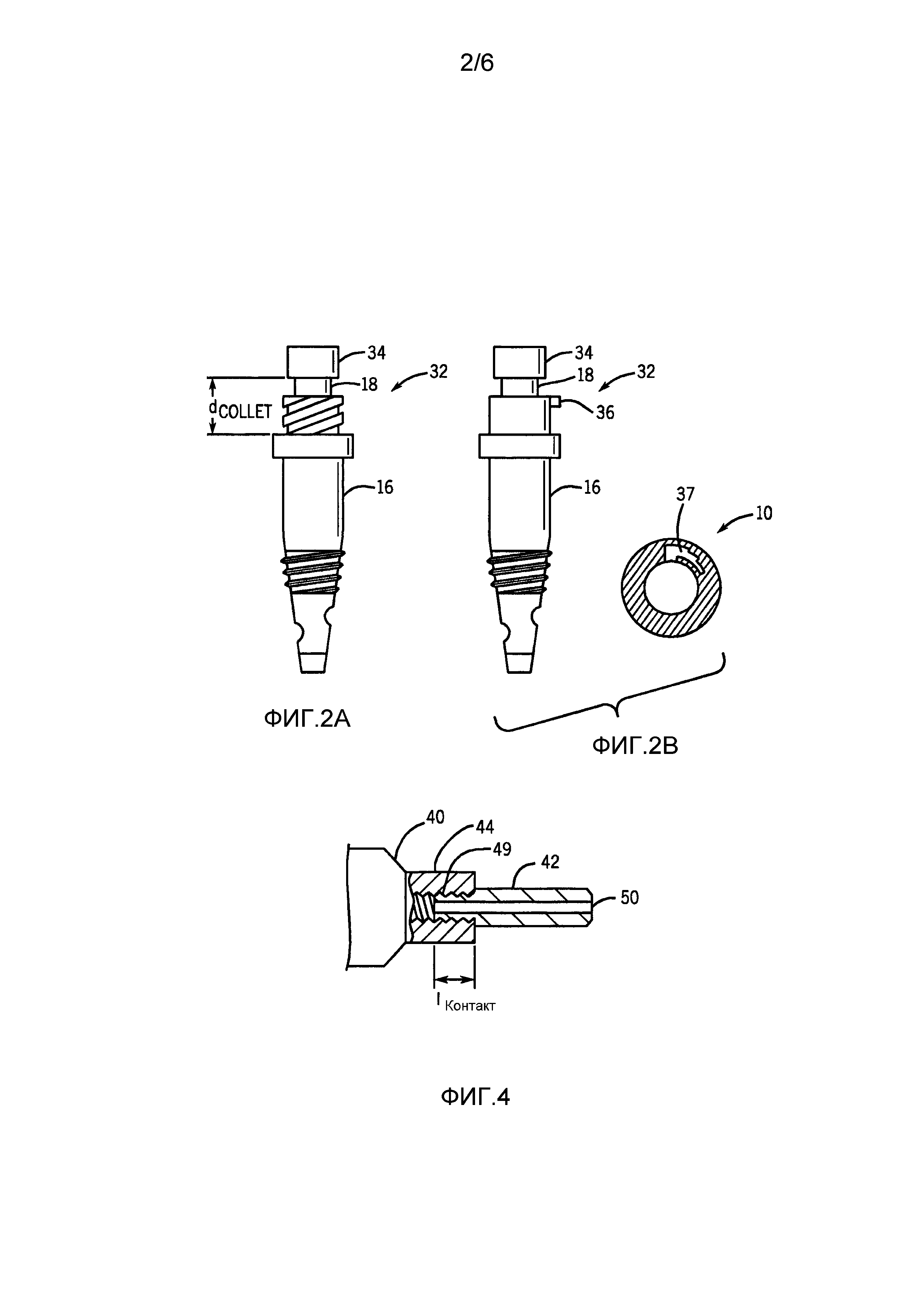
[0009] Фиг. 2A представляет собой вид цанги и узла корпуса цанги в соответствии с вариантами выполнения настоящего раскрытия;
[0010] Фиг. 2B представляет собой вид альтернативной цанги и узла корпуса цанги в соответствии с вариантами выполнения настоящего раскрытия;
[0011] Фиг. 3 представляет собой изображение в разобранном виде сварочной горелки GMAW в соответствии с вариантами выполнения настоящего раскрытия;
[0012] Фиг. 4 представляет собой вид в поперечном сечении собранного сопла, диффузора и контактного наконечника сварочной горелки SMAW в соответствии с вариантами выполнения настоящего раскрытия;
[0013] Фиг. 5 представляет собой вид сбоку электрододержателя, используемого с системой сварки SMAW, в соответствии с вариантами выполнения настоящего раскрытия;
[0014] Фиг. 6 представляет собой технологическую схему, иллюстрирующую процесс автоматического выполнения параметров зажигания дуги в соответствии с вариантами выполнения настоящего раскрытия; и
[0015] Фиг. 7 представляет собой систему сварки, которая включает систему определения материала и управления, в соответствии с вариантами выполнения настоящего раскрытия.
ПОДРОБНОЕ ОПИСАНИЕ
[0016] Как описано более подробно ниже, здесь обеспечены варианты выполнения систем сварки, включающие системы определения материала и управления, выполненные с возможностью обеспечивать указание размера сварочного материала в сварочном устройстве (например, сварочной горелке, электрододержателе и т.д.) для того, чтобы автоматически изменять и/или устанавливать параметры сварки, например, параметры зажигания дуги, подходящие для конкретного размера сварочного материала. Например, в одном варианте выполнения система определения материала может определять, когда сварочная проволока размера A заменяется сварочной проволокой размера В в сварочной горелке, а система управления может автоматически регулировать один или более параметров зажигания дуги соответственно при определении нового размера сварочной проволоки. Для дополнительного примера в таком варианте выполнения система управления может изменять настройку силы тока сварочного аппарата для производства меньшего тепла, так как сварочная проволока размера В может иметь характеристики лучше при более низкой температуре по сравнению со сварочной проволокой размера A. Подобным образом в некоторых вариантах выполнения сила тока может быть увеличена или уменьшена или другие параметры могут быть изменены подходящим образом, чтобы обеспечивать идеальные параметры сварки для конкретного размера сварочного материала.
[0017] Автоматический выбор и применение соответствующих параметров зажигания дуги освобождает оператора от необходимости вручную устанавливать правильные параметры зажигания дуги при изменении размеров сварочного материала. В связи с этим представленная здесь система сварки снижает возможность наличия ошибочных параметров зажигания дуги при изменении сварочного материала, так как правильные параметры зажигания дуги определяются и устанавливаются автоматически. Дополнительно представленная здесь система сварки также может быть выполнена с возможностью автоматической установки, поддержания и регулировки других параметров функционирования или сварки во время сварки. Раскрытая система сварки может быть использована со многими типами способов сварки и сварочного оборудования, включая дуговую сварку вольфрамовым электродом в газовой среде (GTAW), дуговую сварку металлическим электродом в газовой среде (GMAW), дуговую сварку металлическим электродом в защищенной среде (SMAW) и т.д. В целях краткости и наглядности только образец вариантов выполнения раскрытой системы сварки включен в настоящем раскрытии.
[0018] Далее, возвращаясь к фигурам, Фиг. 1 представляет собой изображение в разобранном виде сварочной горелки 10 GTAW, которая может быть использована в системе сварки, например, в системе 76 сварки, проиллюстрированной на Фиг. 7. Следует отметить, что сварочная горелка 10 GTAW, проиллюстрированная на Фиг. 1, представляет собой только один примерный тип сварочной горелки, которая может использовать описанные здесь технологии определения материала. Например, дополнительные примерные сварочные горелки, которые могут использовать настоящую технологию, проиллюстрированы на Фиг. 3 и 5. В варианте выполнения, проиллюстрированном на Фиг. 1, сварочная горелка 10 GTAW включает электрод 12, чашку 14, корпус 16 цанги, цангу 18, тепловой экран 20, корпус 22 горелки, изолятор 24 заднего колпачка, уплотнительное кольцо 26, задний колпачок 28 и рукоятку 30. При полной сборке электрод 12 в общем расположен внутри цанги 18, а цанга 18 в общем расположена внутри корпуса 16 цанги концентрическим образом, как показано. Когда цанга 18 расположена внутри корпуса 16 цанги, корпус 16 цанги прилагает внутреннюю силу вокруг цанги 18 так, что цанга 18 крепко сжимает электрод 12. В общем электроды 12 различных размеров могут быть использованы для выполнения различных типов сварных швов и являются взаимозаменяемыми. Соответственно каждый размер электрода 12 в общем сопровождается цангой 18 и корпусом 16 цанги соответствующих размеров. Таким образом, когда электрод 12 меняется, корпус 16 цанги и цанга 18 могут быть также заменены.
[0019] В некоторых вариантах выполнения параметры зажигания дуги или сварки могут быть установлены посредством определения конфигурации, размера и/или типа самого электрода 12, цанги 18, корпуса 16 цанги или любой совокупности или соотношения вышеописанных, все из которых могут включать информацию, указывающую конфигурацию, размер и/или тип используемого электрода 12. В общем датчик 31 может использоваться для сбора этих данных и сообщения данных в виде сигнала системе определения материала и управления (например, системе 78 определения материала и управления, проиллюстрированной на Фиг. 7), которая может быть расположена, например, внутри системы сварки (например, системы 76 сварки, проиллюстрированной на Фиг. 6) и выполнена с возможностью принимать такой сигнал от датчика 31. Например, в некоторых вариантах выполнения датчик 31 может быть включен в корпус 22 горелки сварочной горелки 10 GTAW так, что когда корпус 16 цанги прикреплен к корпусу 22 горелки, датчик 31 может определять информацию от корпуса 16 цанги (и/или цанги 18 и/или электрода 12 и т.д.), относящуюся к конфигурации, размеру и/или типу электрода 12. Датчик 31 и система 78 определения материала и управления могут быть соединены вместе кабелем данных, который перемещает сигнал от датчика 31 к системе 78 определения материала и управления. Например, в некоторых вариантах выполнения кабель данных может продолжаться через корпус 22 горелки и рукоятку 30 и соединять сварочную горелку 10 GTAW с системой 78 определения материала и управления.
[0020] Как более подробно описано ниже со ссылкой на Фиг. 7, система 78 определения материала и управления включает схему управления и обработки, выполненную с возможностью принимать множество входных данных, включающих сигнал датчика от датчика 31. Система 78 определения материала и управления может быть выполнена с возможностью принимать и обрабатывать различные типы данных, включая напряжение, данные изображения, частоту и т.д. Система 78 определения материала и управления также может включать энергозависимую или энергонезависимую память, например, память на магнитном носителе, память на оптическом носителе или их совокупность. Более того, множество параметров управления, включая силу тока или частоту выходных данных сварки, может храниться в памяти вместе со считываемыми и исполняемыми машиной инструкциями (например, машинным кодом), выполненными с возможностью обеспечивать определенные выходные данные, относящиеся к таким параметрам, заданные определенными входными данными. По меньшей мере один источник входных данных может представлять собой сигнал датчика, принимаемый системой 78 определения материала и управления. Таким образом, при принятии сигнала датчика схема обработки преобразует сигнал датчика в считываемые машиной данные, которые становятся входными данными для исполняемых машиной инструкций, и посредством исполнения инструкций определяются соответствующие параметры зажигания дуги или сварки, и система 78 определения материала и управления работает для автоматического выполнения таких параметров соответственно. В связи с этим система 78 определения материала и управления является способной к автоматическому определению конфигурации, размера и/или типа информации, относящейся к электроду 12, и автоматическому (например, без ввода данных пользователем) выбору и выполнению параметров сварки для сварочной горелки 10 GTAW.
[0021] Описанные здесь варианты выполнения могут включать многие типы систем и способов определения материала. Фиг. 2A представляет собой подробный вид цанги и узла 32 корпуса цанги сварочной горелки 10 GTAW на Фиг. 1, причем цанга 18 расположена внутри корпуса 16 цанги. Как проиллюстрировано, цанга 18 включает конец 34 цанги, который в общем остается снаружи корпуса 16 цанги. Различные цанги, которые используются с электродами 12 соответственных размеров, могут иметь различные длины. Соответственно при расположении целиком расстояние dcollet между концом 34 цанги и корпусом 16 цанги может изменяться, и это расстояние может указывать размер (или другие параметры, например, конфигурацию, тип и т.д.) используемого электрода 12. Таким образом, в некоторых вариантах выполнения сварочная горелка 10 GTAW (и соответственная система 78 определения материала и управления) может быть выполнена с возможностью определять расстояние dcollet между концом 34 цанги и корпусом 16 цанги в качестве указателя размера электрода, и, таким образом, в дальнейшем автоматически выбирать правильные параметры зажигания дуги или сварки. Например, в некоторых вариантах выполнения используемый датчик 31 может представлять собой оптический датчик, выполненный с возможностью оптически определять расстояние dcollet между концом 34 цанги и корпусом 16 цанги. Для дополнительного примера оптический датчик может представлять собой камеру с низкой плотностью пикселей (например, которая используется в оптической компьютерной мыши), расположенную внутри сварочной горелки 10 GTAW, обращенную к концу 34 цанги и соответственному краю корпуса 16 цанги. Камера с низкой плотностью пикселей может отправлять изображение конца 34 цанги и соответственного края корпуса 16 цанги системе 78 определения материала и управления, которая с помощью обработки изображения способна определять расстояние dcollet между концом 34 цанги и корпуса 16 цанги. Таким образом, может быть определен размер используемого электрода 12. Однако, как описано выше, в других вариантах выполнения расстояние dcollet между концом 34 цанги и корпусом 16 цанги может указывать другие свойства, связанные с используемым электродом 12. Например, определенные расстояния dcollet могут быть сопоставлены с различными типами электродов 12, а система 78 определения материала и управления может быть выполнена с возможностью преобразовывать расстояния dcollet в отображения (которые, например, могут храниться в памяти системы 78 определения материала и управления, например, в таблице соответствия) для определения типа используемого электрода 12.
[0022] В качестве другого примера Фиг. 2B иллюстрирует другую цангу и узел 32 корпуса цанги, причем корпус 16 цанги включает элемент 36 ключа, прикрепленный на наружной стороне корпуса 16 цанги. Как описано выше, когда размер электрода меняется, корпус 16 цанги может также быть изменен. Таким образом, в этом варианте выполнения каждый различный корпус 16 цанги может быть связан с элементом 36 ключа в уникальном положении или конфигурации так, что каждый различный корпус 16 цанги вставляется в сварочную горелку 10 GTAW в уникальном положении внутри, например, соответствующего принимающего участка, такого как канавка 37 сварочной горелки 10 GTAW, позволяя корпусу 16 цанги быть определяемым на основании конфигурации и/или положения его элемента ключа. Таким образом, сварочная горелка 10 GTAW может быть способна определять, какой корпус 16 цанги используется, посредством положения корпуса 16 цанги и/или путем того, какой уникальный элемент 36 ключа вставляется.
[0023] Другими словами, в некоторых вариантах выполнения и расстояние dcollet между корпусом 16 цанги и концом 34 цанги 18, и уникальный элемент 36 ключа, который продолжается от корпуса 16 цанги, могут быть использованы для передачи информации, относящейся к используемому электроду 12. Например, расстояние dcollet между корпусом 16 цанги и концом 34 цанги 18 может передавать первый элемент информации (например, размер электрода 12), а уникальный элемент 36 ключа, который продолжается от корпуса 16 цанги, может передавать второй элемент информации (например, тип электрода 12). В качестве другого примера конкретные совокупности расстояния dcollet между корпусом 16 цанги и концом 34 цанги 18 и уникального элемента 36 ключа, который продолжается от корпуса 16 цанги, могут в совокупности передавать информацию, относящуюся к используемому электроду 12.
[0024] Дополнительно в некоторых вариантах выполнения различные цанги 18 могут быть маркированы различно окрашенными отметками или светодиодами, причем различные цвета соответствуют различным размерам (или другим свойствам) соответственных электродов 12. Кроме того, оптический датчик может быть выполнен с возможностью определять цвет или частоту, излучаемую отметкой или светодиодом на цанге 18. Датчик оптического типа может быть выполнен другими путями для определения размера используемого электрода 12. Более того оптический датчик также может быть использован в других системах сварки, отличных от систем сварки GTAW, и/или в другом определении размера сварочного материала, отличном от электродов 12.
[0025] Более того в некоторых вариантах выполнения цанги 18 могут иметь различные значения сопротивления, которые могут изменяться. Таким образом, сварочная горелка 10 GTAW может быть выполнена с возможностью определения используемой цанги 18 посредством измерения сопротивления цанги 18. Это может быть выполнено путем покрытия или образования цанг 18 или концов 34 цанг из различных материалов или различной толщины для изменения сопротивления различных цанг 18 или концов 34 цанг. В связи с этим контакторы внутри сварочной горелки 10 GTAW могут быть использованы для измерения сопротивления цанги 18 или конца 34 цанги в сварочной горелке 10 GTAW. Соответственно измеренное значение сопротивления или эквивалентного напряжения может быть использовано системой 78 определения материала и управления для определения размера (или другого параметра) электрода 12 и, таким образом, соответствующих настроек параметра зажигания дуги. Кроме того, одна или более из этих технологий определения (например, определение расстояний, наличие уникальных ключей, оптические свойства, значения сопротивления и т.д.) могут быть объединены вместе в некоторых вариантах выполнения.
[0026] Как предварительно отмечалось, описанные здесь технологии определения материала могут быть использованы с другими способами сварки и сварочным оборудованием. Например, Фиг. 3 иллюстрирует изображение в разобранном виде сварочной горелки 38 GMAW с возможностью определения размера используемого сварочного материала, например сварочной проволоки. В проиллюстрированном варианте выполнения сварочная горелка 38 GMAW включает сопло 40, контактный наконечник 42, диффузор 44, изолирующий колпачок 46 и корпус 48 горелки. В собранном состоянии первый конец 41 контактного наконечника 42 расположен в приемной части 43 диффузора 44 так, что первый конец 41 контактного наконечника 42 надежно соединен с диффузором 44. В некоторых вариантах выполнения контактный наконечник 42 может быть ввинчен в приемную часть 43. Сопло 40 может быть в общем расположено сверху диффузора 44 и контактного наконечника 42, оставляя второй конец 45 контактного наконечника 42 открытым, причем второй конец 45 представляет собой конец, противоположный первому концу 41, который расположен в приемной части 43 диффузора 44.
[0027] Фиг. 4 представляет собой вид в поперечном сечении собранной сварочной горелки 38 GMAW, конкретно показывающий сопло 40, диффузор 44 и контактный наконечник 42. Контактный наконечник 42 дополнительно включает канал 50 проволоки. В общем сварочная проволока перемещается от сварочной горелки 38 GMAW через канал 50 проволоки наружу контактного наконечника 42, где она используется. Канал 50 проволоки контактного наконечника 42 в общем выполнен с возможностью соответствовать сварочной проволоке определенного размера. Таким образом, когда сварочная проволока меняется от одного размера к другому, контактный наконечник 42 может быть изменен соответственно. В связи с этим размер используемой сварочной проволоки в общем определяется конкретным контактным наконечником 42, который используется. В некоторых вариантах выполнения сварочная горелка 38 GMAW может определять отличительные черты используемого контактного наконечника 42 и устанавливать соответствующие параметры зажигания дуги или сварки согласно размеру проволоки, связанному с конкретным используемым контактным наконечником 42. Различные контактные наконечники 42 могут иметь различные конфигурации. Например, длина lcontact участка контактного наконечника 42, который расположен в приемной части 43, может изменяться согласно размеру сварочной проволоки, используемой в контактном наконечнике 42. В связи с этим датчик 49 в приемной части 43 или рассеивателе 44 может измерять или определять размещенную длину контактного наконечника 42. Таким образом, могут быть получены отличительные признаки контактного наконечника 42 и размер сварочной проволоки, и правильные параметры зажигания дуги и/или сварки для такого размера сварочной проволоки могут быть выполнены системой 78 определения материала и управления.
[0028] Следует отметить, что в некоторых вариантах выполнения фактический размер сварочной проволоки не может фактически быть определен или получен в любой момент во время определения или обработки. Такие варианты выполнения могут определять определенную характеристику, связанную с размером сварочной проволоки, например, конфигурацию контактного наконечника 42, цанги 18 и т.д., и непосредственно преобразовывать характеристику в соответствующие параметры зажигания дуги, исключая рассмотрение фактического размера проволоки. В таких вариантах выполнения система 78 определения материала и управления может сохранять в памяти ссылку на заданные отношения между такими значениями характеристики и правильными параметрами зажигания дуги. Например, система 78 определения материала и управления может сохранять ссылочную таблицу в памяти, в которой перечислена каждая возможная длина цанги (или соответственный сигнал датчика) и правильные параметры зажигания дуги или сварки для каждой возможной длины цанги (или соответственного сигнала датчика). Таким образом, как здесь описано, получение размера сварочного материала может быть интерпретировано как получение представления размера сварочного материала, а не его прямое измерение.
[0029] В некоторых вариантах выполнения система сварки может включать систему сварки SMAW. Фиг. 5 представляет собой вид сбоку электрододержателя 51, используемого с системой сварки SMAW. Проиллюстрированный электрододержатель 51 включает зажим 52 с зубцами 54 и стержень 56, прикрепленный к зажиму 52 так, что зажим 52 может открываться и закрываться на одном конце. Зажим 52 в общем соединен с рукояткой 58 электрододержателя 51. Одна сторона зажима 52 может быть соединена с рычагом 60 так, что когда рычаг 60 нажат, зажим 52 является открытым. Дополнительно рычаг 60 может быть соединен с рукояткой 58 пружиной 62, которая оказывает толкающее вверх усилие на рычаг 60 так, что зажим 52 имеет тенденцию к закрытию. В общем используемый электрод удерживается между зубцами 54 зажима 52 во время операции сварки. Чем толще используемый электрод, тем больше будут отделены зубцы 54 зажима во время операции сварки.
[0030] Таким образом, в некоторых вариантах выполнения электрододержатель 51 может быть выполнен с возможностью определения размера используемого электрода. Как только степень открытия зажима 52 непосредственно соотносится с размером используемого электрода, он удерживается, причем стержень 56 зажима 52 может быть механически соединен с потенциометром 61 так, что потенциометр 61 повернут в степени, пропорциональной повороту стержня 56. Так как вращение стержня 56 непосредственно соотносится с открытием зажима 52, которое в свою очередь непосредственно соотносится с размером используемого электрода, выходные данные потенциометра 61 в общем отражают размер используемого электрода. Таким образом, размер используемого электрода может быть определен, и соответствующие параметры зажигания дуги или сварки могут быть автоматически определены и выполнены.
[0031] Дополнительно в некоторых вариантах выполнения размер используемого электрода, удерживаемого между зубцами 54 зажима 52, может быть определен путем измерения расстояния между рычагом 60 и рукояткой 58, так как положение рычага 60 в общем является пропорциональным расстоянию между зубцами 54 зажима 52. В таком варианте выполнения рычаг 60 может включать линейный контактор 59, продолжающийся от рычага 60 через внутреннюю часть пружины 62 и через отверстие в рукоятке 58. В соответствующих положениях внутри рукоятки 58 имеется множество принимающих контакторов, расположенных линейно в направлении линейного контактора 59. Таким образом, когда рычаг 60 нажат, линейный контактор 59 дополнительно опущен посредством пружины 62 и находится в контакте с одним или более принимающими контакторами. Принимающие контакторы расположены так, что когда линейный контактор 59 дополнительно опущен посредством пружины 62, больше принимающих контакторов или другие принимающие контакторы становятся электрически соединены с линейным контактором 59. Таким образом, с помощью соответствующей схемы положение рычага 60 и, таким образом, размер используемого электрода могут быть определены. Дополнительно в некоторых вариантах выполнения электрододержатель 51 (и другие сварочные горелки) может использовать тензометр для получения представления размера сварочного материала.
[0032] Раскрытые технологии определения материала являются способными определять размер (или другие параметры) сварочного материала, используемого в процессе сварки, либо непосредственно путем определения самого сварочного материала, либо опосредованно путем определения конфигурации используемой сварки, например, цанги 18, корпуса 16 цанги, контактного наконечника 42, зажима 52 и т.д. В некоторых вариантах выполнения параметры сварочного материала могут определяться непрерывно, и параметры зажигания дуги могут быть изменены, когда происходит изменение определенного параметра материала. В других вариантах выполнения параметры сварочного материала могут определяться только один раз на каждое изменение материала. Например, параметры сварочного материала могут определяться только при вставке цанги 18 (в сварочную горелку GTAW), так как вставка цанги 18 может означать изменение размера сварочного материала, например. Дополнительно в некоторых вариантах выполнения вставка цанги 18 может нажимать пусковой механизм, который отправляет сигнал системе 78 определения материала и управления для сборки данных от датчика.
[0033] Фиг. 6 иллюстрирует способ 63, который может быть использован для определения размера сварочного материала (или другого свойства сварочного материала) и автоматического выполнения соответствующих параметров зажигания дуги в соответствии с вариантом выполнения настоящего изобретения. Способ 63 включает этапы, на которых приводят в действие систему 78 определения материала и управления (блок 64) и принимают один или более сигналов датчика от датчика, относящихся к размеру используемого сварочного материала (блок 65). Приведение в действие системы 78 определения материала и управления (блок 64) может включать этап, на котором включают всю систему 76 сварки так, что система 78 определения материала и управления активируется, когда активируется система 76 сварки. В некоторых вариантах выполнения приведение в действие системы 78 определения материала и управления (блок 64) может возникать, когда запускается пусковой механизм сварочной горелки, означающий, что сварочный материал изменен. Такие варианты выполнения могут включать этап, на котором определяют, когда участок сварочной горелки является открытым или закрытым, извлеченным или вставленным, такие действия необходимы для изменения сварочного материала. Например, в некоторых вариантах выполнения кнопка или переключатель, расположенный внутри сварочной горелки, может нажиматься, когда цанга 18, контактный наконечник 42 и т.д. вставляется в сварочную горелку.
[0034] Затем сигнал датчика (блок 66) выводят из датчика и используют в качестве входных данных для системы 78 определения материала и управления. Сигнал датчика (блок 66) может включать множество типов сигнала, например, данные изображения, напряжение частоту и т.д. Сигнал датчика (блок 66) далее обрабатывается системой 78 определения материала и управления (блок 68). Этот этап может включать этап, на котором преобразуют необработанный сигнал датчика в пригодные к использованию машиной данные, совместимые с системой 78 определения материала и управления. Например, система 78 определения материала и управления может сохранять заданный список возможных значений сигнала датчика и набор параметров зажигания дуги и/или сварки, которые соответствуют каждому сигналу датчика. Система 78 определения материала и управления дополнительно преобразует сигнал датчика в набор параметров зажигания дуги и/или сварки (блок 70) посредством соответствия принимаемого сигнала датчика одному из заданных сигналов датчика и, таким образом, правильным параметрам. В некоторых вариантах выполнения заданные сигналы датчика могут быть выполнены в виде дискретных значений или быть разделены на диапазоны. В связи с этим принимаемый сигнал датчика также может являться дискретным и точно соответствовать заданному сигналу датчика или он может представлять собой аналоговое значение, которое может попадать в один из заданных диапазонов сигнала датчика.
[0035] Когда сигнал датчика соответствует правильным параметрам зажигания дуги, выводится набор команд зажигания дуги (блок 72). Например, если принимается сигнал датчика, имеющий напряжение в пределах первого диапазона, может быть выполнена команда первого зажигания дуги или операционная команда, а если принимается сигнал датчика, имеющий напряжение в пределах второго диапазона, может быть выполнена вторая команда зажигания дуги или операционная команда. Команда зажигания дуги (блок 72) может, таким образом, представлять собой входные данные, используемые для выполнения соответствующих параметров зажигания дуги или сварки для системы 76 сварки, которые соответствуют принимаемому сигналу датчика (блок 74). Согласно настоящему раскрытому способу 63 правильные параметры зажигания дуги или сварки автоматически выполняются согласно размеру (или другому свойству) используемого сварочного материала без необходимости вмешательства оператора.
[0036] Система для выполнения способа 63 на Фиг. 6 изображена на Фиг. 7, которая иллюстрирует примерную систему сварки 76, которая включает систему 78 определения материала и управления. Система сварки 76, например сварочный аппарат, может быть соединена со сварочной горелкой 80. Система 76 сварки и/или система 78 определения материала и управления могут дополнительно включать процессор 82, который принимает входные данные, например данные датчика от сварочной горелки 80 с помощью кабеля 86 связи. Процессор 82 также может отправлять команды управления выходному сварочному участку системы 76 сварки для того, чтобы выполнять правильные параметры сварки. Дополнительно процессор 82 в общем соединен с памятью 84, которая может включать один или более модулей 88 программного обеспечения, которые содержат исполняемые инструкции, транзитные данные, входные/выходные данные соответствия и т.д. В общем процессор 82 принимает данные датчика от сварочной горелки 80, обращается к данным, сохраненным в памяти 84 для нахождения параметров сварки, которые соответствуют принимаемым данным датчика, и выполняет параметры. Как предварительно отмечалось, система 76 сварки также может быть соединена с источником 90 газа, который может обеспечивать защитный газ для системы 76 сварки. В связи с этим газовый клапан 92 может быть включен в сварке 76 и выполнен с возможностью управляться системой 78 определения материала и управления, так как поток газа может рассматриваться как параметр зажигания дуги или сварки в некоторых вариантах выполнения.
[0037] Необходимо отметить, что в других вариантах выполнения вышеупомянутые процессы могут возникать или могут возникать не все в системе 78 определения материала и управления. Например, может быть один или более контроллеров или процессоров, которые управляют различными аспектами системы 76 сварки. В некоторых вариантах выполнения первая система принимает сигнал датчика и отличается от, но соединена со второй системой, которая обрабатывает сигнал датчика, которая также может отличаться от, но быть соединенной с третьей системой, которая выполняет параметры зажигания дуги или сварки. Альтернативно одна и та же система может принимать и обрабатывать сигнал датчика, тогда как другая система выполняет параметры зажигания дуги и/или сварки.
[0038] Как проиллюстрировано на Фиг. 7, система 78 определения материала и управления может быть обеспечена как неотъемлемая часть системы 76 сварки в некоторых вариантах выполнения. То есть система 78 определения материала и управления может быть включена в систему 76 сварки, например, во время изготовления системы 76 сварки. Такая система 76 сварки также может включать соответствующий машинный код, запрограммированный в программное обеспечение для поддержки системы 78 определения материала и управления. Однако в других вариантах выполнения система 78 определения материала и управления может быть обеспечена в виде комплекта модернизации, который может обеспечивать существующие системы 76 сварки способностями определения материала и управления, описанными здесь. С этой целью такие комплекты модернизации могут быть выполнены в виде дополнений, которые могут быть установлены на существующие системы 76 сварки, обеспечивая способности определения материала и управления. Дополнительно, так как комплекты модернизации могут быть установлены на существующих системах 76 сварки, они также могут быть выполнены с возможностью удаления после установки. Дополнительно обе системы, встроенная и модернизирующая, могут быть выполнены для проводной или беспроводной связи между блоком определения материала и одним или более контроллерами системы 76 сварки.
[0039] Дополнительно в некоторых вариантах выполнения источник 90 газа может быть выполнен с возможностью подавать защитные газы, например аргон, гелий, двуокись углерода и т.д., сварочной горелке 80 для использования в операции сварки. В таких вариантах выполнения газ может входить в газовый клапан 92, расположенный в системе 76 сварки. Газовый клапан 92 может быть выполнен с возможностью сообщения с системой 78 определения материала и управления так, что система 78 определения материала и управления также может управлять потоком газа к сварочной горелке 80. В связи с этим система 76 сварки также может быть выполнена с возможностью автоматического изменения и/или установки параметров потока газа на основании сварочного материала, который определяется системой 78 определения материала и управления. В определенном смысле параметры потока газа также могут рассматриваться как параметр зажигания дуги и/или сварки.
[0040] Как описано выше, настоящее раскрытие системы 76 сварки может использовать многочисленные технические способы определения указания размера сварочного материала, используемого в процессе сварки. Примеры таких способов включают оптические способы, механические способы, электрические способы (например, сопротивление, напряжение и т.д.) и т.д. Подобным образом многие другие схемы управления, компоненты аппаратного обеспечения и компоненты программного обеспечения могут быть выполнены множеством путей для обеспечения правильных параметров зажигания дуги на основании используемого сварочного материала.
[0041] Хотя только определенные признаки изобретения проиллюстрированы и описаны здесь, многие преобразования и изменения будут очевидны специалисту в области техники. В связи с этим, понятно, что приложенная формула изобретения предназначена для охвата всех таких преобразований и изменений, которые находятся в пределах истинного замысла изобретения.
Реферат
Изобретение относится к области сварочных систем. Устройство содержит сварочный аппарат, сварочную горелку (10) и датчик (31), выполненный с возможностью определения размера сварочного электрода, используемого в сварочной горелке. Сварочный аппарат выполнен с возможностью установки параметров зажигания дуги и параметров сварки на основании сигнала датчика (31), указывающего на размер сварочного электрода. Использование изобретения позволяет повысить качество сварки и увеличить производительность. 2 н. и 8 з.п. ф-лы, 8 ил.
Формула
сварочную горелку,
сварочный аппарат, соединенный со сварочной горелкой,
датчик, расположенный внутри сварочной горелки, для определения параметра, указывающего размер сварочного электрода, используемого сварочной горелкой,
цангу для зажима сварочного электрода, имеющую корпус, выполненный с возможностью соединения с соответствующим принимающим участком сварочной горелки и имеющий механический ключевой элемент, выступающий из корпуса цанги и выполненный с возможностью указания параметра, указывающего размер сварочного электрода,
при этом упомянутый датчик выполнен с возможностью определения параметра, указывающего на размер сварочного электрода, на основе конфигурации упомянутого корпуса цанги и с возможностью определения местоположения механического ключевого элемента внутри соответствующего принимающего участка сварочной горелки и направления в сварочный аппарат сигнала, представляющего параметр, указывающий на размер сварочного электрода, а
сварочный аппарат выполнен с возможностью автоматической установки по меньшей мере одного из параметров зажигания дуги или параметров сварки на основании упомянутого сигнала.
сварочную горелку для дуговой сварки вольфрамовым электродом в газовой среде (GTAW),
оптический датчик, расположенный внутри сварочной горелки GTAW и выполненный с возможностью определения параметра, указывающего на размер сварочного электрода, используемого сварочной горелкой GTAW, на основе параметров конфигурации цанги для зажима сварочного электрода и корпуса цанги сварочной горелки GTAW, и выведения сигнала, представляющего указанный параметр размера сварочного электрода на контроллер, и
контроллер, выполненный с возможностью приема сигнала от оптического датчика для преобразования этого сигнала в соответствующий набор параметров зажигания дуги, параметров сварки или и тех, и других, и установки указанных параметров для сварки.
Комментарии