Безгазовый способ и система для сварки кольцевым швом для высокопрочных применений - RU2353483C2
Код документа: RU2353483C2
Чертежи
















Описание
Данная заявка представляет собой частичное продолжение заявки США №10/834141, зарегистрированной 29 апреля 2004; частичное продолжение заявки США №10/959587, зарегистрированной 6 октября 2004; частичное продолжение заявки США №11/263064, зарегистрированной 31 октября 2005; и частичное продолжение заявки США №11/336506, зарегистрированной 20 января 2006, вся полнота описаний которых включена здесь посредством ссылки.
ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к дуговой электросварке и, особенно, к улучшенной системе сварки короткой дугой, способам сварки самозащитными электродами с флюсовой сердцевиной для дуговой сварки (ФСДС-С), и композиции этих электродов.
УРОВЕНЬ ТЕХНИКИ
В настоящее время отсутствуют коммерчески пригодные решения или способы полуавтоматической кольцевой сварки высокопрочных труб и трубопроводов с помощью безгазового или самозащитного способов сварки. Это происходит из-за того, что традиционные технологии, используемые для применений безгазовой или самозащищающей сварки, имеют присущие им ограничения в применениях при сварке высокопрочных изделий.
При использовании электродов для безгазовой или самозащитной сварки в электроде предусмотрены различные химические агенты для реакции с кислородом и азотом атмосферы и для удержания этих компонентов вне сварного шва. Эти химические агенты используют в таком количестве, чтобы в достаточной степени удерживать кислород и азот, не допуская ухудшения качества сварки. Однако хотя эти химические агенты, такие как титан и алюминий, делают сварные швы прочнее, они также имеют вредные эффекты охрупчивания сварных швов. Эта хрупкость препятствует использованию способов безгазовой или самозащитной сварки во многих применениях высокопрочной сварки, таких как сварка трубопроводов, в которой часто требуется, чтобы прочность сварного шва была достаточной, чтобы удовлетворять требованиям для сварки труб согласно Американскому нефтяному институту (API) класса Х-80 или выше.
Кроме того, хотя существуют способы удовлетворить этим требованиям сварки, используя способы сварки в защитных газах, эти способы также имеют недостатки, которые делают их нежелательными. А именно, современные способы и системы для сварки высокопрочных труб и трубопроводов (наряду с другими применениями) с использованием способов сварки в защитных газах требуют дорогого и медленно функционирующего оборудования для защиты области сварки от атмосферы и ее компонентов. Это особенно проявляется в случае трубопроводных применений, где сварка часто протекает снаружи в сложных окружающих условиях.
Настоящее изобретение включает в себя использование способа сварки короткой дугой с применением самозащитных электродов, снабженных сердцевиной, которые могут удовлетворять требованиям Американского нефтяного института (API) по сварке труб класса Х-80 или выше. Существует синергическое соотношение при объединении способа сварки и электрода с флюсовой сердцевиной согласно настоящему изобретению. Таким образом, настоящее изобретение объединяет регулирование подачи энергии вместе с контролем микроструктуры наплавляемого металла шва для достижения высокой прочности и вязкости. Более конкретно, в варианте осуществления настоящего изобретения возможно достижение предела текучести свыше 550 МПа и прочности на разрыв 690 МПа, и вязкости по Шарпи с V-образным надрезом (CVN) свыше 60 джоулей при -20°С.
Системы сварки короткой дугой, технологии и соответствующие концепции, так же как и способы, и аппараты для сварки труб, в целом изложены в следующих патентах США, содержания которых включены здесь посредством ссылки в качестве предшествующего уровня техники: Parks 4717807; Parks 4954691; Parker 5676857; Stava 5742029; Stava 5961863; Parker 5981906; Nicholson 6093906; Stava 6160241; Stava 6172333; Nicholson 6204478; Stava 6215100; Houston 6472634; и Stava 6501049.
В области дуговой электросварки используют множество способов сварки между концом расходуемого продвигающегося электрода и изделием, причем изделие может включать в себя два или больше компонентов, свариваемых вместе. Вариант осуществления настоящего изобретения касается способа сварки с короткой дугой, когда продвигающийся электрод плавится под действием тепла дуги во время действия импульса тока и затем, после того, как расплавленный металл сформируется в шар под действием поверхностного натяжения, шар расплавленного металла переносится на изделие под действием короткого замыкания. Короткое замыкание происходит, когда продвигающаяся проволока приводит этот шар в контакт с лужей расплавленного металла на изделии, причем короткое замыкание отмечается прыжком сварочного напряжения. После этого короткое замыкание прерывается, и процесс дуговой электросварки с короткой дугой повторяется. Настоящее изобретение представляет собой усовершенствование сварки с короткой дугой и осуществляется путем использования источника питания, где профиль формы сигнала сварки регулируется генератором формы сигнала, управляющим модулятором ширины импульса в высокоскоростном переключающем инверторе, как описано в нескольких патентах, в частности в Parks 4866247; Blankenship 5278390; и Houston 6472634, каждый из которых включен посредством ссылки. Эти три патента иллюстрируют тип источника питания с высокоскоростным переключением, применяемого для выполнения типичного варианта осуществления настоящего изобретения и включенного здесь как известная технология. Форма сигнала для генератора формы сигнала хранится в памяти в виде постоянной таблицы, причем эту таблицу выбирают и передают в генератор формы сигнала в соответствии со стандартной технологией, предложенной The Lincoln Electric Company of Cleveland, Ohio. Такой выбор таблицы для создания профиля формы сигнала в генераторе сигнала описан в нескольких патентах в предшествующем уровне техники, таких как ранее упоминавшийся Blankenship 5278390. Поэтому источник питания, используемый при осуществлении настоящего изобретения, сейчас хорошо известен и составляет предшествующую технологию, используемую в настоящем изобретении. Один аспект системы сварки с короткой дугой согласно настоящему изобретению использует схему для определения полной энергии плавящего импульса, образующего расплавленный металлический шар при продвижении электрода, как описано в Parks 4866247. Полная энергия плавящего импульса фиксируется ваттметром, имеющим интегральный выход, по прошествии времени действия плавящего импульса. Эта технология включена здесь посредством ссылки, так как она применяется в одном аспекте настоящего изобретения. После возникновения короткого замыкания в системе сварки с короткой дугой это замыкание становится более отчетливым посредством последующего увеличения тока сварки. Такая процедура хорошо известна в системах сварки с короткой дугой и описана в целом в Ihde 6617549 и в Parks 4866247. Поэтому технология, описанная в Ihde 6617549, также включена здесь как предшествующая технология. Типичный вариант осуществления настоящего изобретения представляет собой модификацию стандартной системы сварки импульсом переменного тока, известной в сварочной промышленности. Предшествующая незаконченная заявка правообладателя описывает стандартную импульсную сварку, как при постоянном, так и при переменном токе со схемой или программой измерения энергии для высокочастотного импульсного источника питания типа, используемого в реализации типичного осуществления замкнутой цепи переменного тока согласно настоящему изобретению. Хотя это не является необходимым для понимания настоящего изобретения или реализации настоящего изобретения, предыдущая заявка, которая имеет порядковый номер № 11/103040, зарегистрированная 11 апреля 2005, включена здесь посредством ссылки.
Настоящее изобретение касается электрода с сердцевиной и системы сварки с короткой дугой, и способа регулирования плавящего импульса системы для отложения специального фитильного электрода таким образом, что не требуется защитный газ, которая способна удовлетворить требованиям Американского нефтяного института (API) по сварке труб класса Х-80 или выше. Эта система и способ поддерживают требуемое время между импульсом и реальным коротким замыканием. Это время регулируется контуром обратной связи, включая требуемую синхронизацию короткого замыкания и импульса, так что размер шара от этого импульса меняется при сохранении постоянной синхронизации короткого замыкания. Этот способ представляет собой существенное улучшение других установок регулирования короткой дуги, таких как описанные в Pijls 4020320, и использующие два источника питания. Первый источник поддерживает постоянный размер плавящего импульса, и наличие фиксированного времени между коротким замыканием и последующим отключающим импульсом. Нет обратной связи между синхронизацией импульса и параметром плавящего импульса, как предусмотрено в настоящем изобретении. Поддерживается требуемое время между концом плавящего импульса и коротким замыканием. Путем фиксирования требуемого времени, используя концепцию контура обратной связи, улучшается стабильность дуги. Это изобретение применимо к способу сварки с постоянным током, описанному в Pijls 4020320, но в первую очередь является выгодным, когда используется система сварки с короткой дугой переменного тока. Поэтому документ Pijls 4020320 включен здесь посредством ссылки, как предшествующая технология, показывающая регулирующую цепь для системы сварки с короткой дугой переменного тока, в которой две несвязанных синхронизации поддерживаются постоянными без регулирования по замкнутому циклу плавящего импульса.
Настоящее изобретение дополнительно включает в себя способ сварки, применяющий электрод или электродную проволоку с флюсовой сердцевиной, то есть самозащитные. Детали электродов или электродной проволоки дуговой сварки и, особенно, фитильных электродов для сварки описаны в патентах США 5369244; 5365036; 5233160; 5225661; 5132514; 5120931; 5091628; 5055655; 5015823; 5003155; 4833296; 4723061; 4717536; 4551610; и 4186293; которые включены здесь посредством ссылки.
Также предыдущие заявки, зарегистрированная 8 сентября 2003 с порядковым № 10/655685; зарегистрированная 29 апреля 2004 с порядковым № 10/834141; зарегистрированная 6 октября 2004 с порядковым № 10/959587; и зарегистрированная 31 октября 2005 с порядковым № 11/263064, включены посредством ссылки как существующая, но не предшествующая технология в данной области техники.
СУЩНОСТЬ НАСТОЯЩЕГО ИЗОБРЕТЕНИЯ
Настоящее изобретение направлено на систему и способ, решения указанных выше проблем, и обеспечивает систему и способ, которые позволяют создавать сварочный шов, который удовлетворяет требованиям Американского нефтяного института (API) для сварки труб класса Х-80 или выше. В частности, типичный вариант осуществления настоящего изобретения обеспечивает достижение предела текучести свыше 550 МПа и прочности на разрыв 690 МПа, и вязкости по Шарпи с V-образным надрезом (CVN) свыше 60 джоулей при -20°С.
Система и способ согласно настоящему изобретению регулируют дугу сварки посредством специального источника питания, минимизируя длину дуги, связанную с использованием самозащитного электрода с сердцевиной для достижения требуемых показателей сварки. Использование короткой дуги минимизирует загрязнение из атмосферы в сварочной ванне, таким образом улучшая вязкость, и в то же время увеличивает сопротивляемость возникновению пористости во время сварки. Кроме того, использование короткой длины дуги предусматривает использование самозащитного электрода согласно одному варианту настоящего изобретения, который содержит композицию согласно одному аспекту настоящего изобретения, дополнительно обсуждаемую ниже. Кроме того, в соответствии с настоящим изобретением нет необходимости использовать дополнительный защищающий газ для достижения сварного шва, который удовлетворяет требованиям Американского нефтяного института (API) для сварки труб класса Х-80 или выше и/или предела текучести свыше 550 МПа и прочности на разрыв 690 МПа, и вязкости по Шарпи с V-образным надрезом (CVN) свыше 60 джоулей при -20°С.
В соответствии с первым аспектом настоящего изобретения, в отношении способа, плавящий импульс в форме сигнала короткой дуги регулируется интерактивно контуром обратной связи, а не путем фиксирования постоянных значений плавящего импульса. Время между концом плавящего импульса и коротким замыканием поддерживается реактивно изменяющимися параметрами плавящего импульса в системе сварки с короткой дугой. В одном типичном варианте осуществления данного изобретения эта система представляет собой систему переменного тока, но может быть использована в системе постоянного тока типа, описанного в целом в Pijls 4020320. Управление формой сигнала облегчается путем использования источника питания, дающего форму сигнала, регулируемую генератором формы сигнала, управляющим модулятором ширины импульса в высокоскоростном переключающем инверторе, как описано в Houston 6472634. Одно преимущество, реализуемое путем осуществления настоящего изобретения, представляет собой улучшение сварки с короткой дугой посредством использования двух отдельных источников питания, известной из предшествующего уровня техники.
В соответствии с другим вариантом осуществления первого аспекта настоящего изобретения система сварки с короткой дугой представляет собой систему переменного тока, в которой плавящий импульс имеет отрицательную полярность. Чтобы поддерживать постоянный расплавленный металлический шарик, есть переключатель джоулевого предела для смены подачи энергии на низкоуровневый положительный ток, так что расплавленный металл на конце продвигающегося электрода формируется в шар и затем замыкается со сварочной ванной изделия. В одном варианте осуществления эта форма сигнала переменного тока регулируется генератором формы сигнала, регулирующим профиль отдельных участков тока в общей форме сигнала и определяющим полярность участков формы сигнала. В предшествующем уровне техники переключатель джоулевого предела использовали, чтобы обеспечивать постоянную энергию плавящему импульсу. В соответствии с одним вариантом осуществления настоящего изобретения имеется таймер, чтобы измерять время для замыкания электрода после плавящего импульса. Контур обратной связи применяют, чтобы поддерживать согласованное время между плавящим импульсом и коротким замыканием. Это регулирование времени стабилизирует дугу и цикл короткого замыкания. В одном варианте осуществления настоящего изобретения время между плавящим импульсом и коротким замыканием составляет около 1,0 мс. В зависимости от размера электрода и скорости наплавления время между плавящим импульсом и коротким замыканием можно подгонять к заданной величине в общем диапазоне от 0,5 мс до 2,0 мс. Регулирование хронометража обычно применимо к сварке короткой дугой переменного тока; однако та же концепция применима при прямой положительной полярности постоянного тока. В обоих примерах продвигающаяся проволока с расплавленным металлом, образованным плавящим импульсом, поддерживается при низком неизменном положительном токе, облегчая формирование подготовки шара к короткому замыканию. В любом исполнении данного изобретения джоулевый или другой параметр плавящего импульса регулируется посредством контура обратной связи, приспособленного для поддержания предварительно заданного времени до короткого замыкания.
Вариант осуществления первого аспекта настоящего изобретения с переменным током применим для трубчатых электродов с флюсовой сердцевиной, и один вариант осуществления выполняют с электродами с флюсовой сердцевиной, и с ингредиентами сплава в сердцевине согласно одному аспекту настоящего изобретения, дополнительно обсуждаемому ниже. Регулирование плавящего цикла электрода с флюсовой сердцевиной, основанное на обратной связи от времени короткого замыкания, представляет собой очень точную процедуру, поддерживающую стабильность процесса сварки короткой дугой с переменным током. Ввиду вышеупомянутого, один вариант осуществления настоящего изобретения можно использовать для сварки труб с фитильным, то есть самозащитным электродом с сердцевиной согласно одному варианту осуществления настоящего изобретения. Ток сварки для такого электрода при использовании способа согласно настоящему изобретению ниже порогового тока для сварки распылением. Таким образом, перенос металла к соединению труб должен включать в себя некоторый тип короткого замыкания, и один вариант осуществления настоящего изобретения будет включать в себя шаровидный короткозамыкающий перенос типа, на который направлено настоящее изобретение. Улучшение стабильности сварки посредством использования сварки короткой дугой переменного тока тем не менее может приводить к нестабильности дуги. Эта нестабильность преодолевается посредством применения настоящего изобретения. Таким образом, настоящее изобретение особенно применимо к сварке короткой дугой переменного тока для соединения труб с использованием самозащитного электрода с сердцевиной, так что прочность сварного шва удовлетворяет требованиям Американского нефтяного института (API) для сварки труб класса Х-80 или выше.
В соответствии с одним вариантом осуществления настоящего изобретения обеспечивается сварочная система для выполнения процесса сварки с короткой дугой между продвигающимся проволочным электродом и изделием, при этом система содержит источник питания с регулятором для создания импульса тока, подающего энергию в электрод, расплавляющего конец электрода, и участка переноса металла с низким неизменным током, позволяющим расплавленному металлу на конце электрода переходить в сварочную ванну изделия. Для осуществления участка переноса металла с низким неизменным током расплавленный металл замыкается с лужей расплавленного металла. Таймер измеряет реальное время между концом плавящего импульса и коротким замыканием. Специальное устройство используется для установления требуемого времени между импульсом и коротким замыканием, и специальная схема используется для создания корректирующего сигнала, основанного на разности между действительным временем и требуемым временем. Этот корректирующий сигнал используется для регулирования заданного параметра плавящего импульса, такого как полная энергия, подаваемая в проволоку во время плавящего импульса.
В соответствии с типичным вариантом осуществления первого аспекта настоящего изобретения процесс сварки короткой дугой представляет собой процесс сварки с переменным током, в котором плавящий импульс выполняется с отрицательной полярностью, а участок формы сигнала переноса металла с неизменным низким током выполняется при положительной полярности. Вариант настоящего изобретения с переменным током применим для сварки с электродом с флюсовой сердцевиной в нескольких применениях, таких как проход при заварке корня шва при сварном соединении труб.
В соответствии с другим аспектом источника питания настоящего изобретения регулятор системы сварки короткой дугой включает в себя схему для создания отключающего замыкание импульса после короткого замыкания. В этом варианте осуществления источника питания генератор формы импульса определяет полярность и профиль формы импульса тока сварки при любом заданном времени. Сваривающая система согласно настоящему изобретению используется для поддержания времени между плавящим импульсом и коротким замыканием в фиксированном значении, причем это фиксированное значение лежит в общем диапазоне от 0,5 до 2,0 мс и в другом варианте осуществления приблизительно составляет 1,0 мс.
В соответствии с другим вариантом выполнения источника питания или способа с использованием источника питания, короткозамкнутая дуговая система формируется при положительном постоянном токе для плавящего импульса и неизменной части, являющейся положительной, за которой следует положительный отключающий замыкание импульс. Это осуществление настоящего изобретения не включает в себя изменение полярности посредством генератора формы сигнала во время формирования формы сигнала для процесса сварки с короткой дугой. Эта система сварки с короткой дугой является системой переменного тока и имеется схема, регулирующая импульс тока, для создания действительного времени между плавящим импульсом и коротким замыканием, чтобы оно было таким, как заданное время. Этот вариант осуществления настоящего изобретения поддерживает постоянное время, как предусмотрено и в других вариантах осуществления настоящего изобретения.
В одном варианте осуществления настоящего изобретения регулируют энергию плавящего импульса, чтобы регулировать время между плавящим импульсом и окончательным коротким замыканием.
Еще один вариант первого аспекта изобретения обеспечивает способ регулирования плавящего импульса для процесса сварки с короткой дугой так, что в процессе обеспечивается заданное время между плавящим импульсом и коротким замыканием. Параметр, регулируемый этим способом, представляет собой полную энергию плавящего импульса. Этот вариант осуществления настоящего изобретения можно использовать в проходе при заварке корня шва основания круглого отверстия трубного соединения с использованием электрода с флюсовой сердцевиной.
Второй аспект данного изобретения касается, по меньшей мере частично, использования относительно короткой длины дуги во время сварки переменным током, что обеспечивается посредством описанного способа с короткой дугой, который приводит к существенному снижению загрязнения сварочного шва из атмосферы. Этот вариант осуществления изобретения также использует особую систему флюсового сплава, которая, при использовании в электроде согласно данному изобретению, может давать полезные результаты. Эта система флюс/сплав для электрода с сердцевиной делает возможной короткую длину дуги. Объединение этих аспектов в одном варианте осуществления настоящего изобретения обеспечивает синергетическое действие, которое обеспечивает плотный и вязкий металл шва с прочностью от 60 до 70 ksi, и в другом варианте осуществления имеет предел текучести, по меньшей мере, 80 ksi, обеспечивая сварной шов, который удовлетворяет требованиям Американского нефтяного института (API) для сварки труб класса Х-80 или выше. Кроме того, в типичном варианте осуществления настоящего изобретения возможно достижение предела текучести свыше 550 МПа и прочности на разрыв 690 МПа, и вязкости по Шарпи с V-образным надрезом (CVN) свыше 60 джоулей при -20°С. Более того, сплавы, используемые в вариантах осуществления настоящего изобретения, позволяют использовать более тонкие трубы и нет необходимости для защитного газа в области сварки труб.
Метод создания формы сигнала, предложенный The Lincoln Electric Company of Cleveland, Ohio, был модифицирован для применения в сварке с переменным током и с электродами с флюсовой сердцевиной. Применение электродов с сердцевиной позволяет более точно регулировать выполнение сварки, причем сплав наплавленного валика шва соответствует требуемым механическим характеристикам для валика шва и положение осуществления сварки наименее ограничено. Однако реальное регулирование формы сигнала для процесса с переменным током, обеспечивающее стабильность дуги и соответствующие температуры и скорости, довольно затруднено. Загрязнение металла шва во время дуговой сварки представляет собой еще одну проблему использования сварки переменным током для электродов с сердцевиной. Загрязнения в металле шва после выполнения сварки могут вызывать пористость, образование трещин и другие типы дефектов в металле шва. Поэтому основной проблемой, противостоящей разработчикам способов дуговой сварки, является необходимость развития технологий для исключения элементов, таких как загрязнители из атмосферы, из окружения дуги или для нейтрализации потенциально вредных эффектов от поступления таких примесей. Потенциальные источники загрязнений включают в себя материалы, которые содержатся в сварочном электроде, примеси в самом изделии и окружающую атмосферу. Электроды с сердцевиной могут содержать "раскисляющие" агенты, такие как алюминий, магний, цирконий и титан, которые химически соединяются с потенциальными загрязнителями, предотвращая образование пористости и вредных включений в металле сварного шва. Настоящее изобретение включает в себя применение электродной композиции, которая снижает тенденцию электрода с сердцевиной к образованию включений загрязнителей в металле шва. Этот способ также снижает количество материала, требуемого в качестве "раскисляющего" агента.
В особенности, настоящее изобретение обеспечивает самозащитный электрод с флюсовой сердцевиной для дуговой сварки, специально приспособленный для получения швов, имеющих пониженные уровни загрязнителей при использовании особой формы сигнала переменного тока. Этот электрод включает систему сплав/флюс, содержащую от около 35 до около 55% фторида бария, от около 2 до около 12% фторида лития, от около 0 до около 15% оксида лития, от около 0 до около 15% оксида бария, от около 5 до около 20% оксида железа и до приблизительно 25% раскисляющего и деазотирующего агента. Этот агент может быть выбран из алюминия, магния, титана, циркония и их комбинаций.
Настоящее изобретение включает в себя способ дуговой сварки с применением самозащитного электрода с флюсовой сердцевиной, который использует особую систему сплав/флюс. Этот способ предусматривает приложение первого отрицательного напряжения между электродом и субстратом, чтобы вызывать, по меньшей мере, частичное плавление электрода возле субстрата. Данный способ также содержит приложение положительного напряжения между электродом и субстратом для облегчения образования текучей массы материала из электрода. Данный способ дополнительно содержит контроль осуществления электрического короткого замыкания между электродом и субстратом через эту текучую массу. Данный способ дополнительно содержит детектирование электрического короткого замыкания, приложение второго положительного напряжения между электродом и субстратом. И данный способ содержит увеличение интенсивности второго отрицательного напряжения, чтобы таким образом прервать электрическое короткое замыкание и образовать сварной шов на субстрате из текучей массы. Самозащитный электрод с флюсовой сердцевиной может содержать от около 35 до около 55% фторида бария, от около 2 до около 12% фторида лития, от около 2 до около 15% оксида лития, от около 5 до около 20% оксида железа и до приблизительно 25% раскисляющего и деазотирующего агента, выбранного из группы, состоящей из алюминия, магния, титана, циркония и их комбинаций.
Задача настоящего изобретения представляет собой обеспечение системы сварки с короткой дугой, которая регулирует распределение коротких замыканий во время осуществления данного способа, особенно когда способ выполняют с переменным током, чтобы обеспечить сварной шов, который удовлетворяет, по меньшей мере, требованиям Американского нефтяного института (API) для сварки труб класса Х-80.
Другая задача настоящего изобретения представляет собой обеспечение способа сварки короткой дугой, в котором регулируют плавящий импульс, основываясь на времени между плавящим импульсом и коротким замыканием таким образом, что это время остается фиксированным при заданном значении.
Еще одна задача настоящего изобретения представляет собой обеспечение улучшенной электродной композиции и, особенно, композиции для заполнения электрода, которая специально приспособлена для использования в комбинации с новой системой и способом сварки короткой дугой.
Дополнительная задача настоящего изобретения представляет собой обеспечение синергической системы, содержащей способ сварки короткой дугой и электрод с флюсовой сердцевиной, в которой стабилизируется дуга при наиболее короткой возможной длине дуги. Таким образом минимизируется загрязнение из атмосферы. Комбинация системы сплава и способа сварки обеспечивает стабильную дугу при коротких длинах и формирование плотного и вязкого сварочного шва. Один вариант осуществления данного изобретения обеспечивает формирование сварочного шва без использования газовой защиты, имеющего предел текучести, по меньшей мере, 80 ksi, таким образом обеспечивая сварной шов, который удовлетворяет требованиям Американского нефтяного института (API) для сварки труб класса Х-80 или выше. Кроме того, в типичном варианте осуществления данного изобретения можно достигнуть предела текучести свыше 550 МПа и прочности на разрыв 690 МПа, и вязкости по Шарпи с V-образным надрезом (CVN) свыше 60 джоулей при -20°С.
Эти и другие задачи и преимущества станут очевидны из последующего описания, приведенного со ссылкой на прилагающиеся чертежи.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Преимущества, суть и различные дополнительные признаки данного изобретения проявятся полнее при рассмотрении иллюстрированного варианта осуществления данного изобретения, который схематично представлен в данных чертежах, на которых:
Фиг. 1 представляет собой блок-схему системы сварки с короткой дугой, используемую в типичном варианте осуществления настоящего изобретения;
Фиг. 1А представляет собой увеличенный вид в разрезе вдоль линии 1А-1А фиг. 1;
Фиг. 2 представляет собой последовательность видов сбоку, показывающих стадии от I до IV в способе сварки короткой дугой;
Фиг. 3 представляет собой объединенную диаграмму формы сигнала тока и напряжения, показывающую форму сигнала, обеспечивающую выполнение варианта осуществления настоящего изобретения, как приведено на фиг. 4 для разных стадий, как показано на фиг. 2;
Фиг. 4 представляет собой блок-схему, иллюстрирующую модификацию системы на фиг. 1, для выполнения варианта осуществления настоящего изобретения;
Фиг. 5 и 6 представляют собой блок-схемы части сварочной системы, показанной на фиг. 1, для выполнения двух дополнительных вариантов осуществления настоящего изобретения;
Фиг. 7 и 8 представляют собой блок-схемы части сварочной системы, показанной на фиг. 1, объединяющей вариант осуществления настоящего изобретения, показанный на фиг. 4, с объединенным регулированием формы сигнала из вариантов осуществления данного изобретения, показанных на фиг. 5 и 6 соответственно;
Фиг. 9 представляет собой форму сигнала тока для осуществления положительного постоянного тока настоящего изобретения;
Фиг. 10 представляет собой схематичную вертикальную проекцию, показывающую данное изобретение, примененное при проходе при заварке корня шва или при прихваточном проходе при сварном соединении труб;
Фиг. 11 представляет собой вид сбоку с блок-схемой, иллюстрирующий применение типичной сварочной системы и электрода;
Фиг. 12 представляет собой увеличенный наглядный вид в разрезе вдоль линии 12-12 фиг. 11, изображающий электрод более подробно;
Фиг. 13 представляет собой увеличенный схематичный вид электрода с сердцевиной, где оболочка и сердцевина плавятся с разными скоростями;
Фиг. 14 представляет собой вид, подобный фиг. 13, иллюстрирующий проблему, делающую необходимым применение настроенной формы сигнала для сварки электродами с сердцевиной;
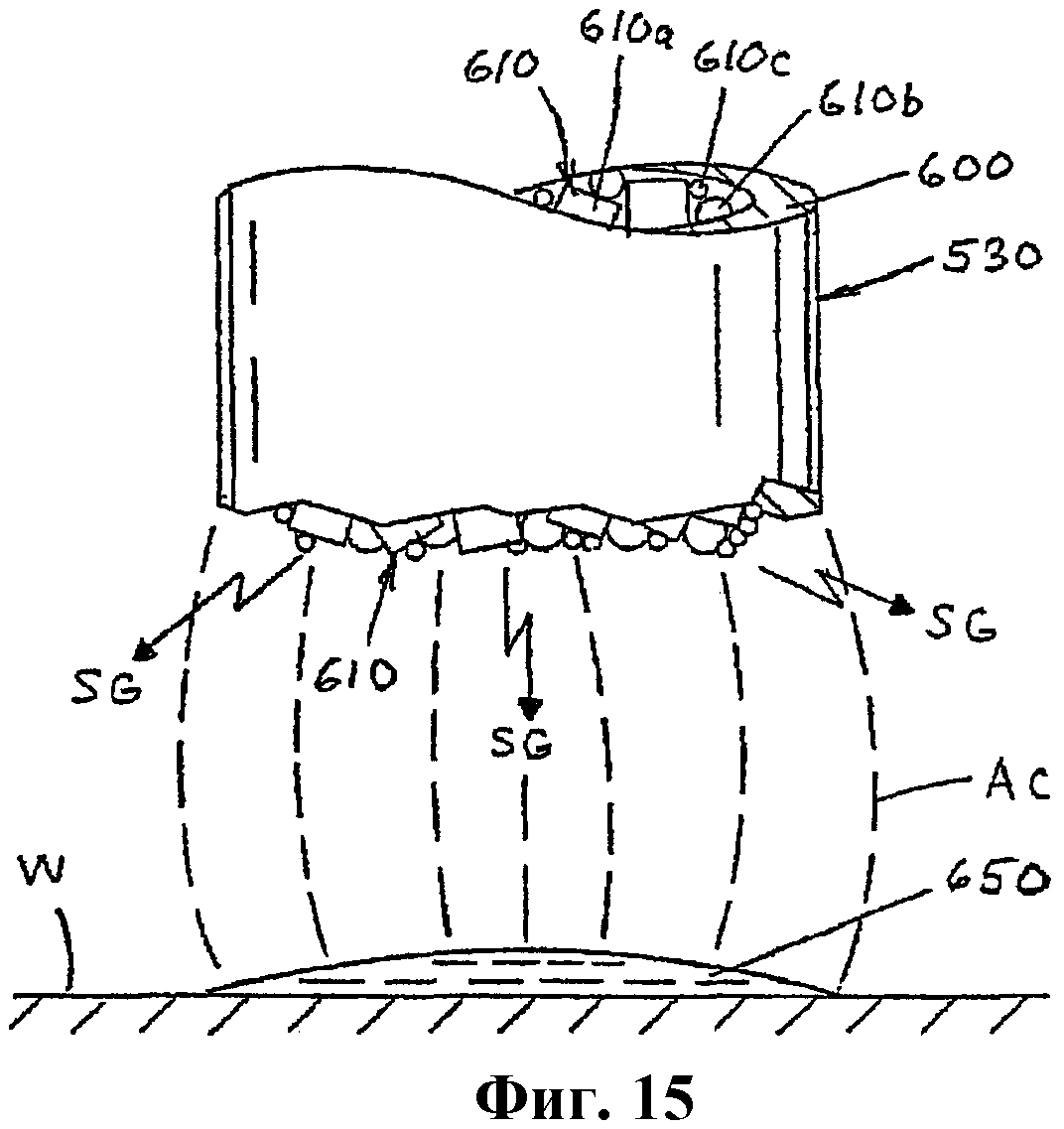
Фиг. 15 представляет собой вид, подобный фиг. 13 и 14;
Фиг. 16 представляет собой частичный вид сбоку, иллюстрирующий электрод с сердцевиной в соответствии с вариантом осуществления настоящего изобретения и показывающий длину дуги, которая минимизирована посредством использования настоящего изобретения;
Фиг. 17 показывает влияние баланса сигнала и сдвига постоянного тока на усвоение азота сварным швом в примере реализации настоящего изобретения; и
Фиг. 18 изображает вид соединения сварного шва в примере, выполненном в соответствии с типичным вариантом осуществления настоящего изобретения.
ТИПИЧНЫЙ ВАРИАНТ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
В промышленности электродуговая сварка с короткой дугой представляет собой обычную практику и включает в себя четыре стадии I, II, III и IV, схематически показанные на фиг. 2. Источником питания для выполнения сварки короткой дугой может быть источник питания на основе трансформатора; однако в соответствии с типичным вариантом осуществления настоящего изобретения система А, показанная на фиг. 1, использует источник питания В на основе высокоскоростного инвертора с линиями 10, 14 подачи переменного тока или трехфазную подачу, направляемую в инвертор 14, создающий первый сигнал постоянного тока по линиям 14а, 14b. В соответствии со стандартной архитектурой в источнике питания В применяется промежуточный или вольтодобавочный преобразователь 20 для коррекции коэффициента входной мощности путем создания регулируемого второго сигнала постоянного тока через выходные линии 22, 24. Высокоскоростной инвертор 30 преобразует второй сигнал постоянного тока через линии 22, 24 в форму сигнала, создаваемую большим числом импульсов тока, через выводы 32, 34. В соответствии с типичным вариантом осуществления настоящего изобретения форма сигнала через выводы 32, 34 является положительным постоянным током или переменным током; поэтому инвертор 30 имеет выходной каскад, не показанный, который предписывает полярность профилированной форме сигнала через выводы 32, 34. Эти выводы соединены с электродом Е и изделием WP соответственно. В соответствии со стандартной технологией с короткой дугой электрод Е представляет собой продвигающийся конец проволоки W, подаваемый через контактный конец 42 от катушки или барабана 40 подачи. Таким образом, проволока W движется в направлении изделия WP при заданной скорости WFS, тогда как регулируемая форма сигнала, имеющая требуемую полярность, создается через зазор между электродом Е и изделием WP. В одном варианте осуществления данного изобретения проволока W представляет собой проволоку с флюсовой сердцевиной, схематично показанную на фиг. 1А и включающую в себя внешнюю оболочку 50 из низкоуглеродистой стали, окружающую внутреннюю флюсовую сердцевину 52, содержащую флюс и обычно включающую в себя частички сплава, также известную как самозащитная проволока или электрод. Один вариант осуществления электрода описан более подробно ниже.
Шунт 60 запускает устройство обратного тока 62 таким образом, что сигнал напряжения на линии 61 представляет собой образец мгновенного тока дуги процесса сварки. Таким же образом, устройство 70 создает сигнал на выходящей линии 72, образец мгновенного напряжения процесса сварки. Регулятор С инвертора 30 представляет собой цифровое устройство, такое как ЦСП или микропроцессор, который выполняет функции, схематично иллюстрированные в аналоговой в целом архитектуре. В качестве центрального компонента регулятора С, генератор 100 формы сигнала вырабатывает особую форму сигнала с учетом постоянной таблицы, хранящейся в ячейке 102 памяти и выбранной согласно требуемому способу сварки устройством или схемой 104. После выбора требуемого способа сварки короткой дугой сигнал 104а выбора направляется в ячейку 102 памяти таким образом, что постоянная таблица, определяющая свойства и параметры требуемой формы сигнала сварки короткой дугой, загружается в генератор 100 формы сигнала, как показывается линией 102а. Генератор 100 выводит профиль формы сигнала при любом заданном времени на выходящую линию 100а с требуемой полярностью, показываемой логическим состоянием на линии 100b. Показанный источник питания В, регулируемый цифровым регулятором С, имеет тип управляемой по току обратной связи, в котором напряжение образца тока на линии 64 комбинируется с сигналом профиля формы сигнала на линии 100а посредством усилителя сигнала ошибки 110, имеющего выходной сигнал на линии 110а, чтобы регулировать модулятор ширины импульса 112 в соответствии со стандартной технологией регулирования формы сигнала. Выходной сигнал на линии 112а регулирует вид формы сигнала на выходах 32, 34, а полярность профиля особой формы создаваемого сигнала устанавливается логическим состоянием на линии 100b. Таким образом, генератор 100 формы сигнала заставляет модулятор ширины импульса 112 создавать импульсы в линии 112а, регулируя высокочастотную работу инвертора 30. Эта частота переключения инвертора обычно больше, чем 18 кГц, и предпочтительно больше, чем около 40 кГц. Как описано выше, источник питания В с регулятором С работает в соответствии со стандартной технологией, предложенной The Lincoln Electric Company of Cleveland, Ohio. Регулятор С является цифровым, но иллюстрируется в аналоговом виде. Чтобы осуществлять способ сварки короткой дугой, регулятору С необходимо получать информацию по обратной связи, касающуюся условий короткого замыкания между электродом Е и изделием WP. Этот признак регулятора С схематично иллюстрируется в виде детектора короткого замыкания 120, который создает логическое состояние на линии 122, чтобы объявить о существовании короткого замыкания КЗ генератору 100 формы сигнала. Таким образом, этот генератор информируется, когда имеет место короткое замыкание, и осуществляет форму сигнала в соответствии с осуществлением короткого замыкания, как выполняется в любом способе сварки с короткой дугой. Как описано выше, регулятор С представляет собой стандартную технологию за исключением регулирования переключения полярности на выходе инвертора 30 по логическому состоянию на линии 100b.
Для осуществления данного изобретения регулятор С обеспечивают схемой 150 для регулирования подготовки плавящего импульса к короткому замыканию. Схема 150 являет цифровой, но схематично иллюстрируется в аналоговой архитектуре. Функции выполняются цифровым процессором регулятора С, регулируя энергию плавящего импульса. Такая схема регулирования энергии описана в предыдущей заявке с порядковым номером №11/103040, зарегистрированной 11 апреля 2005. Эта предыдущая заявка включена здесь посредством ссылки не в качестве предшествующего уровня техники, но как связанная технология. Как показано в этой предыдущей заявке, энергию плавящего импульса в форме сигнала пульсирующей сварки можно регулировать с помощью цепи 150, включая умножитель 152 для умножения мгновенного сигнала на линиях 64, 72, чтобы обеспечить сигнал на линии 154, представляющий мгновенные ватты процесса сварки. Сигнал мощности в ваттах или линии 154 аккумулируется стандартным интегратором 156, как описано в Parks 4866247. Интегрирование сигнала в ваттах на линии 154 регулируется генератором 100 формы сигнала, который создает команду старта импульса, показанную как блок 160, соединяя со стартом плавящего импульса, обозначенного логическим состоянием на линии 162. Стартовая точка представляет собой время t1, когда плавящий импульс запускается генератором 100 формы сигнала. Выходной сигнал на линии 164 запускает интегрирование сигнала в ваттах на линии 154 с помощью интегратора 156. Процесс интегрирования останавливается логическим состоянием на линии 170, производимым путем активации устройства остановки импульса или схемы 172 после получения логического состояния на линии 172а. Логическое состояние на линии 172а переключает устройство 172, изменяя логическое состояние в выходных линиях 172а и 172с. Логическое состояние на линии 172с информирует генератор формы сигнала, что плавящий импульс необходимо остановить, чтобы изменить профиль на выходной линии 100а. В то же время сигнал на линии 172b переключает устройство сброса или схему 174, изменяя логическое состояние на линии 170, останавливая интегрирование мгновенного сигнала в ваттах. Цифровое значение на выходной линии 156а загружается в цифровой регистр 180, имеющий выход 182, представляющий полную энергию данного плавящего импульса в процессе сварки короткой дугой. Этот сигнал полной энергии сравнивается с требуемым уровнем энергии, хранящимся в регистре 190, обеспечивая цифровую величину или сигнал на линии 192. Компаратор 194 сравнивает действительную энергию данного импульса, представленную значением на линии 182, с требуемым уровнем энергии, обозначенным величиной на линии 192. Отношение между действительной энергией и требуемой энергией регулирует логическое состояние на линии 172а. Когда сигнал от линии 182 равен сигналу на линии 192, компаратор 194 изменяет логическое состояние на линии 172а, останавливая импульс, как обозначается устройством или схемой 172. Это останавливает интегрирование и останавливает плавящий импульс, создаваемый генератором 100 формы сигнала. Цепь 150 применяется для выполнения типичного варианта осуществления настоящего изобретения, которое изменяет ссылку или требуемую энергию плавящего импульса путем изменения значения на линии 192 через подстройку схемы 200. Импульс останавливается, когда достигается подстроенная энергия или порог энергии, как определено численным сигналом на линии 182 по сравнению с сигналом на линии 192. В одном варианте осуществления настоящего изобретения источник питания и использованный способ настраивают схему 200, чтобы изменить заданную энергию для выполнения процесса сварки короткой дугой путем изменения плавящего импульса.
Система А сварки с короткой дугой, использующая источник питания В с цифровым регулятором С, функционирует посредством настойки схемы 200 для получения формы сигнала, показанной на фиг. 3. Форма сигнала переменного тока 200 имеет отрицательный плавящий импульс 212, отображенный стадией I на фиг. 2, где плавящий импульс формирует расплавленный металл 220 на конце электрода Е. Уровень тока в импульсе 212 ниже величины тока, необходимого для распыляющей дуги, чтобы происходил перенос посредством короткого замыкания. В момент времени t1 начинается измерение Джоулей, как объясняется позже. Импульс имеет начальное положение 212а в момент времени t1 и конечное положение 212b в момент времени t2. После плавящего импульса в соответствии со стандартной практикой имеется участок 214 спокойного переноса при низком положительном токе, как отображается стадией II на фиг. 2. На этой стадии расплавленный металл 220 на конце продвигающегося электрода Е формируется в шар за счет действия поверхностного натяжения, ожидая короткого замыкания, которое происходит в момент времени t3 и показано как стадия III. Следовательно, время между t2 и t3 представляет собой время между концом плавящего импульса и коротким замыканием, причем это время указывается логическим состоянием на линии 122, как показано на фиг. 1. После стадии II сужающее действие тока, показанное как перешеек 222, отделяет расплавленный металл 220 от ванны 224. Это электрическое сужающее действие, показанное на стадии IV, ускоряется в соответствии со стандартной практикой отрицательным импульсом короткого замыкания 216, имеющим первый участок тока 216а с крутым наклоном и последующий второй участок тока 216b с более плавным наклоном. В конечном счете, замыкающийся металл отделяется и логическое состояние КЗ на линии 122 меняется на начало следующего импульса тока в момент времени t1, показанное переходным участком 218. Форма сигнала 210 представляет собой форму сигнала переменного тока, имеющую отрицательный плавящий импульс 212, спокойный участок низкого тока 214 и прерывающий импульс 216, переходящий в следующий отрицательный импульс 212 в момент времени t1. Соответствующее напряжение имеет форму сигнала 230 с отрицательным участком 232, участком 234 с низким положительным уровнем, который падает при коротком замыкании 236, и последующим участком отрицательного напряжения 238, который переходит на участке 240 в следующее напряжение 232 плавящего импульса. Полный цикл времени составляет от t1 до следующего t1, и положительный перенос 214 имеет время меньше, чем 20% от полного цикла времени. Это предотвращает укорачивание.
Настоящее изобретение включает в себя источник питания и способ регулирования формы сигнала 210 посредством генератора 100 формы сигнала и регулятора С таким образом, что время между концом плавящего импульса 212 t2 и временем короткого замыкания t3 представляет собой постоянную величину, основанную на настройке схемы 200. Эта настройка временной задержки в типичном варианте осуществления выполняется схемой 250, показанной на фиг. 4. В этой схеме время между плавящим импульсом в момент t2 и коротким замыканием в момент t3 устанавливается на требуемом уровне от 0,5 до 2,0 мс. В одном варианте осуществления установленная требуемая временная задержка составляет 1,0 мс, что представляет собой величину сигнала на линии 254. Таким образом, численное значение на линии 254 представляет собой требуемое время от t2 до t3. Действительное время от t2 до t3 определяется таймером 260, который стартует в момент времени t2 и останавливается в момент времени t3. Таймер сбрасывается для следующего измерения в соответствующее время, показанное как t5, которое может быть настроено, чтобы располагаться в разных положениях после t3, и чье положение должно быть во время плавящего импульса, как показано на фиг. 3. Значение на линии 262 представляет собой действительное время от t2 до t3. Это действительное время сохраняется в регистре 270, который сбрасывается в любой соответствующий момент времени, такой как время t2. Таким образом, цифровые данные на линии 272 представляют собой действительное измеренное время от t2 до t3. Это время сравнивается с требуемым временем на линии 254. Любой усилитель сигнала ошибки можно использовать, чтобы численно обрабатывать отношение этого действительного времени к установленному времени. Этот процесс схематически проиллюстрирован, как суммирующее соединение 280 и цифровой фильтр 282, имеющий выход 284 для настройки схемы 200. Разница между требуемым временем и действительным временем представляет собой сигнал ошибки на линии 284, который увеличивает или уменьшает требуемую полную энергию схемы 200. Требуемая полная энергия периодически обновляется в соответствующие моменты времени, показанные как t2, схемой обновления 290. Таким образом, при всех временах сигнал на линии 192 фиг. 1 представляет собой требуемую полную энергию для импульса 212 процесса короткого замыкания. Эта полная энергия подстраивается посредством любой разницы между временем t2 и временем t3 так, что энергия импульса 212 поддерживает постоянную или требуемую задержку времени для наступающего короткого замыкания. Эта регулировка времени стабилизирует процесс сварки короткой дугой системой А.
На фиг. 4 показан типичный вариант осуществления источника питания, реализуемый посредством изменения порога энергии для плавящего импульса, чтобы изменить время между импульсом и коротким замыканием. Это время также можно изменять напряжением или мощностью плавящего импульса, как схематически показано на фиг. 5 и 6. В обоих этих вариантах осуществления время плавящего импульса от t1 до t2 поддерживается фиксированным, как показывается блоком 300. Во время этого постоянного времени плавящего импульса напряжение или мощность изменяют, регулируя время между импульсом и коротким замыканием. На фиг. 5 величина на выходной линии 284 от фильтра 282 регулирует контур обратной связи 310, чтобы настроить напряжение плавящего импульса, как показывается численными данными на линии 312. Чтобы настроить мощность для регулирования задержки времени короткого замыкания, величина на выходной линии 284 используется для настойки контура обратной связи 320, которая сравнивается с мгновенной мощностью на линии 154 генератора 100 формы сигнала. Изменение мощности представляет собой численную величину на линии 322, которая сравнивается с цифровым значением на линии 154 для регулирования мощности плавящего импульса. Таким образом, в вариантах осуществления настоящего изобретения полная энергия формы сигнала, напряжение формы сигнала или мощность формы сигнала настраиваются так, чтобы поддерживать постоянное время от t2 до t3, чтобы стабилизировать дугу и регулировать короткие замыкания в системе А, показанной на фиг. 1.
В соответствии с другим вариантом осуществления источника питания, настройка энергии плавящего импульса 212 объединяется с двумя модификациями настоящего изобретения, показанными на фиг. 5 и 6. Такие объединенные регулирования показаны на фиг. 7 и 8, в которых предыдущее суммирующее соединение 280 и цифровой фильтр 282 показаны, как объединенные в аналоговый усилитель 330 сигнала ошибки. Данный компонент или программа имеют выход 332 с логическим состоянием для остановки плавящего импульса, когда достигнута пороговая энергия, как показывается логическим состоянием на линии 182. Таким образом, полная энергия импульса регулируется вместе со схемой 310 регулирования напряжения импульса на фиг. 7 и регулированием 320 мощности импульса, как показано на фиг. 8. Выход 312 объединяется с выходом 172с для регулирования профиля формы сигнала в линии 100а генератора 100. Подобным образом уровень энергии регулируется логическим состоянием на линии 172с в комбинации с цифровой информацией на выходной линии 322 схемы 320 регулирования импульса мощности. Другие комбинации параметров можно использовать для регулирования плавящего импульса 212, чтобы гарантировать точное регулирование времени между плавящим импульсом и коротким замыканием. Такие другие параметры находятся в компетенции данной области техники в регулировании генератора формы сигнала посредством замкнутых контуров обратной связи.
В типичном варианте осуществления настоящего изобретения данный способ представляет собой способ с переменным током, как показано на фиг. 4; однако можно использовать форму сигнала 400 положительного постоянного тока, как показано на фиг. 9. Плавящий импульс 402 имеет высокий положительный ток 402а до тех пор, когда импульс заканчивается в момент времени t2. Положительный ток ограничен уровнем ниже того, что требуется распыляющей дуге, чтобы металл не отделялся без короткого замыкания. Эта концепция определяет способ сварки с короткой дугой. Затем форма сигнала переходит в участок 404 положительного тока с низким уровнем, ожидая короткого замыкания в момент времени t3. Этот положительный ток низкого уровня используется в типичном варианте осуществления настоящего изобретения и оканчивается в момент времени t3. После этого короткий прерывающий импульс 410 создается генератором формы сигнала. Импульс 410 имеет область 412 высокого наклона и ступенчатую область 414, чтобы вывести ток назад на высокий уровень тока 402а. Различные иллюстрированные варианты осуществления настоящего изобретения могут быть использованы в выполнении формы сигнала 400 положительного постоянного тока; однако логическое состояние на линии 100b для регулирования полярности выходной формы сигнала на линиях 32, 34 не является необходимым.
Типичный вариант осуществления источника питания существует в операции сварки труб с помощью электрода с флюсовой сердцевиной, схематично представленной на фиг. 1А. Такая операция сварки труб схематично изображена на фиг. 10, где части труб 420, 422 определяют открытый корень шва 424. Настоящее изобретение, как показано на фиг. 4, регулирует форму сигнала на проволоке W, когда она движется через контакт-деталь 42 к открытому корню шва 424 соединения труб. Фиг. 10 показывает особый вариант осуществления, использующий настоящее изобретение для сварки прохода при заварке корня шва при соединении труб, чтобы соединить участки труб вместе для последующего соединения стандартными технологиями сварки.
В определенных вариантах осуществления источники питания и/или операции сварки согласно настоящему изобретению демонстрируют один или больше следующих аспектов. Плотность тока обычно меньше, чем требуется для распылительной сварки, так как основным режимом переноса металла является сварка с коротким замыканием. Как во многих процессах короткого замыкания плазменный ток устанавливается в зависимости от диаметра проволоки, например, для проволоки 5/64 дюйма с флюсовой сердцевиной можно использовать ток 625 ампер. В общем, положительные токи имеют тенденцию устанавливать длину дуги. Если положительному току позволить достигать того же уровня, как уровень длины дуги отрицательного тока, даже на половину миллисекунды, дуга положительного тока достигнет нежелательной длины. В общем, положительный ток находится в диапазоне от около 50 ампер до около 125 ампер, и в одном варианте осуществления около 75 ампер. Отрицательная часть формы сигнала может быть либо постоянной мощности, либо напряжением с наклоном от около 5 до 15 % тока. Обычно сварку можно проводить при около 60 герц, и 10 % положительных. Так как положительный ток устанавливается на относительно низком уровне, часть, форма сигнала которой является положительной, обычно меньше, чем 20%.
Фиг. 11 и 12 схематично иллюстрируют сварочный аппарат для применения технологии с установкой формы сигнала и/или сварочной системы 510, и электрод 530 с сердечником. Сварочная система содержит сварочный аппарат 510, имеющий сопло 520 для направления электрода 530 в направлении изделия W. Сварочная система 510 включает в себя трехфазную подачу энергии L1, L2 и L3, которая выпрямляется через выпрямитель 550, 560 и источник питания 540. Источник питания 540 обеспечивает выход и, особенно, форму сигнала переменного тока, как описано в заявке США с порядковым номером № 11/263064, зарегистрированной 31 октября 2005, ранее введенной посредством ссылки. Дуга переменного тока возникает между концом электрода 530 и изделием W. Этот электрод представляет собой электрод с оболочкой 600 и внутренней сердцевиной 610. Сердцевина включает в себя флюсовые ингредиенты, такие как представленные частицами 610а. Задачей этих ингредиентов 610а является (а) защита расплавленного металла шва от атмосферных загрязнений посредством покрытия расплавленного металла шлаком, (b) химическое соединение с любыми атмосферными загрязнителями так, что их отрицательное воздействие на качество сварочного шва минимизируется, и/или (с) генерация защищающих дугу газов. В соответствии со стандартной практикой сердцевина 610 также включает в себя сплавные ингредиенты, обозначаемые как частицы 610b, вместе с другими разнообразными частицами 610с, которые скомбинированы, чтобы обеспечить заполнение сердцевины 610. В предыдущих заявках указано, что для оптимизации операции сварки, необходимо использовать твердую проволоку с внешним защищающим газом. Однако, чтобы получить сварной шов с особыми механическими и металлургическими свойствами, требуются особые сплавы, которые может быть трудно получить в форме твердой проволоки. Кроме того, газовая защита не всегда является подходящей альтернативой из-за доступа к газу или трудности достижения адекватной защиты из-за условий окружающей среды, доступности чистых газовых смесей и трудной местности. Поэтому выгодно использовать самозащитные фитильные электроды так, чтобы окружающая среда не воздействовала на сварку, как предусмотрено в настоящем изобретении.
Обычная проблема, возникающая при использовании электродов с сердцевиной без регулирования профиля формы сигнала сварки, показана на фиг. 13. В процессе сварки расплавляют оболочку 600, обеспечивая часть расплавленного металла 630, расплавленного вверху вокруг электрода, как изображается с помощью расплавленного верхнего конца 640. Таким образом, оболочка электрода плавится быстрее, чем сердцевина. Это вынуждает расплавленный металлический материал находиться на выходном конце электрода 530 без защищающего газа или химической реакции, вызываемой плавлением внутренних компонентов сердцевины 610. Таким образом, дуга переменного тока расплавляет металл электрода 610 в незащищенной атмосфере. Необходимая защита расплавленного металла образуется, когда оболочка и сердцевина плавятся с одной скоростью. Проблема плавления расплавленного металла быстрее, чем сердцевины, дополнительно показана на фиг. 14. Расплавленный металл 650 из оболочки 600 уже соединился с изделием W до того, как сердцевина 610 получила возможность расплавиться. Таким образом, сердцевина 610 не может обеспечить необходимую защиту в процессе сварки. Фиг. 13 и 14 показывают причину, почему сварка переменным током с помощью электродов с сердцевиной не используется для сварки трубопроводов вдали от берега и сварки других трубопроводов. Однако форма сигнала переменного тока может быть использована, чтобы регулировать подачу тепла при использовании электрода с сердцевиной.
Путем регулирования точного профиля формы сигнала переменного тока, используемой в сварочном процессе, можно заставить оболочку 600 и сердцевину 610 плавиться приблизительно с одной скоростью. Неудача адекватного координирования плавления оболочки и плавления сердцевины представляет собой причину использования защитного газа ЗГ, как показано на фиг. 15. Преимущество регулирования профиля формы сигнала переменного тока заключается в том, что можно избежать применения внешнего защищающего газа ЗГ.
Хотя регулирование формы сигнала переменного тока может приводить к существенным преимуществам, как указано выше, чтобы обеспечить стабильность дуги и соответствующие температуры и скорости плавления, действительное регулирование формы сигнала переменного тока является довольно сложным. И, даже с использованием усложненных форм сигнала переменного тока, возможно загрязнение сварного шва. Загрязнение сварных швов, полученных путем использования усложненных форм сигнала переменного тока, еще возможно, даже если используется защищающий газ. Соответственно, в предпочтительном аспекте настоящего изобретения предусмотрены определенные электродные композиции, которые, при использовании в соединении с формами сигнала переменного тока, могут обеспечивать прочные, вязкие и стойкие сварные швы без существенных проблем загрязнения и без степени регулирования, требуемой для форм сигнала переменного тока в противном случае.
При сварке посредством способа или источника питания согласно настоящему изобретению и с электродом с сердцевиной требуется иметь оболочку и сердцевину, плавящиеся с одной скоростью. Эта операция способствует гомогенному смешиванию определенных материалов сердцевины и внешней оболочки, так что смесь расплавленных материалов химически сопротивляется воздействию атмосферного загрязнения. Элементы сплава, требуемые для получения требуемых механических и металлургических характеристик сварного шва, равномерно распределяются в сварном шве. Кроме того, оптимизируются защитные преимущества, получаемые от шлако- и/или газообразующих компонентов. Как отмечается выше, эта ситуация проиллюстрирована на фиг. 15. Напротив, фиг. 14 иллюстрирует ситуацию, где оболочка плавится быстрее, чем сердцевина. В этой нежелательной ситуации расплавленный металл 650 из оболочки 500 уже соединился с изделием W до того, как сердцевина 610 получила возможность расплавиться. Металл 650 не был защищен от воздействия атмосферного загрязнения до той степени, которая была бы, если бы нерасплавленные компоненты сердцевины в действительности расплавились. Кроме того, элементы сплава, необходимые для достижения требуемых механических и металлургических характеристик, могут быть исключены из расплавленного металла 650.
Как показано выше, электрическое сварочное устройство, использующего технологию управления формой сигнала, можно применять для сварки переменным током с помощью электродов с сердцевиной, таких как электрод 700, показанный на фиг. 16. Такой электрод включает в себя внешнюю стальную оболочку 710, окружающую сердцевину 720, образованную из зернистого материала, включающего сплавленные металлы и шлаковые или флюсовые материалы. Благодаря присутствию внутренних флюсовых или шлаковых материалов нет необходимости во внешнем защищающем газе во время операции сварки. С помощью включения материала сплава в сердцевину 720 ванна сварного металла 740 на изделии 730 может быть модифицирована таким образом, чтобы иметь точные компоненты сплава. Это преимущество и причина для использования электродов с сердцевиной вместо твердой сварочной проволоки, где сплавление должно выполняться действительными компонентами сварочной проволоки. Настройка сплавления для металла шва является достаточно трудной, когда используется твердая сварочная проволока. Поэтому в сварке высокого качества выгодно использовать самозащитный электрод с сердцевиной. Дуга переменного тока расплавляет оболочку 710 и расплавляет компоненты или заполнение в сердцевине 720 со скоростью, которую можно отрегулировать, чтобы она была такой же. Загрязнение в металле шва 740, такое как водород, азот или кислород, может вызывать проблемы пористости, образования трещин и других типов физических дефектов в металле шва. Таким образом, задачей для разработки способа сварки является исключение загрязнения из расплавленного металла шва. Как правило, используют "раскисляющие" агенты, обычно кремний, алюминий, титан и/или цирконий, которые химически соединяются с потенциальными загрязнениями, предотвращая образование пористости или вредных включений в металле шва. Кроме того, для реакции с водородсодержащими частицами можно также добавлять «поглотители», чтобы удалять водород из сварочного шва. Чтобы наплавлять однородный, прочный металл шва 740, часто необходимо добавлять такие раскисляющие агенты в количествах, которые сами вредны для свойств металла шва, таких как ковкость и низкотемпературная вязкость. Таким образом, требуется снижать время нахождения расплавленного металла в дуге переменного тока, чтобы предотвратить загрязнение металла, проходящего от электрода 700 к изделию 730, чтобы можно было минимизировать количество раскисляющих агентов.
Электродные композиции согласно настоящему изобретению для использования при сварке переменным током обеспечивают требуемые сварочные швы, которые являются стойкими, вязкими и которые не подвержены проблемам, в противном случае связанным с применением обычных электродных композиций. Электродные композиции по настоящему изобретению могут быть использованы в соединении с формами сигнала переменного тока, где положительные и отрицательные части формы сигнала переменного тока модифицированы, чтобы уменьшать полную длину дуги ДД. Таким образом, имеется меньший контакт с атмосферой и меньшее время, во время которого металл расплавлен. Подробное описание форм сигнала переменного тока и связанных способов сварки, для которых разработаны электродные композиции настоящего изобретения, излагаются в заявке США с порядковым № 11/263064, зарегистрированной 31 октября 2005, ранее введенной посредством ссылки. Действительно, путем уменьшения длины дуги температура расплавленного металла может быть снижена, пока он перемещается от электрода 700 к ванне сварочного металла 740. Обычно, когда используется сварочный аппарат, который может выполнять процесс сварки переменным током с разными формами для отрицательного и положительного участков, сварка переменным током с электродами с сердцевиной может эффективно применяться в данной области. Параметры положительного и отрицательного участков переменной формы сигнала можно независимо настраивать, чтобы компенсировать для и оптимизировать плавление оболочки 710 и сердцевины 720 для выбранного электрода 700.
Более конкретно, один вариант осуществления настоящего изобретения включает в себя комбинацию электрода и сварки при переменном токе, в которой положительный и отрицательный участки формы сигнала индивидуально настроены для выполнения задачи обеспечения малой длины дуги и уменьшенного загрязнения. Используя эту концепцию, композиция электрода по настоящему изобретению, особенно вследствие эффекта самозащиты, может обеспечивать существенные преимущества. Эти электроды используются без защищающего газа и, в зависимости от конкретного применения, используют раскисляющие и деазотирующие агенты в сердцевине для дополнительной защиты от атмосферного загрязнения.
Таким образом, один вариант осуществления настоящего изобретения обеспечивает синергическую систему способа сварки с уникальным набором сплавных и флюсовых компонентов в сердцевине электрода ФСДС-С. Как упомянуто, электрод с сердцевиной представляет собой непрерывно подаваемую трубчатую металлическую оболочку с сердцевиной из порошкообразных флюсовых и/или сплавных ингредиентов. Они могут включать в себя флюсовые элементы, раскисляющие и деазотирующие агенты, и сплавные материалы, так же как и элементы, которые увеличивают вязкость и прочность, улучшают коррозионную стойкость и стабилизируют дугу. Типичные материалы сердцевины могут включать в себя алюминий, кальций, углерод, хром, железо, марганец и другие элементы и материалы. Хотя электроды с флюсовой сердцевиной более широко используются, металлические продукты в сердцевине полезны для подгонки металлической композиции наполнителя при сварке легированных сталей. Порошки в электродах с металлической сердцевиной обычно представляют собой порошки металлов и сплавов скорее, чем соединения, производящие только маленькие островки шлака на поверхности сварного шва. Напротив, электроды с флюсовой сердцевиной обеспечивают интенсивное шлаковое покрытие во время сварки, которое поддерживает и формирует валик.
Система сплав/флюс по настоящему изобретению содержит особые количества источника бария, особые количества источника лития, оксида лития, оксида железа и при необходимости возможные количества оксида кальция, оксида кремния и оксида марганца. Одно или больше из фторида, оксида и/или карбоната бария может быть использовано в качестве источника бария. И одно или больше из фторида и/или карбоната лития может быть использовано в качестве источника лития. Систему сплав/флюс включают в заполнение электрода. Заполнение электрода обычно составляет от около 18 до около 24% электрода. Типичный вариант осуществления системы сплав/флюс содержит:
от около 35 до около 55% фторида бария в качестве источника бария,
от около 2 до около 12% фторида лития в качестве источника лития,
от около 0 до около 8% карбоната бария в качестве второго источника бария,
от около 0 до около 8% карбоната лития в качестве второго источника лития,
от около 0 до около 15% оксида лития,
от около 0 до около 15% оксида бария,
от около 5 до около 20% оксида железа,
от около 0 до около 5% оксида кальция,
от около 0 до около 5% оксида кремния,
от около 0 до около 5% оксида марганца и
до порядка 25% алюминия, магния, титана, циркония или их комбинаций для раскисления и деазотирования, и остальные металлические компоненты, в частности железо, никель, марганец, кремний или их комбинации. Все проценты, представленные здесь, представляют собой проценты по массе, если не оговорено иное. В одном варианте осуществления композиция для заполнения электрода содержит от около 35 до около 55% фторида бария, от около 2 до около 12% фторида лития, от около 0 до около 15% оксида лития, от около 0 до около 15% оксида бария, от около 5 до около 20% оксида железа и до около 25% раскисляющего и деазотирующего агента, как указано выше. В других вариантах осуществления вышеупомянутая композиция для заполнения электрода также может включать в себя от около 0 до около 8% карбоната бария. В еще одном варианте осуществления композиция для заполнения электрода может дополнительно включать в себя от около 0 до около 8% карбоната лития. В еще одном варианте осуществления композиция для заполнения электрода может включать в себя от около 0 до около 5% оксида кальция. В еще одном дополнительном варианте осуществления композиция для заполнения электрода может включать в себя от около 0 до около 5% оксида кремния. И в другом варианте осуществления композиция для заполнения электрода может содержать себя от около 0 до около 5% оксида марганца. Другие варианты осуществления включают в себя использование одного или больше из этих агентов, то есть карбоната бария, карбоната лития, оксида кальция, оксида кремния, оксида марганца и их комбинаций.
Типичный вариант осуществления способа по настоящему изобретению содержит приложение первого отрицательного напряжения между электродом и субстратом, чтобы вызвать, по меньшей мере, частичное плавление электрода возле субстрата. Способ также содержит приложение положительного напряжения между электродом и субстратом, чтобы содействовать образованию текучей массы материала из электрода. Способ дополнительно содержит контроль за осуществлением электрического короткого замыкания между электродом и субстратом через эту текучую массу. Способ дополнительно содержит, после детектирования электрического короткого замыкания, приложение второго отрицательного напряжения между электродом и субстратом. И способ содержит увеличение интенсивности второго отрицательного напряжения, чтобы прервать электрическое короткое замыкание и образовать сварной шов на субстрате из текучей массы. Композиция заполнения электрода в электроде с флюсовой сердцевиной содержит от около 35 до около 55% фторида бария, от около 2 до около 12% фторида лития, от около 0 до около 15% оксида лития, от около 0 до около 15% оксида бария, от около 5 до около 20% оксида железа и до около 25% раскисляющего и деазотирующего агента, выбранного из группы, состоящей из алюминия, магния, титана, циркония и их комбинаций. В других вариантах осуществления дополнительные агенты могут внедряться в заполнение электрода. Например, может включаться от около 0 до около 8% карбоната лития. Другой вариант осуществления композиции заполнения электрода включает в себя от около 0 до около 8% карбоната лития. Еще один вариант осуществления включает в себя от около 0 до около 5% оксида кальция. Другой вариант осуществления включает в себя от около 0 до около 5% оксида кремния. И еще один вариант осуществления включает в себя от около 0 до около 5% оксида марганца. В еще одном дополнительном варианте осуществления один или больше из этих агентов могут быть добавлены или иным способом включены в композицию для заполнения электрода. Например, заполнение электрода может также содержать в дополнение к ранее указанным частям фторида бария, фторида лития, оксида лития, оксида бария, оксида железа и одного или больше из особых раскисляющих и деазотирующих агентов от около 0 до около 8% карбоната бария, от около 0 до около 8% карбоната лития, от около 0 до около 5% оксида кальция, от около 0 до около 5% оксида кремния и от около 0 до около 5% оксида марганца.
Данная система флюс/сплав модифицирована по сравнению с традиционными системами флюс/сплав, используемыми для электродов ФСДС-С, чтобы достичь короткой длины дуги и для сварки при меньших подачах тепла, что является результатом уникальных форм сигнала, применяемых в этом способе. Короткая длина дуги и стабильная дуга являются результатом комбинации системы сплава и флюса и уникальных характеристик формы сигнала. По существу, и сварочное оборудование, и способ оптимизированы вместе, чтобы достигать требований конечного продукта сварки.
В определенных вариантах осуществления настоящее изобретение обеспечивает способы образования металлов шва, имеющих привлекательные свойства. В целом, эти способы включают в себя обеспечение проволоки или электрода, имеющих сердцевину с ранее описанной композицией. В одном варианте осуществления сварочная проволока или электрод используются без защитного газа или, точнее, агентов, которые образуют такой газ. Эти способы также включают в себя операцию, в которой проволока или электрод движутся в направлении области интереса, такой как соединение, образованное между двух участков трубы. В дополнительном варианте осуществления такое движение происходит при регулируемой скорости подачи. Данный способ также включает в себя создание тока сварки для плавления проволоки или электрода посредством дуги между проволокой и участками трубы, тем самым образуя валик расплавленного металла в соединении. Данный способ также включает в себя перенос расплавленной проволоки к валику расплавленного металла посредством последовательности коротких замыканий. Данный способ особенно хорошо подходит для применения при сваривании соединения между двумя участками трубы, сделанными из металла, имеющего предел текучести, по меньшей мере, около 70 ksi и толщину менее чем около 0,75 дюймов. В дополнительном варианте осуществления изобретение может обеспечиваться сварной шов без использования газовой защиты, имеющий предел текучести, по меньшей мере, 80 ksi, таким образом обеспечивая сварной шов, который удовлетворяет требованиям Американского нефтяного института (API) для сварки труб класса Х-80. Дополнительно типичный вариант осуществления настоящего изобретения может обеспечивать предел текучести свыше 550 МПа и прочности на разрыв 690 МПа, и вязкости по Шарпи с V-образным надрезом (CVN) свыше 60 джоулей при -20°С.
Однако следует понимать, что настоящее изобретение можно использовать в применениях с трубами, имеющими толщину больше, чем или меньше, чем 0,75 дюймов. В одном варианте осуществления полученный валик, который обычно образуется, имеет прочность на растяжение больше, чем 70 ksi и, в определенных применениях, больше, чем 90 ksi. В особых аспектах плавящий ток может быть отрицательным. Если плавящий ток отрицательный, операция переноса металла может выполняться положительным током. Перенос металла может однако выполняться положительным током независимо от плавящего тока. При выполнении вышеописанного способа в одном варианте осуществления средняя длина дуги меньше, чем 0,30 дюймов, и в дополнительном варианте осуществления меньше, чем 0,20 дюймов, и в другом варианте осуществления меньше, чем 0,10 дюйма. В одном варианте осуществления вышеописанного способа скорость коротких замыканий автоматически регулируется. Скорость коротких замыканий обычно составляет от около 40 до около 100 циклов в секунду.
В других вариантах осуществления вышеописанные концепции, то есть использование источников питания и технологий регулирования в комбинации с упомянутыми здесь композициями электродов, можно использовать для получения металла шва, имеющего минимальную вязкость по Шарпи с V-образным надрезом 60 Дж при -20°С. Подобным образом, данные способы можно использовать для получения металла шва, имеющего минимальную вязкость по Шарпи с V-образным надрезом 40 Дж при -40°С. И данные способы можно использовать для получения металла шва, имеющего прочность на растяжение, превышающую 90 ksi. Таким образом, тонкая труба менее чем около 0,75 дюймов, может быть выполнена с экономией. Защищающий газ не требуется, поэтому стоимость на обеспечение газом устраняется или сильно уменьшается.
Настоящую заявку можно использовать в широком наборе применений. Система, способ и/или композиции, описанные здесь, особенно приспособлены для использования при сварке, по меньшей мере, Х80 труб (обозначение Х80 дается в соответствии с промышленной спецификацией API 5L:2000) с самозащитной проволокой и с флюсовой сердцевиной. Однако настоящее изобретение можно использовать для соединения труб других классов. Настоящее изобретение можно использовать в операциях "прохода при заварке корня шва" или сварки прихваточным швом, выполняемых на трубах. Настоящее изобретение можно использовать, чтобы плавить большие количества сварочной проволоки при меньшей силе дуги по сравнению с современной известной практикой использования погруженной короткой дуги для исходного прохода сварки. Еще одно применение настоящего изобретения лежит в применениях сварки роботом для высокоскоростной сварки тонких калиброванных металлов.
ПРИМЕР
Последующее описание посвящено примеру настоящего изобретения. Настоящее изобретение не ограничено данным вариантом осуществления и приведенными ниже результатами, а последующее описание предназначено для демонстрации результатов, достигаемых в типичном варианте осуществления настоящего изобретения.
Ряд тестовых сварочных швов был получен с применением варианта осуществления настоящего изобретения, в котором самозащитный электрод с флюсовой сердцевиной использовали в способе сварки с короткой дугой. В некоторых тестах использовали электрод типа Lincoln Innershield NR-233 диаметром 0,062 дюйма. Сварку проводили при постоянной скорости подачи проволоки и скорости переноса. Сварочные швы наложили на пластины в виде трех параллельных проходов из стороны в сторону, затем двух параллельных проходов во второй слой поверх первых трех проходов. Поверхности пластин обрабатывали струей дроби перед сваркой, чтобы удалить окалину и грязь. Слой металла шва во втором слое анализировали на содержание азота. Так как в использованных электродах не было преднамеренно введенного азота, последующий анализ проводили в предположении, что азот в металл шва пришел из окружающей атмосферы.
Кроме того, источник питания сварки изготовили, чтобы создавать переменный ток с изменяемой формой сигнала, и меняли следующие характеристики формы сигнала переменного тока:
"баланс формы сигнала" - баланс формы сигнала в процентах времени цикла переменного тока, когда полярность электрода положительная; и
"сдвиг постоянной составляющей" - сдвиг постоянной составляющей представляет собой меру степени, в которой амплитуды положительной и отрицательной частей формы сигнала не равны. Сдвиг постоянной составляющей, равный -20, означает, что амплитуда положительной части формы сигнала была 19,4 вольта, тогда как отрицательная часть равна 23 вольта. Кроме того, +20 означает обратное, то есть -23 вольта положительных и 19,4 вольт отрицательных.
Фиг. 17 демонстрирует влияние баланса формы сигнала и сдвига постоянной составляющей на усвоение азота металлом шва в экспериментальном шве, полученном с помощью примера заявленного изобретения. Как показано на фиг.17, точка с большим значением при 0% балансе формы сигнала, усвоение азота 0,029%, представляет собой результат для шва, полученного с постоянным током. Два шва, полученных при 10% балансе формы сигнала, +20 сдвиг постоянной составляющей, и два шва, полученных при 50% балансе формы сигнала, -20 сдвиг постоянной составляющей, имели существенно более низкое усвоение азота, чем сварочный шов постоянного тока. Кроме того, во время тестов было отмечено, что усвоения азота выше, чем наблюдали при постоянном токе, наблюдается при других комбинациях баланса формы сигнала и сдвиге постоянной составляющей.
Дополнительно в добавочных вариантах осуществления формой сигнала переменного тока также можно управлять, чтобы регулировать уровень кислорода и водорода в металле шва. Снижение общих уровней загрязнения уменьшает необходимость добавки раскисляющих и связывающих или модифицирующих или меняющих, или ограничивающих растворимость агентов. Таким образом, количества примесей в самозащитном электроде можно оптимизировать, чтобы достичь оптимальных физических свойств в металле шва.
Следующая таблица показывает данные сварки и спецификации примера сварки, выполненного в соответствии с вариантом осуществления. В этом примере электрод Pipeliner® от Lincoln Electric Company, Cleveland, Ohio использовали в положении 5G, согласно процедурам, изложенным ниже в таблице 1. Дополнительно фиг.18 изображает структуру сварочного соединения, соответствующего данным, показанным ниже в таблицах. Сваренный металл 181 представлял собой API класс Х80 толщины 17 мм, и структура сварного шва показана на фиг.18. Дополнительно, как показано на фиг.18, проходы сварки показаны как проходы от #1 до #9. Таблица 2 показывает результаты механических тестов сварочного шва, полученного в соответствии с таблицей 1. Наконец, таблица 3 показывает химический состав наплавленного металла шва для примера, приведенного в таблице 1.



Вышеприведенный пример предназначен служить только типичным вариантом осуществления настоящего изобретения и не предназначен для ограничения области настоящего изобретения каким-либо образом.
В одном варианте осуществления настоящего изобретения устройство сварки с короткой дугой представляет собой сварочное устройство, которое использует сварочный пистолет для непрерывного продвижения электрода в направлении свариваемого изделия. Это подобно способу сварки МИА. Однако, как указано выше, данный способ представляет собой безгазовый способ, использующий самозащитные электроды с флюсовой сердцевиной. Кроме того, данный способ сварки, использующий систему сварки с короткой дугой и описанный электрод, представляет собой способ сварки, подобный сварке МИА, в котором электрод непрерывно продвигается через сварочный пистолет.
Более того, в дополнение к вышеприведенным обсуждениям, в дополнительных вариантах осуществления настоящего изобретения сварочное устройство может представлять собой двигаемую мотором машину или машину, двигаемую топливным элементом или батареей. Дополнительно настоящее изобретение может также применяться с автоматическими или роботизированными сварочными машинами.
Настоящее изобретение описано с определенными вариантами осуществления и применениями. Их можно объединять или взаимозаменять без исключения из области изобретения, как определено в прилагаемой формуле изобретения. Системы, способы, электроды и их комбинации, как определено в этой прилагаемой формуле изобретения, внедрены здесь посредством ссылки, как часть описания новых признаков синергического изобретения.
Реферат
Изобретение относится к области сварки, в частности к способу сварки металлического изделия и сварочному аппарату, и может найти применение, в частности, для сварки трубопроводов. Сварочный аппарат содержит систему сварки короткой дугой и выполнен с возможностью продвижения электрода в направлении свариваемого изделия и регулирования длины дуги. Сварочный шов, полученный способом сварки короткой дугой, удовлетворяет требованиям API 5L для сварки труб, по меньшей мере, класса Х80, при этом средняя длина дуги во время сварки составляет до 0,3 дюйма. Система дополнительно содержит источник питания с регулятором для создания импульса тока, подающего энергию в электрод, чтобы расплавить конец самозащитного электрода, и участка спокойного переноса металла с низким током, следующим за концом плавящего импульса, во время которого расплавленный электрод электрически замыкается с изделием. 9 н. и 34 з.п. ф-лы, 18 ил., 3 табл.
Формула
Документы, цитированные в отчёте о поиске
Способ сварки с помощью короткого замыкания и аппарат для его осуществления
Комментарии