Устройство и способ для формования и обертки материала - RU2569242C2
Код документа: RU2569242C2
Чертежи
Описание
Область изобретения
Настоящее изобретение относится к способу для формования и обертки материала в непрерывный брус, к формующему и оберточному элементу для формования материала в непрерывный брус и обертки указанного материала. Настоящее изобретение относится также к устройству для формования материала в непрерывный брус и обертки указанного материала.
Предпосылки изобретения
Традиционное пакетирование сыпучих материалов в целом, и в частности сельскохозяйственных продуктов, таких как трава, сено, силос или солома, включает сжатие сыпучего материала в пакетирующей камере пакетирующего устройства, чтобы образовывать тюк, и последующую обертку тюка сеткой или листом покрытия, например, защитной пленкой. Путем обертки тюка защитной пленкой в тюке можно создавать контролируемую среду. Такая среда может быть аэробной или анаэробной. Например, для производства силоса из травы, что требует анаэробных условий, защитная пленка должна обеспечивать защиту от влаги, кислорода и УФ света, а также обеспечивать механическую защиту тюка. В других случаях, например, при обертке отходов для компостирования, может быть желательна аэробная среда.
Вместо круглых тюков для хранения такого материала как фураж, сено, силос, и т.п., популярны большие продолговатые тюки. Такие продолговатые тюки часто формуются с помощью длинных трубок из пластмассовой пленки, которая натягивается на предварительно формованный (сжатый) брус материала. Альтернативно материал вжимается в трубки. Однако такие трубки являются негибкими и на практике ограничены очень малым числом приложений, поскольку размеры трубки предопределяются до начала процедуры упаковки материала. Таким образом, если материал, подлежащий упаковке, заканчивается до того, как была заполнена пластмассовая трубка, пользователь должен обрезать трубку перед изоляцией продолговатого тюка. Остаток трубки для упаковки другого бруса материала использовать нельзя. Это может приводить к большим объемам испорченных пластмассовых трубок и, таким образом, - к излишним затратам, поскольку такие пластмассовые трубки относительно дорогие.
Также толщина пластмассовой трубки является предопределенной. Это является недостатком, поскольку имеются различные требования к пластмассовым трубкам, в зависимости от запланированного приложения, такого как производство силоса, что требует высококачественной защиты, чтобы получить анаэробные условия, или просто защита от атмосферных воздействий. Например, производство силоса требует более толстой пластмассы, чем защита от атмосферных воздействий. Кроме того, более плотно сжатый материал может требовать более толстой обертки, чем свободно сжатый или собранный сыпучий материал. Из-за высокой цены полимерных материалов пластмассовая трубка, которая толще, чем необходимо для рассматриваемого применения, приведет к излишним затратам для пользователя и излишнему потреблению пластмассы, что является недостатком также и с точки зрения защиты окружающей среды.
Другой недостаток этих трубок состоит в том, что форма трубки может оказывать негативное влияние на устойчивость хранения и качество окончательного продукта. Если основание трубки, перпендикулярное ее продольному протяжению, слишком узкое, трубка разрушится, что вызовет образование воздушных карманов возле края тюка, приводя к удержанию в тюке влаги и кислорода, что крайне вредно для производства силоса.
W0 95/01716 раскрывает устройство для завертывания подачи в пластмассовое покрытие путем постепенного навертывания листа пластмассовой пленки вокруг бруса сжатой подачи, вместо надевания пластмассовой трубки вокруг подачи. Устройство содержит подвижную раму, принимающую подачу часть в раме, а также раму навертывания пластмассового покрытия, приспособленную вращаться вокруг подачи, подлежащей обертке. Устройство также содержит нажимной винт или другие средства для сжатия подачи в непрерывный брус. Рама навертывания получает свою движущую силу от силовой передачи работающей машины, такой как тягач, через вращающуюся коробку передач нажимного винта. Таким образом, вращающаяся коробка передач соединяется с трансмиссией работающей машины и с трансмиссией для вращения пластмассового покрытия. Следовательно, вращение пластмассового покрытия зависит от вращения нажимного винта.
Даже если устройство, раскрытое в W0 95/01716, по меньшей мере, частично решает проблему растраты пластмассы из-за остатков трубок, у устройства, описанного выше, имеется несколько недостатков. Один недостаток состоит в том, что потребление пластмассового листа не контролируется, и пользователь устройства не может на него повлиять. Кроме того, вращение подачи нажимным винтом делает устройство неподходящим для сжатия больших объемов материала, содержащего длинную солому, поскольку вращение такого материала вызывает большие силы трения на периферии камеры сжатия. Другой недостаток, связанный с вращением подачи, заключается в том, что устройство также является неподходящим для обработки материала, содержащего очень короткую солому, или зернистых материалов, таких как зерно, поскольку вращение этих материалов вызывает слишком низкие силы трения на периферии камеры сжатия, так что материал не формуется в брус достаточной плотности.
Следовательно, в данной области техники сохраняется необходимость в усовершенствованных способах для обертки сыпучих материалов в целом, и в частности соломенных материалов, таких как трава, сено или силос, а также зерновых материалов, так что внутри обертки обеспечивается контролируемая среда с желаемыми свойствами, и в устройстве, используемом с этой целью.
Суть изобретения
Цель настоящего изобретения состоит в том, чтобы, по меньшей мере, частично устранить недостатки текущего уровня техники и предоставить усовершенствованный способ для обертки сыпучего материала.
В одном аспекте изобретение достигает вышеуказанной цели путем предоставления формующего и оберточного элемента для формования материала в непрерывный брус и обертки указанного материала, этот элемент приспособлен прикрепляться к элементу подачи материала для подачи указанного материала в формующий и оберточный элемент. Формующий и оберточный элемент содержит:
камеру формования для формования материала в непрерывный брус, указанная камера имеет входное отверстие для подачи материала в камеру и выходное отверстие для выгрузки указанного непрерывного бруса;
- листооберточное средство (4) для обертки указанного непрерывного бруса; и
- средство управления, управляющее указанным листооберточным средством, по меньшей мере одно из листооберточного средства и указанного управляющего средства приспособлено работать независимо от скорости подачи материала в камеру формования. Предпочтительно и указанное листооберточное средство, и указанное управляющее средство приспособлены работать независимо от скорости подачи материала.
Поскольку подача и обертка материала производятся отдельно, степень перекрытия между соседними слоями или витками оберточного листа могут выбираться пользователем так, что в каждой части непрерывного бруса материала может обеспечиваться желаемое число слоев или витков оберточной пленки. Поэтому формующий и оберточный элемент может использоваться для обертки многих различных видов материалов и для различных приложений, которые выдвигают различные требования к степени защиты, обеспечиваемой оберткой. Следовательно, формующий и оберточный элемент может использоваться для силосования, защиты от погодных воздействий или обертки компостируемых отходов, и он может использоваться для двух или более различных приложений, не требуя какой-либо модификации, кроме надлежащей регулировки работы листооберточного средства, чтобы для каждого приложения обеспечивать желаемую степень перекрытия между соседними витками листа обертки. Таким образом, формующий и оберточный элемент в соответствии с изобретением предлагает удобную и экономичную обертку сыпучего материала, формованного в непрерывный брус.
Формующий и оберточный элемент может также содержать направляющую часть, приспособленную как продолжение указанной камеры сжатия, причем указанное листооберточное средство приспосабливается обертывать лист вокруг направляющей части. Направляющая часть предпочтительно содержит множество продольно протягивающихся пластин или планок, которые взаимно разнесены так, чтобы обнажать часть материала, подлежащего обертке. Таким образом, обеспечивается хорошее сцепление листа обертки с материалом.
Кроме того, камера формования может регулироваться по размеру и/или поперечному сечению. Дополнительно или альтернативно направляющая часть может регулироваться по размеру и/или поперечному сечению. Следовательно, вход может быть оптимизирован для различных приложений, поскольку оптимальный размер и форма поперечного сечения камеры формования, а таким образом и получающегося в результате непрерывного бруса материала, обычно изменяется для различных материалов. Например, для формования и обертки травы может быть предпочтительным большой диаметр камеры формования, тогда как для обертки зерна или кукурузы может быть предпочтительна камера формования, имеющая более крупную площадь основания.
Регулирование может осуществляться во время работы элемента (т.е. во время подачи, формования и обертки материала).
Кроме того, листооберточное средство формующего и оберточного элемента может содержать по меньшей мере один опорный рычаг, имеющий по меньшей мере одно листоподающее устройство. Опорный рычаг может содержать телескопический рычаг. Преимущественно телескопический рычаг может быть приспособлен близко повторять любую форму камеры формования и формуемого бруса материала. Используя такой телескопический рычаг, можно плотно обворачивать лист вокруг (сжатого) материала, так что избегается образование воздушных карманов между материалом и листом. В некоторых приложениях наличие кислорода может оказывать негативное влияние на стойкость хранения завернутого материала, и таким образом избегание образования воздушных карманов может приводить к улучшению стойкости хранения и качества завернутого материала. Кроме того, такой рычаг приспосабливается следовать форме направляющей части даже если диаметр или форма направляющей части регулируется. Таким образом, во время обертки брус может быть относительно близок к земле.
Альтернативно листооберточное средство формующего и оберточного элемента может быть расположено на направляющем рельсе.
Листооберточное средство формующего и оберточного элемента в соответствии с изобретением обычно содержит от 1 до 6 листоподающих устройств, и предпочтительно от 2 до 6 листоподающих устройств. Листоподающее устройство обычно представляет собой рулон с листом, приспособленный для разматывания. Используя несколько рулонов листов, можно уменьшить число прерываний для смены рулонов, и таким образом формующее и оберточное устройство является более эффективным по времени. Кроме того, если лист одного или более рулонов разорвется или закончится, пользователь может увеличить скорость остающегося рулона или рулонов, так что желательное число слоев или витков оберточной пленки может предоставляться на каждой части непрерывного бруса материала без остановки работы для смены сломанного или исчерпанного рулона. Увеличение скорости может быть пропорционально числу сломанных или исчерпанных рулонов.
В вариантах осуществления изобретения формующий и оберточный элемент также может содержать по меньшей мере один датчик для отслеживания степени сжатия материала, подлежащего формованию в непрерывный брус. Получая информацию о плотности формуемого материала, пользователь может соответственно приспосабливать или операцию подачи, если требуется более или менее плотно сжатый материал, или пользователь может соответственно регулировать степень перекрытия между соседними витками оберточного листа. Следовательно, можно получить оптимизированное сжатие и обертку.
В некоторых вариантах осуществления элемент может содержать два или более датчика, предпочтительно расположенных в различных местах в камере формования. Указанный по меньшей мере один датчик может быть расширяемым.
Формующий и оберточный элемент в соответствии с изобретением может быть частью устройства для формования материала в непрерывный брус и обертки указанного материала, указанное устройство содержит:
- средство подачи материала для подачи указанного материала;
- первое управляющее средство, управляющее указанным средством подачи материала; и
- формующий и оберточный элемент, как описанный выше,
причем указанное первое управляющее средство, управляющее указанным средством подачи материала, и указанное управляющее средство, управляющее указанным листооберточным средством, работают по отдельности.
Средство подачи материала для подачи указанного материала может также называться подающим устройством. Первое управляющее устройство, управляющее указанным средством подачи материала (подающим устройством), также может называться первым регулятором. Управляющее средство формующего и оберточного элемента, управляющее листооберточным средством (листооберточным устройством), также может называться вторым регулятором.
Таким образом, изобретение также относится к устройству для формования материала в непрерывный брус и обертки указанного материала, содержащему:
- средство подачи материала для подачи указанного материала;
- первое управляющее средство, управляющее указанным средством подачи материала;
- листооберточное средство; и
- второе управляющее средство, управляющее указанным листооберточным средством, которое отличается тем, что указанное первое управляющее средство и указанное второе управляющее средство работают по отдельности.
В вариантах изобретения устройство содержит по меньшей мере один провод, прикрепленный на его ближнем конце к средству предоставления материала или к передней стенке формующего и оберточного элемента. Провод обычно освобождается съемником провода во время работы устройства.
Устройство также может содержать по меньшей мере одно приспособление для измерения перемещения материала, формованного в непрерывный брус, где указанное приспособление содержит:
- по меньшей мере один провод, прикрепленный на его ближнем конце к средству подачи материала или к передней стенке формующего и оберточного элемента;
- съемник провода, приспособленный освобождать указанный провод; и
- средство для измерения скорости освобождения указанного провода, освобождаемого указанным съемником провода.
Такая компоновка является выгодной, поскольку имеется возможность измерять перемещение материала, формованного в непрерывный брус указанным устройством, путем измерения скорости освобождения провода. Необязательно скорость оберточного средства может контролироваться на основании скорости освобождения провода, так что можно контролировать перекрытие между смежными витками листа, обернутого вокруг непрерывного бруса. Кроме того, степень сжатия материала, подаваемого средством подачи материала, можно контролировать с помощью средства торможения провода, которое может быть установлено в соединении со съемником провода.
Предпочтительно провод приспособлен внедряться в материал во время подачи и завертывания указанного материала. Следовательно, в случае, если провод оборвется во время работы устройства, он сдерживается материалом и таким образом является менее опасным для окружающей среды.
На своем удаленном конце провод может прикрепляться к соответствующему устройству поддержки провода, расположенному на удаленном конце бруса материала. Предпочтительно опорное устройство провода может быть образовано в виде конусообразного тела, и в использовании оно по меньшей мере частично завернуто внутри листа, используемого для обертки указанного непрерывного бруса.
В следующем аспекте изобретение предоставляет способ для формования и обертки материала в непрерывный брус, содержащий:
- подачу указанного материала в положение обертки с одновременным формованием указанного материала;
- обертку листа вокруг указанного материала, так что указанный лист, по меньшей мере, частично перекрывает ранее намотанный виток листа;
- перемещение завернутого материала из указанного положения обертки в складское положение готовности;
отличающийся тем, что указанный этап подачи материала в положение обертки и указанный этап обертки листа вокруг материала осуществляются по отдельности.
Преимущества отдельного осуществления подачи и обертки были описаны выше.
Под «складским положением готовности» подразумевается положение, в котором брус материала может быть оставлен и храниться или из которого он может быть перемещен в место более постоянного хранения. Складское положение готовности может относиться к месту, в котором брус, как предполагается, будет лежать во время хранения, или из которого он должен быть перемещен на следующее место хранения. Складское положение готовности также может относиться к платформе транспортного средства. В таких случаях транспортное средство может находиться в движении, удаляясь от устройства или элемента в соответствии с изобретением. В другом случае такое транспортное средство может быть неподвижным. Складское положение готовности также может относиться к положению на конвейерной ленте, которая может двигаться.
В некоторых вариантах осуществления способ также содержит отслеживание степени сжатия указанного материала во время подачи указанного материала. Способ может также содержать измерение скорости освобождения провода, освобождаемого во время подачи указанного материала, причем указанный этап обертки листа вокруг указанного материала контролируется на основании скорости освобождения указанного провода.
Кроме того, способ в соответствии с изобретением может также содержать по меньшей мере один этап регулирования диаметра камеры сжатия, используемой для формования указанного непрерывного бруса. Как правило, способ может содержать один этап увеличения диаметра указанного непрерывного бруса путем увеличения диаметра камеры формования формующего и оберточного элемента и один последующий этап уменьшения указанного диаметра указанного непрерывного бруса путем уменьшения диаметра камеры формования формующего и оберточного элемента.
В дополнительном аспекте изобретение предоставляет устройство измерения сжатия для измерения степени сжатия сыпучего материала, указанное устройство измерения содержит:
- датчик, по меньшей мере, частично внедренный в указанный материал и приспособленный подвергаться силе сжатия, прикладываемой материалом к датчику; и
- контрольное устройство, приспособленное для приложения предопределенного импульса активации к датчику, чтобы активировать указанный датчик, причем активация датчика создает обнаруживаемый ответ.
Датчик может применяться в способе для измерения степени сжатия материала, содержащем этапы:
- предоставление расширяемого датчика, по меньшей мере, частично внедренного в указанный материал и приспособленного воспринимать силу сжатия, прикладываемую материалом к расширяемому датчику, и
- приложение предопределенного импульса активации к расширяемому датчику, чтобы активировать указанный датчик;
- обнаружение ответа, производимого указанным импульсом активации, прикладываемым к расширяемому датчику.
Такие датчик и способ могут быть полезны для отслеживания степени сжатия сыпучего материала, который формуется камерой формования. В частности, устройство и способ могут быть полезны для отслеживания степени сжатия материала, который формуется в непрерывный брус. Кроме того, способ может быть особо полезным вместе со способом для формования и обертки материала в непрерывный брус, как описанный в данном документе. Однако датчик может быть полезен также в приложениях, в которых нет операции обертки, а есть только сжатие материала.
Путем отслеживания степени сжатия материала оператор упаковочного или формующего устройства может соответственно приспосабливать работу (например, подачу материала), чтобы оптимизировать степень сжатия. Поэтому можно легко достичь оптимального сжатия материала.
В вариантах осуществления изобретения датчик может быть расширяемым, например, имеющим форму расширяемого пузыря пары щипцов. Альтернативно вместо расширения указанный датчик также может быть способным уменьшаться в размере в результате указанной степени сжатия.
В частности, измерительное устройство может быть приспособлено измерять степень сжатия материала, проходящего указанное измерительное устройство. Как правило, если датчик является расширяемым, указанный импульс активации может расширять расширяемый датчик в направлении, перпендикулярном потоку материала, проходящего указанный датчик.
Измерительное устройство может также содержать средство для измерения указанного ответа.
В предпочтительном варианте осуществления расширяемый датчик образуется в виде пары щипцов, а указанный импульс активации представляет собой силу предопределенной величины, прикладываемую, чтобы растянуть щеки указанных щипцов, а ответ на указанный импульс представляет собой получающееся в результате расстояние между щеками.
В другом предпочтительном варианте осуществления расширяемый датчик образуется как расширяемый пузырь, который может расширяться путем впрыскивания жидкости через входное отверстие пузыря, и указанный импульс активации представляет собой давление предопределенной величины, под которым жидкость впрыскивается в указанный пузырь, а ответ на указанный импульс представляет собой объем расширения указанного пузыря.
Измерительное устройство может использоваться в устройстве для формования материала в непрерывный брус, содержащем средство подачи материала и камеру сжатия, причем материал, подаваемый указанным средством подачи материала, проводится через указанную камеру сжатия. Следовательно, изобретение также относится к устройству для формования материала в непрерывный брус, которое содержит:
- средство подачи материала;
- камеру сжатия, причем материал, подаваемый указанным средством подачи материала, проводится через указанную камеру сжатия; и
- измерительное устройство, как описанное выше, установленное в указанной камере сжатия.
Камера сжатия может быть камерой формования, как описанная выше.
Эти и другие аспекты настоящего изобретения теперь будут описаны более подробно, со ссылкой на прилагающиеся графические материалы, показывающие варианты осуществления изобретения. Необходимо отметить, что изобретение относится ко всем возможным сочетаниям свойств, изложенных в формуле изобретения.
Краткое описание графических материалов
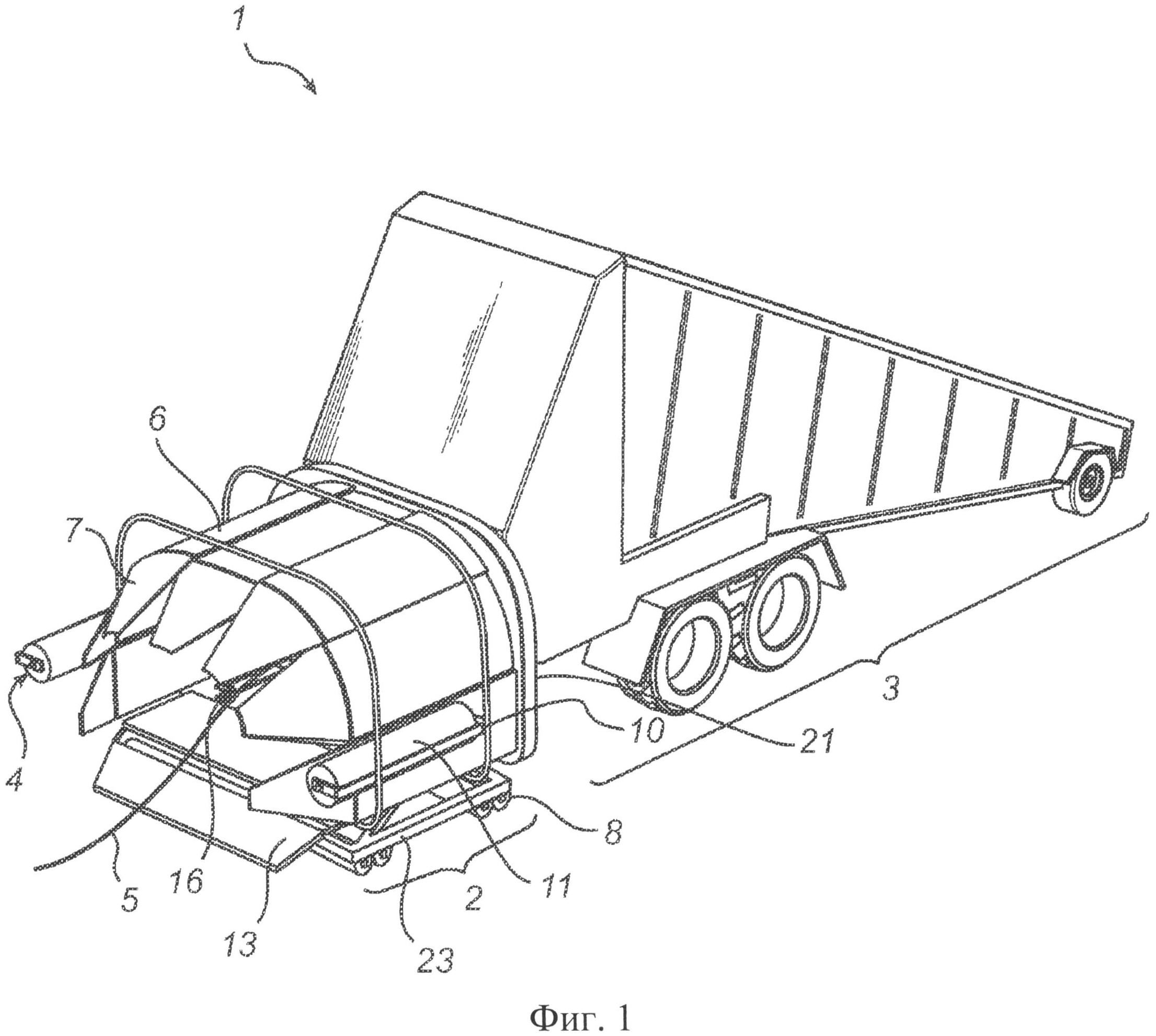
Фиг.1 представляет собой общее схематическое изображение иллюстративного варианта осуществления устройства в соответствии с изобретением.
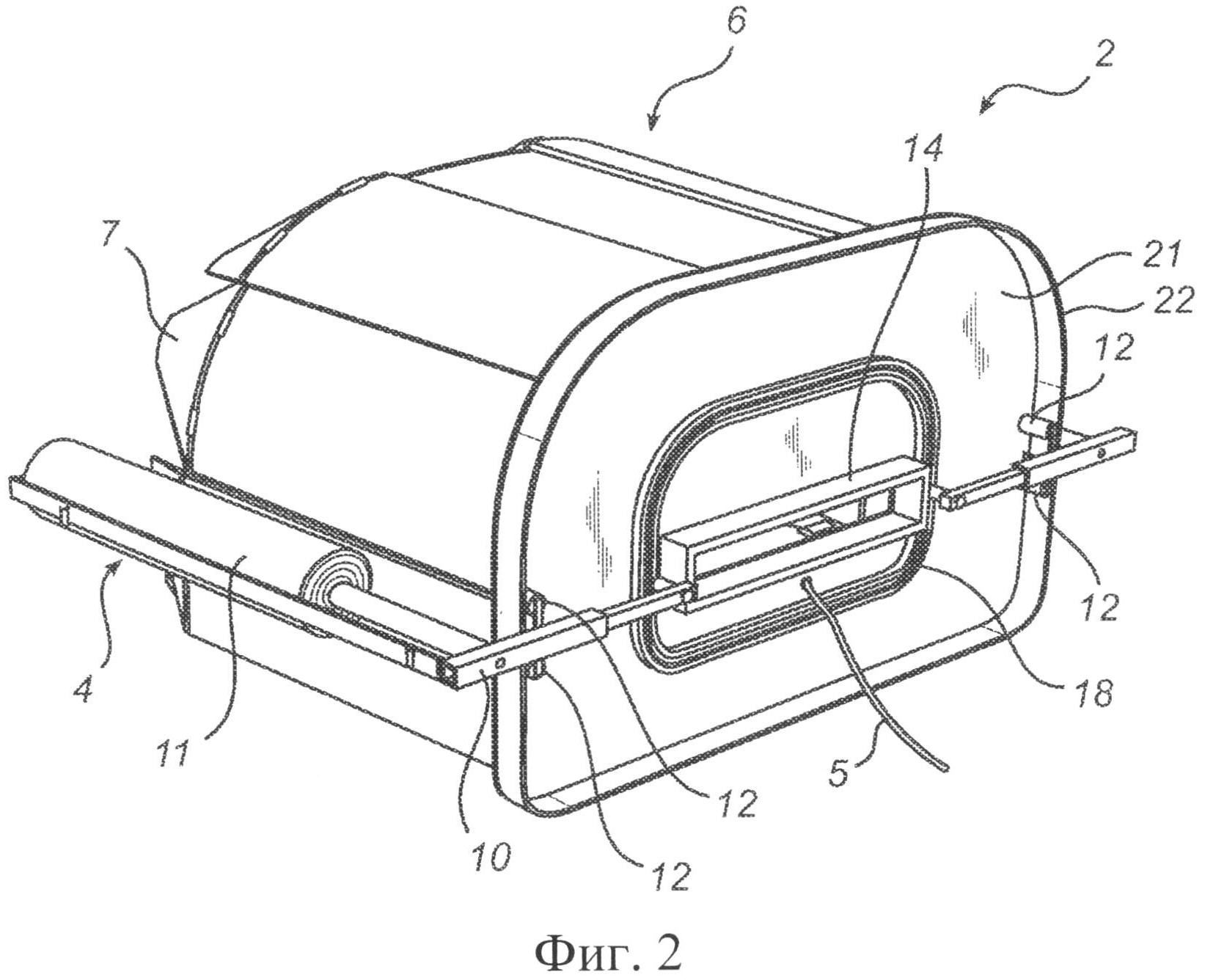
Фиг.2 представляет собой общее схематическое изображение части иллюстративного варианта осуществления, представленного на фиг.1.
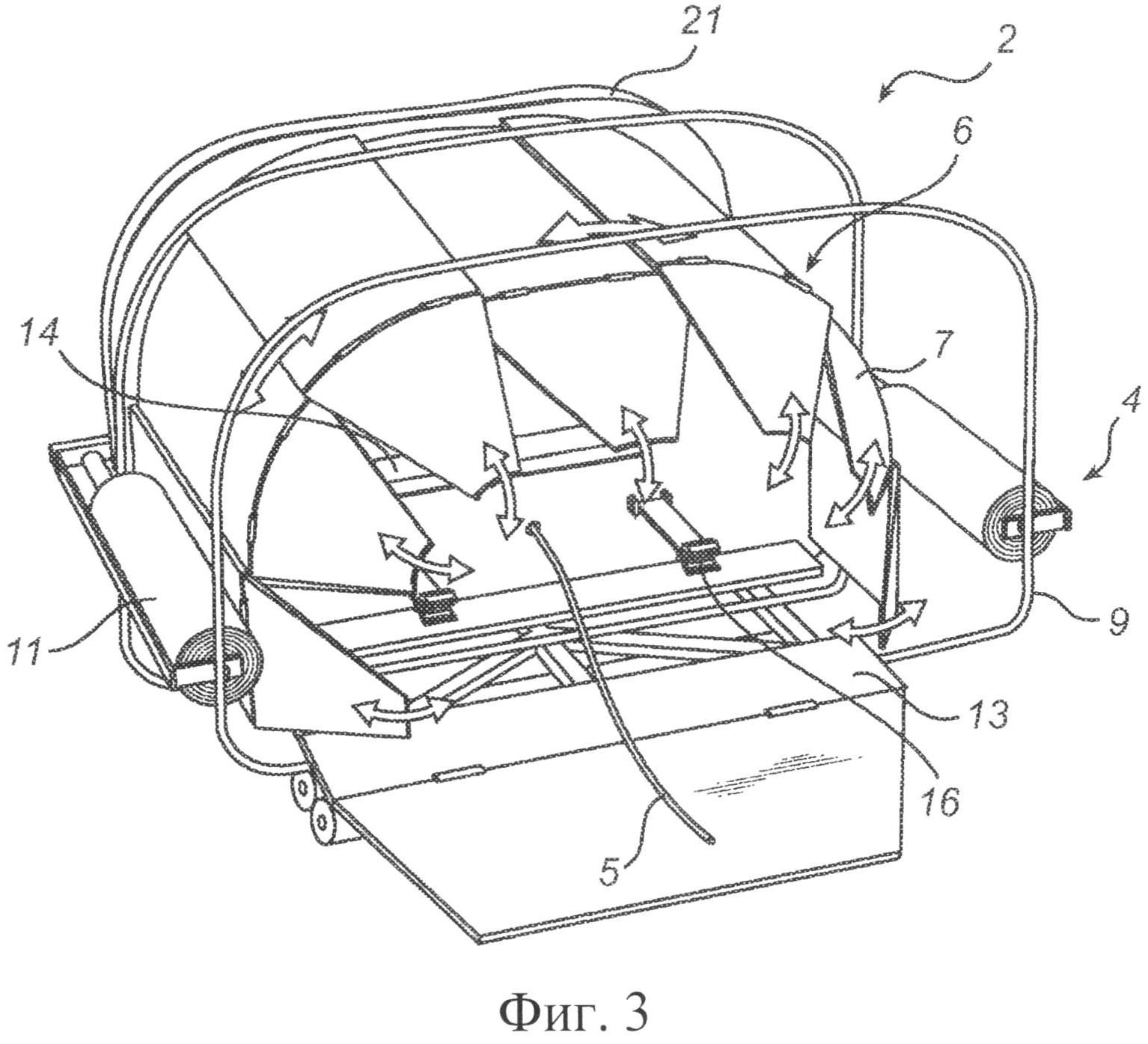
Фиг.3 представляет собой другой иллюстративный вариант осуществления части устройства.
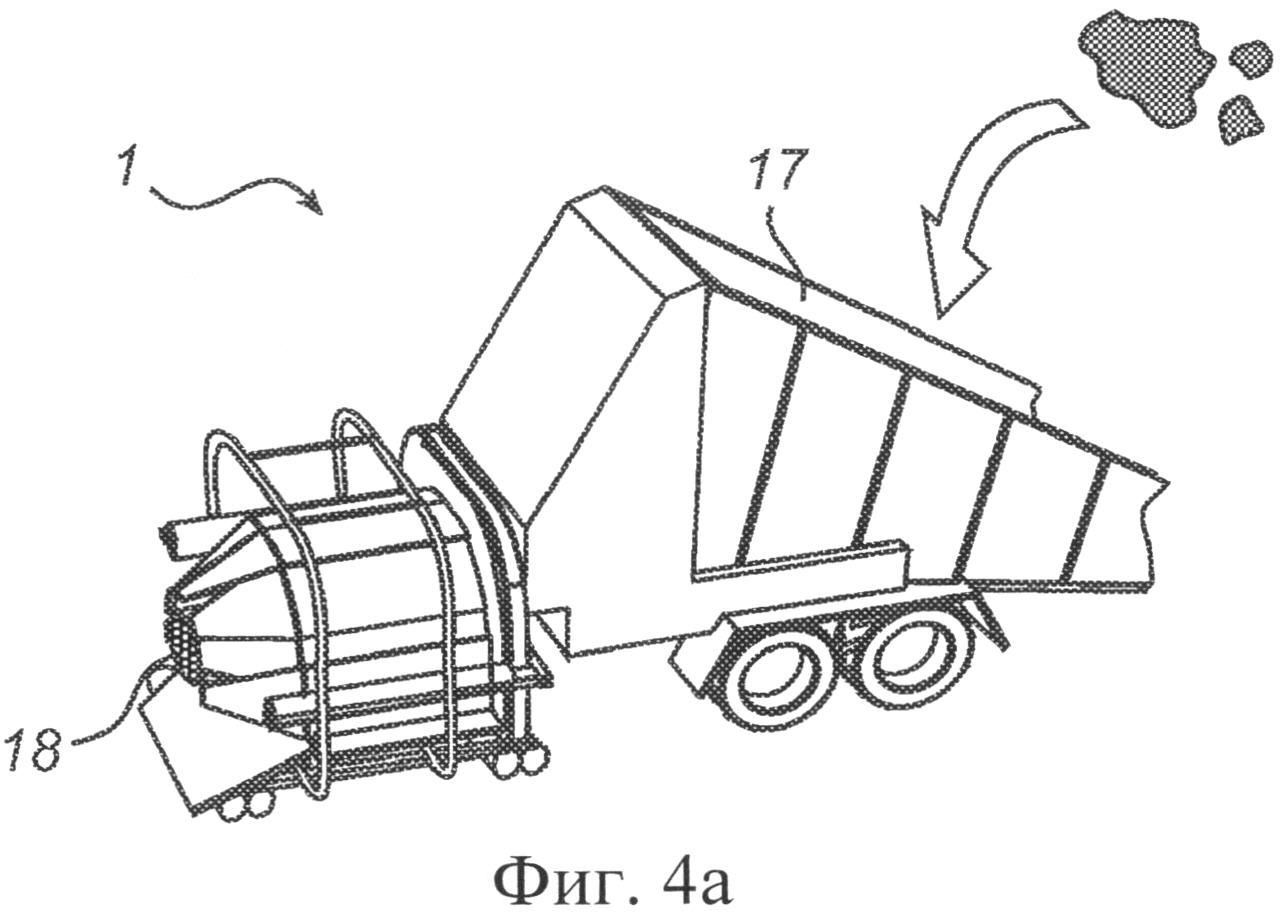
Фиг.4a-d представляют собой ряд изображений, демонстрирующих оберточный способ.
Подробное описание изобретения
Фиг.1 представляет собой схематическое изображение устройства 1 для обертки материала в непрерывный брус. Устройство 1, представленное на фиг.1, может быть разделено на формующий и оберточный элемент в виде сжимающей и оберточной части 2 и элемент подачи в виде подающей части 3, которые соединяются друг с другом. Даже если формующий и оберточный элемент и называется сжимающей и оберточной частью 2, материал не обязательно сжимается сжимающей и оберточной частью 2. То есть, в некоторых приложениях используется малое сжатие или вообще не используется. В таком случае степень сжатия материала почти не будет увеличиваться сжимающей и оберточной частью 2. Сжимающая и оберточная часть 2 устройства 1 соединяется с подающей частью 3 устройства и содержит, например, листооберточное средство 4, камеру формования в виде камеры 6 сжатия и направляющую часть 7, установленную как продолжение указанной камеры 6 сжатия. Подающая часть 3 содержит соответствующее средство подачи материала для подачи материала в сжимающую и оберточную часть 2. Подразумевается, что в ходе описания такие слова как «выше», «ниже», «верхний» и «нижний» имеют свое обычное значение, когда рассматриваются при использовании устройства 1. Подразумевается, что слова «удаленный» и «ближний» имеют свое обычное значение в связи с устройством 1. То есть, «удаленный» предназначен обозначать «далее от» устройства 1, а «ближний» предназначен обозначать «возле» устройства 1. Входная сторона сжимающей и оберточной части 2 определяется как сторона, обращенная к подающей части 3, а выходная часть - как противоположная сторона, обращенная в сторону от подающей части 3.
Камера 6 сжатия регулируется по размеру и содержит входное отверстие в передней стенке 21, выходное отверстие на противоположной стороне от передней стенки, верхнюю часть и основание, это основание при использовании является в значительной мере горизонтальным. Верхняя часть содержит множество слегка изогнутых пластин. Контур верхней части пластинами делится на сегменты, эти пластины перекрывают друг друга вдоль краев, протягивающихся между отверстиями, т.е. входом и выходом, камеры 6 сжатия. Такие перекрывающиеся края позволяют регулировать размер и поперечное сечение камеры 6 сжатия. Когда размер камеры сжатия настолько большой, насколько возможно, пластины располагаются край к краю. Пластины камеры 6 сжатия предпочтительно изготавливаются из металла, но также могут изготавливаться из других материалов, таких как пластмасса, полиэфир или композит.
Основание камеры 6 сжатия поддерживается четырьмя цилиндрами 8, посредством рамы 23, эти цилиндры могут вращаться в направлении движения устройства, когда устройство используется. Два из цилиндров 8 установлены на или возле выходной стороны сжимающей и оберточной части 2, а два из цилиндров 8 установлены на или возле входной стороны. Цилиндры прикрепляются к раме 23, которая протягивается между цилиндрами и предусматривается так, что между двумя парами цилиндров 8 образуется зазор. Рама 23 крепится к камере 6 сжатия и поддерживает ее возле передней стенки 21?. Также, ближе к выходной стороне камеры сжатия, рама 23 установлена на определенном расстоянии от основания камеры 6 сжатия, чтобы оставлять пространство между рамой и основанием и камерой сжатия, так что рулон листа может проходить между ними. Цилиндры 8 протягиваются вдоль поперечного расстояния основания камеры относительно направления движения устройства 1, когда устройство 1 используется. Такие вращающиеся цилиндры 8 облегчают перемещение сжимающей и оберточной части 2 устройства 1, поскольку цилиндры 8 противодействуют силе трения устройства 1 о землю. Альтернативно основание может поддерживаться одним или несколькими колесами в каждом углу основания, или какими-либо другими подходящими опорными элементами, которые выполняют по меньшей мере подобную функцию.
Следует отметить, что камера сжатия, представленная на фиг.1-3, не имеет средства для активного сжатия материала, подлежащего формованию, в брус. Скорее камера сжатия этих вариантов осуществления предоставляет ограниченное пространство, которое принимает материал от подающего устройства, таким образом достигая сжатия материала в камере сжатия.
Направляющая часть 7 содержит множество пластин, установленных как продолжение верхней части указанной камеры 6 сжатия. Эти пластины шарнирно крепятся к пластинам камеры 6 сжатия и наклонены в направлении от камеры 6 сжатия. Чтобы позволить регулировать поперечное сечение камеры 6 сжатия, а также обеспечить контакт между оберточным листом и материалом, подлежащим обертке, пластины направляющей части 7 устанавливаются на определенном расстоянии друг от друга. Пластины могут наклоняться относительно периферийной поверхности камеры 6 сжатия, так что конец пластины, обращенный от камеры 6 сжатия, ближе к центру направляющей части 7, чем противоположный конец пластины. Из-за наклона пластин направляющей части 7 к центру камеры 6 сжатия диаметр получающегося непрерывного бруса материала будет меньше. Кроме того, наклон пластин направляющей части 7 создает конусообразный конец камеры 6 сжатия. Следовательно, степень сжатия материала, формуемого в непрерывный брус, может увеличиваться. Наклоном пластин могут управлять провода (не показаны), протягивающиеся между каждой из пластин и механизмом на передней стенке 21 камеры сжатия, этот механизм может натягивать провод, когда необходимо увеличить наклон, или ослаблять провод, когда необходим меньший наклон. Даже если направляющая часть 7 устроена как продолжение камеры 6 сжатия, между направляющей частью 7 и камерой 6 сжатия может быть промежуток. Поскольку поперечное сечение камеры 6 сжатия регулируется и поскольку каждая пластина направляющей части 7 крепится к соответствующей пластине камеры 6 сжатия, размер и поперечное сечение указанной направляющей части 7 будет регулироваться, когда регулируется размер или поперечное сечение камеры 6 сжатия. Таким образом, получающийся завернутый непрерывный брус может иметь различные поперечные сечения, и пользователь может выбирать поперечное сечение, которое наиболее удобно, в зависимости от, например, материала, подлежащего обертке, или предназначенной складской площади. Например, прямоугольное поперечное сечение может быть предпочтительным, если пользователь намерен транспортировать сжатые брусья с помощью тягача, поскольку с точки зрения места более эффективно грузить такие брусья, например, на платформу транспортного средства.
Длина камеры 6 сжатия и направляющей части 7 вместе в направлении оси составляет предпочтительно от 1 до 3 м, более предпочтительно - от 1 до 2,5 м, и наиболее предпочтительно - от 1,2 до 2,5 м. Если длина короче, чем приблизительно 1 м, материал, подлежащий формованию в непрерывный брус, не будет сжат настолько, насколько может быть необходимо для многих сельскохозяйственных приложений. Для слишком короткой камеры 6 сжатия и направляющей части 7 расширяющая сила сжатого материала будет действовать на оберточный материал. Поскольку оберточный лист не противодействует расширяющей силе настолько, насколько потребовалось бы, чтобы избежать любого расширения, это приводит к неудовлетворительному сжатию. Чтобы избежать этого, длина камеры сжатия и направляющей части для многих приложений предпочтительно составляет по меньшей мере 1,2 м. С другой стороны, если длина камеры 6 сжатия и направляющей части 7 длиннее, чем приблизительно 2,5-3 м, в зависимости от материала, устройство подачи может не иметь никакого влияния на степень сжатия материала на выходной стороне.
В вариантах осуществления изобретения длина камеры 6 сжатия может регулироваться, так что человек, управляющий устройством, может выбирать соответствующую длину для конкретного приложения.
Листооберточное средство (или листооберточное устройство) 4 варианта осуществления, представленного на фиг.1 и фиг.3, содержит два направляющих рельса 9 и два листоподающих устройства 11 для непрерывного наложения оберточного листа вокруг материала, формованного камерой 6 сжатия. Направляющие рельсы 9 устанавливаются параллельно полностью вокруг (охватывая) внешнюю периферическую поверхность камеры 6 сжатия и направляющей части 7. Листоподающие устройства 11 устанавливаются с помощью подходящих крепежных средств между направляющими рельсами 9 за направляющей частью 7 и частично за камерой 6 сжатия. Листоподающие устройства 11 устраиваются, чтобы следовать по направляющим рельсам 9. Размеры направляющих рельсов 9 могут быть фиксированными или могут регулироваться, чтобы следовать форме камеры 6 сжатия и направляющей части 7. Таким образом, листоподающие устройства 11 могут быть в тесном контакте с камерой 6 сжатия и направляющей частью 7 независимо от размера или формы камеры 6 сжатия и направляющей части 7. Кроме того, размеры каждого из направляющих рельсов 9 могут регулироваться независимо друг от друга. Листооберточное средство 4 приводится в действие гидравлическим мотором посредством роликовой цепи (не показывается). Ниже основания камеры 6 сжатия направляющие рельсы установлены между рамой 23 и основанием камеры 6 сжатия в направлении, поперечном перемещению материала, и между цилиндрами 8 в направлении смещения материала. Листоподающее устройство, таким образом, может проходить в тесной близости к камере сжатия и материалу, подлежащему обертке, не встречая препятствия со стороны рамы 23 или цилиндров 8.
Кроме того, на фиг.1 также представлена нижняя опорная часть 13. Между основанием камеры 6 сжатия и нижней опорной частью 13 имеется промежуток, так что оберточный лист может присоединяться к материалу, который формуется в непрерывный брус. Нижняя опорная часть 13 создается в виде пластины, которая на одной длинной стороне шарнирно или фиксированным образом присоединяется к раме 23 под основанием камеры 6 сжатия, так что нижняя опорная часть 13 поддерживается по меньшей мере одним из цилиндров 8 на выходной стороне сжимающей и оберточной части 2. Противоположная длинная сторона может свободно лежать на земле. Таким образом, непрерывный брус, который формуется и обертывается с помощью устройства 1, может направляться вниз на землю посредством опорной части 13. Поэтому во время выдачи завернутого непрерывного бруса можно избежать повреждения оберточного листа.
Фиг.2 представляет собой изображение альтернативного варианта осуществления, в котором листооберточное средство (листооберточное устройство) 4 содержит направляющую дорожку 18, опорный рычаг 10 в виде телескопического рычага, листоподающее устройство 11, опорный ролик 12 и второе управляющее средство (не показывается). Направляющая дорожка 18 устраивается на передней стенке 21 сжимающей и оберточной части 2 на входной стороне камеры 6 сжатия и в значительной мере повторяет форму передней стенки 21. Телескопический рычаг 10 имеет максимальную длину, которая приспособлена вытягиваться от направляющей дорожки 18 до внешней периферической поверхности камеры 6 сжатия, когда камера 6 сжатия имеет свою самую длинную протяженность по периметру. Один конец телескопического рычага 10 приспособлен следовать по направляющей дорожке 18, а на противоположном конце располагается листоподающее устройство 11. Листоподающее устройство 11 располагается за направляющей частью 7 и частично за камерой 6 сжатия, так что свободный конец листоподающего устройства 11 выступает за пределы направляющей части 7 на выходной стороне. Листоподающее устройство 11 приспособлено следовать по периферической (внешней) поверхности камеры 6 сжатия, когда телескопический рычаг 10 перемещается вдоль направляющей дорожки 18. На стороне сжимающей и оберточной части 2, обращенной к земле, листоподающее устройство 11 может проходить через промежуток между рамой 23, основанием камеры 6 сжатия и цилиндрами 8.
Опорный ролик 12 располагается на телескопическом рычаге 10 на некотором расстоянии от конца рычага, так что когда телескопический рычаг 10 двигается, опорный ролик 12 следует по внутренней поверхности перпендикулярно выступающего края 22 передней стенки 21 камеры 6 сжатия. Опорный ролик 12 может протягиваться между телескопическим рычагом 10 и передней стенкой 21.
Длина телескопического рычага 10 контролируется опорным роликом 12. Телескопический рычаг 10 содержит средство смещения, которое действует в направлении для вытягивания телескопического рычага 10 на его полную длину. Поскольку опорный ролик 12 упирается в край 22 передней стенки 21, а листоподающее устройство 11 располагается на другой стороне края 22, опорный ролик 12 будет препятствовать средству смещения вытягивать телескопический рычаг 10 больше чем до внешней поверхности камеры 6 сжатия. В другом случае длина телескопического рычага 10 может контролироваться электрическим датчиком, который определяет край камеры 6 сжатия, вместе с гидравлическим цилиндром, который контролирует фактическую длину телескопического рычага 10 на основании данных от электрического датчика.
В варианте осуществления, представленном на фиг.2, каждое листооберточное средство 4 содержит два опорных ролика 12, которые соединены вместе. Таким образом, опорные ролики 12 могут более легко переходить через перекрывающиеся части пластин камеры сжатия, когда пластины перекрывают друг друга. Однако число опорных роликов 12 не ограничивается двумя.
В другом случае направляющая дорожка 18 может быть образована на или возле внешней границы камеры 6 сжатия.
При использовании листооберточного средства, содержащего опорный рычаг 10 вместо направляющих рельсов 9, рама 23 и цилиндры 8 должны приспосабливаться так, чтобы позволять листоподающему устройству (устройствам) проходить под основанием камеры сжатия, предпочтительно в тесной близости к камере и материалу, подлежащему обертке. Для этого более мелкие цилиндры 8 удержания рамы могут предоставляться только под нижней опорной частью 13, поблизости к выходной стороне камеры сжатия (на фиг.2 не показано). Цилиндры 8, представленные на фиг.1, расположенные ближе к входной стороне формующей и оберточной части, в этом случае могут опускаться. Необязательно могут предоставляться опорные элементы или дополнительная опорная рама, с помощью которых камера сжатия может прикрепляться к подающей части, и которые могут распределять часть силы, дающей нагрузку, камеры сжатия и материала, содержащегося в ней, на подающую часть. Такие опорные элементы или дополнительная опорная рама также могут соединяться с цилиндрами 8.
В вариантах осуществления изобретения листооберточное средство 4 приводится в действие гидравлическим мотором посредством роликовой цепи (не показывается). Однако листооберточное средство 4 также может приводиться в действие с помощью других подходящих силовых агрегатов, таких как электромотор или гидростатический мотор. В другом случае роликовая цепь может заменяться ремнем. Изобретение не ограничивается каким-либо конкретным механическим средством силовой передачи; также могут использоваться и другие подходящие виды силовой передачи, такие как электрические или гидростатические.
На фиг.1 средство подачи материала интегрировано в подающую часть 3 устройства 1 в виде обычного роторного укладчика или подающего устройства, которое приспособлено подавать материал, подлежащий сжатию и обертке, через прямоугольное отверстие с помощью ротора, вращающегося вокруг оси, поперечной направлению потока материала. Подающая часть 3 соединяется со сжимающей и оберточной частью 2 устройства 1 посредством прямоугольного отверстия роторного укладчика/подающего устройства, это отверстие соединяется с принимающим концом прямоугольного канала 14, предоставленного в передней стенке 21 сжимающей и оберточной части 2 на ее входной стороне, см. фиг.2. Прямоугольный канал 14 обеспечивает проход в камеру 6 сжатия посредством входного отверстия, и стенки канала 14 могут быть шарнирно или неподвижным образом установлены на передней стенке 21 вокруг входного отверстия. Подающая часть 3 содержит также первое управляющее средство (не показывается), управляющее указанным подающим устройством и работающее отдельно относительно второго управляющего средства листооберточного средства 4.
В другом случае средство подачи материала может быть винтовым устройством подачи. В таком случае канал может быть модифицирован, чтобы быть совместимым с таким устройством подачи. В еще одном случае средство подачи материала может быть поршневым устройством подачи. В таком случае канал может быть модифицирован, чтобы быть совместимым с таким устройством подачи.
Сжимающая и оберточная часть 2 может приводиться в действие энергией от отдельного силового агрегата (не показывается), установленного на сжимающей и оберточной части 2, или энергией от подающей части 3, или энергией от тягача, соединенного со сжимающей и оберточной частью 2 или устройством 1. Во всех случаях управляющее средство, управляющее указанным листооберточным средством 4, работает отдельно относительно управляющего средства (не показывается), управляющего указанным устройством подачи. Производительность сжимающей и оберточной части 2 по меньшей мере равна производительности подающей части 3.
Устройство 1 также содержит провод 5, который приспособлен освобождаться съемником провода (не показывается), расположенным на подающей части 3. Провод предназначен для внедрения в непрерывный брус материала во время работы устройства 1. Провод 5 проходит через отверстие, расположенное в передней стенке 21 камеры 6 сжатия. Альтернативно съемник провода может быть установлен на нижней стороне камеры 6 сжатия поблизости от устройства подачи. При использовании удаленный конец провода 5 прикрепляется к соответствующему устройству поддержки провода 5, которое является отдельной частью от сжимающей и оберточной части 2, установленной в удаленном конце бруса, который формуется устройством 1 (не показывается). Кроме того, съемник провода также содержит средство для измерения скорости освобождения провода 5 (не показывается). Такое устройство является выгодным, поскольку можно измерять перемещение материала, формуемого в непрерывный брус указанным устройством 1, измеряя скорость освобождения провода 5, который освобождается. Таким образом, степень вращения оберточного средства 4 может контролироваться на основании скорости освобождения провода 5. Следовательно, перекрытие слоев листа, намотанных вокруг непрерывного бруса, может регулироваться по требованию. Когда в непрерывный брус сформовано достаточно материала, провод 5 отцепляется от устройства поддержки провода и вытягивается из непрерывного бруса материала во время намотки провода 5 на съемник провода с помощью гидропривода (не показывается). Поскольку провод 5 будет внедрен в непрерывный брус, в случае обрыва провода 5 во время вытягивания риск травмы уменьшается. Альтернативно провод 5 может вытягиваться сначала передвижением устройства 1 в переднем направлении, а после этого - в обратном направлении. Таким образом, провод 5 наматывается на съемник провода и вытягивается из непрерывного бруса. В этом случае намотка провода 5 работает аналогично обычной намотке шнура пылесоса.
Съемник провода может быть снабжен средством разрыва провода, которое позволяет контролировать степень сжатия материала, подаваемого средством подачи материала. В зависимости от приложения, подходящая степень сжатия может варьироваться. Например, при обертке отходов для компостирования, подходящей является малая степень сжатия, поскольку такие приложения требуют аэробных условий в завернутом непрерывном брусе. Напротив, при обертке материала, содержащего высокую долю сухого вещества, подходящей является более высокая степень сжатия, поскольку желательно уменьшить содержание воздуха в брусе. Также, при обертке влажного материала (т.е., материала, содержащего боле низкую долю сухого вещества), может быть полезной немного более слабая степень сжатия по сравнению со случаем сухого материала, поскольку малая степень сжатия может устранять или уменьшать проблемы с выжимом воды из материала во время сжатия или обертки, а также проблемы, встречающиеся при извлечении материала из непрерывного бруса после завершения желаемого процесса (например, хранения).
Обращаясь снова к фиг.3, этот вариант осуществления также демонстрирует то, как могут регулироваться размер и форма камеры 6 сжатия и направляющей части 7. Когда размер камеры 6 сжатия уменьшается, размер направляющей части 7 также уменьшается. Поскольку пластины камеры 6 сжатия подвижно скреплены со стенкой камеры сжатия, пластины передвигаются относительно передней стенки 21, когда размер камеры сжатия и направляющей части 7 регулируется. Альтернативно передняя стенка 21 может быть образована из нескольких частей, которые перекрывают друг друга аналогично пластинам камеры 6 сжатия, когда размер камеры 6 сжатия регулируется.
Размер камеры сжатия варианта осуществления, представленного на фиг.1 и 2, регулируется аналогично.
В вариантах осуществления изобретения устройство 1 также содержит по меньшей мере один датчик 16 (см. фиг.3), который является частью устройства измерения сжатия для отслеживания степени сжатия материала, подаваемого средством подачи материала. Датчик 16 располагается в камере 6 сжатия и приспособлен воспринимать/подвергаться воздействию силы сжатия, прикладываемой материалом. В иллюстративном варианте осуществления, представленном на фиг.1 и фиг.3, датчик 16 образован как клещи или пара щипцов, установленных на стержне, который прикреплен к передней стенке 21 камеры 6 сжатия, которая обращена к средству подачи материала. Устройство измерения сжатия содержит также контрольное устройство, которое приспособлено прикладывать предопределенный импульс активации к датчику 16, чтобы активировать датчик 16.
Датчик 16 предоставляет данные, касающиеся степени сжатия материала. На основании данных от датчика 16 пользователь может решить отрегулировать скорость подачи материала средства подачи материала, чтобы получить желаемую степень сжатия. Следовательно, датчик и независимо работающее средство подачи материала позволяют точно контролировать степень сжатия материала в камере 6 сжатия.
При использовании датчик 16 по меньшей мере частично встраивается в сжатый материал в камере 6 сжатия, а устройство измерения сжатия приспосабливается измерять степень сжатия материала, проходящего указанный датчик 16. Датчик 16 располагается в таком положении в камере 6 сжатия, в котором материал уже был сжат насколько возможно. Альтернативно датчик 16 может быть расположен в таком положении, что данные от датчика могут интерпретироваться с использованием информации, касающейся ожидаемой максимальной степени сжатия.
Датчик 16 активируется приложением предопределенного импульса активации в виде предопределенной силы, прилагаемой, чтобы раздвинуть щипцы в направлении, перпендикулярном потоку материала, проходящего датчик 16. После этого датчик 16 производит определяемый ответ, соответствующий получающемуся в результате расстоянию между щеками. Ответ может измеряться самим датчиком или измерительное устройство может содержать средство для измерения указанного ответа. Для варианта осуществления, представленного на фиг.1, ответ может быть измерен с помощью датчика, который измеряет расстояние между концами щипцов. Альтернативно, если сила к щипцам прикладывается гидростатической силой, ответ может измеряться как количество жидкости, которое было впрыснуто с использованием предопределенного давления. Следовательно, конкретная степень сжатия материала приводит к впрыскиванию конкретного объема жидкости.
В альтернативном варианте осуществления датчик 16 может иметь вид расширяемого пузыря, который может расширяться впрыскиванием жидкости через входное отверстие пузыря. В таком варианте осуществления импульс активации имеет вид давления предопределенной величины, с помощью которого жидкость впрыскивается в указанный пузырь, и ответ на указанный импульс представляет собой объемное расширения указанного пузыря. До впрыскивания жидкость, которая должна быть впрыснута в пузырь, находится в резервуаре, и ответ может измеряться путем измерения уменьшения объема жидкости в резервуаре. Таким образом можно определить объем жидкости, которая впрыскивается в указанный пузырь.
В еще одном альтернативном варианте осуществления датчик имеет вид продольно расширяемого цилиндра, который располагается в камере сжатия в направлении оси. Цилиндр имеет внешний неподвижный цилиндр и внутренний подвижный цилиндр. В таком варианте осуществления импульс активации имеет вид давления предопределенной величины, с помощью которого внутренний цилиндр выталкивается наружу из внешнего цилиндра против потока материала. Другими словами, датчик этого варианта осуществления расширяется в направлении против потока материала. Если давление к цилиндру прикладывается гидростатической силой, ответ может измеряться как количество жидкости, которая была впрыснута для приложения результирующей силы с помощью предопределенного давления. Альтернативно цилиндры могут быть наполнены жидкостью, а датчик может активироваться аналогично тому, как это описано выше для варианта осуществления, использующего пузырь. В таком случае ответ представляет собой объем жидкости, которая может быть впрыснута в цилиндры. Еще в одном случае ответ может определяться как расстояние, на которое перемещается конец внутреннего цилиндра.
Степень сжатия может измеряться приложением нескольких импульсов активации с предопределенными промежутками времени. После приложения импульса активации измеряется получающийся в результате ответ. Альтернативно ответ может измеряться непрерывно во время импульса активации. Частота промежутков времени регулируется. Частота соответственно выбирается так, что датчик находится в неактивном состоянии, то есть в статическом состоянии, между импульсами в течение периода времени, который является достаточно долгим для того, чтобы определенное количество сжатого материала прошло устройство. Таким образом более ранний импульс не может оказать влияние на ответ на следующий импульс.
Листооберточное средство 4 приводится в действие гидравлическим мотором посредством роликовой цепи (не показывается).
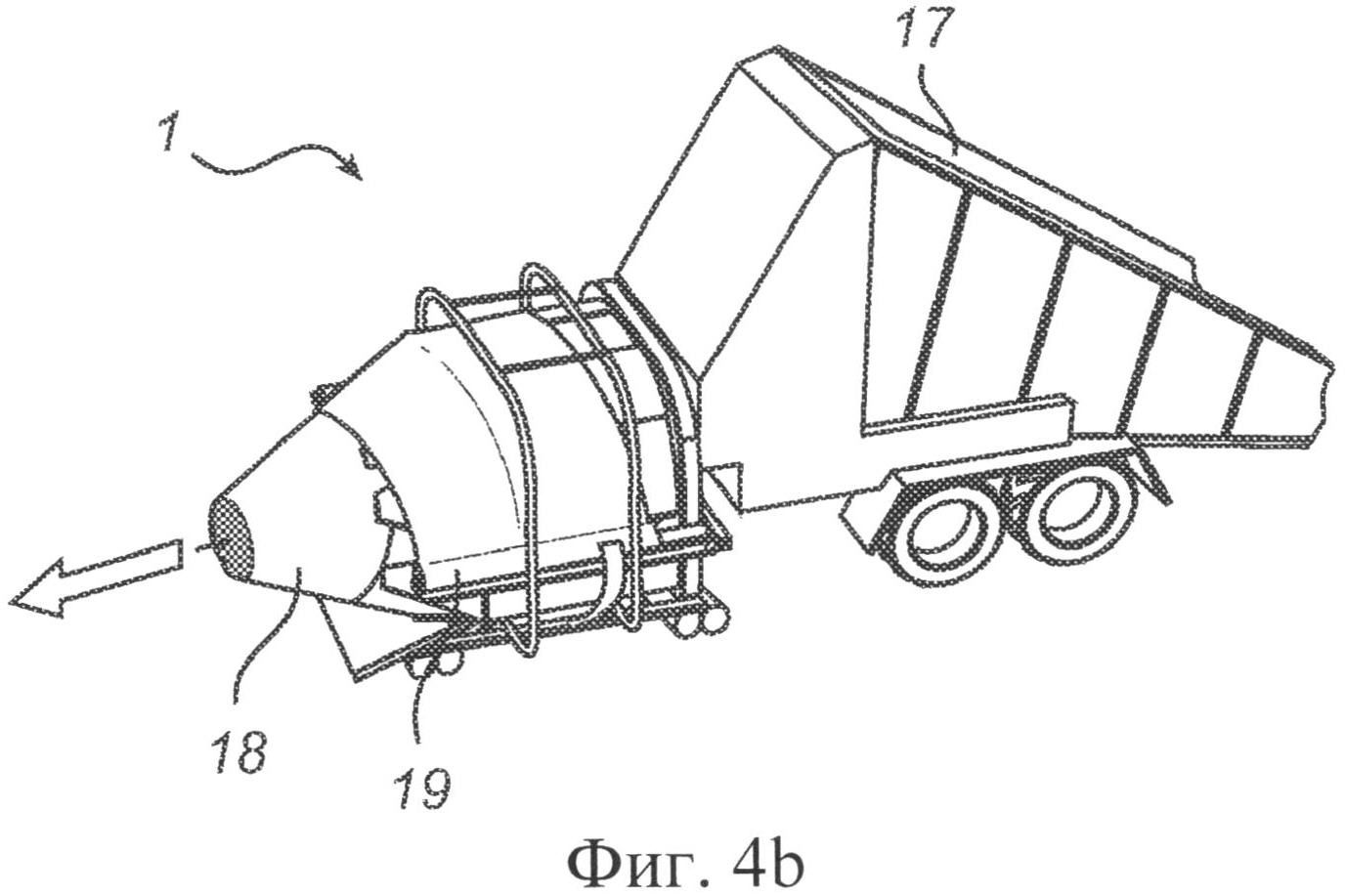
Фиг.4a-d представляют собой последовательность изображений, показывающих использование варианта осуществления устройства 1. Фиг.4a представляет собой изображение устройства 1 в начале оберточной процедуры. Камера 6 сжатия и направляющая часть 7 настраиваются так, что имеют самые малые возможные поперечные сечения, и устройство поддержки провода в виде конусообразного тела 18 устанавливается на направляющей части 7 на выходной стороне сжимающей и оберточной части 2. Провод 5 крепится к конусообразному телу 18 с помощью проводного замка. Материал, подлежащий формованию в непрерывный брус, загружается в область 17 загрузки подающей части 3 устройства 1, содержащую винтовое устройство подачи/упаковки. Материал может загружаться путем сбрасывания материала на загрузчик тягача в области 17 загрузки.
На фиг.4b конусообразное тело 18 обертывается листом 19, используемым для обертки указанного непрерывного бруса, и формуется начальная часть непрерывного бруса. Лист устанавливается на листоподающем устройстве 11 (см. фиг.2 и 3), и обертка выполняется путем передвижения листоподающего устройства 11 «вращательным» движением вдоль направляющих рельсов 9, представленных на фиг.1 и фиг.3, или следуя по периферической (внешней) поверхности камеры сжатия с помощью телескопического рычага, который движется вдоль направляющей дорожки 18, показанной на фиг.2. Предпочтительно лист 19 является самоклеющимся. Путем обертки самоклеющегося листа таким образом, что один виток листа перекрывает другой виток листа, лист будет закрепляться вокруг конусообразного тела 18. Альтернативно поверхность конусообразного тела 18 снабжается текстурой, такой как вырезы, круговые выемки, выступы или другой подходящий текстурный узор. Таким образом, лист 19 может закрепляться вокруг конусообразного тела 18 благодаря силе трения между листом и конусообразным телом 18. Еще альтернативно лист 19 может прикрепляться к конусообразному телу 18 путем плавления, с помощью клеящего вещества или привязкой листа 19. После обертки конусообразного тела 18 листом размер и форма камеры 6 сжатия и направляющей части 7, соответственно, приводятся к размеру, который является подходящим для приложения. Во время оберточной процедуры устройство подачи подает материал в камеру 6 сжатия, в которой материал сжимается. На выходной стороне камеры 6 сжатия материал формуется в непрерывный брус 20. На направляющей части 7 лист наматывается вокруг указанного материала таким образом, что указанный лист 19 по меньшей мере частично перекрывает ранее намотанный виток листа 19. Поскольку листоподающее устройство протягивается за пластины направляющей части 7, а между основанием камеры сжатия и нижним опорным элементом 13 имеется промежуток, лист 19 оборачивается частично на пластины и частично на материал, который формуется в брус 20, и касаясь его. Операция обертки листа 19 вокруг материала является отдельной от операции подачи материала в камеру 6 сжатия, и каждая операция регулируется независимо от другой. Затем завернутый непрерывный брус материала перемещается в складское положение готовности, которое может быть землей или временным положением хранения, как например платформа погрузчика тягача. Когда брус материала перемещается из устройства 1, лист вытягивается из камеры 6 хранения и направляющей части 7. Во время обертки провод 5 освобождается ниже по ходу от устройства подачи и выше по ходу от камеры 6 сжатия, так что провод 5 внедряется в непрерывный брус. Таким образом, измеряя скорость освобождения провода 5, освобождаемого во время работы устройства 1, можно измерить перемещение материала, формуемого указанным устройством 1 в непрерывный брус. Операция обертки листа вокруг материала регулируется на основании измеренного перемещения материала. Поскольку управляющее средство, управляющее листооберточным средством 4, и управляющее средство, управляющее средством подачи, работают по отдельности, оператор устройства 1 может легко регулировать получающуюся толщину обертки, покрывающей непрерывный брус, путем регулирования скорости листоподающих устройств 11, таким образом влияя на степень перекрытия между смежными витками листа 19. В камере 6 сжатия степень сжатия материала отслеживается во время работы. Одновременно, управляя устройством подачи, например, на основании данных о сжатии, получаемых от измерительного устройства, можно обеспечивать нужную степень сжатия.
Во время операции оператор может регулировать диаметр камеры 6 сжатия и направляющей части 7, если это необходимо по какой-либо причине. Оптимальный диаметр и поперечное сечение получающегося непрерывного бруса может меняться в зависимости от свойств материала, который подлежит обертке. Например, для таких материалов как фураж, трава или т.п., предпочтителен больший диаметр. Например, для зерна и подобных материалов предпочтительным является большее основание получающегося непрерывного бруса.
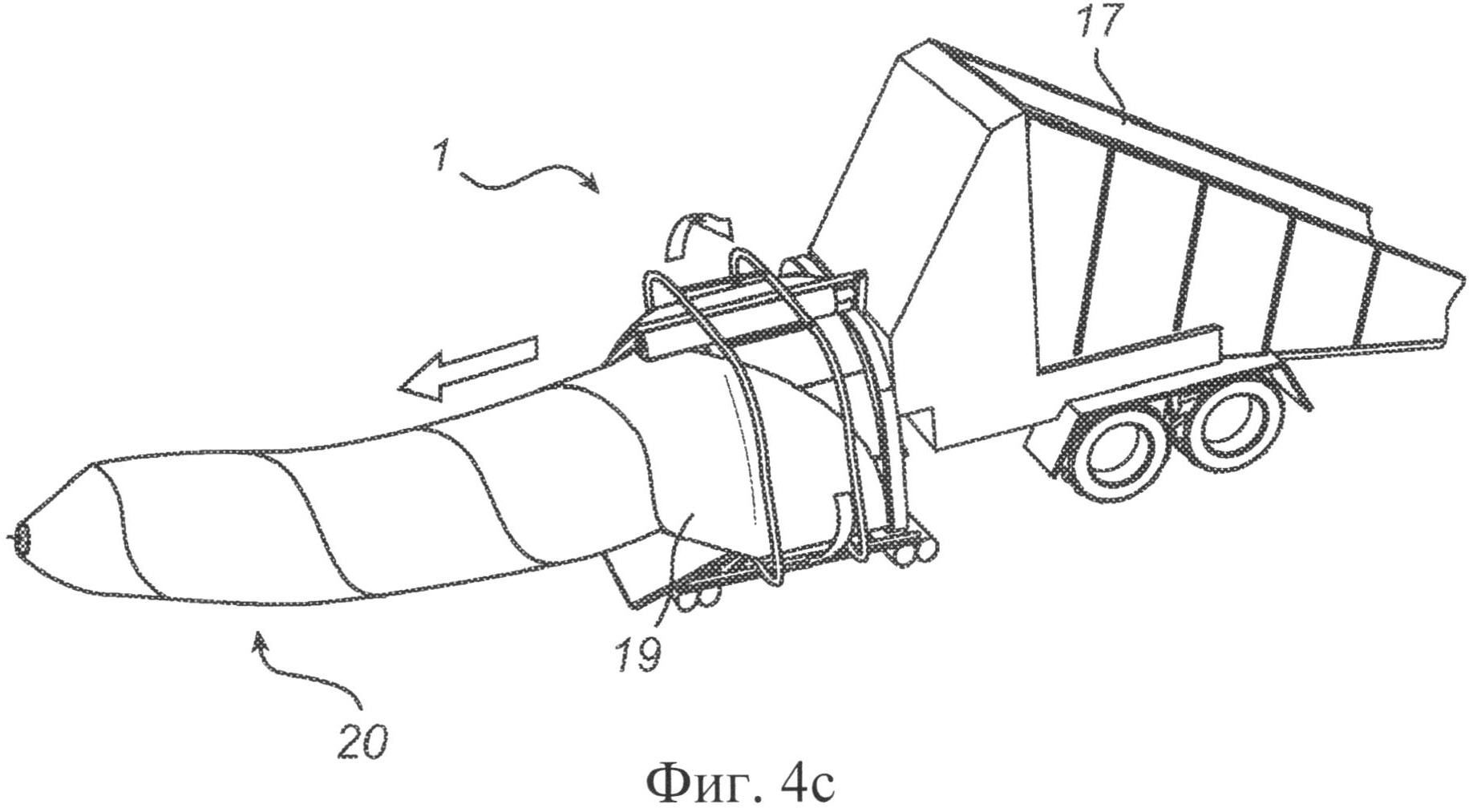
Фиг.4с представляет собой изображение непрерывного бруса 20, который образуется по прошествии некоторого времени работы. Если загрузочная область устройства подачи еще содержит материал, устройство подачи будет продолжать подавать материал в камеру 6 сжатия и оберточная процедура будет продолжаться. Брус может получать свою продольную форму путем передвижения либо устройства 1 в переднем направлении, либо путем передвижения устройства поддержки провода в виде конусообразного тела 18 в направлении, противоположном переднему направлению устройства 1.
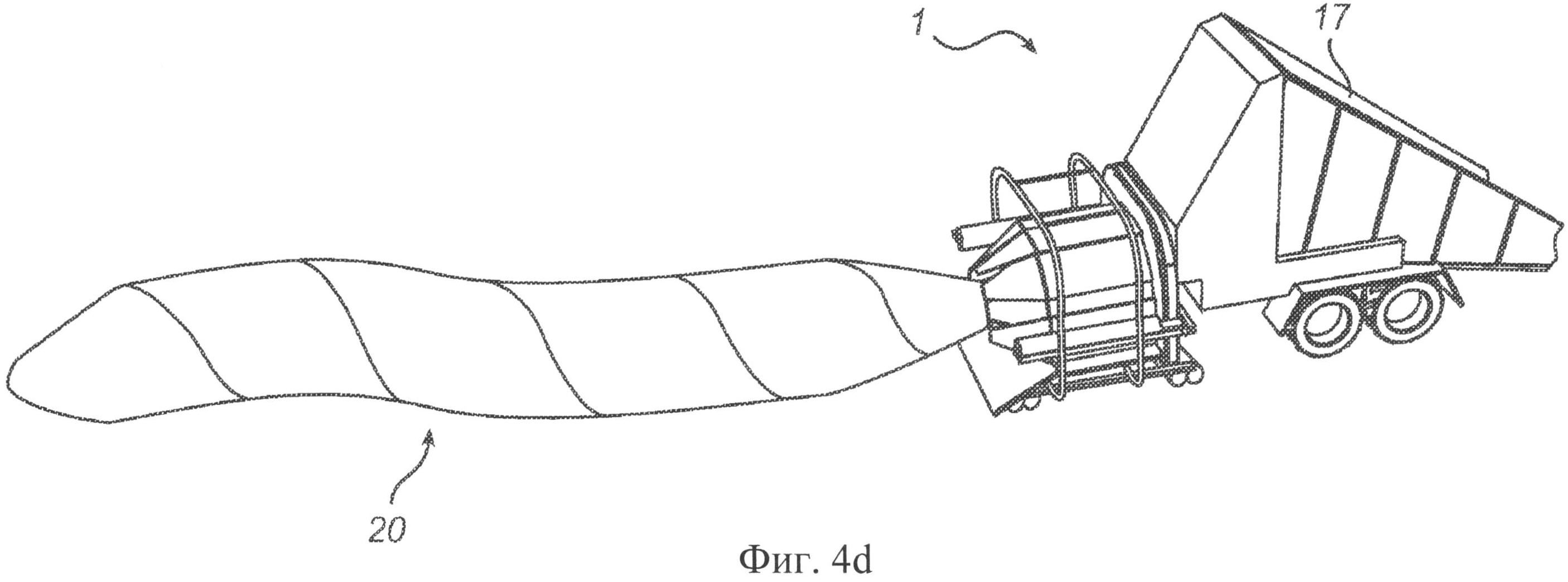
На фиг.4d брус 20 приобрел желаемую длину, и диаметр камеры 6 сжатия и направляющей части 7 уменьшается до самого малого возможного, чтобы замкнуть конец получающегося непрерывного бруса 20. Перед изоляцией непрерывного бруса провод 5 освобождается из конусообразного тела 18 и вытягивается из бруса устройством 1. Провод наматывается на съемник провода, установленный под устройством подачи подающей части 3 с помощью гидростатической энергии подающей части 3. Поскольку провод 5 внедрен в материал, в случае разрыва провода 5 риск травмы уменьшается.
Лист 19, используемый для обертки, может быть пленкой, полотном или сеткой. Предпочтительно лист представляет собой пластмассовую растягивающуюся пленку, как правило, содержащую полиэтилен. Использование растягивающейся пленки обеспечивает более высокую силу обертки, что приводит к лучшему сцеплению листа 19. Таким образом, можно избежать образования воздушных карманов между материалом, который формуется в непрерывный брус, и листом 19. Кроме того, растягивающаяся пленка повторяет форму непрерывного бруса лучше, чем нерастяжимая пленка. Поскольку степень обертки может регулироваться, растяжение листа может регулироваться, а в результате может регулироваться и сила натяжения листа. Таким образом, можно регулировать потребление листа, в зависимости от приложения, а следовательно материала, который подлежит обертке. Для сжатия и обертки растительного материала, предназначенного для производства силоса, оберточная пленка должна защищать растительный материал путем обеспечения защиты от влаги и кислорода. Степень защиты, обеспечиваемая оберткой, может определяться свойствами листа вместе с числом слоев, намотанных вокруг сжатого материала. Чтобы улучшить защиту сжатого бруса материала, может использоваться большая степень перекрытия, так что брус вдоль почти всей своей длины покрывается по меньшей мере двумя слоями листа. Однако для производства силоса по меньшей мере часть непрерывного бруса соответствующим образом покрывается 4-16 слоями листа, а предпочтительно - 6 слоями листа. Большое число слоев может накладываться, если позволить листоподающему устройству совершать более одного оборота вокруг непрерывного бруса над одной и той же областью бруса, чтобы создавать перекрывающиеся или по меньшей мере частично перекрывающиеся слои, и/или если иметь по меньшей мере два одновременно работающих листоподающих устройства. Использование большого числа слоев является преимуществом, поскольку контролируемая среда в брусе может поддерживаться даже если один из слоев повреждается. Кроме того, перекрытия между смежными витками листов будут более тугими для большего числа слоев. Таким образом, контролируемая среда в брусе поддерживается лучше. Альтернативно для приложений, в которых требуется меньше защиты, степень перекрытия может регулироваться так, что непрерывный брус в любом месте вдоль всей его длины покрывается по меньшей мере одним слоем листа, а в частях покрывается по меньшей мере двумя слоями. Например, когда материал заворачивается с целью обеспечить защиту от погодных воздействий, менее 50% непрерывного бруса может покрываться двумя слоями листа.
В пределах объема изобретения возможны несколько модификаций вариантов осуществления. Например, число листоподающих устройств 11 может предпочтительно изменяться от одного до шести. Однако для некоторых приложений может быть предпочтительным большее число листоподающих устройств 11.
Подающая часть 3, содержащая средство подачи материала, может быть интегрирована в устройство 1, как описано выше. Альтернативно сжимающая и оберточная часть 2 устройства 1 может быть независимым устройством, которое прикрепляется к обычному устройству подачи/упаковки, содержащему средство подачи материала. Такое обычное устройство подачи может быть винтовым устройством подачи, роторным устройством упаковки/подачи или поршневым устройством подачи.
Альтернативно перемещение материала, формованного в непрерывный брус 20, может измеряться с помощью ленточного конвейера или заднего упора. Если используется задний упор, перемещение заднего упора измеряется каким-либо традиционным способом. Перемещение материала просто равняется перемещению заднего упора. Если используется ленточный конвейер, перемещение ленты будет равняться перемещению материала.
Альтернативно не регулируются ни размер камеры 6 сжатия, ни направляющая часть 7, или размер камеры 6 сжатия не регулируется, тогда как пластины направляющей части 7 могут по-прежнему наклоняться, как описано ранее.
Альтернативно сжимающая и оберточная часть 2 могут включать только камеру 6 сжатия, а направляющая часть 7 может исключаться из устройства 1, содержащего сжимающую и оберточную часть 2 или как сжимающую и оберточную часть 2, так и подающую часть 2. В таком случае предпочтительная длина камеры 6 сжатия и направляющей части 7 относится только к длине камеры 6 сжатия.
Еще альтернативно сжимающая и оберточная часть 2 может включать только направляющую часть 7, а камера сжатия 6 может исключаться из устройства 1, содержащего сжимающую и оберточную часть 2 или как сжимающую и оберточную часть 2, так и подающую часть 2. В таком случае пластины направляющей части 7 прикрепляются к направляющим элементам на передней стенке, чтобы позволять изменять размер направляющей части 7. Предпочтительная длина камеры 6 сжатия и направляющей части 7 относится к длине только направляющей части 7. Листоподающие устройства 11 могут быть установлены только за направляющей частью 7 или как за направляющей частью 7, так и камерой 6 сжатия. Если направляющая часть 7 исключается из устройства 1, листоподающие устройства 11 могут устанавливаться только за камерой 6 сжатия.
Еще альтернативно провод 5 может располагаться в нижней части получающегося непрерывного бруса 20 вместо внедрения в материал.
Изобретение может использоваться для обертки материала независимо от требуемых условий контролируемой среды в непрерывном брусе или свойств материала, подлежащего обертке. Например, изобретение может использоваться для упаковки сельскохозяйственных продуктов, например, для производства силоса или хранения зерна. Альтернативно изобретение может использоваться для обертки отходов для компостирования. В таком случае рукав с отверстиями для подачи воздуха может размещаться в материале, который формуется в непрерывный брус во время процедуры сжатия и обертки. Изобретение также может использоваться для обертки почвы, загрязненной нефтью, чтобы защищать окружающую среду.
Реферат
Изобретение относится к формующему и оберточному элементу для формования материала в непрерывный брус и его обертки. Элемент содержит камеру формования, листооберточное средство и средство управления. Средство управления управляет листооберточным средством. Листооберточное средство и управляющее средство приспособлены работать независимо от скорости подачи сыпучего материала в камеру формования. При осуществлении способа формования и обертки материала в непрерывный брус подают материал в положение обертки с одновременным формованием материала. Оборачивают лист вокруг материала так, что лист, по меньшей мере, частично перекрывает ранее намотанный виток листа. Перемещают завернутый материал из указанного положения обертки в складское положение готовности. Этап подачи материала в положение обертки и этап обертки листа вокруг материала осуществляются по отдельности. Обеспечивается возможность оптимального формования и обертки различных материалов для различных целей. 3 н. и 13 з.п. ф-лы, 7 ил.
Формула
- камеру (6) формования для формования материала в непрерывный брус, указанная камера имеет входное отверстие для подачи материала в камеру и выходное отверстие для выгрузки указанного непрерывного бруса;
- листооберточное средство (4) для обертки указанного непрерывного бруса; и
- средство управления, управляющее указанным листооберточным средством, причем указанное по меньшей мере одно из указанного листооберточного средства и указанного управляющего средства приспособлено работать независимо от скорости подачи материала в камеру формования.
- средство подачи материала для подачи указанного материала,
- первое управляющее средство, управляющее указанным средством подачи материала,
- формующий и оберточный элемент (2) по любому из пп. 1-8,
причем указанное первое управляющее средство, управляющее указанным средством подачи материала, и указанное управляющее средство, управляющее указанным листооберточным средством, работают по отдельности.
- по меньшей мере один провод (5), прикрепленный на его ближнем конце к указанному средству подачи материала или к передней стенке указанного формующего и оберточного элемента; и
- съемник провода, приспособленный освобождать указанный провод.
- подачу указанного материала в положение обертки с одновременным формованием указанного материала;
- обертку листа вокруг указанного материала так, что указанный лист, по меньшей мере, частично перекрывает ранее намотанный виток листа;
- перемещение завернутого материала из указанного положения обертки в складское положение готовности,
отличающийся тем, что указанный этап подачи материала в положение обертки и указанный этап обертки листа вокруг материала осуществляют по отдельности.
Комментарии