Способ прессовой сварки с нагревом деталей дугой, управляемой магнитным полем - RU2181647C2
Код документа: RU2181647C2
Описание
Предложенный способ относится к способам прессовой сварки, при котором источником нагрева свариваемых изделий служит сварочная дуга, управляемая магнитным полем, и может быть применен в таких отраслях народного хозяйства, как автомобилестроение, котлостроение, строительство, при сооружении трубопроводов для соединения деталей трубчатого и сплошного сечения, а также для соединения деталей в тавр.
Известен способ сварки дугой, управляемой магнитным полем, при котором с целью повышения качества получаемых соединений используют сигналы звуковой частоты, которые генерируются при перемещении дуги по торцам свариваемых деталей. В процессе горения дуги изменяется частота и сила звука, сигнал рассогласования величин этих параметров с наперед заданными является критерием управления силой тока, напряжением и величиной зазора между кромками свариваемых деталей (ГДР "Schweisstechnik" 6, 1980 г.).
Недостатком данного способа является сложность системы управления, низкая повторяемость способа из-за акустических свойств измерительной аппаратуры и помещений, в которых эксплуатируется оборудование.
Также известен способ управления процессом сварки по вкладываемой в кромки изделий энергии (ZIS - Mitteilungen 10, 1982 г., стр.1051-1055). Сущность способа в следующем.
Преобразованные сигналы напряжения и тока в процессе нагрева поступают в вычислительное устройство, где происходит расчет мощности, выделяемой на кромках свариваемых деталей. Считывание значений происходит каждые 0,1 с.
В процессе нагрева происходит накопление полученных значений мощности, приведенной к тепловой энергии, выделяемой на кромках. Накопленный эквивалент энергии анализируется в ЭВМ и по мере достижения расчетной величины служит параметром для управления процессом нагрева. Система управления анализирует соответствие накопленной энергии эталонному значению, полученному расчетным путем. При отклонении величины накопленной энергии более чем на 10% от эталонной происходит отбраковка соединения.
Недостатком данного способа управления является то, что в процессе нагрева кромок напряжение и ток не остаются постоянными, их величина зависит от положения дуги относительно сечения кромок свариваемых изделий. Экспериментально установлено, что напряжение на дуге изменяется на протяжении всего цикла сварки, и это изменение имеет характерную зависимость.
В ходе лабораторных исследований установлено, что в начальный момент перемещения дуги по кромках изделий она смещается с наружной кромки сечения (для трубчатых изделий) на внутреннюю. При этом отклонения напряжения на дуге могут достигать 20% от начального значения, которое устанавливается в момент начала стабильного движения дуги по торцам изделий. Установлено также, что качество получаемых соединений в значительной степени зависит от положения дуги в процессе нагрева относительно сечения свариваемого изделия. Таким образом, при одной и той же энергии, затраченной на достижение пластического состояния, качество получаемых соединений может иметь значительные отклонения.
В качестве прототипа заявляемого изобретения принят способ прессовой сварки с нагревом дугой, управляемой магнитным полем, при котором нагревают свариваемые детали, при этом определяют момент достижения требуемой температуры нагрева на торцах свариваемых деталей, затем увеличивают сварочный ток и производят осадку (А.С. СССР 1692785, В 23 К 9/08 от 23.12.87. Авторы: С. И. Кучук-Яценко, В. Ю. Игнатенко и др., опубл. 23.11.91. Бюл. 43). Согласно этому способу момент достижения торцами свариваемых изделий пластического состояния определяют по величине напряжения на сварочной дуге. Характер изменения напряжения на дуге в процессе нагрева был экспериментально определен (В. Д. Таран, Ю.Г.Гаген, М., Машиностроение, 1970 г., "Сварка магнитоуправляемой дугой").
Способ, избранный за прототип, осуществляется следующим образом.
В основу способа положен принцип теплового расширения, при котором происходит уменьшение дугового промежутка. Экспериментально определяют при одном зазоре между свариваемыми деталями минимальное напряжение на дуге, соответствующее началу плавления их торцов. В момент достижения по мере нагрева минимального напряжения на дуге, соответствующего достижению пластического состояния торцов изделий, увеличивают сварочный ток (форсировка) и производят осадку (сдавливание свариваемых изделий).
Недостатком данного способа сварки является низкая устойчивость процесса перемещения дуги, что особенно важно на конечной стадии нагрева перед осадкой для получения качественных соединений. Кроме того, на характер перемещения дуги, а следовательно, устойчивость нагрева, сильно влияет состояние торцов свариваемых изделий (наличие косины, ржавчины т.д.). Следует также отметить ограниченность применения способа для сварки трубчатых деталей с толщиной стенки более 5 мм вследствие теплового расширения и закорачивания дугового промежутка в процессе нагрева.
В основу изобретения поставлена задача усовершенствования способа прессовой сварки с нагревом дугой, управляемой магнитным полем, путем управления перемещением свариваемых деталей в процессе нагрева и контроля величины зазора между их торцами, что обеспечивает постоянство величины сварочного напряжения в процессе сварки и тем самым повышает устойчивость перемещения сварочной дуги по кромкам изделий, позволяет поддерживать величину дугового промежутка между торцами свариваемых изделий и тем самым исключить влияние состояния их кромок, а также устранить короткое замыкание между кромками свариваемых деталей при их тепловом расширении в процессе нагревания, обеспечить тем самым возможность сваривания трубчатых деталей с толщиной стенки более 5 мм.
Суть изобретения в том, что способ прессовой сварки с нагревом дугой, управляемой магнитным полем, при котором нагревают свариваемые детали, при этом определяют момент достижения требуемой температуры нагрева на торцах свариваемых деталей, затем увеличивают сварочный ток и производят осадку, согласно изобретению в процессе нагрева осуществляют управляемое непрерывное относительное перемещение свариваемых деталей, при этом зазор между торцами деталей поддерживают постоянным, в качестве параметра регулирования величины зазора используют значение величины напряжения на сварочной дуге, а момент достижения требуемой температуры нагрева на торцах свариваемых деталей определяют по величине относительного перемещения деталей, а по достижении заданных значений перемещения программируют скорость движения дуги по торцам свариваемых деталей.
Установлено, что в начале процесса нагрева напряжение дуги возрастает по мере увеличения скорости перемещения дуги. Через некоторое время напряжение начинает снижаться и снижается до начала плавления торцов свариваемых изделий. Характер изменения напряжения на дуге идентичен для различных материалов и определяется долей тепловой энергии, идущей на нагрев изделий. Характер изменения напряжения в процессе нагрева зависит от физических и структурных характеристик материала (площадь поперечного сечений, коэффициент линейного теплового расширения и т.д.).
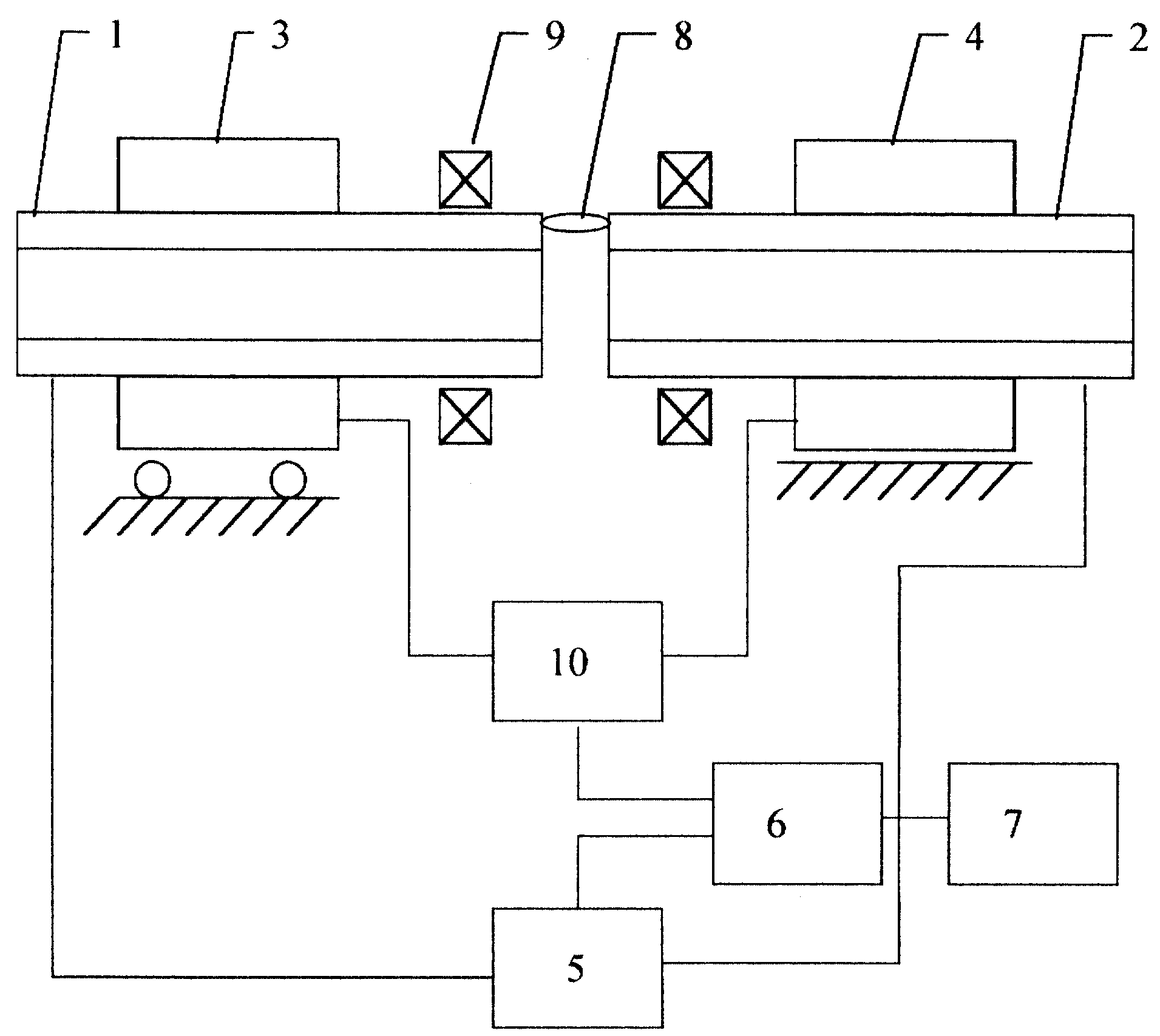
Для реализации предложенного способа было изготовлено
устройство, блок-схема которого представлена на чертеже, где
1, 2 - свариваемые детали;
3 - подвижное зажимное устройство;
4 - неподвижное зажимное устройство;
5
- блок измерения напряжения на дуге;
6 - усилитель мощности УЭГС;
7 - блок УЭГС.
9 - магнитная система;
8 - сварочная дуга;
10 - блок датчика
перемещения;
Способ осуществлялся следующим образом.
Вначале изделия 1, 2 устанавливают встык в зажимных устройствах 3, 4 сварочной установки. В момент подачи сварочного тока блок измерения напряжения на дуге 5 вырабатывает сигнал управления перемещением подвижной частью 3 установки. Управление перемещением осуществляется посредством взаимодействия блоков 6 и 7. Направление перемещения в начальной фазе процесса определяется следующим образом. Если в момент подачи сварочного тока имеет место режим короткого замыкания, подвижная часть 3 установки перемещается назад до установления режима горения дуги 8, пока напряжение на дуге не станет равным эталонному, заранее предустановленному значению в блоке 5, в случае, если при подаче сварочного тока имеет место режим холостого хода, происходит движение вперед до короткого замыкания. Скорость перемещения подвижной части 3 определяется величиной сигнала рассогласования напряжения на дуге 8 и эталонного. Данным способом управления возбуждением сварочной дуги достигается 100% устойчивая начальная фаза процесса сварки.
После возбуждения сварочная дуга начинает перемещаться по кромкам свариваемых деталей под действием магнитодвижущей силы, создаваемой магнитной системой 9. Через время, равное 1-2,5 с, перемещение дуги переходит из фазы разгона в фазу устойчивого движения по кромкам деталей.
В начале этого этапа блоком датчика перемещения 10 происходит измерение величины перемещения подвижной части установки относительно начального положения (момент возбуждения дуги). Полученное значение сохраняется в блоке датчика перемещения 10.
По мере нагрева торцов свариваемых изделий блоком 5 отслеживается и поддерживается постоянным напряжение на дуге в пределах 1 - 5% от эталонного значения. Быстродействие системы измерения напряжения на дуге и управления перемещением подвижной частью 6, 7 позволяет отслеживать и отрабатывать возмущения длительностью менее 0,2 с, что способствует устойчивому движению дуги.
Согласно изобретению, описанному в прототипе, по мере нагрева изделий вследствие теплового расширения дуговой промежуток уменьшается. В предлагаемом техническом решении за счет непрерывного перемещения подвижной части 3 установки согласно величине и знаку сигнала рассогласования он поддерживается постоянным, что особенно важно на конечном этапе нагрева, когда в момент достижения требуемой температуры нагрева свариваемых изделий вследствие теплового расширения, особенно при сварке трубчатых изделий с толщиной стенки более 5 мм, начинается закорачивание дугового промежутка.
В момент, определяемый величиной теплового расширения изделий, а соответственно относительным перемещением подвижной части 3 установки, по значению величины перемещения, определяемой блоком датчика перемещения 10, происходит скачкообразное увеличение сварочного тока (форсировка), сопровождающееся интенсивным выбросом жидкого металла из зазора между свариваемыми деталями, что приводит к резкому увеличению дугового промежутка, в момент когда общее укорочение деталей составит 0,5...4,5 мм (эта величина зависит от типоразмеров и материала изделий, которая контролируется блоком датчика перемещения 10 подвижной части установки 3, происходит осадка и через время 0,1...0,3 с происходит отключение сварочного тока.
Пример осуществления способа.
Свариваемые детали, в данном случае трубы диаметром 42 мм с толщиной стенки 4 мм из Стали 20 устанавливали в зажимных устройствах лабораторной установки встык.
В момент подачи сварочного тока подвижный зажим перемещался назад, образуя зазор между свариваемыми деталями, при котором напряжение на возбужденной сварочной дуге достигало 24 В. Дуга под действием магнитодвижущей силы, создаваемой магнитной системой, начинала перемещаться по торцам свариваемых труб. Для стабилизации перемещения дуги на начальной стадии процесса сварки подвижный зажим установки перемещался согласно величине отслеживаемого напряжения на сварочной дуге.
Положение подвижного зажима в момент стабилизации перемещения дуги по кромкам деталей отслеживалось датчиком перемещения и служило основой для измерения относительного перемещения подвижного зажима в процессе нагрева. При достижении в процессе нагрева величины относительного перемещения, равной 0,8 мм, вследствие теплового расширения труб, блоком управления выдавалась команда на скачкообразное увеличение сварочного тока (форсировку). Измеренное в этот момент датчиком перемещения положение подвижного зажима служило основой для определения момента начала осадки. В ходе форсировки, когда общее укорочение свариваемых деталей из-за интенсивного выброса жидкого металла из зоны перемещения дуги составляло 2,5 мм, выдавалась команда на сжатие деталей (осадка). Через время, равное 0,3 с, происходило отключение сварочного тока.
Этим заканчивался процесс сварки. Схема управления отслеживала разжатие сваренных деталей и открывание зажимов. Величина укорочения сваренных деталей составляла 6 мм. Сжатие деталей производилось со скоростью не менее 150 мм/с с усилием 25000 Н. Общее время сварки составляло 10 с.
Испытания сваренных образцов деталей проводились по действующим нормам и правилам.
Анализ сварных соединений труб, выполненных с использованием прототипа и предложенного способа, показал, что качество соединений, выполненных предложенным способом, выше.
Повышение качества соединений достигнуто более точным определением момента достижения кромками свариваемых деталей пластического состояния и большей устойчивости процесса перемещения дуги, особенно на конечной стадии нагрева, перед форсировкой.
Предложенный способ обладает следующими по сравнению с прототипом преимуществами:
1. Высокая
устойчивость процесса в начальной фазе (возбуждение дуги).
2. Стабильный равномерный нагрев кромок изделий по всей площади сечения.
3. Высокая точность определения момента достижения кромками пластического состояния.
4. Стабильное перемещение дуги.
5. Высокая точность определения момента начала осадки
6. Низкие требования
к подготовке кромок свариваемых деталей (допускается ржавчина и косина до 1,5 мм).
7. Более широкий диапазон свариваемых изделий за счет возможности сваривания деталей с большей площадью поперечного сечения.
Реферат
Изобретение относится к области сварки, в частности к способу сварки с нагревом дугой, управляемой магнитным полем, и может быть использовано в таких отраслях народного хозяйства, как автомобилестроение, строительство водонагревательных котлов, промышленное и гражданское строительство, при сооружении трубопроводов с применением труб малого и среднего диаметра, для сварки деталей со сплошным и развитым сечением, а также для соединения деталей в тавр. В процессе нагрева осуществляют управляемое перемещение свариваемых деталей. Зазор между торцами деталей поддерживают постоянным. За параметр регулирования величины зазора используют значение величины напряжения на сварочной дуге. Момент достижения необходимой температуры на торцах свариваемых деталей определяют по величине относительного перемещения деталей. По достижении наперед заданных значений перемещения программируют скорость перемещения дуги по торцам свариваемых деталей. Технический результат: повышение качества сварных соединений, выполненных прессовой сваркой с нагревом дугой, управляемой магнитным полем. 1 з.п. ф-лы, 1 ил.
Комментарии