Системы и способы для обработки слитков из сплавов - RU2599925C2
Код документа: RU2599925C2
Чертежи
Описание
ОБЛАСТЬ ТЕХНИКИ
[0001] Настоящее изобретение касается систем и способов для обработки слитков из сплавов. Настоящее изобретение также касается способов горячего формования слитков из сплавов.
УРОВЕНЬ ТЕХНИКИ
[0002] Изделия из металлических сплавов можно изготовлять, например, с помощью операций литья в форму или операций порошковой металлургии. Операции литья в форму могут включать плавление исходного сырья для сплава и литье расплавленного материала в форму для получения слитка. Неограничивающим примером операции литья в форму является технология «тройного плавления», включающая три операции плавления: (1) вакуумно-индукционную плавку (ВИП) для приготовления требуемой композиции сплава из исходного сырья; (2) электрошлаковый переплав (ЭШП), посредством которого можно снизить уровни, например, кислородосодержащих примесей; и (3) вакуумно-дуговой переплав (ВДП), посредством которого можно снизить композиционное расслоение, которое может происходить во время затвердевания после ЭШП. Формование слитка может осуществляться в процессе затвердевания после операции ВДП.
[0003] Операции порошковой металлургии могут включать распыление расплавленного сплава, а также сбор и уплотнение затвердевших металлургических порошков в слиток. Неограничивающий пример операции порошковой металлургии включает этапы: (1) ВИП для приготовления требуемой композиции сплава из исходного сырья; (2) распыление расплавленного сплава в капельки сплава, которые, затвердевая, образуют порошок из сплава; (3) необязательный этап просеивания для уменьшения количества посторонних примесей; (4) расфасовку и обезгаживание; и (5) прессование для уплотнения порошка из сплава с целью формирования слитка.
[0004] Слитки из сплавов, полученные в результате выполнения операций литья в форму или операций порошковой металлургии, можно подвергать горячему формованию для получения других изделий из сплава. Например, после затвердевания сплава и формования слитка из него этот слиток можно подвергнуть операциям ковки и/или горячей штамповки выдавливанием с целью получения заготовки или другого изделия из данного слитка из сплава.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[0005] Описанные здесь варианты воплощения настоящего изобретения касаются способа обработки слитка. Способ обработки слитка может включать нанесение слоя металлического материала на, по меньшей мере, один участок поверхности слитка из сплава. Этот способ обработки слитка можно охарактеризовать тем, что указанный слой металлического материала снижает частоту возникновения трещин на поверхности слитка из сплава в способе горячего формования.
[0006] Другие описанные здесь варианты воплощения настоящего изобретения касаются способа горячего формования. Способ горячего формования может включать приложение силы к слитку из сплава с целью деформирования этого слитка из сплава. Слиток из сплава может включать слой металлического материала, нанесенный на, по меньшей мере, один участок поверхности этого слитка из сплава. Способ горячего формования можно охарактеризовать тем, что указанная сила прикладывается к слою металлического материала.
[0007] Другие описанные здесь варианты воплощения настоящего изобретения касаются систем обработки слитка. Система обработки слитка может включать устройство позиционирования слитка. Конфигурация этого устройства позиционирования слитка может обеспечивать вращение слитка вокруг продольной оси слитка. Система обработки слитка также может включать сварочный аппарат. Конфигурация такого сварочного аппарата может позволять наносить слой металлического материала на, по меньшей мере, один участок поверхности слитка посредством сварки плавлением.
[0008] Следует понимать, что представленное и описанное здесь настоящее изобретение не ограничивается только теми вариантами его воплощения, описанными в этом разделе «Сущность изобретения».
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0009] Различные характеристики неограничивающих вариантов воплощения настоящего изобретения, представленные и описанные здесь, можно лучше понять путем рассмотрения сопутствующих фигур, где:
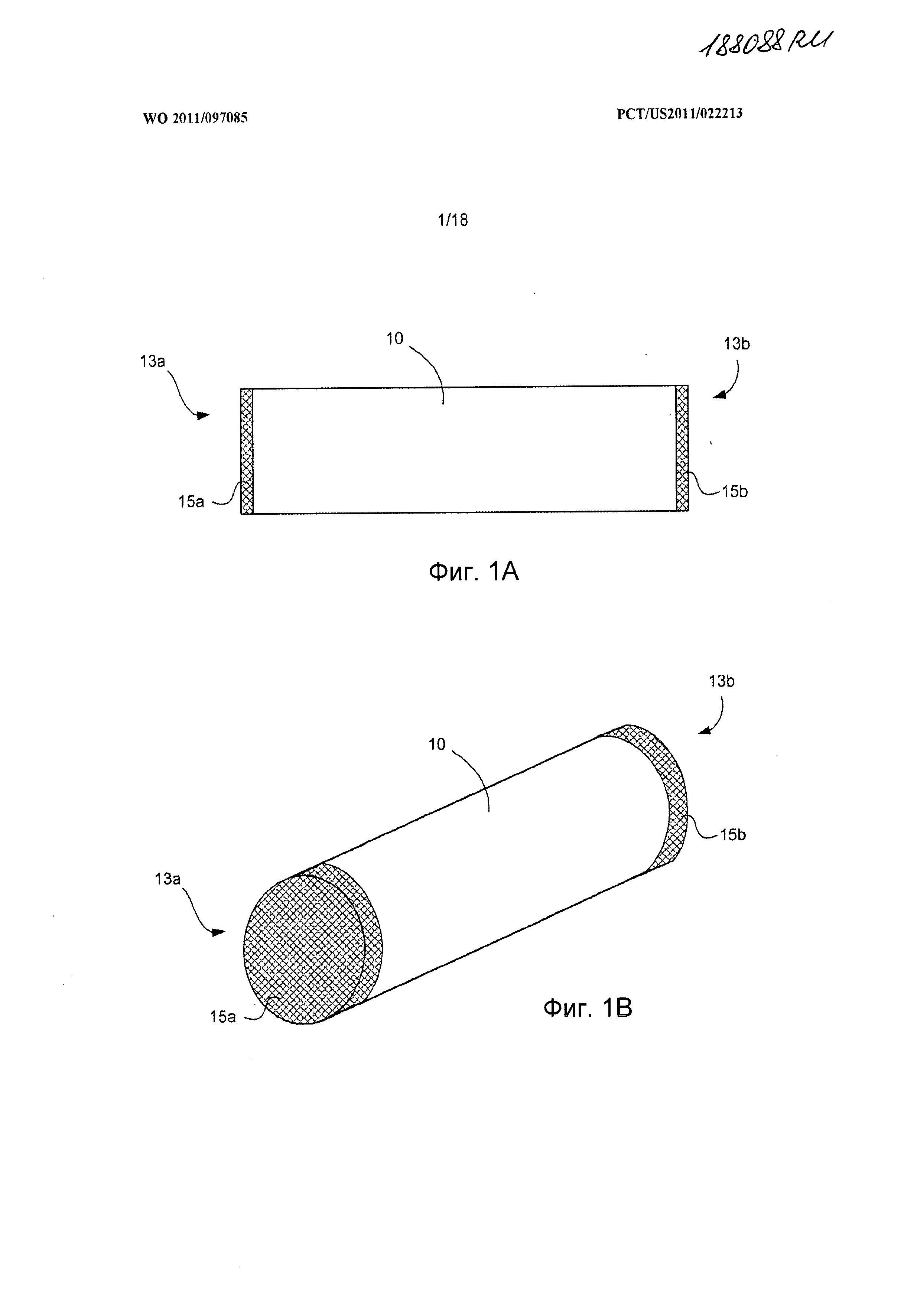
[0010] Фигура 1А представляет собой вид сбоку слитка, на торцевых участках поверхности которого нанесен слой металлического материала, а Фигура 1В представляет собой вид в перспективе слитка, показанного на Фигуре 1А;
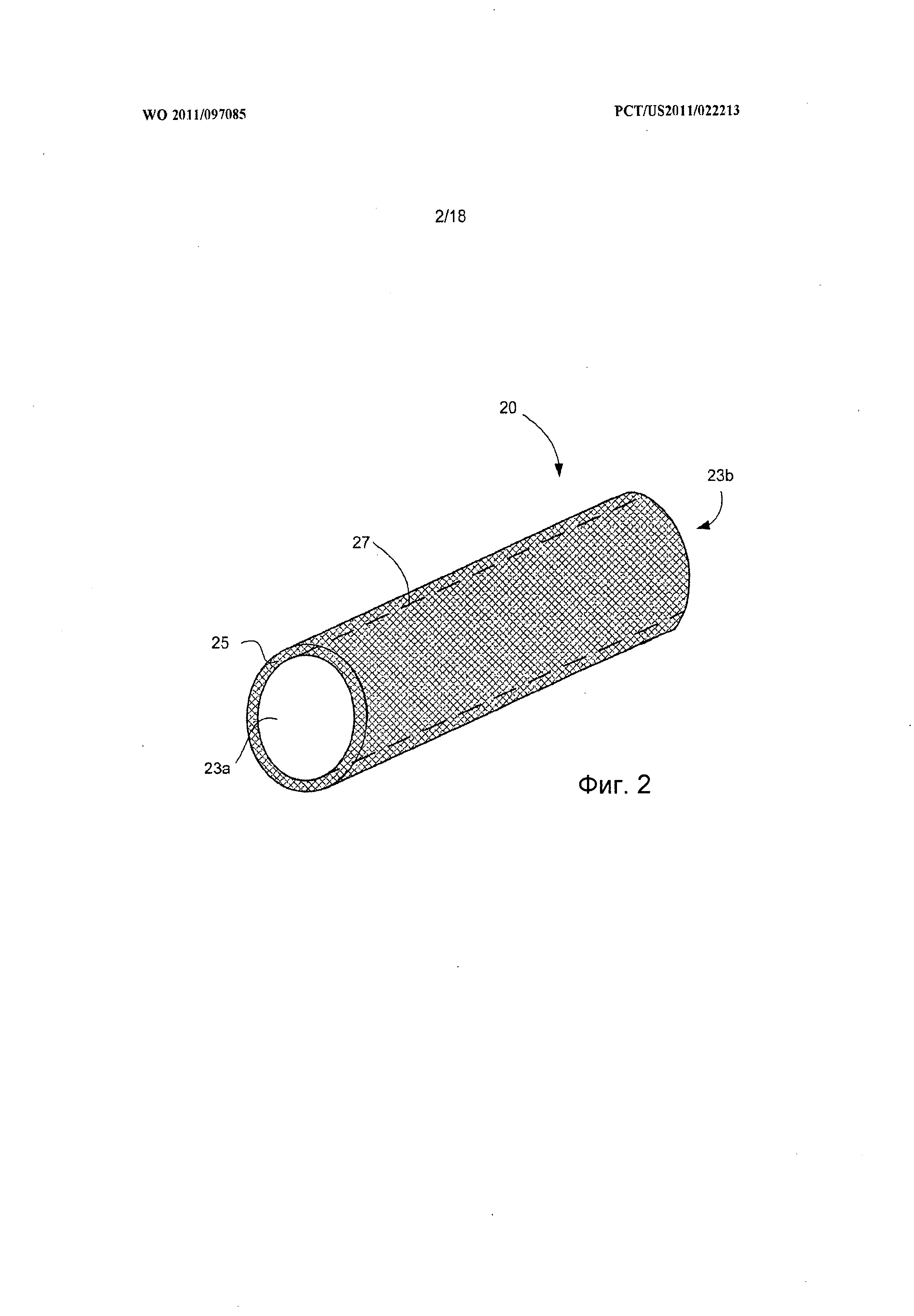
[0011] Фигура 2 представляет собой вид в перспективе слитка, на боковую поверхность которого нанесен слой металлического материала;
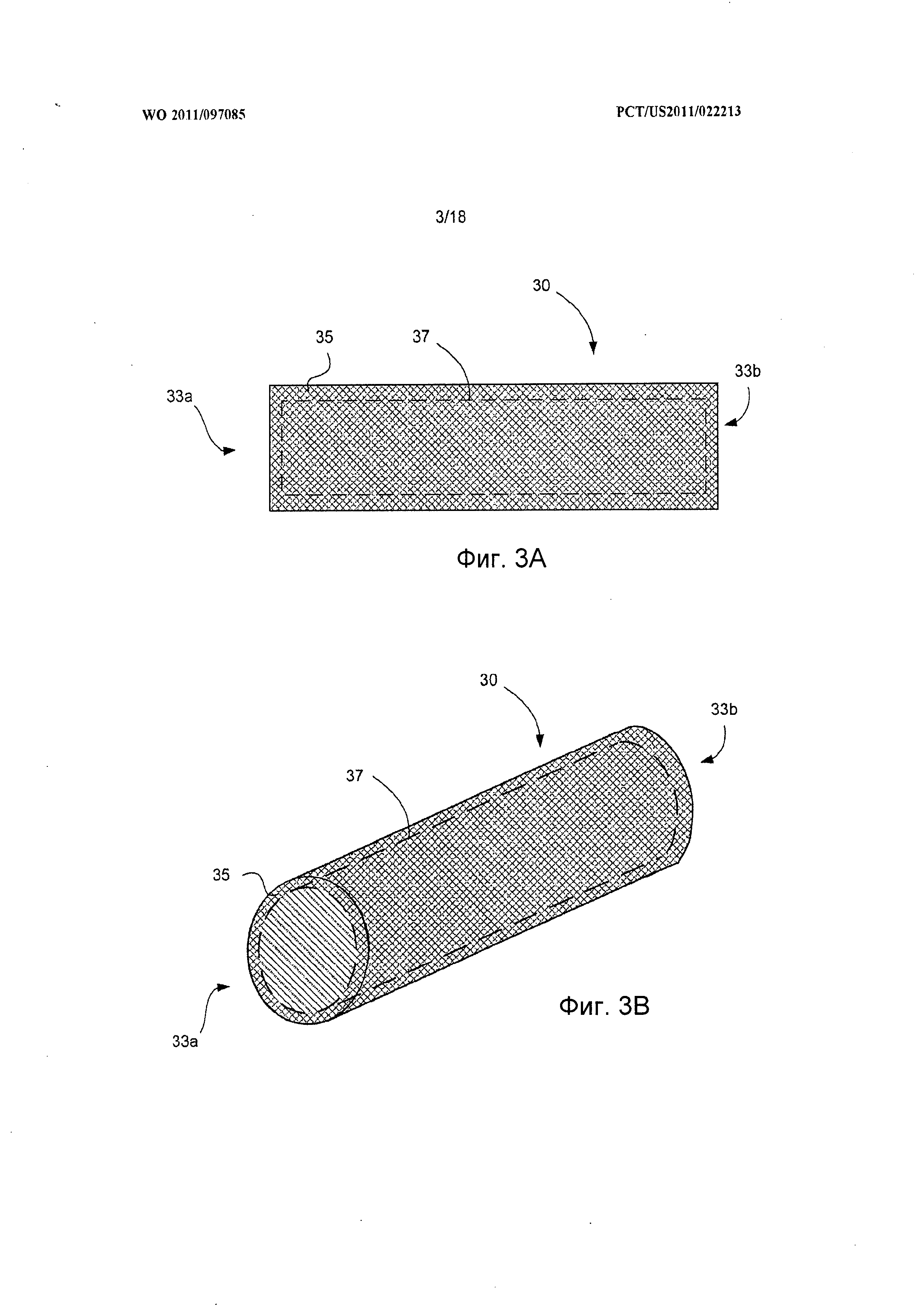
[0012] Фигура 3А представляет собой вид сбоку слитка, на торцах и на боковой поверхности которого нанесен слой металлического материала, а Фигура 3В представляет собой вид в перспективе слитка, показанного на Фигуре 3А;
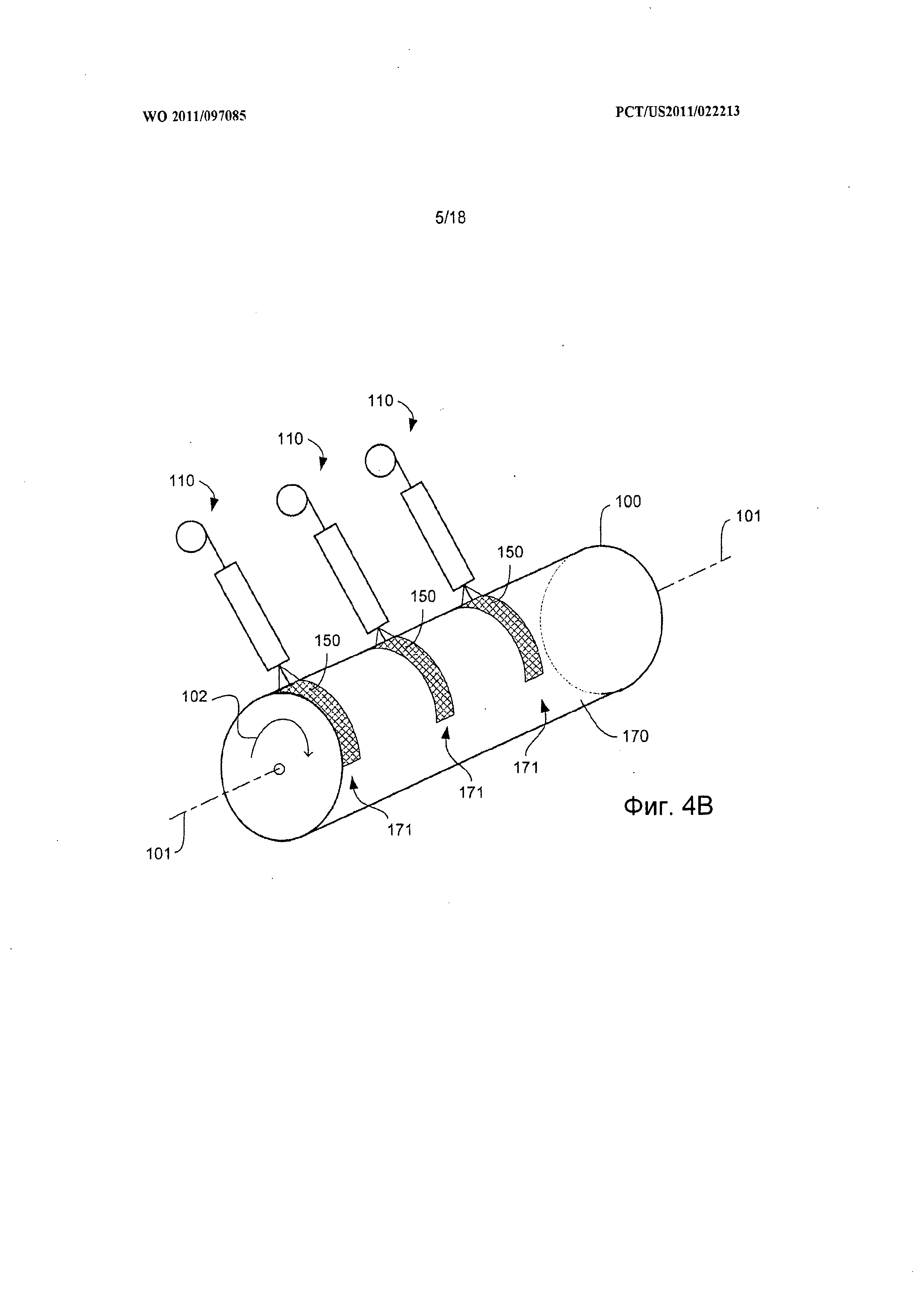
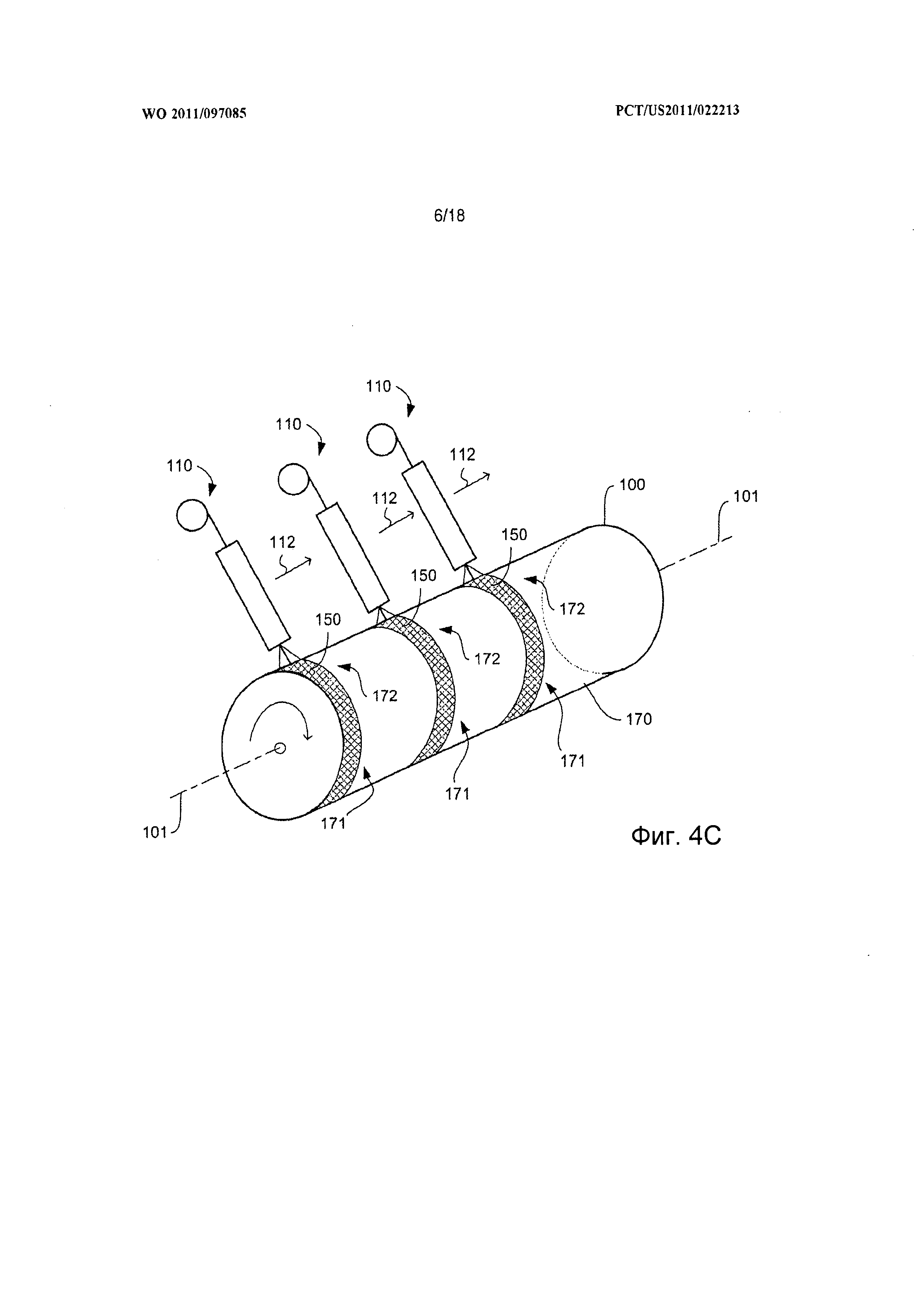
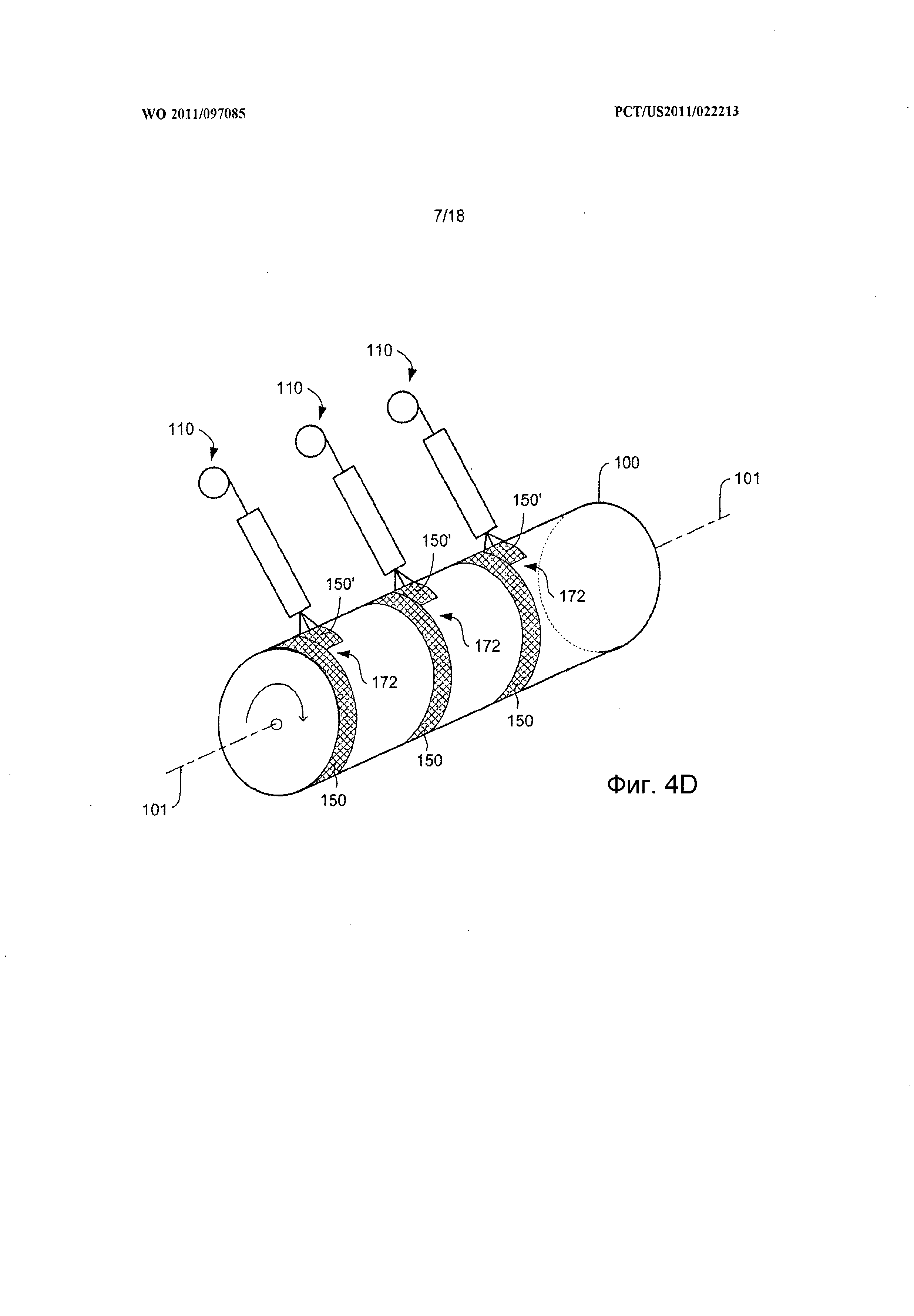
[0013] На Фигурах 4A-4D представлены виды в перспективе, иллюстрирующие один из способов осаждения металлического материала на боковую поверхность слитка посредством сварки плавлением;
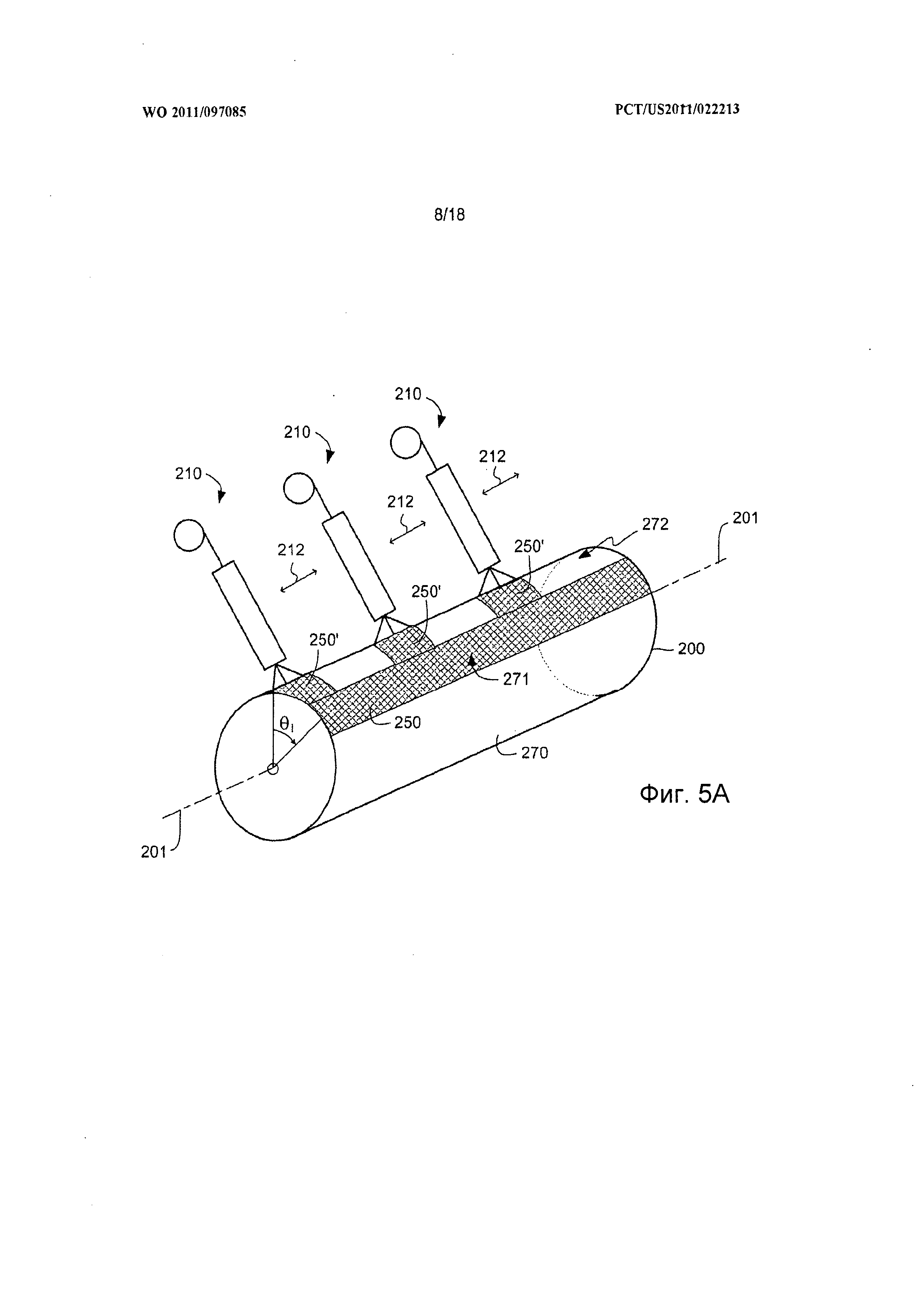
[0014] На Фигурах 5A-5D представлены виды в перспективе, иллюстрирующие другой способ осаждения металлического материала на боковую поверхность слитка посредством сварки плавлением;
[0015] На Фигуре 6А представлен вид в перспективе, иллюстрирующий еще один способ осаждения металлического материала на боковую поверхность слитка посредством сварки плавлением, а на Фигуре 6В представлен вид в перспективе слитка, показанного на Фигуре 6А и имеющего слой металлического материала, нанесенный посредством сварки плавлением по всей боковой поверхности слитка;
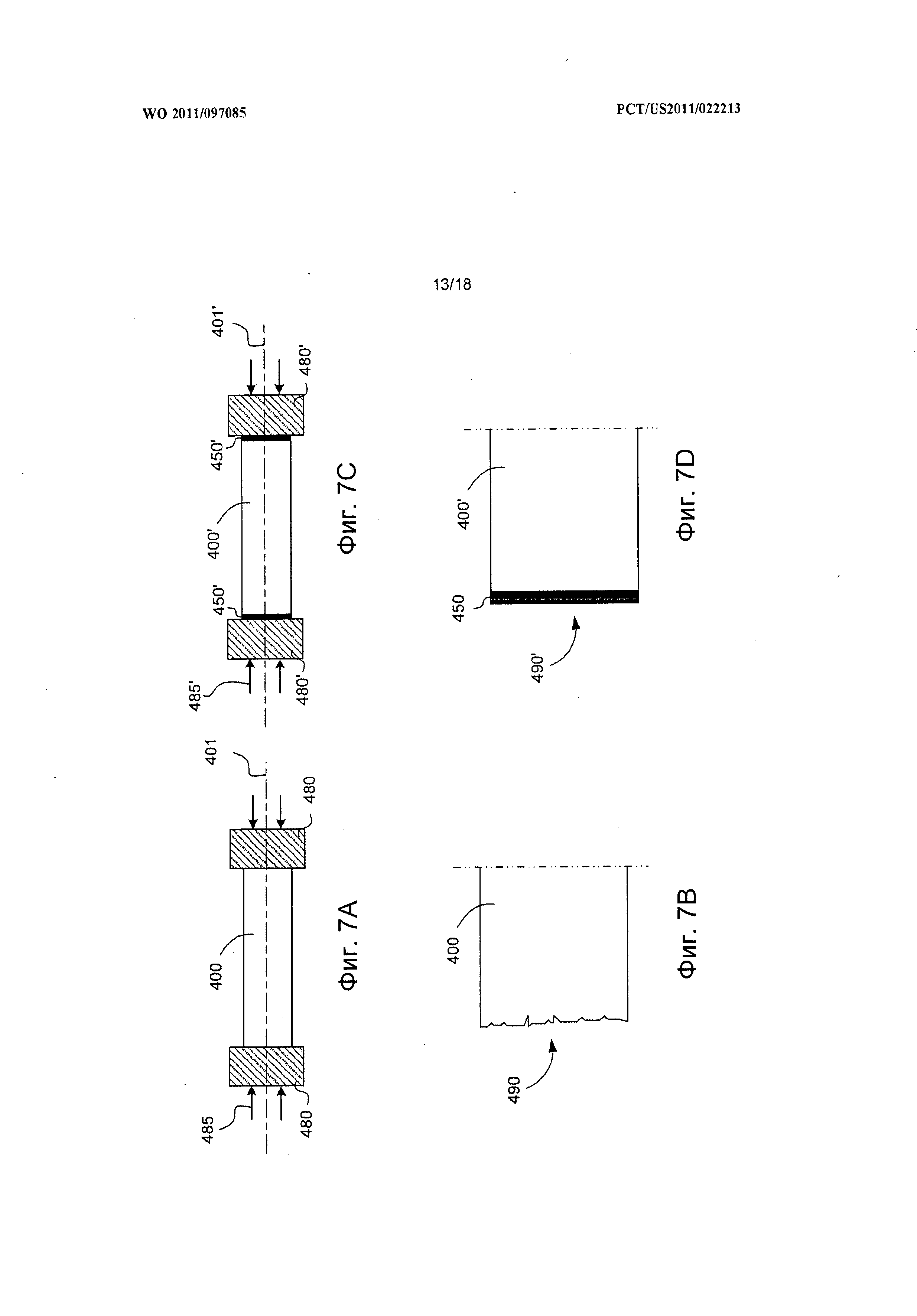
[0016] На Фигуре 7А представлен вид сбоку в разрезе слитка в процессе выполнения высадки, на Фигуре 7В представлен с увеличением вид сбоку в разрезе участка слитка, показанного на Фигуре 7А после выполнения высадки, на Фигуре 1С представлен вид сбоку в разрезе в процессе выполнения высадки слитка, на торцевые поверхности которого нанесен слой металлического материала, а на Фигуре 7D представлен с увеличением вид сбоку в разрезе участка слитка, показанного на Фигуре 1С после выполнения высадки;
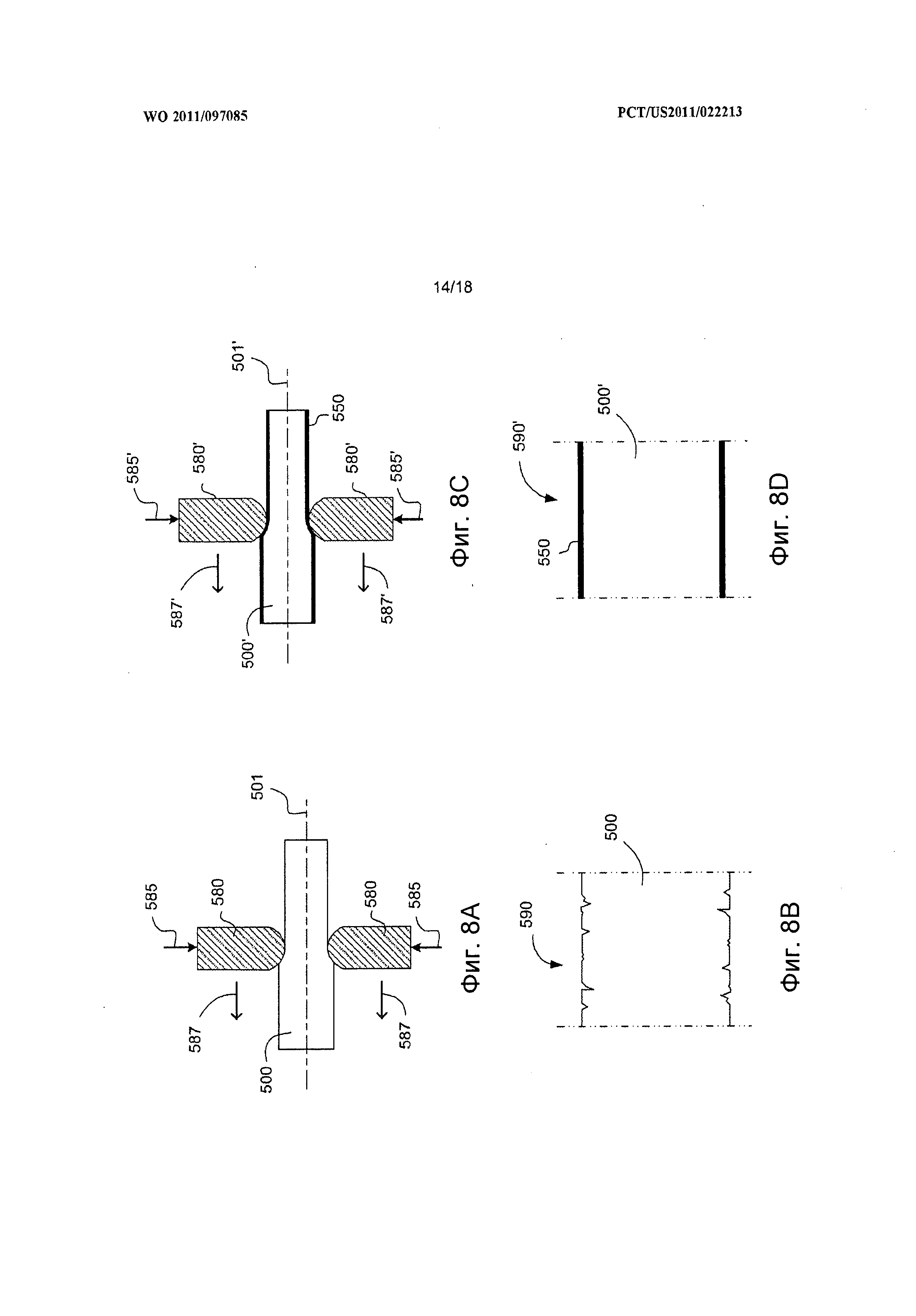
[0017] На Фигуре 8А представлен вид сбоку в разрезе слитка в процессе выполнения операции протяжки, на Фигуре 8В представлен с увеличением вид сбоку в разрезе участка слитка, показанного на Фигуре 8А после выполнения операции протяжки, на Фигуре 8С представлен вид сбоку в разрезе в процессе выполнения операции протяжки слитка, на боковой поверхности которого нанесен слой металлического материала, а на Фигуре 8D представлен с увеличением вид сбоку в разрезе участка слитка, показанного на Фигуре 8С после выполнения протяжки;
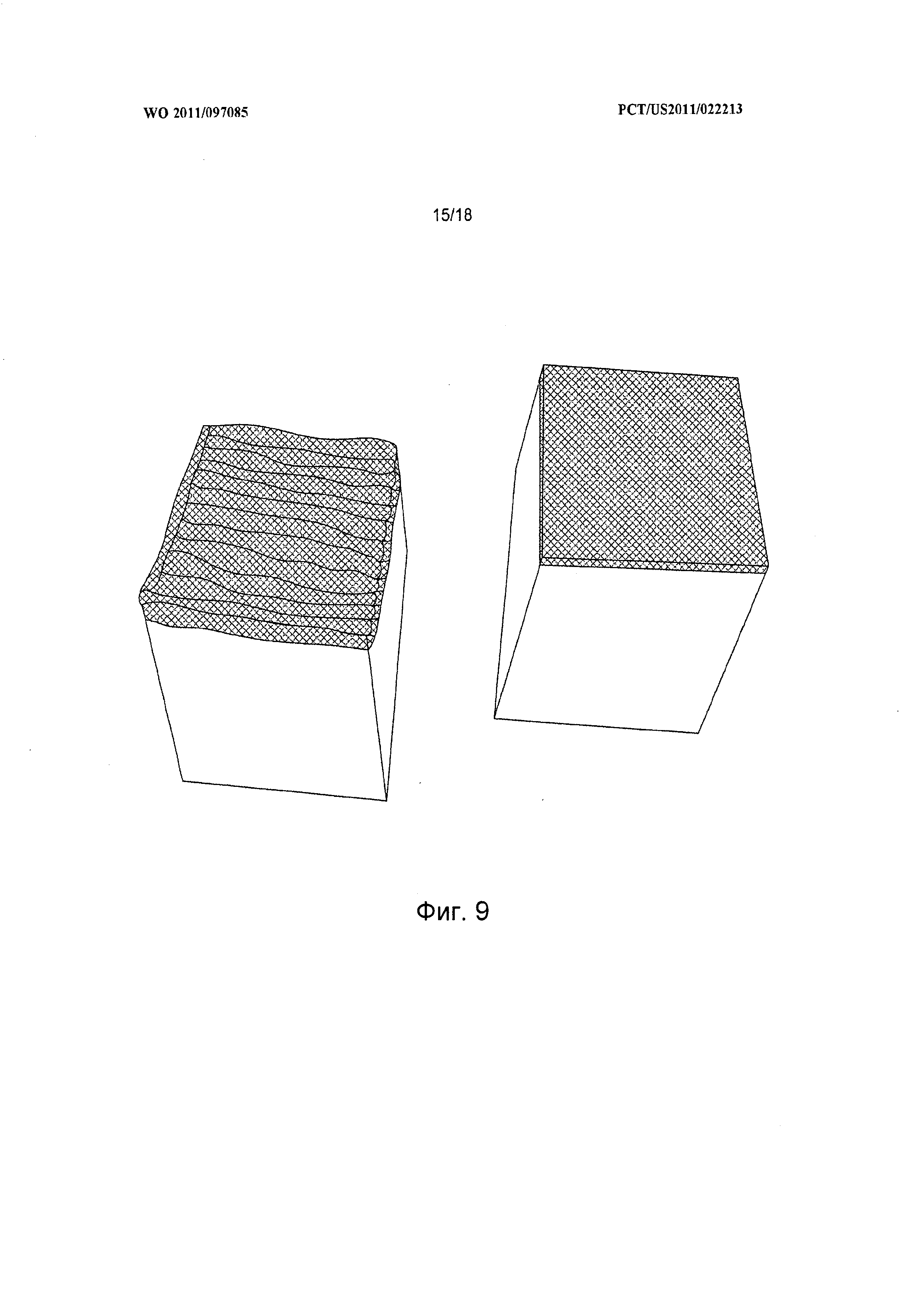
[0018] На Фигуре 9 представлена фотография двух кубиков из сплава со стороной 7,62 см, у каждого из которых на поверхности верхней грани (в ориентации, показанной на фотографии) нанесен слой металлического материала, осажденный посредством сварочной операции;
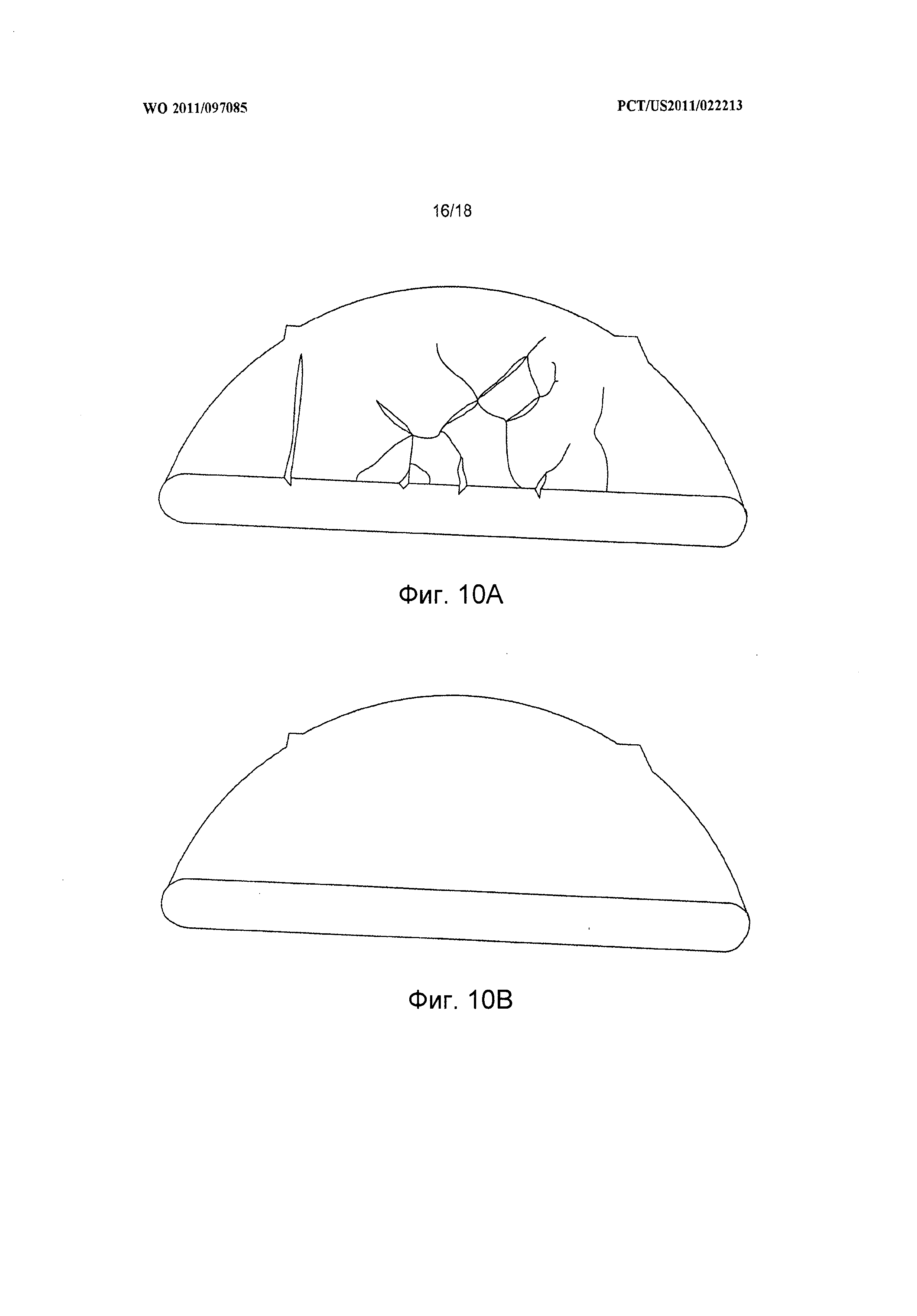
[0019] На Фигурах 10А и 10В представлены фотографии контактирующих со штампом поверхностей блина толщиной 2,54 см, полученного ковкой в штампах под прессом из кубика сплава со стороной 7,62 см, на одной контактирующей со штампом поверхности которого нанесен слой металлического материала, осажденный посредством сварочной операции; и
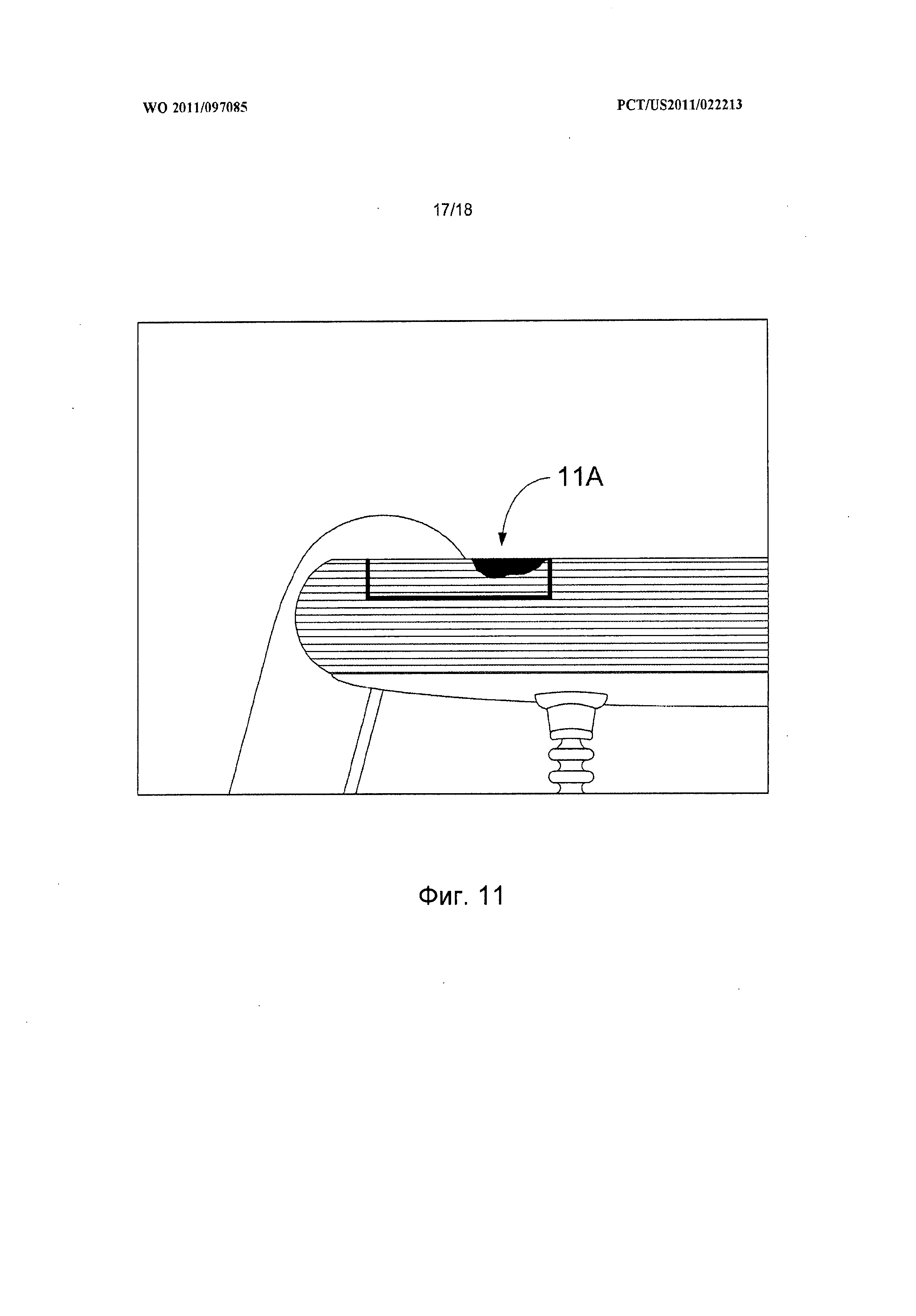
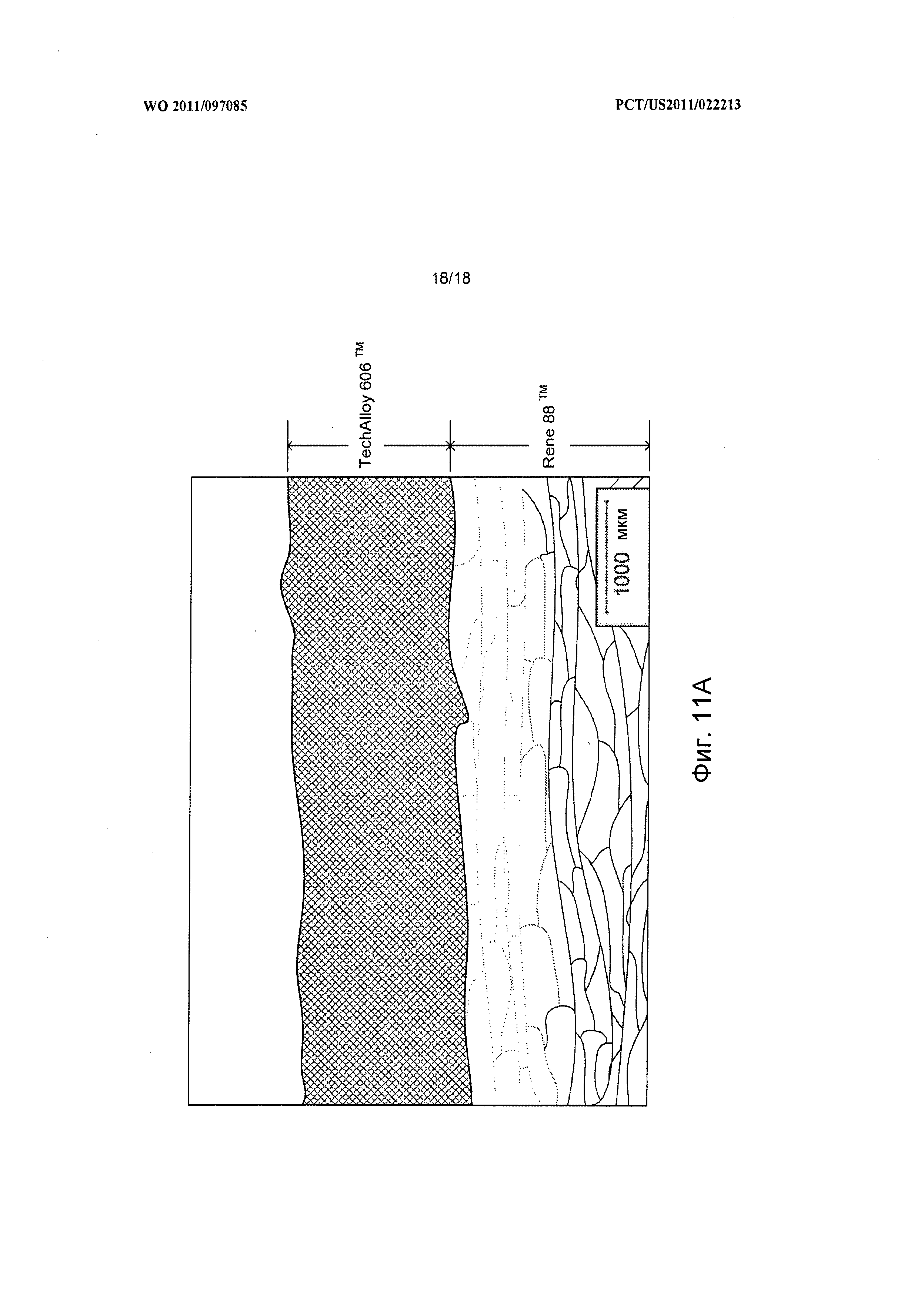
[0020] На Фигуре 11 представлена фотография разреза блина толщиной 2,54 см, полученного ковкой в штампах под прессом из кубика сплава со стороной 7,62 см, на одной контактирующей со штампом поверхности (на верхней поверхности в ориентации, показанной на фотографии) которого нанесен слой металлического материала, осажденный посредством сварочной операции, а на Фигуре 11А представлена микрофотография, выполненная по разрезу сварочной поверхности, как показано на Фигуре 11.
[0021] Рассмотрение поданного ниже подробного описания различных неограничивающих вариантов настоящего изобретения позволит читателю понять вышеупомянутые и другие особенности изобретения. В процессе воплощения или применения описанных здесь вариантов читатель также сможет увидеть дополнительные детали настоящего изобретения.
ПОДРОБНОЕ ОПИСАНИЕ НЕОГРАНИЧИВАЮЩИХ ВАРИАНТОВ ВОПЛОЩЕНИЯ ИЗОБРЕТЕНИЯ
[0022] Следует понимать, что различные описания вариантов воплощения изобретения представлены в упрощенном виде с целью иллюстрации только тех особенностей, аспектов и характеристик изобретения, которые являются важными для ясного понимания раскрываемых вариантов воплощения изобретения, в то время, как другие особенности, аспекты, характеристики и т.п. не показаны, чтобы не усложнять описание. Специалисты обычной квалификации в данной области, рассмотрев данное описание представленных вариантов воплощения изобретения, смогут увидеть, что в каждом конкретном воплощении или применении представленных вариантов желательными могут быть другие особенности, аспекты, характеристики и т.п. Однако поскольку специалисты обычного уровня квалификации в данной области после прочтения данного описания смогут легко определить и воплотить такие другие особенности, аспекты, характеристики и т.п., то, следовательно, описание таких особенностей, аспектов, характеристик и т.п. не является необходимым и поэтому здесь не представлено. Поэтому следует понимать, что в данном описании представлены просто примеры, иллюстрирующие представленные варианты воплощения и не имеющие целью ограничивать объем изобретения, определенный исключительно формулой изобретения.
[0023] В данном описании, если не указано иное, все численные значения, которыми выражены количественные величины или характеристики, следует воспринимать как оценочные и модифицированные во всех случаях термином «приблизительно». Соответственно, если не указано обратное, то любые численные параметры, представленные в поданном ниже описании, могут варьироваться в зависимости от свойств, которые желательно получить в результате воплощения вариантов по настоящему изобретению. Совсем не пытаясь ограничить применение доктрины эквивалентов к объему формулы изобретения, каждый численный параметр, поданный в данном описании, следует составлять, по меньшей мере, исходя из предложенного количества значащих цифр и с применением обычных способов округления.
[0024] Кроме того, подразумевается, что любой упоминаемый здесь численный диапазон должен включать все входящие в него поддиапазоны. Например, подразумевается, что диапазон «от 1 до 10» должен включать все поддиапазоны, располагающиеся между (и включая) указанным минимальным значением 1 и указанным максимальным значением 10, то есть, имеющие минимальное значение, равное или превышающее 1, и максимальное значение не превышающее 10. Подразумевается, что любая упоминаемая в данном описании верхняя численная граница должна включать все более низкие численные границы, которые она охватывает, а любая упоминаемая здесь нижняя численная граница должна включать все более высокие численные границы, которые она охватывает. Соответственно, авторы заявки оставляют за собой право вносить поправки в настоящее изобретение, включая формулу изобретения, с целью четкого определения любого поддиапазона, охватываемого диапазонами, явно выраженными здесь. Подразумевается, что все такие диапазоны должны быть явно выражены в данном описании таким образом, чтобы внесение поправок с целью явного выражения всех таких поддиапазонов удовлетворяло требованиям первого абзаца § 112 свода законов США (35 U.S.C.§ 112) и § 132(a) свода законов США (35 U.S.C. § 132(a)).
[0025] Подразумевается, что применительно к данному описанию все встречающиеся здесь существительные в единственном числе должны включать «по меньшей мере, один» или «один или несколько», если не указано иное. Следовательно, подразумевается, что упоминаемый в единственном числе термин, относящийся к какому-либо объекту, может относиться к одному этому объекту или к нескольким таким объектам (т.е., по меньшей мере, к одному). К примеру, термин «компонент» означает один или несколько компонентов, а поэтому возможно, что при воплощении описываемых вариантов подразумевается задействовать или использовать более одного такого компонента.
[0026] Какие-либо патенты, публикации или другой публикуемый материал, на который здесь имеется ссылка с указанием о включении его в полном объеме путем ссылки, включены сюда в полном объеме, если не указано иное, но только в той части включаемого материала, которая не вступает в противоречие с имеющимися определениями, утверждениями или другим материалом, недвусмысленно представленном в данном описании настоящего изобретения. Поэтому, представленное здесь недвусмысленным образом описание является приоритетным в необходимых пределах по отношению к любому вступающему с ним в противоречие материалу, включенному сюда путем ссылки. Любой материал или его часть, включенный сюда путем ссылки, но вступающий в противоречие с существующими определениями, утверждениями или другим материалом, представленным в явном виде в данном описании настоящего изобретения, включается сюда только в той части, которая не приводит к возникновению противоречий между этим включенным материалом и материалом данного описания. Авторы заявки оставляют за собой право вносить поправки в данную публикацию для того, чтобы недвусмысленно определить какие-либо объекты или их части, включенные сюда путем ссылки.
[0027] Настоящая публикация включает описания различных вариантов воплощения изобретения. Следует понимать, что все описанные здесь варианты воплощения представлены в качестве иллюстрирующих примеров и не являются ограничивающими. Следовательно, настоящее изобретение не ограничивается описанием этих различных неограничивающих вариантов воплощения изобретения, представленных в качестве иллюстрирующих примеров. Объем настоящего изобретения определяется исключительно формулой изобретения, в которую могут быть внесены поправки для выражения каких-либо особенностей, присущих настоящему изобретению или явно выраженных в его описании, либо иным образом поддерживаемых данной публикацией в явном виде или являющихся ее неотъемлемой частью. Следовательно, все такие поправки будут удовлетворять требованиям первого абзаца § 112 свода законов США (35 U.S.С. § 112) и § 132(a) свода законов США (35 U.S.C. § 132(a)).
[0028] Представленные и описанные здесь различные варианты воплощения изобретения могут содержать, состоять или в целом состоять из особенностей, аспектов, характеристик и т.п., представленных в различных частях данного описания. Представленные и описанные здесь различные варианты воплощения изобретения могут также содержать дополнительные или необязательные особенности, аспекты, характеристики и т.п., которые являются известными в данной области техники, или могут быть иным образом включены в различные варианты практического воплощения настоящего изобретения.
[0029] Различные сплавы можно охарактеризовать как чувствительные к образованию трещин. В таких чувствительных к образованию трещин сплавах существует склонность к образованию трещин в ходе операций обработки. Например, в слитках из склонных к образованию трещин сплавов могут образовываться трещины в ходе выполнения операций горячего формования, применяемых для изготовления готовых изделий из слитков сплавов, чувствительных к образованию трещин. Например, слитки из сплавов могут подвергаться операции высадки для получения заготовок из этих сплавов. Другие изделия из сплавов можно получить из заготовок или слитков из сплавов при помощи горячей штамповки выдавливанием или других операций обработки. Выход готовой продукции в виде изделий из сплава (например, заготовок из сплава), полученных горячим формованием из слитков сплава, склонного к образованию трещин, может быть низким вследствие частых случаев растрескивания поверхности этих слитков в ходе горячего формования (например, в процессе ковки или горячей штамповки выдавливанием).
[0030] Применительно к данному описанию термин «горячее формование» относится к операциям приложения силы к обрабатываемой детали, температура которой превышает температуру окружающей среды, при этом прикладываемая сила деформирует обрабатываемую деталь.
[0031] В процессе выполнения операций горячего формования, например, ковки или горячей штамповки выдавливанием, температура слитка из сплава, подвергающегося обработке в ходе этой операции, может превышать температуру штампов, применяющих для прикладывания силы к поверхностям слитка. Образованный в результате этого градиент температуры между поверхностями слитка и контактирующими с ними штампами может вносить свой вклад в растрескивание поверхности слитка в ходе горячего формования, в особенности слитков из сплавов, склонных к образованию трещин, например, из сплавов и суперсплавов на основе никеля, железа, на железо-никелевой основе, а также из сплавов на основе кобальта.
[0032] Описанные здесь варианты воплощения изобретения касаются способов обработки слитков и способов горячего формования, характеризующихся снижением частоты образования трещин на поверхности слитков из сплава в ходе выполнения операций горячего формования. В различных вариантах воплощения изобретения описанные способы и/или процессы могут включать осаждение слоя металлического материала на, по меньшей мере, один участок поверхности слитка из сплава. Этот слиток из сплава может подвергаться горячему формованию путем прикладывания силы к участку поверхности слитка из сплава, покрытому слоем осажденного металлического материала. Прикладываемая сила может деформировать этот слиток из сплава.
[0033] В различных вариантах воплощения настоящего изобретения слиток из сплава может содержать склонный к образованию трещин сплав. Например, различные сплавы и суперсплавы на основе никеля, на основе железа, на никелево-железной основе, а также на основе кобальта могут быть чувствительными к образованию трещин, особенно в процессе выполнения операций горячего формования. Слиток сплава может быть образован из сплавов и суперсплавов, склонных к образованию трещин. Слиток из сплава, склонного к образованию трещин, может быть образован из сплавов или суперсплавов, включая, но не ограничиваясь, сплавы Alloy 718, Alloy 720, Rene 41™, Rene88™, Waspalloy® и Inconel® 100. Описанные здесь способы, процессы и системы можно в целом применять для любого сплава, характеризующегося относительно низкой ковкостью при температурах горячего формования. Применительно к данному описанию термин «сплав» включает традиционные сплавы и суперсплавы, при этом суперсплавы обладают повышенной стабильностью поверхности, устойчивостью к коррозии и окислению, высокой прочностью и высокой устойчивостью к ползучести при высоких температурах.
[0034] Слиток из сплава может быть получен с помощью операции литья в форму или порошковой металлургии. Например, в различных вариантах воплощения изобретения слиток из сплава может быть получен путем выполнения операции ВИП с последующей операцией ВДП (операции ВИП-ВДП). В различных вариантах воплощения изобретения слиток из сплава может быть сформирован в процессе тройной плавки, в котором между операциями ВИП и ВДП выполняется операция ЭШП (операция ВИП-ЭШП-ВДП). В других вариантах воплощения изобретения слиток из сплава может быть получен с помощью операции порошковой металлургии, включающей распыление расплавленного сплава, а также сбор и уплотнение полученного металлического порошка в слиток.
[0035] В различных вариантах воплощения изобретения слиток из сплава может быть получен с помощью операции распылительной штамповки. Например, операцию ВИП можно применять для получения базовой композиции сплава из исходного сырья. После выполнения операции ВИП может необязательно выполняться операция ЭШП. Расплавленный сплав можно извлекать из расплавосборника и подвергать распылению для образования капелек расплава. Извлечение расплавленного сплава из расплавосборника можно осуществлять, например, с помощью индуктора эффекта холодной стенки (CIG). Осаждение капелек расплавленного сплава может осуществляться с помощью операции распылительной штамповки, в результате которой образуется затвердевший слиток.
[0036] После выполнения формования исходного слитка, но до осаждения слоя металлического материала на слиток и последующей горячей обработки слитка, слиток из сплава можно подвергнуть операциям тепловой обработки и/или зачистки поверхности. Например, в различных вариантах воплощения изобретения на слиток из сплава можно воздействовать высокими температурами с целью гомогенизации композиции сплава и микроструктуры слитка. Эти высокие температуры могут находиться в диапазоне выше температуры перекристаллизации этого сплава, но ниже температуры плавления этого сплава.
[0037] Слиток из сплава может подвергаться операции зачистки поверхности, например, путем шлифовки поверхности или снятия верхнего слоя поверхности слитка. Слиток из сплава можно подвергнуть операции пескоструйного или наждачного шлифования и/или полирования. Операции зачистки поверхности можно выполнять до и/или после выполнения каких-либо применяемых необязательных этапов тепловой обработки, например, гомогенизации при высоких температурах.
[0038] В различных вариантах воплощения изобретения слой металлического материала можно осаждать и осуществлять его металлургическую связь, по меньшей мере, с участком поверхности слитка из сплава. Например, слой металлического материала можно нанести на поверхность слитка в виде покрытия наплавлением с помощью сварки. Металлургическую связь наплавленного сваркой слоя, по меньшей мере, с участком поверхности слитка из сплава можно осуществить при помощи ряда операций наплавления сваркой, включая (но, не ограничиваясь) сварку плавящимся электродом в атмосфере инертного газа (MIG), сварку вольфрамовым электродом в атмосфере инертного газа (TIG), плазменную сварку, сварку под флюсом и электронно-лучевую сварку.
[0039] Указанный слой металлического материала может содержать металлический материал, обладающий более высокой ковкостью и/или пластичностью при конкретной температуре обработки, чем сплав слитка, на который он нанесен. Этот металлический материал может содержать металлический материал, обладающий более высокой пластичностью и/или более низкой твердостью при предполагаемой рабочей температуре, чем сплав слитка, на который он нанесен. В различных вариантах воплощения изобретения этот слой металлического материала изолирует поверхность слитка, на которую он нанесен, от поверхностей контактирующих с ним штампов, тем самым предотвращая охлаждение лежащей под ним поверхности слитка до температуры хрупкости, при которой растрескивание поверхности в ходе горячей обработки происходит чаще.
[0040] Указанный слой металлического материала может содержать устойчивый к окислению металлический материал. В различных вариантах воплощения изобретения этот слой металлического материала не окисляется в условиях горячего формования или в иных условиях. Этот слой металлического материала может содержать металлический материал, обладающий повышенной жесткостью (например, относительно низким модулем упругости). В различных вариантах воплощения изобретения этот слой металлического материала практически не становится тоньше в ходе горячего формования (например, когда сила, прикладываемая со стороны одного или нескольких штампов, вынуждает утончаться металлический материал пониженной жесткости, нанесенный на поверхность слитка).
[0041] В различных материалах воплощения изобретения указанный металлический материал и сплав слитка, на который он нанесен, могут содержать один и тот же базовый металл. Например, если сплав слитка содержит сплав или суперсплав на основе никеля (например, сплавы Alloy 720, Rene 88™, или сплав Waspalloy®), то металлический материал, наносимого осаждением слоя может также содержать сплав на основе никеля, например, сварной сплав на основе никеля (например, сплав Technalloy 606™ (поставляемый компанией TechnalloyCompany/CentralWire)).
[0042] Можно наносить осаждением слой металлического материала такой толщины, которой будет достаточно для того, чтобы изолировать лежащую под ним поверхность слитка от поверхностей контактирующих штампов, тем самым предотвращая охлаждение поверхности слитка до температуры, при которой эта поверхность слитка будет более склонной к образованию трещин в ходе горячей обработки. В этом отношении можно считать, что более высокие значения температуры горячего формования могут в целом коррелироваться с более высокими значениями толщины слоя металлического материала. В различных вариантах воплощения изобретения толщина слоя металлического материала, осаждаемого на, по меньшей мере, участок поверхности слитка из сплава, может составлять от 0,64 см до 1,27 см.
[0043] Диапазон температур, при которых может эффективно осуществляться горячее формование сплавов, базируется на температуре, при которой в сплаве начинают образовываться трещины. При данной стартовой температуре выполнения операции горячего формования диапазон температур эффективного горячего формования для некоторых сплавов может быть шире, чем для других сплавов, что обусловлено различием температур, при которых начинают образовываться трещины в сплаве. Для сплавов с относительно узким диапазоном температур горячего формования (т.е., с малой разностью между стартовой температурой и температурой, при которой начинают появляться трещины) может потребоваться наносить слой металлического материала большей толщины с целью предотвращения охлаждения лежащего под ним слитка до диапазона температур хрупкости, при которых начинают образовываться трещины. Аналогично, для сплавов с относительно широким диапазоном температур горячего формования относительно меньшая толщина наносимого слоя металлического материала может, тем не менее, предотвращать охлаждение лежащего под ним слитка до диапазона температур хрупкости, при которых начинают образовываться трещины.
[0044] В различных вариантах воплощения изобретения указанный металлический материал можно наносить на, по меньшей мере, один край слитка из сплава. На Фигурах 1А и 1В показан продолговатый слиток 10 из сплава, имеющий противоположные торцы 13а и 13b. На эти торцы 13а и 13b слитка 10 из сплава наносятся осаждением слои металлического материала 15а и 15b. Хотя на Фигурах 1А и 1В показаны слои металлического материала на обоих торцах 13а и 13b слитка 10 из сплава, однако в различных вариантах воплощения изобретения слой металлического материала может наноситься осаждением только на один торец продолговатого слитка из сплава, а на другой противоположный торец слитка слой металлического материала может не наноситься. Хотя на Фигурах 1А и 1В показаны слои металлического материала, полностью покрывающие торцы слитка 10 из сплава, в различных вариантах воплощения изобретения слой металлического материала может наноситься осаждением только на часть или участок одной или обеих торцевых поверхностей продолговатого слитка из сплава. В различных вариантах воплощения изобретения металлический материал может обладать большей пластичностью, чем сплав слитка.
[0045] Слой металлического материала можно наносить на, по меньшей мере, один участок боковой поверхности цилиндрического слитка из сплава. На Фигуре 2 показан слиток 20 из сплава, имеющий расположенные друг напротив друга торцы 23а и 23b и боковую поверхность 27 (обозначенную пунктирной линией). Слой металлического материала 25 нанесен осаждением на боковую поверхность 27 слитка 20 из сплава. Хотя на Фигуре 2 показан слой металлического материала, полностью покрывающий боковую поверхность 27, в различных вариантах воплощения изобретения слой металлического материала можно наносить осаждением только на некоторый участок или область боковой поверхности цилиндрического слитка из сплава.
[0046] На Фигурах 3А и 3В показан слиток 30 из сплава, имеющий расположенные друг напротив друга торцы 33а и 33b и боковую поверхность 37 (обозначенную пунктирной линией). Слой металлического материала 35 нанесен осаждением на боковую поверхность 37 и на торцы 33а и 33b слитка 30 из сплава. Таким образом, слиток 30 из сплава полностью покрыт нанесенным на него слоем 35 металлического материала. Поверхности лежащего под покрытием слитка показаны пунктирными линиями на Фигурах 3А и 3В. Хотя на Фигурах 3А и 3В показаны слои металлического материала, полностью покрывающие торцы и боковую поверхность слитка 30, в различных вариантах воплощения изобретения слой металлического материала можно также наносить только на некоторые участки или области на одном или обоих противоположных друг другу торцах и/или на боковой поверхности продолговатого цилиндрического слитка из сплава.
[0047] В различных материалах воплощения изобретения указанный металлический материал можно наносить в виде покрытия наплавлением с помощью сварки на, по меньшей мере, один участок поверхности слитка из сплава путем вращения слитка из сплава вокруг его продольной оси и осаждения металлического материала в виде покрытия наплавлением с помощью сварки на первый участок боковой поверхности вращающегося слитка. Этот слой металлического материала можно наносить осаждением при помощи, по меньшей мере, одной неподвижной сварочной горелки. Сварочная горелка может осуществлять осаждение металлического материала на поверхность слитка по мере того, как слиток поворачивается, и поверхность проходит под горелкой. При таком способе работы на первый участок боковой поверхности цилиндрического слитка в ходе выполнения слитком, по меньшей мере, одного оборота можно нанести кольцеобразный слой металлического материала.
[0048] После того, как вращающийся слиток совершит, по меньшей мере, один оборот, и на участок боковой поверхности этого слитка будет нанесен кольцеобразный слой металлического материала, по меньшей мере, одну сварочную горелку можно установить в следующее положение рядом с нанесенным кольцеобразным слоем металлического материала. Эту установку в следующее положение можно выполнить путем перемещения, по меньшей мере, одной сварочной горелки по отношению к слитку и/или путем перемещения слитка по отношению к этой, по меньшей мере, одной горелке. Затем установленная в следующее положение сварочная горелка может выполнить осаждение дополнительного металлического материала в виде покрытия сварочным наплавлением на второй или последующий участок боковой поверхности вращающегося слитка. Таким путем второй или последующий кольцеобразный слой металлического материала можно нанести вплотную к ранее осажденным слоям металлического материала. В различных вариантах воплощения изобретения кольцеобразные слои металлического материала можно последовательно наносить вплотную друг к другу так, чтобы они контактировали друг с другом и совместно формировали непрерывный слой, покрывающий, по меньшей мере, некоторый участок боковой поверхности цилиндрического слитка.
[0049] Перемещение, по меньшей мере, одной сварочной горелки в следующее положение и осаждение кольцеобразного слоя металлического материала можно повторять последовательно до тех пор, пока практически вся боковая поверхность слитка из сплава не будет покрыта непрерывным слоем металлического материала. В различных вариантах воплощения настоящего изобретения параметры выполнения сварочной операции и установки сварочной горелки и слитка в нужное положение могут быть заранее заданы и/или ими можно активно управлять с целью формирования однородного слоя металлического материала, покрывающего, по меньшей мере, некоторый участок поверхности слитка из сплава.
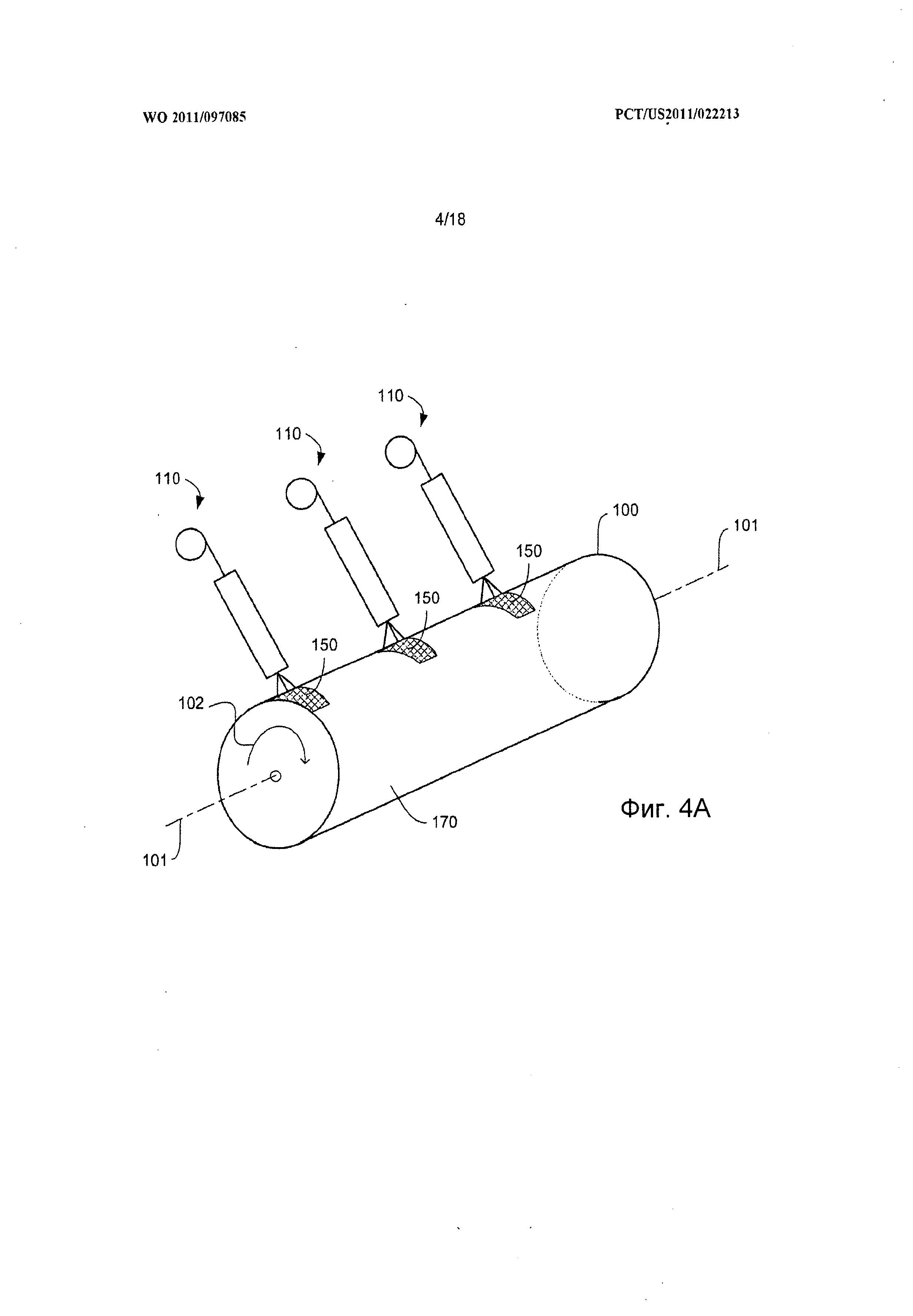
[0050] Фигуры 4A-4D совместно иллюстрируют вариант нанесения металлического материала в виде покрытия сварочным наплавлением на, по меньшей мере, часть поверхности слитка из сплава. Слиток 100 из сплава поворачивается вокруг продольной оси 101, как показано стрелкой 102. Сварочные горелки 110 остаются неподвижными и осуществляют наплавление металлического материала 150 на боковую поверхность 170 слитка 100 по мере вращения слитка 100 вокруг его продольной оси 101. Металлический материал 150 может быть более ковким и/или пластичным, чем сплав слитка 100 при той температуре, при которой выполняются операции обработки слитка 100. Сварочные горелки 110 осуществляют наплавление металлического материала 150 на первые участки 171 боковой поверхности 170 слитка 100 по мере того, как боковая поверхность 170 проходит под сварочными горелками 110. Сварочные горелки 110 остаются в неподвижном положении до тех пор, пока слиток 100 не совершит, по меньшей мере, один оборот, и кольцеобразные слои металлического материала 150 не будут нанесены на первые участки 171 боковой поверхности 170 слитка 100 (Фигура 4С).
[0051] Как показано на Фигуре 4С, после нанесения кольцеобразных слоев металлического материала 150 на первые участки 171 боковой поверхности 170 слитка 100 в результате выполнения слитком 100, по меньшей мере, одного оборота, сварочные горелки 110 переустанавливаются в следующее положение путем перемещения этих горелок на некоторое расстояние в направлении, параллельном продольной оси 101 слитка 100, как показано стрелками 112 на Фигуре 4С. Эта переустановка сварочных горелок 110 выполняется таким образом, чтобы сварочные горелки 110 располагались вплотную к первым участкам 171, а следовательно, располагались вплотную к уже нанесенным кольцеобразным слоям металлического материала 150 (Фигура 4D). Хотя на Фигуре 4С показано перемещение сварочных горелок 110 в следующее положение путем перемещения сварочных горелок 110 параллельно продольной оси 101, однако, положение сварочных горелок 110 по отношению к слитку 100 также можно изменить путем перемещения слитка 100 параллельно продольной оси 101.
[0052] Как показано на Фигуре 4D, переустановленные в следующее положение сварочные горелки 110 выполняют осаждение дополнительного металлического материала 150' в виде покрытия сварочным наплавлением на вторые участки 172 боковой поверхности 170 слитка 100 по мере вращения слитка 100 вокруг продольной оси 101. Таким способом вторые кольцеобразные слои металлического материала 150' наносят вплотную к первым кольцеобразным слоям металлического материала 150. Переустановку сварочных горелок 110 и слитка 100 в новое положение по отношению друг к другу, а также нанесение кольцеобразных слоев металлического материала можно последовательно повторять до тех пор, пока боковая поверхность 170 слитка 100 из сплава не будет практически покрытой металлическим материалом, как показано, например, на Фигуре 2.
[0053] В различных вариантах воплощения изобретения слой металлического материала можно наносить в виде покрытия сварным наплавлением на, по меньшей мере, один участок поверхности слитка путем перемещения, по меньшей мере, одной сварочной горелки вдоль первого участка боковой поверхности цилиндрического слитка в направлении продольной оси слитка. По меньшей мере, одну сварочную горелку можно перемещать вдоль первого участка боковой поверхности цилиндрического слитка в направлении продольной оси слитка, при этом цилиндрический слиток остается неподвижным. В альтернативном варианте, по меньшей мере, одна сварочная горелка может оставаться зафиксированной в неподвижном положении в то время, как цилиндрический слиток перемещается в направлении продольной оси слитка, и первый участок боковой поверхности цилиндрического слитка проходит под, по меньшей мере, одной сварочной горелкой. По меньшей мере, одна сварочная горелка может осуществлять осаждение металлического материала на первый участок боковой поверхности слитка параллельно продольной оси слитка. Таким способом слой металлического материала можно нанести на боковую поверхность слитка в целом параллельно продольной оси слитка.
[0054] После нанесения слоя металлического материала на боковую поверхность слитка параллельно продольной оси слитка цилиндрический слиток можно переустановить в следующее положение таким образом, чтобы отодвинуть нанесенный слой металлического материала (и соответствующий участок боковой поверхности) от, по меньшей мере, одной сварочной горелки и придвинуть второй или последующий участок боковой поверхности к, по меньшей мере, одной сварочной горелке. После того, как цилиндрический слиток будет переустановлен таким способом в следующее положение, можно выполнить нанесение осаждением дополнительного металлического материала в виде покрытия сварным наплавлением на цилиндрическую поверхность слитка путем перемещения, по меньшей мере, одной сварочной горелки в направлении, параллельном продольной оси слитка вдоль второго или последующего участка боковой поверхности слитка.
[0055] По меньшей мере, одну сварочную горелку можно передвигать вдоль второго или последующего участка боковой поверхности цилиндрического слитка в направлении, параллельном продольной оси слитка, в то время, как цилиндрический слиток зафиксирован в неподвижном положении. В альтернативном варианте, по меньшей мере, одна сварочная горелка может удерживаться в неподвижном положении в то время, как цилиндрический слиток перемещается параллельно продольной оси слитка, и второй или последующий участок боковой поверхности цилиндрического слитка проходит под, по меньшей мере, одной сварочной горелкой. По меньшей мере, одна сварочная горелка может осуществлять осаждение металлического материала на второй или последующий участок боковой поверхности слитка. Таким способом дополнительный аксиальный слой металлического материала можно нанести на боковую поверхность слитка, в целом параллельно продольной оси слитка и таким образом, чтобы он располагался вплотную и соприкасался с ранее нанесенным слоем металлического материала, который также был нанесен в целом параллельно продольной оси слитка. В различных вариантах воплощения изобретения можно изменять как положение, по меньшей мере, одной сварочной горелки, так и положение слитка таким образом, чтобы изменилось положение, по меньшей мере, одной сварочной горелки по отношению к боковой поверхности слитка.
[0056] Изменение положения цилиндрического слитка и, по меньшей мере, одной сварочной горелки по отношению друг к другу и нанесение слоев металлического материала на боковую поверхность слитка в направлениях, параллельных продольной оси слитка, можно последовательно повторять до тех пор, пока боковая поверхность слитка из сплава не будет практически покрыта металлическим материалом. В различных вариантах воплощения изобретения параметры выполнения сварочной операции и установки сварочной горелки и слитка в нужное положение могут быть заранее заданы и/или ими можно активно управлять с целью формирования однородного слоя металлического материала, покрывающего, по меньшей мере, некоторый участок поверхности слитка из сплава.
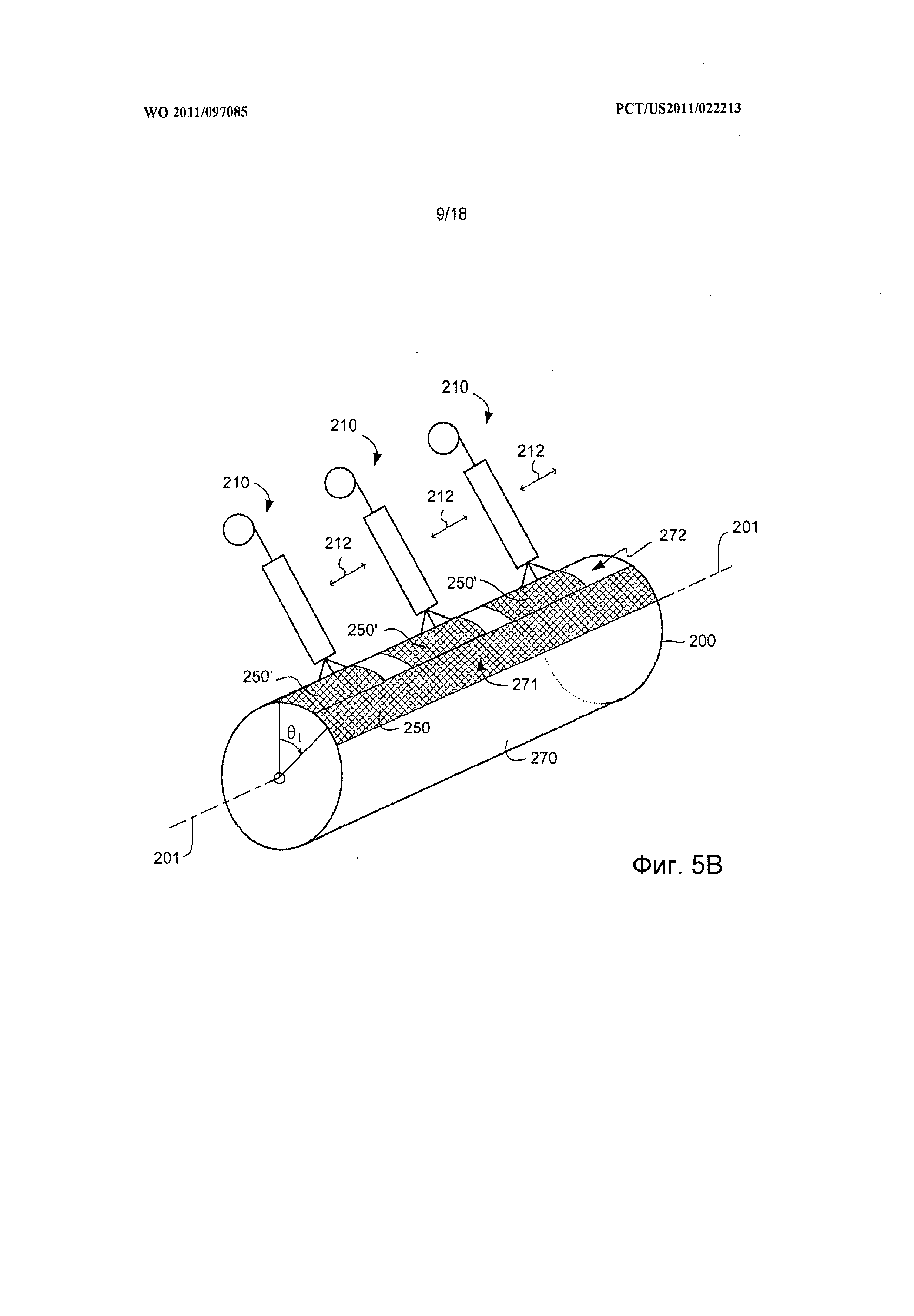
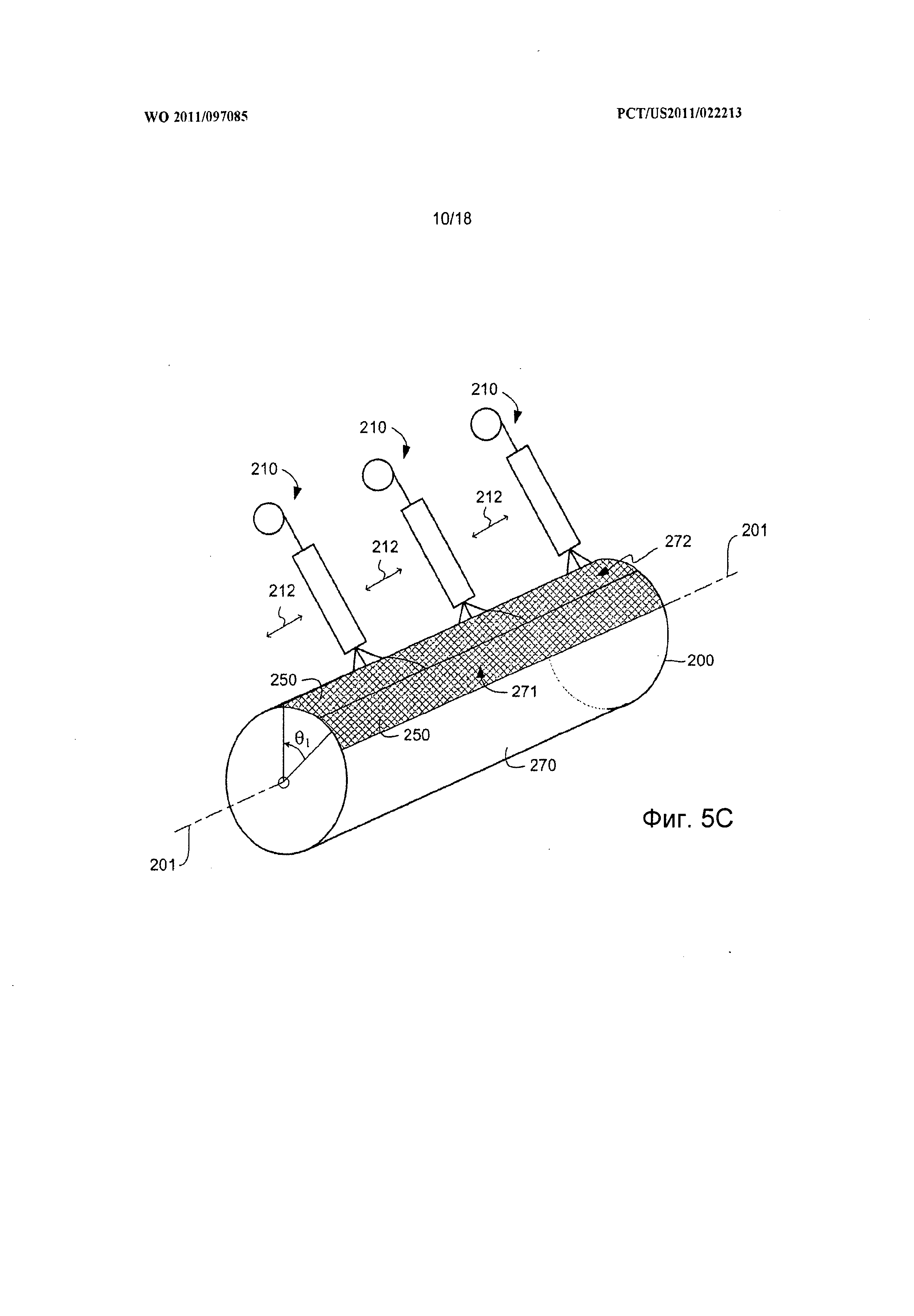
[0057] Фигуры 5A-5D совместно иллюстрируют вариант нанесения металлического материала в виде покрытия наплавлением с помощью сварки на, по меньшей мере, участок поверхности слитка из сплава. Как показано на Фигуре 5А, слиток 200 из сплава имеет продольную ось 201 и боковую поверхность 270. Показан слой металлического материала 250, нанесенный на участок 271 боковой поверхности 250 слитка 200, расположенный параллельно продольной оси 201. Сварочные горелки 210 наносят дополнительный металлический материал в виде участков 250' покрытия сварным наплавлением на участке 272 боковой поверхности 270 по мере продвижения сварочных горелок 210 вдоль участка 272 в направлении, параллельном продольной оси 201, как показано стрелками 212. Сварочные горелки 210 продвигаются так, как показано стрелками 212 до тех пор, пока слой металлического материала 250 не будет нанесен практически по всей длине слитка 200 на участке 272 боковой поверхности 270 (Фигура 5С).
[0058] Как показано на Фигурах 5С и 5D, после нанесения слоя металлического материала 250 на участок 272 слиток 200 переустанавливают в другое положение таким образом, чтобы слой металлического материала 250 (и участок 272) отодвинулся от сварочных горелок 210, а участок 273 боковой поверхности 270 придвинулся к сварочным горелкам 210. Перемещение слитка 200 в новое положение осуществляется посредством поворота слитка 200 на заданный угол, обозначенный на Фигурах 5A-5D греческой литерой тета (θ).
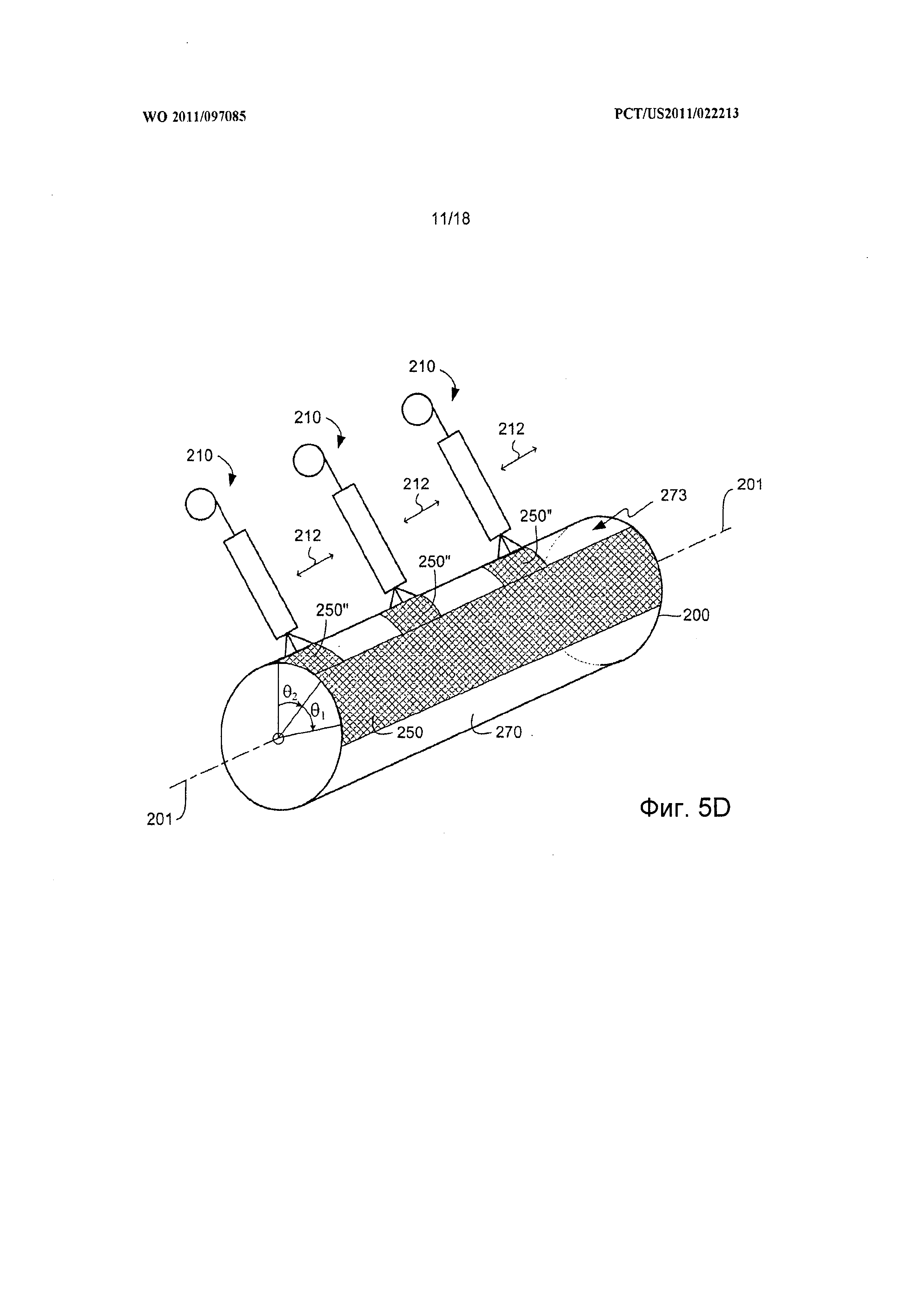
[0059] Как показано на Фигуре 5D, после того, как слиток 200 будет установлен в новое положение, на участок 273 цилиндрической поверхности 270 слитка 200 наносится следующий слой металлического материала в виде покрытия 250'', полученного сварным наплавлением, что осуществляется путем продвижения сварочных горелок 210 вдоль участка 273 боковой поверхности 270 цилиндрического слитка 200 в направлении, параллельном продольной оси 201, как показано стрелками 212. Таким способом дополнительные слои металлического материала 250 наносятся вплотную друг к другу, соприкасаясь друг с другом, вокруг боковой поверхности 270 слитка 200. Первый слой металлического материала был нанесен на участок 271 боковой поверхности 270. Затем слиток 200 из сплава повернулся на заданный угол поворота θ1. На участок 272 боковой поверхности 270 нанесли второй слой металлического материала. Затем слиток из сплава повернулся на заданный угол поворота θ2. Третий слой показан нанесенным на участок 273 боковой поверхности 270 на Фигуре 4D в направлении, параллельном продольной оси 201. Переустановку слитка 200 в новое положение, перемещение сварочных горелок 210 и осаждение слоев металлического материала можно последовательно повторять до тех пор, пока боковая поверхность 270 слитка 200 из сплава не будет практически покрыта металлическим материалом, как показано, например, на Фигуре 2.
[0060] На Фигурах 5A-5D показаны сварочные горелки 210, перемещающиеся вдоль участков (271, 272, 273) боковой поверхности 270 слитка 200 в направлении, параллельном продольной оси 201, показанном стрелками 212, при этом слиток 200 зафиксирован в неподвижном положении. В альтернативном варианте сварочные горелки 210 могут быть зафиксированы в неподвижном положении, а слиток 200 может перемещаться в направлении продольной оси 201 таким образом, чтобы участки (271, 272, 273) боковой поверхности 270 слитка 200 проходили под неподвижными сварочными горелками 210. Сварочные горелки 210 могут выполнять нанесение слоев металлического материала 250 на участки (271, 272, 273) боковой поверхности 270 слитка 200. Таким способом дополнительные слои металлического материала можно наносить на боковую поверхность 270 слитка 200 в целом параллельно продольной оси 201 слитка 200 и вплотную друг к другу до тех пор, пока слиток 200 не будет практически покрыт металлическим материалом, как показано, например, на Фигуре 2.
[0061] В различных вариантах воплощения изобретения слой металлического материала можно наносить в виде покрытия сварным наплавлением на поверхность слитка путем вращения слитка вокруг продольной оси слитка и осаждения металлического материала в виде покрытия сварным наплавлением на боковую поверхность вращающегося слитка. Слой металлического материала можно наносить с помощью, по меньшей мере, одной подвижной сварочной горелки. По меньшей мере, одна сварочная горелка может перемещаться параллельно продольной оси слитка и выполнять осаждение металлического материала на поверхность слитка по мере вращения слитка. Таким способом слой металлического материала на боковую поверхность цилиндрического слитка можно наносить по спирали по мере вращения слитка и перемещения, по меньшей мере, одной сварочной горелки.
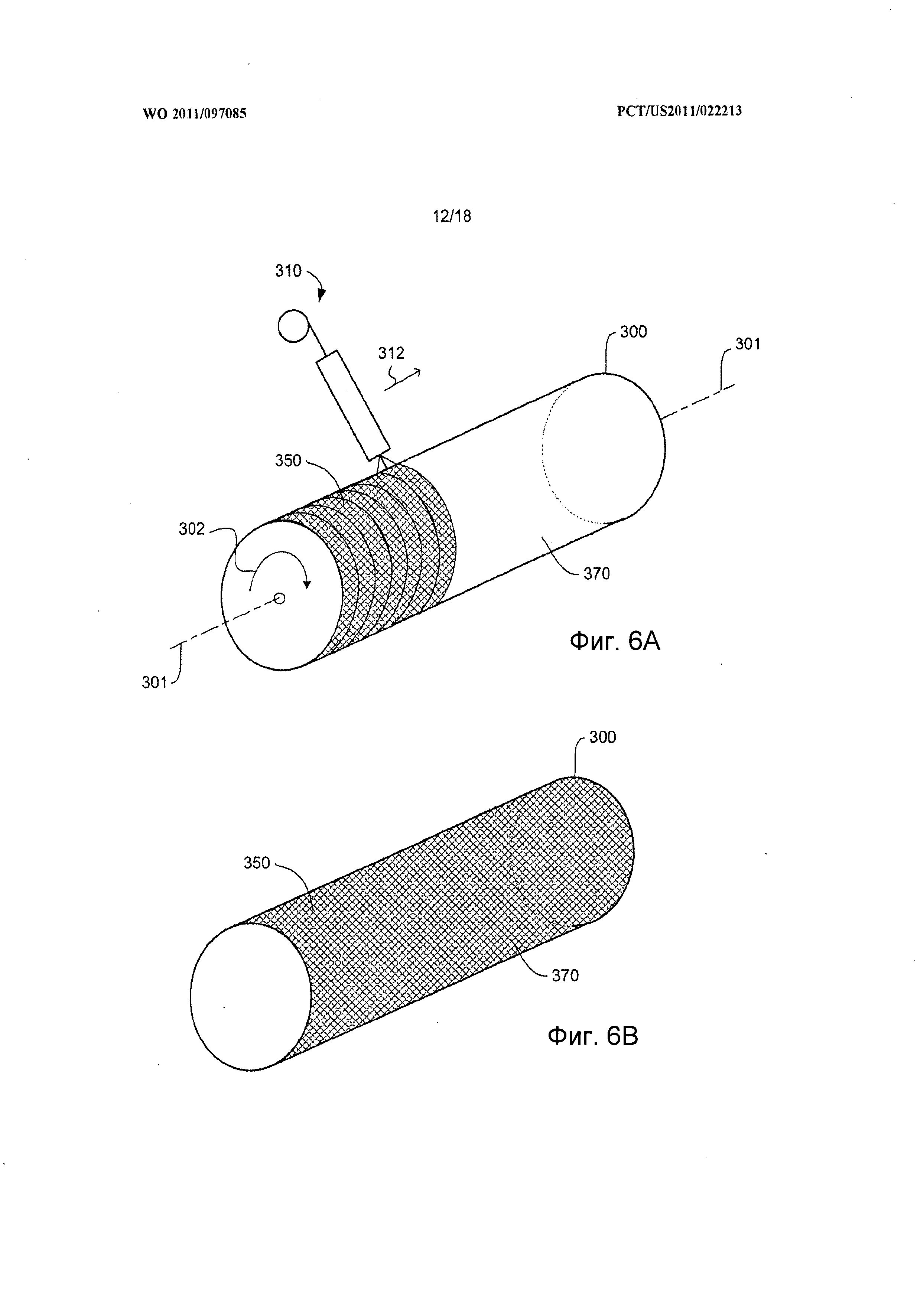
[0062] На Фигуре 6А показано нанесение металлического материала в виде покрытия наплавлением с помощью сварки, на, по меньшей мере, участок поверхности слитка из сплава. Показано, что слиток 300 имеет продольную ось 301 и боковую поверхность 370. Показано, что слой металлического материала 350 наносится по спирали на боковую поверхность 370 слитка 300. Сварочная горелка 310 наносит слой металлического материала 350 на боковую поверхность 370 по мере продвижения этой сварочной горелки 310 параллельно продольной оси 301, как показано стрелкой 312, в то время, как слиток 300 вращается вокруг продольной оси 301, как показано стрелкой 302. Сварочная горелка 310 продвигается так, как показано стрелкой 312, а слиток 300 вращается так, как показано стрелкой 302 до тех пор, пока слой металлического материала 350 не будет нанесен практически на всю боковую поверхность 370 (Фигура 6В).
[0063] Слиток из сплава с нанесенным на, по меньше мере, участок его поверхности слоем металлического материала можно подвергать операции горячего формования посредством приложения силы к этому слитку из сплава. Силу к слитку из сплава можно приложить, на, по меньшей мере, одном участке, по меньшей мере, одной поверхности слитка из сплава, имеющего, по меньшей мере, один участок, на который нанесен слой металлического материала. В таком случае силу можно прикладывать к слитку путем приложения этой силы к слою металлического материала, нанесенному на этот слиток. В различных вариантах воплощения изобретения операция горячего формования может включать операцию ковки и/или операцию горячей штамповки выдавливанием. Например, слиток из сплава, на, по меньшей мере, участок поверхности которого нанесен осаждением слой металлического материала, может подвергаться таким кузнечно-прессовым операциям, как высадка и/или протяжка.
[0064] Операция высадки-протяжки может включать одну или несколько последовательностей операции высадки, а также одну или несколько последовательностей операции протяжки. В ходе выполнения высадки торцевые поверхности слитка могут быть в контакте с кузнечными штампами, которые прикладывают к слитку силу, сжимающую слиток по длине и увеличивающую поперечное сечение слитка. В ходе выполнения протяжки боковые поверхности (например, боковая поверхность цилиндрического слитка) могут контактировать с кузнечными штампами, которые прикладывают к слитку силу, сжимающую поперечное сечение слитка и увеличивающую длину слитка.
[0065] На Фигурах 7А и 7С показан процесс высадки. Ковочные штампы 480/480' прикладывают силу к противоположным торцам слитка 400/400'. Эта сила прикладывается в целом параллельно продольной оси 401/401' слитка 400/400', как показано стрелками 485/485'. На Фигуре 7А показан слиток 400, не имеющий слоя металлического материала, нанесенного на противоположные торцы этого слитка 400. На Фигуре 7С показан слиток 400', который содержит слои металлического материала 450, нанесенные на противоположные торцы слитка 400'. Эти торцы слитка 400 контактируют с ковочными штампами 480 (Фигура 7А). Слои металлического материала 450 контактируют с ковочными штампами 480' (Фигура 7С).
[0066] На Фигурах 7В и 7D показана контактирующая со штампами поверхность каждого из слитков 400 и 400' после выполнения высадки, показанной, соответственно, на Фигурах 7А и 7С. Как видно на Фигуре 7В, на контактирующей со штампами поверхности 490 слитка 400 имеются поверхностные трещины. Как видно на Фигуре 7D, на контактирующей со штампами поверхности 490' слитка 400', включающего слой металлического материала 450, поверхностных трещин нет. Нанесенный осаждением слой металлического материала 450 снижает частоту появления поверхностных трещин в слитке из сплава в процессе ковки по сравнению с появлением поверхностных трещин в процессе ковки идентичного слитка из сплава, не имеющего такого слоя металлического материала.
[0067] На Фигурах 8А и 8С показано выполнение процесса протяжки. Ковочные штампы 580/580' прикладывают силу к слитку 500/500'. Эта сила прикладывается в целом перпендикулярно продольной оси 501/501' слитка 500/500', как показано стрелками 585/585'. Ковочные штампы 580/580' прикладывают силу к слитку 500/500' в целом по всей длине слитка 500/500' за счет продвижения в целом параллельно продольной оси 501/501' слитка 500/500', как показано стрелками 587/587'. На Фигуре 8А показан слиток 500, не имеющий слоя металлического материала. На Фигуре 8С показан слиток 500', который содержит слой металлического материала 550, нанесенный на боковую поверхность этого слитка 500'. Боковая поверхность слитка 500 контактирует с ковочными штампами 580 (Фигура 8А). Слой металлического материала 550 контактирует с ковочными штампами 580' (Фигура 8С).
[0068] На Фигурах 8В и 8D показаны контактирующие со штампами поверхности слитков 500 и 500' после выполнения протяжки, показанной, соответственно, на Фигурах 8А и 8С. Как видно на Фигуре 8В, на контактирующей со штампами поверхности 590 слитка 500 имеются поверхностные трещины. Как видно на Фигуре 8D, на контактирующей со штампами поверхности 590' слитка 500', включающего слой металлического материала 550, поверхностных трещин нет. Нанесенный осаждением слой металлического материала 550 снижает частоту появления поверхностных трещин в слитке из сплава в процессе ковки по сравнению с появлением в процессе ковки трещин в идентичном слитке из сплава, не имеющего такого слоя металлического материала.
[0069] В различных вариантах воплощения изобретения слиток, имеющий слой металлического материала, нанесенный на, по меньшей мере, участок поверхности этого слоя, может подвергаться одной или нескольким кузнечно-прессовым операциям высадки-протяжки. Например, в ходе тройной операции высадки-протяжки слиток может сначала подвергаться высадке, а затем - протяжке. Последовательность процессов высадки и протяжки можно повторять еще дважды, что в итоге дает три последовательно выполняемые операции высадки и протяжки. На одной или нескольких поверхностях слитка, контактирующих со штампами, может содержаться слой металлического материала, нанесенный на контактирующие со штампом поверхности слитка прежде, чем этот слиток подвергли операции кузнечно-прессовой обработки.
[0070] В различных вариантах воплощения изобретения слиток, имеющий слой металлического материала, нанесенный на, по меньшей мере, участок поверхности этого слоя, может подвергаться одной или нескольким операциям горячей штамповки выдавливанием. Например, в ходе горячей штамповки выдавливанием цилиндрический слиток может продавливаться через круглую фильеру, в результате чего уменьшается диаметр слитка и увеличивается длина этого слитка. На одной или нескольких поверхностях слитка, контактирующих со штампами, может содержаться слой металлического материала, нанесенный на эти контактирующие со штампом поверхности слитка прежде, чем этот слиток подвергли операции горячей штамповки выдавливанием.
[0071] В различных вариантах воплощения изобретения описанные здесь способы и процессы могут применяться для производства кованых заготовок из слитка, полученного путем литья, уплотнения или распылительной штамповки. Превращение слитка в заготовку или другое изделие в результате ковки или горячей штамповки выдавливанием может сделать структуру зерна этого изделия более мелкой, чем у исходного слитка. Описанные здесь способы и процессы могут повысить выход готовых изделий (например, заготовок) в операциях ковки или горячей штамповки выдавливанием, благодаря тому, что нанесенный слой металлического материала может снизить частоту появления трещин на поверхности слитка в ходе операций ковки и/или горячей штамповки выдавливанием. Например, было замечено, что слой металлического материала с большей ковкостью, нанесенный на, по меньшей мере, участок поверхности слитка из сплава с меньшей ковкостью, способен легче выдерживать механическое напряжение, создаваемое штампами. Кроме того, было замечено, что слой металлического материала, нанесенный на, по меньшей мере, участок поверхности слитка из сплава, также может легче выдерживать перепад температур между ковочными штампами и слитком в процессе горячей обработки. Таким образом, было замечено, что нанесенный осаждением слой металлического материала может демонстрировать отсутствие или незначительное количество поверхностных трещин в нем, в то же время, предотвращая или снижая возникновение поверхностных трещин в находящемся под ним слитке в ходе его обработки.
[0072] В различных вариантах воплощения изобретения после горячего формования, по меньшей мере, часть нанесенного слоя металлического материала может сниматься с изделия, полученного из слитка в способе его горячего формования. Например, для снятия, по меньшей мере, части этого слоя металлического материала могут применяться операции шлифовки, полировки и/или токарной обработки. В различных вариантах воплощения изобретения, по меньшей мере, часть нанесенного слоя металлического материала может сниматься с заготовки, полученной из слитка в результате его обработки, путем снятия слоя (токарной обработки) и/или шлифовки этой заготовки.
[0073] В различных вариантах воплощения изобретения слитки с нанесенным слоем металлического материала могут подвергаться горячему формованию с целью получения продуктов, которые могут быть использованы для производства различных изделий. Например, описанные здесь способы могут применяться для получения заготовок из сплавов или суперсплавов на основе никеля, на основе железа, на никелево-железной основе или на основе кобальта. Заготовки или другие продукты, изготовленные из слитков в результате горячего формования, могут применяться для изготовления изделий, включая (но не ограничиваясь) компоненты турбин, например, такие, как диски и кольца для турбореактивных двигателей и различных турбин наземного базирования. Другие изделия, изготовленные из слитков, обработанных в соответствии с различными описанными здесь вариантами воплощения изобретения, могут включать (не ограничиваясь) клапаны, компоненты для двигателей, валы и крепежные детали.
[0074] Описанные здесь варианты воплощения изобретения также касаются системы обработки слитков, а также устройств, предназначенных для обработки слитков. Система и устройства для обработки слитков могут включать устройство для позиционирования слитка и сварочный аппарат. Устройство для позиционирования слитка может включать устройство вращения слитка, конфигурация которого позволяет вращать слиток вокруг продольной оси этого слитка. Конфигурация сварочного аппарата может позволять наносить слой металлического материала в виде покрытия сварным наплавлением на, по меньшей мере, участок поверхности слитка.
[0075] В различных вариантах воплощения изобретения устройство для вращения слитка может содержать токарный станок, конфигурация которого позволяет вращать слиток вокруг продольной оси слитка. Устройство вращения слитка может вращать слиток непрерывно в процессе выполнения одного или нескольких оборотов, или же устройство вращения может в прерывистом режиме выполнять последовательные ступенчатые повороты слитка на заданные углы поворота в зависимости, например, от конфигурации сварочного аппарата.
[0076] Сварочный аппарат может содержать, по меньшей мере, одну сварочную горелку, например, такую, как горелка для сварки MIG. По меньшей мере, одна сварочная горелка может иметь такую конфигурацию, которая позволяет наносить слой металлического материала в виде покрытия сварным наплавлением, нанесенным на, по меньшей мере, участок поверхности слитка. По меньшей мере, одна сварочная горелка может иметь такую конфигурацию, которая позволяет наносить слой металлического материала в виде покрытия сварным наплавлением на, по меньшей мере, участок торцевой поверхности слитка. По меньшей мере, одна сварочная горелка может иметь такую конфигурацию, которая позволяет наносить слой металлического материала в виде покрытия наплавлением, получаемого с помощью сварки на, по меньшей мере, участок боковой поверхности цилиндрического слитка. По меньшей мере, одна сварочная горелка может иметь такую конфигурацию, которая позволяет наносить слой металлического материала на верхнюю часть боковой поверхности цилиндрического слитка. При таком способе работы воздействие гравитации на наплавляемый валик металла может быть уменьшено или устранено.
[0077] В различных вариантах воплощения изобретения, по меньшей мере, одна сварочная горелка может представлять собой горелку для сварки MIG. По меньшей мере, одна сварочная горелка может иметь механизм подачи сварочной проволоки. По меньшей мере, одна сварочная горелка может располагаться на заданном расстоянии от поверхности слитка. По меньшей мере, одна сварочная горелка может иметь конфигурацию, определяющую подачу сварочной проволоки с заданной скоростью, заданную величину напряжения на проволоке и/или заданное значение скорости продувки инертного газа. Расстояние между горелкой и поверхностью слитка, скорость подачи проволоки, напряжение, скорость продувки инертного газа и/или различные другие параметры сварочной операции могут быть заранее заданными таким образом, чтобы металлический материал наплавлялся однородным слоем на слиток. Значения различных других параметров сварочной операции могут зависеть от конкретного типа применяемой сварочной операции (например, сварка MIG, сварка TIG и т.д.). В различных вариантах воплощения изобретения подвод теплоты (например, энергия на единицу длины), применяемый в конкретной сварочной операции, может поддерживаться практически равномерно по всей поверхности слитка, на которую наносится наплавлением металлический материал. Такой способ позволяет снизить или устранить возможность появления вызванных сваркой трещин на покрываемой поверхности слитка, а качество металлургической связи между поверхностью слитка и наплавляемым слоем может быть повышено. В различных вариантах воплощения изобретения подвод тепла к слитку в ходе выполнения сварочной операции может быть минимизирован.
[0078] Сварочный аппарат может содержать одну сварочную горелку, комплект из линейно расположенных двух или большего числа сварочных горелок или набор из трех или большего числа сварочных горелок с двумерным или трехмерным расположением. Например, на Фигурах 4A-4D, 5A-5D показан набор из трех сварочных горелок с линейным расположением. На Фигуре 6А показана одна сварочная горелка. Число и конфигурация сварочных горелок, входящих в состав сварочного аппарата, может варьироваться в зависимости от конкретного варианта воплощения описанных способов, систем и устройств обработки слитков.
[0079] В различных вариантах воплощения изобретения система обработки слитка может содержать систему управления. Эта система управления может иметь конфигурацию, позволяющую перемещать и устанавливать в нужное положение сварочный аппарат во взаимодействии с устройством позиционирования слитка для равномерного нанесения слоя металлического материала на, по меньшей мере, участок поверхности слитка. Система управления может контролировать расстояние между горелкой и поверхностью, параметры сварочной операции, перемещение и установку в нужное положение, по меньшей мере, одной сварочной горелки по отношению к поверхности слитка и/или перемещение и позиционирование слитка. Например, система управления может иметь конфигурацию, позволяющую перемещать, по меньшей мере, одну сварочную горелку в целом линейно и параллельно продольной оси слитка, вдоль участка боковой поверхности слитка параллельно продольной оси. Система управления может также иметь конфигурацию, позволяющую устанавливать, по меньшей мере, одну сварочную горелку в нужное положение для нанесения металлического материала в виде покрытия сварным наплавлением на поверхности противоположных торцов слитка.
[0080] В различных вариантах воплощения изобретения система управления может иметь конфигурацию, позволяющую управлять, по меньшей мере, одной сварочной горелкой для однородного осаждения металлического материала на грубую поверхность слитка. Например, в различных вариантах воплощения изобретения скоростью подачи проволочного расплавляемого электрода в сварочной горелке MIG, напряжением на проволочном электроде, расстоянием между горелкой и поверхностью слитка, а также перемещением/позиционированием горелки можно активно управлять для того, чтобы обеспечить стабильную дугу над вращающимся или неподвижным слитком. Таким способом на слиток можно нанести практически однородный слой металлического материала.
[0081] Система управления может иметь конфигурацию, позволяющую автоматизировать нанесение слоя металлического материала в виде покрытия сварным наплавлением на, по меньшей мере, одну торцевую поверхность слитка из сплава. Система управления может иметь конфигурацию, позволяющую автоматизировать нанесение слоя металлического материала в виде покрытия сварным наплавлением на боковую поверхность цилиндрического слитка из сплава.
[0082] Система обработки слитка может иметь конфигурацию, позволяющую выполнять нанесение металлического материала в виде покрытия сварным наплавлением на первый участок боковой поверхности вращающегося цилиндрического слитка с помощью, по меньшей мере, одной неподвижной сварочной горелки. Таким способом система обработки слитка может выполнять нанесение кольцеобразного слоя металлического материала вокруг боковой поверхности цилиндрического слитка. Система обработки слитка может иметь конфигурацию, позволяющую переустанавливать, по меньшей мере, одну сварочную горелку в следующее положение, примыкающее к нанесенному кольцеобразному слою металлического материала после того, как вращающийся цилиндрический слиток выполнит, по меньшей мере, один оборот. Система обработки слитка может иметь конфигурацию, позволяющую наносить металлический материал в виде покрытия сварным наплавлением на второй или последующий участок боковой поверхности вращающегося цилиндрического слитка при помощи, по меньшей мере, одной переустанавливаемой неподвижной сварочной горелки. Таким способом система обработки слитка может выполнять нанесение следующего кольцеобразного слоя металлического материала на боковую поверхность цилиндрического слитка. Система обработки слитка может иметь конфигурацию, позволяющую повторять переустановку, по меньшей мере, одной сварочной горелки в следующее положение и осаждение кольцеобразных слоев металлического материала автоматизированным способом до тех пор, пока боковая поверхность цилиндрического слитка не будет практически покрыта слоем металлического материала.
[0083] Система обработки слитка может иметь конфигурацию, позволяющую выполнять осаждение металлического материала в виде покрытия сварным наплавлением на первый участок боковой поверхности стационарного слитка в направлении, параллельном продольной оси слитка с помощью, по меньшей мере, одной сварочной горелки, конфигурация которой позволяет ей перемещаться параллельно продольной оси слитка и вдоль этого первого участка. Таким способом система обработки слитка может выполнить нанесение слоя металлического материала на первый участок боковой поверхности цилиндрического слитка. Система обработки слитка может иметь конфигурацию, позволяющую переустанавливать цилиндрический слиток в следующее положение таким образом, чтобы отодвинуть первый участок боковой поверхности от, по меньшей мере, одной сварочной горелки и пододвинуть второй участок боковой поверхности к, по меньшей мере, одной сварочной горелке. Например, устройство вращения слитка может повернуть слиток на заданный угол.
[0084] Система обработки слитка может иметь конфигурацию, позволяющую выполнять осаждение металлического материала в виде покрытия сварным наплавлением на второй или последующий участок боковой поверхности стационарного слитка в направлении, параллельном продольной оси слитка с помощью, по меньшей мере, одной сварочной горелки, конфигурация которой позволяет ей перемещаться параллельно продольной оси слитка и вдоль этого второго участка. Таким способом система обработки слитка может выполнить нанесение слоя металлического материала на второй участок боковой поверхности цилиндрического слитка. Система обработки слитка может иметь конфигурацию, позволяющую автоматизированным способом повторять переустановку слитка в следующее положение и нанесение слоев металлического материала вдоль направления, параллельного продольной оси слитка до тех пор, пока боковая поверхность цилиндрического слитка не будет практически покрыта слоем металлического материала.
[0085] Система обработки слитка может иметь конфигурацию, позволяющую выполнять нанесение металлического материала в виде покрытия сварным наплавлением на поверхность слитка посредством вращения слитка вокруг продольной оси слитка и одновременного перемещения сварочной горелки параллельно продольной оси слитка. Нанесение слоя металлического материала можно выполнять с помощью, по меньшей мере, одной сварочной горелки, перемещением которой управляет система управления. При таком способе обработки слой металлического материала может наноситься по спирали на боковую поверхность цилиндрического слитка по мере вращения слитка вокруг его продольной оси и перемещения, по меньшей мере, одной сварочной горелки параллельно этой продольной оси.
[0086] Ниже представлены иллюстративные и неограничивающие примеры, предназначенные для дополнительного описания неограничивающих вариантов воплощения изобретения без ограничения объема этих вариантов. Специалисты обычного уровня квалификации в данной области смогут увидеть возможность внесения изменений в представленные Примеры в пределах объема настоящего изобретения, определенного исключительно формулой изобретения. Все доли и проценты являются весовыми долями и процентами, если не указано иное.
ПРИМЕРЫ
Пример 1
[0087] Кубики со стороной 7,62 см из сплава Rene 88™ подвергли горячему формованию. Эти кубики вырезали произвольным образом из отходов изготовления заготовки из сплава Rene 88™. Эти кубики подвергли термообработке при 1149°C в течение 4 часов для повышения размера зерна сплава кубиков с целью приведения их рабочих характеристик в соответствие с рабочими характеристиками слитка из сплава Rene 88™. Поверхность одной грани каждого кубика зачистили путем шлифовки на дисковом шлифовальном станке с последующей шлифовкой на ленточном шлифовальном станке. На зачищенную поверхность каждого из кубиков нанесли слой сплава TechAlloy 606™ в виде покрытия наплавлением с помощью сварки MIG (проволока TechAlloy 606 диаметром 0,11 см, скорость подачи 558,8 см/мин, напряжение на проволоке 18В, продувка аргоном 1,416 куб. м в минуту). Слою сплава TechAlloy 606™, нанесенному сваркой, дали возможность затвердеть и остыть до комнатной температуры. Фигура 9 представляет собой фотографию двух кубиков со стороной 7,62 см из сплава Rene 88™, у каждого из которых на поверхность верхней грани (в ориентации, показанной на снимке) нанесено покрытие наплавлением с помощью сварки в виде слоя материала TechAlloy 606™.
[0088] Кубик из сплава Rene 88™ со слоем покрытия из сплава TechAlloy 606™ нагревали до 1093°C в течение одного часа и подвергли ковке в штампах под прессом при этой температуре. Кубик расположили так, чтобы его грань с покрытием в виде слоя сплава TechAlloy 606™ контактировала с нижним штампом, а противоположная грань, на которую не нанесен слой сплава TechAlloy 606™, контактировала с верхним штампом. В результате ковки в штампах под прессом со скоростью деформации 2,54 см в секунду из кубика со стороной 7,62 см был получен блин толщиной 2,54 см.
[0089] Фигуры 11А и 10В представляют собой фотографии противоположных сторон блина толщиной 2,54 см, полученного ковкой в штампах под прессом из кубика со стороной 7,62 см. На Фигуре 10А показана непокрытая сторона блина, а на Фигуре 10В показана сторона, на которой нанесен слой сплава TechAlloy 606™. На подвергшейся ковке непокрытой поверхности, показанной на Фигуре 10А, видна склонность сплава Rene 88™ к образованию трещин. Отчетливо видны трещины на подвергшейся ковке непокрытой слоем сплава TechAlloy 606™ поверхности, показанной на Фигуре 10А. Как видно на Фигуре 10В, слой сплава TechAlloy 606™ существенно снижает частоту возникновения трещин на поверхности слитка из сплава в способе его ковки.
[0090] Фигура 11 представляет собой фотографию разреза блина толщиной 2,54 см, полученного ковкой в штампах под прессом из кубика со стороной 7,62 см, как было описано выше. С помощью оптического микроскопа было получено изображение поверхности контакта между слоем сплава TechAlloy 606™ и лежащим под ним сплавом Rene 88™ в точке на середине радиуса (помеченной «11А» на Фигуре 11), соответствующее разрезу поверхности блина со сварным наплавлением (верхняя поверхность в показанной на фотографии ориентации). Фигура 11А представляет собой микрофотографию, сделанную в точке на середине радиуса, как показано на Фигуре 11.
[0091] Как видно на Фигуре 11А, между слоем сплава TechAlloy 606™ и лежащим под ним сплавом Rene 88™ осуществлена прочная и однородная металлургическая связь. Эта металлургическая связь выдержала ковку в штампах под прессом, и никакого отслоения или разрушения связи не наблюдалось. Ни на открытой поверхности слоя сплава TechAlloy 606™, ни на поверхности контакта между слоем сплава TechAlloy 606™ и лежащим под ним сплавом Rene 88™ трещин не наблюдается. Если снять слой сплава TechAlloy 606™ (например, путем шлифовки), то можно увидеть, что лежащая под ним поверхность сплава Rene 88™ практически не содержит трещин.
[0092] Данное описание составлено со ссылками на различные иллюстративные и неограничивающие варианты воплощения изобретения, представленные в качестве примеров. Однако специалисты обычного уровня квалификации в данной области смогут увидеть возможность осуществления различных замен, модификаций или комбинаций любых представленных вариантов осуществления изобретения (или их частей), не выходящих за пределы объема изобретения, определенные исключительно формулой изобретения. Поэтому следует понимать, что настоящее описание охватывает и дополнительные варианты воплощения изобретения, не представленные здесь в явном виде. Такие варианты воплощения изобретения могут быть получены, например, путем комбинирования, модификаций или реорганизации любого из описанных этапов, ингредиентов, составляющих, компонентов, элементов, особенностей, аспектов, характеристик, ограничений и т.п., относящихся к описанным здесь вариантам воплощения изобретения. Следовательно, настоящее изобретение не ограничивается описанием различных иллюстративных и неограничивающих вариантов его воплощения, а ограничивается исключительно формулой изобретения. Таким образом, авторы заявки оставляют за собой право вносить поправки в формулу изобретения в ходе ее рассмотрения с целью дополнения различных описанных здесь характеристик.
Реферат
Изобретение может быть использовано при обработке и горячем формовании слитков из сплавов. На слиток наносят слой металлического материала в виде наплавленного покрытия толщиной от 0,64 до 1,27 см, металлургически связанного с по меньшей мере участком боковой поверхности цилиндрического слитка из сплава и с по меньшей мере одним торцом цилиндрического слитка из сплава. Наплавленный металлический материал более пластичен, чем сплав слитка. Изобретение обеспечивает снижение частоты возникновения трещин на поверхности слитка из сплава при его последующей горячей обработке давлением. 5 н. и 32 з.п. ф-лы, 11 ил.
Формула
нанесение покрытия в виде наплавленного слоя металлического материала, металлургически связанного с по меньшей мере участком боковой поверхности упомянутого слитка и с по меньшей мере одним его торцом, при этом упомянутый металлический материал более пластичен, чем упомянутый сплав, а упомянутый слой металлического материала имеет толщину от 0,64 см до 1,27 см.
горячую обработку давлением цилиндрического слитка сплава путем приложения силы к упомянутому слою металлического материала с деформированием цилиндрического слитка.
удаление по меньшей мере части слоя металлического материала с цилиндрического слитка после его горячей обработки давлением.
при нанесении покрытия в виде наплавленного слоя металлического материала, металлургически связанного с по меньшей мере участком поверхности цилиндрического слитка сплава, осуществляют вращение цилиндрического слитка, при этом
нанесение покрытия в виде наплавленного слоя металлического материала, металлургически связанного с первым участком боковой поверхности вращающегося цилиндрического слитка, осуществляют с помощью по меньшей мере одной неподвижной сварочной горелки путем нанесения кольцеобразного слоя металлического материала, металлургически связанного с боковой поверхностью цилиндрического слитка сплава.
переустановку по меньшей мере одной сварочной горелки, прилегающей к нанесенному кольцеобразному слою металлического материала, после выполнения цилиндрическим слитком сплава по меньшей мере одного оборота и
нанесение покрытия в виде наплавленного слоя металлического материала на второй участок боковой поверхности вращающегося цилиндрического слитка сплава с помощью упомянутой сварочной горелки.
нанесение покрытия в виде наплавленного слоя металлического материала, металлургически связанного с по меньшей мере участком поверхности цилиндрического слитка сплава, включает
перемещение по меньшей мере одной сварочной горелки вдоль первого участка боковой поверхности цилиндрического слитка сплава параллельно его продольной оси при поддержании неподвижного положения цилиндрического слитка с нанесением покрытия в виде наплавленного слоя металлического материала, металлургически связанного с первым участком боковой поверхности цилиндрического слитка сплава,
переустановку цилиндрического слитка сплава для перемещения первого участка боковой поверхности от по меньшей мере одной сварочной горелки и перемещения второго участка боковой поверхности к по меньшей мере одной сварочной горелке; и
перемещение по меньшей мере одной сварочной горелки вдоль второго участка боковой поверхности цилиндрического слитка сплава параллельно его продольной оси при поддержании неподвижного положения цилиндрического слитка с нанесением покрытия в виде наплавленного слоя металлического материала, металлургически связанного со вторым участком боковой поверхности цилиндрического слитка сплава.
изолирование слитка слоем металлического материала, имеющим толщину от 0,64 см до 1,27 см, и
приложение силы к упомянутому цилиндрическому слитку с его деформированием, при этом упомянутый цилиндрический слиток содержит слой металлического материала, нанесенного наплавкой и металлургически связанного с по меньшей мере одним участком его боковой поверхности и по меньшей мере с одним его торцом, при этом упомянутый металлический материал более пластичен, чем сплав цилиндрического слитка сплава, а упомянутую силу прикладывают к упомянутому слою металлического материала.
устройство вращения цилиндрического слитка, выполненное с возможностью вращения слитка вокруг его продольной оси, и сварочный аппарат, выполненный с возможностью нанесения на по меньшей мере участок боковой поверхности упомянутого цилиндрического слитка и по меньшей мере на участок торцевой поверхности упомянутого цилиндрического слитка покрытия в виде слоя металлического материала толщиной от 0,64 см до 1,27 см, металлургически связанного с поверхностями цилиндрического слитка.
нанесения покрытия в виде наплавленного металлического материала, металлургически связанного с первым участком боковой поверхности упомянутого цилиндрического слитка, с помощью по меньшей мере одной неподвижной сварочной горелки с нанесением кольцеобразного слоя металлического материала на боковую поверхность упомянутого цилиндрического слитка,
переустановки по меньшей мере одной сварочной горелки, прилегающей к нанесенному кольцеобразному слою металлического материала, после выполнения упомянутым цилиндрическим слитком по меньшей мере одного оборота,
нанесения покрытия в виде наплавленного металлического материала на второй участок боковой поверхности упомянутого цилиндрического слитка с помощью по меньшей мере одной переустанавливаемой неподвижной сварочной горелки с нанесением кольцеобразного слоя металлического материала на боковую поверхность цилиндрического слитка и
повторения переустановки и нанесения до тех пор, пока боковая поверхность цилиндрического слитка не будет практически покрыта металлическим материалом.
нанесения покрытия в виде наплавленного металлического материала, металлургически связанного с первым участком боковой поверхности неподвижного слитка, с помощью по меньшей мере одной сварочной горелки, установленной с возможностью перемещения параллельно продольной оси неподвижного слитка вдоль первого участка с осаждением слоя металлического материала на первый участок боковой поверхности неподвижного слитка,
переустановки неподвижного слитка для перемещения первого участка упомянутой боковой поверхности от по меньшей мере одной сварочной горелки и перемещения второго участка боковой поверхности к по меньшей мере одной сварочной горелке,
нанесения покрытия в виде наплавленного металлического материала на второй участок боковой поверхности упомянутого неподвижного слитка с помощью по меньшей мере одной сварочной горелки, установленной с возможностью перемещения параллельно продольной оси неподвижного слитка и вдоль второго участка, с нанесением на второй участок боковой поверхности неподвижного слитка слоя металлического материала и
повторения переустановки и нанесения до тех пор, пока боковая поверхность неподвижного слитка не будет практически покрыта металлическим материалом.
Комментарии