Станция для сборки труб - RU2706895C2
Код документа: RU2706895C2
Чертежи








Описание
Предпосылки к созданию изобретения
1. Область изобретения
Настоящее изобретение относится к морским операциям по сборке труб во время укладки труб и, в частности, к станции для сборки труб, которую можно применять для таких операций. Изобретение, далее, относится к судну, несущему такую станцию для сборки труб и к способам выполнения операция по сборке труб в вертикальном и наклонном режиме.
2. Описание предшествующего уровня техники
Известны суда-трубоукладчики в разных конфигурациях. Их можно грубо разделить на три класса: суда для J-образной укладки для больших глубин, с вертикальным наращиванием, суда для S-образной укладки для горизонтальной укладки и укладки под небольшим углом, и суда для укладки труб с барабана. При операциях J-образной и S-образной укладки последовательные трубные сегменты (с одним стыком, с двумя стыками, с тремя стыками, четырьмя стыками и т.д.) привариваются к трубной плети на монтажном стыке и укладываются на морское дно. В случае укладки с барабана непрерывную трубу разматывают с барабана, а на конце непрерывной трубы на каждом барабане имеется монтажный стык.
Сборка концов двух труб из верхней секции трубы (плеть) и подвески (нижняя секция) требует разных последовательных операций, включая, помимо прочего, подготовку под сварку, контроль сборки, сварку, охлаждение сварного шва, контроль сварного шва, модификацию наружной или внутренней пяты сварного шва, подготовку поверхности монтажного стыка, антикоррозионную обработку монтажного стыка, и термоизоляцию монтажного стыка. Для выполнения всех этих последовательных операций требуются разные инструменты.
В границах станции для сборки труб или трубоукладочной крановой баржи имеющееся пространство для всех этих инструментов может быть ограничено. Многие инструменты имеют очень большие габариты и каждый из них может требовать собственного источника питания и других принадлежностей. Каждый инструмент требует одного или более оператора, а инструменты и операторы выполняют сложные и иногда опасные движения, при том, что само судно может двигаться.
Было предложено устройство для облегчения таких операций, в котором имелись носители сварочного оборудования, которые двигались по направляющей, окружающей трубу в положении сварного шва. Одно такое устройство раскрыто в US2007/0023479 и содержит привод для перемещения носителя сварочного оборудования по направляющей и кабель-трос для соединения сварочного оборудования с носителем сварочного оборудования.
Хотя известные системы облегчают сборку труб, было бы желательно дополнительно улучшить такие процессы и устройства.
Краткое описание изобретения
Согласно настоящему изобретению предлагается станция для сборки труб для выполнения операций на монтажном стыке во время сборки труб, при этом станция для сборки труб содержит активную направляющую, проходящую вокруг отверстия, в которое может проходить труба, и инструментальный суппорт, выполненный с возможностью перемещаться по этой активной направляющей вокруг периферии трубы. Станция далее содержит положение ожидания, отнесенное от активной направляющей, и перевод выполненный с возможностью перемещать инструментальный суппорт с активной направляющей в положение ожидания. За счет наличия такой комбинации активной направляющей и положения ожидания инструментальный суппорт можно переместить в положение на активной направляющей для выполнения операции по соединению труб и, затем, отвести обратно в положение ожидания, где он не мешает операциям, выполняемым на трубе. Такая или шунтирующая конфигурация позволяет более эффективно использовать ограниченное пространство вокруг стыка.
В этом контексте термин "направляющая" охватывает направляющие любой формы в самом широком смысле, которые могут применяться для поддержки и направления инструментального суппорта. В одном варианте может иметь форму единственного подвесного рельса, например, двутавра, J-образного рельса и т.п., который позволяет подвесить инструментальный суппорт и обеспечить свободный доступ к пространству под каждым инструментальным суппортом и вокруг него. Однако, не исключено, что может быть или может содержать множество отдельных рельсов, например, как железнодорожный путь, и такие рельсы могут проходить под инструментальным суппортом, над ним или сбоку от него.
Инструментальный суппорт может содержать любые подходящие средства для перемещения его по направляющей, например, качением или скольжением. В нижеследующем описании такие элементы будут именоваться тележками. В случае подвесной направляющей инструментальный суппорт может быть подвешен на одной или более тележке, находящейся в зацеплении с направляющей. В одном варианте инструментальный суппорт может быть самодвижущимся для перемещения по активной направляющей и/или направляющей ожидания. Специалистам известны разные конструкции, позволяющие суппорту двигаться по направляющей, включая, помимо прочего, механизмы с реечной передачей, фрикционные механизмы и т.п. В частности, одна или более из тележек может содержать приводимый в движение элемент, такой как колесо, находящийся в зацеплении с частью направляющей.
Перевод также может иметь любую переключающую конструкцию, приспособленную к форме направляющей, инструментального суппорта и его тележек. Он может быть выполнен как набор точек, соединяющих активную направляющую и отвод или шунтирующую направляющую, или он может быть выполнен как смещаемая вбок секция направляющей или может иметь другую конструкцию. Перевод также может быть частью тележки или иным образом установлен на инструментальном суппорте, позволяя суппорту переходить с одной соседней направляющей на другую.
Согласно одному аспекту настоящего изобретения активная направляющая является непрерывной, позволяя инструментальному суппорту полностью проходить вокруг трубы. Для некоторых операций может потребоваться многократное выполнение при непрерывном прохождении вокруг окружности стыка. Непрерывная активная направляющая позволяет инструментальному суппорту двигаться по направляющей для выполнения такой операции.
Как будет понятно из нижеследующего, непрерывную направляющую можно использовать в некоторых ситуациях. В других ситуациях может оказаться желательным допустить боковое движение трубы в отверстие и из него. В частности, при J-образной укладке труб может возникнуть необходимость сдвинуть вбок станцию для сборки труб в положение вокруг трубы, находящейся в другом положении, после того как труба будет опущена до опорной точки, в которой следует выполнить монтажный стык. Для этого активная направляющая может иметь подвижный участок, который можно перемещать или иным образом открывать для пропускания трубы. Перемещаемый участок зависит от размера соединяемой трубы. В одном иллюстративном варианте подвижный участок может иметь длину по меньшей мере 1 метр для пропускания трубы такого диаметра.
В одном варианте предлагается направляющая ожидания, проходящая от перевода до положения ожидания. В одном варианте направляющая ожидания проходит по U-образной траектории от перевода до положения ожидания и обратно к другому положению рядом с активной направляющей. Может иметься второй перевод для перевода инструментального суппорта с активной направляющей на направляющую ожидания в этом другом положении. Первый и второй переводы могут быть расположены в диагонально противоположных положениях на активной направляющей. Специалистам понятно, что такая конфигурация дает существенную гибкость перемещения инструментальных суппортов, особенно, когда на активной направляющей и на направляющей ожидания находится множество инструментальных суппортов. Дополнительно или альтернативно, направляющая ожидания может проходить на обеих сторонах перевода или переводов и может иметься два U-образных участка или множество направляющих ожидания и положений ожидания. Не исключено, также, что инструментальные суппорты, расположенные на части направляющей ожидания, также могут применяться для выполнения операций на трубе.
В другом варианте может иметься сервисная зона в положении ожидания, предназначенная для технического обслуживания инструментального суппорта. Техническое обслуживание инструментального суппорта по существу определяется типом осуществляемой деятельности, но может включать замену изношенных или поврежденных инструментов и пополнение расходуемых материалов, таких как сварочная проволока. В некоторых вариантах инструментальный суппорт может содержать один или более резервуар для рабочей среды, а сервисная зона может иметь запас такой рабочей среды для пополнения резервуара. К рабочей среде может относиться сжатый воздух, (охлажденная) вода, песок/абразив, газы, эпоксидная смола и другие химикаты. Резервуар может иметь вместимость для приема достаточного количества рабочей среды для завершения операций на множестве монтажных стыков. Альтернативно, соответствующий инструментальный суппорт для пополнения может возвращаться в сервисную зону после завершения каждого монтажного стыка.
Каждый инструментальный суппорт может быть полностью автономным. Для этого они должны быть снабжены собственным источником электропитания в форме аккумулятора. Альтернативно, они могут получать электропитание, например, от активной направляющей или любого другого участка направляющей, по которой он движется. Источником электроэнергии может быть источник постоянного тока, расположенный в активной направляющей или над ней. Может (должно) быть предусмотрено соответствующее заземление.
Согласно одному аспекту настоящего изобретения инструментальный суппорт может содержать блок беспроводного управления, выполненный с возможностью принимать управляющие сигналы из удаленного местоположения. Управляющими сигналами могут быть любые соответствующие сигналы. относящиеся к работе инструментов, установленных на инструментальном суппорте, но они особенно удобны для управления движением суппорта. Этим движением может управлять оператор инструмента, или дополнительный персонал, или центральный контроллер в удаленном положении. В одном варианте управляющие сигналы принимаются от сигнального устройства, которое носит оператор, и управление инструментальным суппортом осуществляется так, чтобы он следовал за оператором вокруг трубы. Известны подходящие устройства радиочастотной идентификации, которые позволят автономно перемещающемуся инструментальному суппорту идентифицировать оператора и следовать за ним и по активной направляющей и по переводу в положение ожидания. Следует понимать, что можно использовать беспроводное управляющее устройство, передающее сигналы, например, на центральный контроллер или на другой инструментальный суппорт. Поэтому оно может выдать сигнал о необходимости перемещения в сервисную зону для пополнения или для выполнения других операций технического обслуживания и может указывать на необходимость включения перевода.
Инструментальный суппорт может быть предназначен для выполнения любой одной или более из операций, которые должны быть выполнены во время операции по сборке труб. Это может относиться и к операциям, которые выполняются для каждого стыка труб, так и к операциям, которые могут выполняться лишь время от времени. Для этого инструментальный суппорт может быть оснащен по меньшей мере одним инструментом, выбранным из группы, содержащей, помимо прочего: инструменты для подготовки торца трубы, инструменты для предварительного нагрева, механизированный сварочные инструменты, ручные сварочные инструменты, инструменты для ремонта сварного шва, инструменты для обработки пяты сварного шва, инструменты для контроля сварного шва, инструменты для нанесения покрытия на монтажный стык, инструменты для подготовки поверхности для нанесения покрытия на монтажный стык, продувочные инструменты, инструменты для подготовки термоизоляции, инфракрасные нагревательные инструменты, и инструменты для наплавления эпоксидного покрытия трубы. Инструмент может быть соединен с инструментальным суппортом подвеской. Для поддержки инструмента могут применяться альтернативные средства, включая, помимо прочего, руки робота, гидравлические рычаги, лебедки и пр. По существу, инструментами управляет оператор, хотя не исключено, что работа инструмента может быть автоматизирована.
По существу, станция будет содержать более чем один инструментальный суппорт, предпочтительно более двух инструментальных суппортов, и более предпочтительно четыре или более инструментальных суппорта. Инструментальные суппорты могут быть предназначены для выполнения уникальных операций, или некоторые инструментальные суппорты могут быть предназначены для выполнения одной и той же операции так, что когда один суппорт выполняет операцию, второй суппорт может проходить техническое обслуживание или пополнять запасы в сервисной зоне. Согласно конкретному аспекту изобретения, по меньшей мере один активный инструментальны суппорт может находиться на активной направляющей и по меньшей мере один ожидающий инструментальный суппорт может находиться на направляющей ожидания и станция выполнена с возможностью менять активный инструментальный суппорт на ожидающий. Замена может осуществляться на одном переводе, либо один перевод может отвечать за отвод активного инструментального суппорта, а другой перевод может позволять подводить ждущий инструментальный суппорт на активную направляющую. В этом контексте термин "активный инструментальный суппорт" просто означает, что суппорт находится на активной направляющей. Как было описано выше, работа станции может происходить частично под управлением центрального контроллера. Движение инструментальных суппортов и замена активного инструментального суппорта на ждущий инструментальный суппорт могут выполняться под автоматическим управлением центрального контроллера.
Дополнительно станция может содержать рабочую площадку оператора и переходные мостки для персонала для выполнения операций на трубе. Мостки для оператора могут проходить рядом активной направляющей и вокруг отверстия, в которое проходит труба. Следует понимать, что важно обеспечить беспрепятственный и безопасный доступ к стыку труб, особенно, когда он расположен на многометровой высоте над поверхностью воды на движущемся судне. Для подвесной направляющей рабочая площадка и мостки для оператора будут расположены под направляющей.
Рабочая площадка может открываться и закрываться вокруг точки сварки и может иметь приводные двери. Эти двери могут быть открыты для перемещения сборочной станции из рабочего положения или в рабочее положение, и могут быть закрыты во время обработки монтажного стыка. Могут быть установлены специализированные системы безопасности для охраны зоны, когда двери открыты.
Настоящее изобретение также относится к системе для сборки труб, содержащей структуру для поддержки труб, выполненную с возможностью поддерживать два конца соединяемых труб так, чтобы они упирались друг в друга для образования трубы, и станцию для сборки труб, описанную выше или ниже, расположенную вокруг трубы. Структура для поддержки труб может быть любой подходящей структурой, способной поддерживать два конца труб во время работы, например, подвешивающей структурой или тяжелым подъемным краном. В предпочтительном варианте структура для поддержки труб является вышкой или башней для J-образной укладки. Такая башня для J-образной укладки может иметь одну или более сборочную станцию на разных высотах, каждая из которых имеет свою станцию для сборки труб.
Структура для поддержки труб предпочтительно способна работать и в вертикальной ориентации, и под углом к вертикали, включая углы до 45° к вертикали. В этом контексте термин "угол" означает угол оси трубы в положении выполнения операции. Станция для сборки труб, активная направляющая, перевод, затвор, и инструментальные суппорты остаются горизонтальными независимо от угла трубы. В этом контексте термин "горизонтальный" относится к плоскости активной направляющей. Для работы с установленной под углом трубой отверстие в активной направляющей рассчитывается так, чтобы инструментальный суппорт мог проходить вокруг трубы, ориентированной в максимальном диапазоне углов наклона, и активная направляющая может быть иметь овальную форму. Форма активной направляющей также может регулироваться от круглой до овальной, или овальная или круглая активная направляющая может регулироваться в продольном направлении, чтобы быть на одной линии с наклоном трубы. В одном конкретном варианте станция для сборки труб может быть установлена с возможностью бокового перемещения относительно структуры для поддержки труб из положения, в котором труба не окружена активной направляющей в положение, в котором активная направляющая проходит вокруг трубы. Это особенно полезно для взаимодействия с большими трубами.
Настоящее изобретение далее относится к судну для укладки труб, содержащему такую систему для сборки труб. Эта система для сборки труб может быть расположена над шахтой или над бортом судна и может быть интегрированной с судном или устанавливаться по мере необходимости.
Кроме того, изобретение относится к инструментальному суппорту для применения на станции, описанной выше или ниже. Инструментальный суппорт может содержать приводную системы для зацепления с направляющей и перемещения по направляющей, по меньшей мере один инструмент для выполнения операции на монтажном стыке, узел распределения энергии для подачи энергии на инструмент, беспроводной контроллер для приема управляющих сигналов из удаленного местоположения и управления работой инструментального суппорта, и резервуар для приема некоторого количества рабочей среды для выполнения операций.
Дополнительно, согласно настоящему изобретению предлагается способ эксплуатации станции для сборки труб во время работы для формирования монтажного стыка на трубопроводе, содержащий этапы, на которых: устанавливают активную направляющую рядом с трубой, на которой должна выполняться операция; устанавливают направляющую ожидания, проходящую от положения, находящегося рядом с активной направляющей, до положения, удаленного от активной направляющей; Устанавливают инструментальный суппорт, перемещают инструментальный суппорт по активной направляющей и вокруг периферии трубы для выполнения операции; и, затем, переводят инструментальный суппорт с активной направляющей на направляющую ожидания и перемещают его в удаленное положение. Наличие активной направляющей и направляющей ожидания и перемещение инструментального суппорта на направляющую ожидания позволяет создать вокруг трубы дополнительное пространство для операций. Следует понимать, что это особенно важно для больших и тяжелых инструментальных суппортов, вес которых может превышать 1000 кг и оп существу составлять около 2000 кг.
Как было описано выше, способ может содержать этап, на котором на направляющей ожидания устанавливают второй инструментальный суппорт и перемещают этот второй инструментальный суппорт на активную направляющую. Второй инструментальный суппорт может продолжить выполнение операции, выполнявшейся первым инструментальным суппортом, или может выполнять другую операцию. В конкретном варианте инструментальный суппорт или суппорты являются самодвижущимися, и способ содержит этап автоматического управления движением суппортов по направляющим.
Компьютерный программный продукт, выполненный с возможностью выполнения заявленного способа, также считается входящим в объем настоящего изобретения.
Краткое описание чертежей
Признаки и преимущества изобретения будут понятны из прилагаемых чертежей некоторых иллюстративных вариантов, где:
Фиг. 1 - вид в перспективе станции для сборки труб по варианту настоящего изобретения.
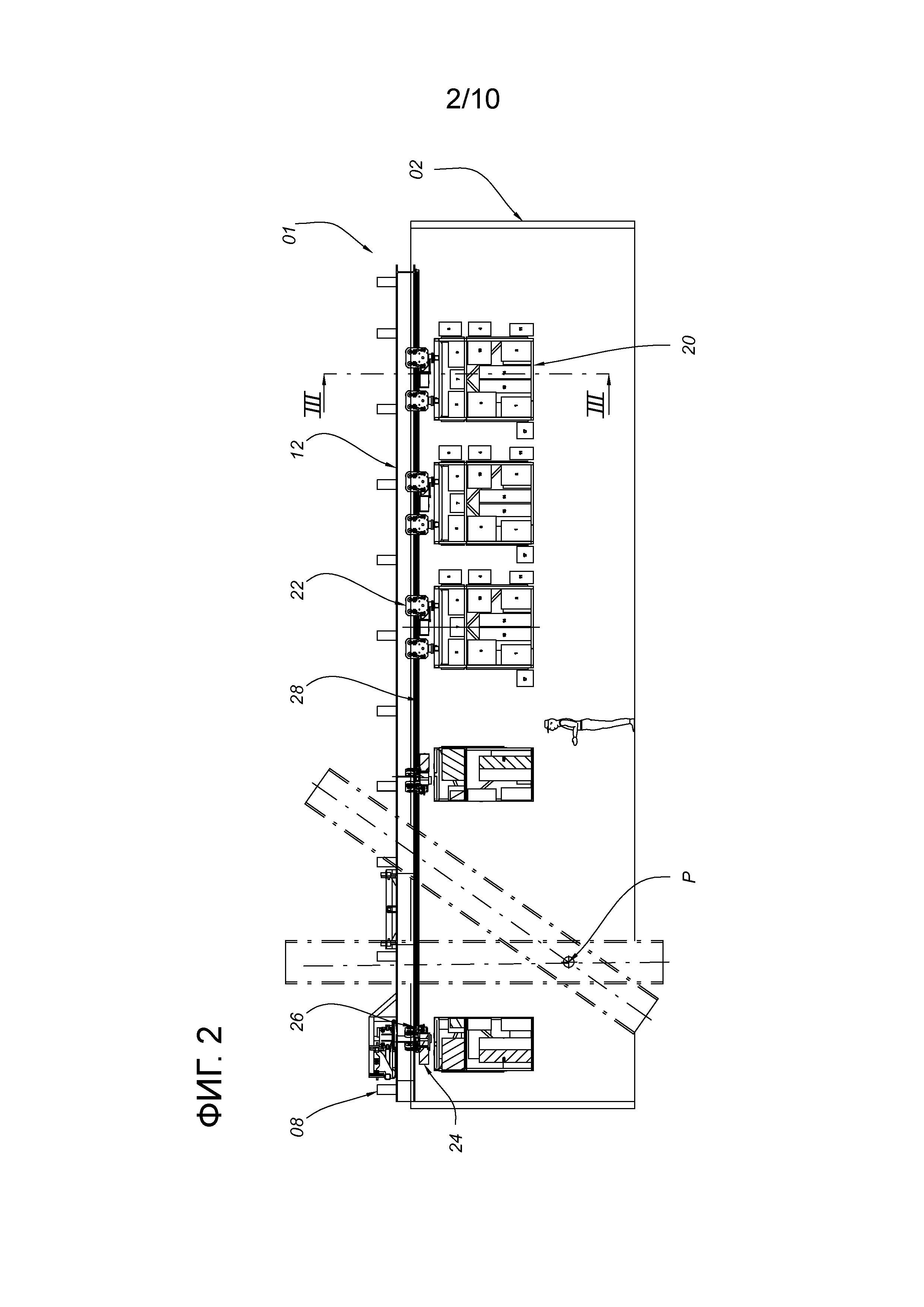
Фиг. 2 - боковая проекция станции для сборки труб по фиг. 1.
Фиг. 3 - сечение по линии III-III на фиг. 2 одного из инструментальных суппортов.
Фиг. 4 - вид сверху станции для сборки труб по фиг. 1.
Фиг. 5a и 5b - виды в перспективе деталей перевода по фиг. 1.
Фиг. 6a и 6b - виды в перспективы деталей затвора по фиг. 1.
Фиг. 7 - вид в перспективе инструментального суппорта, предназначенного для механизированной сварки
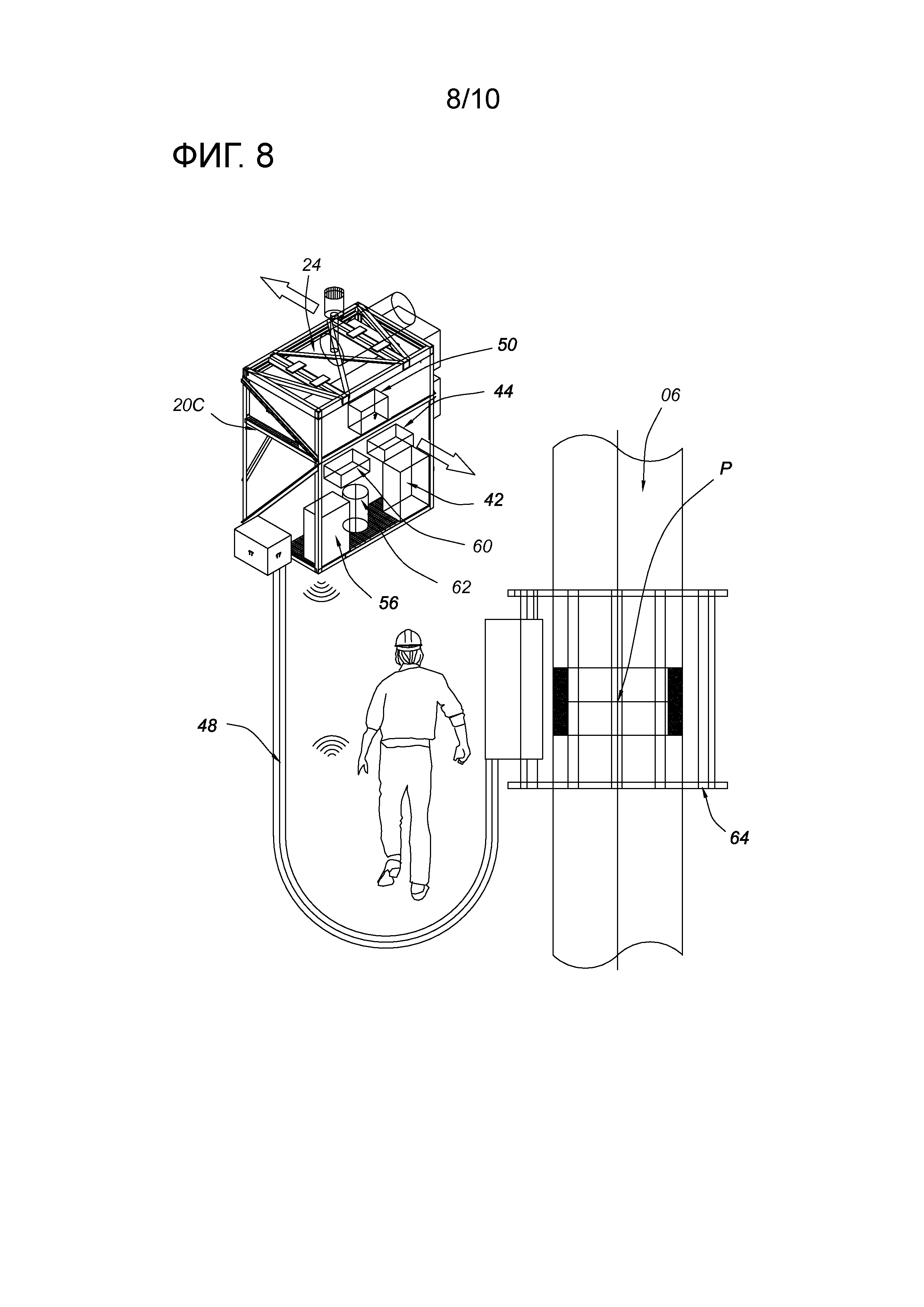
Фиг. 8 - вид в перспективе инструментального суппорта, предназначенного для подготовки поверхности.
Фиг. 9 - схематический вид судна со станцией для сборки труб по настоящему изобретению в переднем положении.
Фиг. 10 - вид, аналогичный фиг. 9, со станцией для сборки труб в рабочем положении.
Описание иллюстративных вариантов
На фиг. 1 приведен вид в перспективе станции 1 для сборки труб по настоящему изобретению, расположенную внутри башни 4 для J-образной укладки труб во время работ на трубе 6. Станция 1 для сборки труб содержит кожух 2, который защищает станцию для сборки труб и персонал от окружающей среды во время работы. Внутри кожуха 2 расположена активная направляющая 8, которая образует овальную петлю вокруг отверстия 10, сквозь которое проходит труба 6. Направляющая 12 ожидания проходит U-образной петлей от активной направляющей 8 до сервисной зоны 14, расположенной на расстоянии от активной направляющей 8. Центральный контроллер 5 управляет работой станции 1, как дополнительно будет описано ниже. Направляющие 8, 12 являются прочными двутавровыми балками, относящимися к типу, который используют для козловых кранов, и подвешены к крыше (не показана) кожуха 2 с помощью стоек 9 Активная направляющая 8 и направляющая 12 ожидания пересекаются на двух переводах 16A, B, расположенных на противоположных сторонах отверстия 10. На направляющих 8, 12 подвешено множество инструментальных суппортов 20A-I. В этом варианте на направляющей 12 ожидания в сервисной зоне 14 расположены шесть инструментальных суппортов 20D-I, а на активной направляющей 8 находятся три инструментальных суппорта 20A-C и перевод 16. На фиг. 1 также показан затвор 18, позволяющий открывать подвижную часть активной направляющей на стороне, противоположной сервисной зоне 14, и множество стеновых и напольных панелей 19, относящихся к кожуху 2.
На фиг. 2 показана боковая проекция станции 1 для сборки труб по фиг. 1. Как видно на этом чертеже, каждый инструментальный суппорт 20 имеет пару ползунов или тележек 22, с помощью которых он подвешен на направляющих 8, 12. Тележки 22 являются известными компонентами лебедок большой грузоподъемности и соединены с суппортом 20 через вертлюг, что позволяет им следовать по криволинейным участкам направляющих 8, 12. Между каждым набором тележек находится моторный привод 24, имеющий ведущее зубчатое колесо 26. Ведущее зубчатое колесо 26 находится в зацеплении с зубчатой рейкой 28, сформированной на нижней стороне направляющих 8, 12, как будет дополнительно описано ниже. Следует понимать, что могут применяться и другие подходящие конструкции для привода суппортов 20 в движение по направляющим 8, 12. На фиг. 2 также показано положение трубы 6 во время сборки труб, ориентированное под углом к вертикали. Как видно на чертеже, наклон трубы 6 требует удлинения пути активной направляющей 8, чтобы каждый инструментальный суппорт 20 мог полностью пройти вокруг опорной точки Р монтажного стыка.
На фиг. 3 показан фрагмент инструментального суппорта 20F в сечении по линии III-III на фиг. 2, боле детально иллюстрирующий моторный привод 24, тележки 22, ведущее зубчатое колесо 26 и зубчатую рейку 28. На фиг. 3a также показан шина 27 подачи питания, установленная на направляющей 12 ожидания, и имеющая скользящие контакты 29 для подачи питания на суппорт 20F.
На фиг. 4 приведен вид сверху станции 1 для сборки труб. Направляющая 12 ожидания имеет участок 12A первого конца, отходящий назад от второго перевода 16A, первый сервисный участок 12B, проходящий вперед от перевода 16A до сервисной оы 14, петлевой участок 12CЭ второй сервисный участок 12D, проходящий от сервисной зоны 14 до второго перевода 16B и второй концевой участок 12E, отходящий назад от второго перевода 16B. На фиг. 4 также более подробно показаны переводы 16A, B, содержащие сегменты 30A, B переносящего рельса, которые могут перемещаться от активной направляющей 8 к направляющей 12 ожидания при включении приводами 32A, B перевода. В ситуации, показанной на фиг. 4, переводной направляющий сегмент 30A первого перевода 16A совмещен с направляющей 12 ожидания между первым концевым участком 12A и первым сервисным участком 12B. Инструментальный суппорт 20B, расположенный на направляющем рельсовом сегменте 30A может переместиться либо назад на первый концевой участок 12A, либо вперед на первый сервисный участок 12B. Второй перевод 16B также совмещен с направляющей 12 ожидания.
На фиг. 4 также показана сервисная зона 14, имеющая множество сервисных постов 15 для пополнения расходуемых материалов и другого технического обслуживания инструментальных суппортов 20 и портального крана 17, с помощью которого инструментальные суппорты можно снимать с направляющей ожижания или устанавливать на нее. Инструментальный суппорт 20 весит от 1 до 3 метрических тонн в зависимости от конструкции и портальный кран 17 имеет соответствующую грузоподъемность.
На фиг. 5a и 5b более подробно и в перспективе показан перевод 16A. Как показано на чертеже, переводной направляющий сегмент 30A опирается на направляющие 34, которые позволяют ему перемещаться в боковом направлении между активной направляющей 8 и направляющей 12 ожидания. На фиг. 5a переводной направляющий сегмент 30A находится в положении, соответствующем положению на фиг. 4, выровненном с направляющей 12 ожидания. Привод 32A перевода находится в отведенном положении. На фиг. 5b привод 32A перевода находится в выдвинутом положении и переводной направляющий сегмент 30A выровнен с активной направляющей 8.
На фиг. 6a и 6b приведен вид в перспективе деталей затвора 18 по фиг. 1. Затвор 18 содержит комплект приводов 36 и направляющих 38, предназначенных для перемещения подвижной части 40 активной направляющей 8 в смещенное положение на одной стороне отверстия 10. Подвижная часть имеет длину чуть больше 1 м для того, чтобы иметь возможность пропускать трубы с наружным диаметром до 36 дюймов. На фиг. 6a подвижная часть 40 находится в закрытом положении и инструментальные суппорты 20 могут переходить на активную направляющую 8. На фиг. 6b подвижная часть 40 находится в открытом положении и активная направляющая 8 открыта для ввода трубы 6 сбоку.
На фиг. 7 боле подробно показан один из инструментальных суппортов 20A. Инструментальный суппорт 20A предназначен для механизированной сварки и содержит моторный привод 24, силовой трансформатор 42, распределительный щит 44 для подачи необходимой электроэнергии на сварочный инструмент 46, соединенный кабель-тросом 48. Инструментальный суппорт 20A также содержит блок 50 беспроводного управления, устройства 53 для хранения и смешивания газа, и устройства 54 подачи проволоки.
Во время работы инструментального суппорта 20A, оператор носит метку 56 радиочастотной идентификации. Метка 56 радиочастотной идентификации поддерживает связь с блоком 50 беспроводного управления для определения положения оператора. Когда начинается операция сварки, блок 50 беспроводного управления управляет моторным приводом для перемещения инструментального суппорта 20A по активной направляющей так, чтобы он следовал за оператором вокруг периметра трубы 6. Блок 50 беспроводного управления также поддерживает связь с блоками 50 беспроводного управления других инструментальных суппортов 20, чтобы не допускать столкновений. Оператор также может управлять работой инструментального суппорта 20A и сварочного инструмента 46 с помощью непосредственного ввода команд через сварочный инструмент 46 или через подходящую панель управления на распределительном щите 46 или в другом месте на инструментальном суппорте.
На фиг. 8 более подробно показан инструментальный суппорт 2°C по фиг. 1. Инструментальный суппорт 2°C предназначен для подготовки поверхности и по существу аналогичен инструментальном суппорту 20A. Он содержит моторный привод 24, силовой трансформатор 42, распределительный щит 44 и блок 50 беспроводного управления и, кроме того, содержит пескоструйную машину 56, пескоструйную головку 58, соединенную кабель-тросом 48, аспирационную систему 60 и резервуар 62 с абразивом. Для обработки трубы вокруг стыка крепят пескоструйную раму 64 для проведения в остальном по существу известной операции.
Другие инструментальные суппорты 20 имеют другую конструкцию в зависимости от работы, для которой они предназначены, но по меньшей мере моторный привод 24, силовой трансформатор 42, распределительный щит 44 и блок 50 беспроводного управления будут такими же, что и на инструментальных суппортах 20A и 20C. Инструментальные суппорты 20 выполнены с возможностью выполнения одной или более из следующих функций: подготовка торца трубы, предварительный нагрев, инспекция, механизированная сварка, ручная сварка, ремонт сварного шва, обработка пяты сварного шва, контроль сварного шва, подготовка поверхности монтажного стыка к нанесению покрытия, пескоструйная обработка, подготовка к термоизоляции, инфракрасный нагрев, наплавление эпоксидного покрытия. На фиг. 9 показан схематический вид сбоку судна 80 со станцией 1 для сборки труб по фиг. 1, установленной в башне для J-образной укладки для укладки трубы 6 через шахту 82. На фиг. 9 станция 1 для сборки труб находится впереди от опорной точки Р монтажного стыка, и сегмент 6A трубы, который должен быть соединен, выровнен с трубой 6 и зажат в этом положении.
На фиг. 10 показан вид, аналогичный фиг. 9, но станция 1 для сборки труб смещена назад в положение вокруг опорного положения Р монтажного стыка.
Далее со ссылками на фиг. 1-10 следует описание работы станции 1 для сборки труб. В начале операции по сборки труб, сборочная станция 1 будет находиться в положении, показанном на фиг. 9. Станция 1 для сборки труб, таким образом, свободна от зажимов внутри башни 4 для J-образной укладки и трубу 6 можно подавать к опорной точке Р монтажного стыка, а присоединяемый сегмент 6A трубы можно правильно позиционировать. Инструментальные суппорты 20 будут запаркованы в сервисной зоне 14 на направляющей 12 ожидания, где из соответствующих источников (не показаны) будет происходит необходимое пополнение расходуемых материалов.
После того, как сегмент 6A трубы будет установлен в башне 4 для J-образной укладки, станцию 1 для сборки труб сдвигают назад, в сторону кормы, к трубе 6. Для этого затвор 18 и любые необходимые стеновые и напольные панели 19 открывают, чтобы активная направляющая 8 могла попасть в положение вокруг трубы 6. После позиционирования затвор 18 закрывают и стеновые и напольные панели 19 и другие компоненты мостков кожуха 2 устанавливают на место для обеспечения безопасного прохода вокруг трубы 6.
Когда станция 1 для сборки труб находится в положении, показанном на фиг. 10 с закрытым затвором 18 и установленными стеновыми и напольными панелями 19, инструментальные суппорты 20, первыми необходимые для операции по сборке труб, перемещают с направляющей 12 ожидания на активную направляющую 8. Это происходит под управлением центрального контроллера 5, который поддерживает связь с блоками 50 беспроводного управления отдельных суппортов 20, включая соответствующие моторные приводы 24. Это может происходить в автоматическом режиме или в полуавтоматическом режиме под частичным управлением оператора. Центральный контроллер 5 не только посылает данные, необходимые для перемещения инструментального суппорта, но и находится на связи с инструментальными суппортами 20 для получения данных зарегистрированных во время работы для их использования для управления технологическими процессами.
Инструментальные суппорты 20 могут переходить на активную направляющую через любой из переводов 16A, B, и могут переходить даже одновременно. Если требуемый инструментальный суппорт не является первым в очереди на сервисных участках 12B и 12D, инструментальный суппорт можно запарковать на первом и втором концевых участках 12A, 12E, чтобы требуемый инструментальный суппорт мог войти на перевод 16A, B. Движением инструментальных суппортов 20 и работой переводов 16A, B управляет центральный контроллер.
После завершения первой операции по сборке труб инструментальный суппорт 20 удаляется с активной направляющей 8 через один из переводов 16A, B и либо паркуется ближе к корме на концевых участках 12A, E направляющей 12 ожидания, либо возвращается в сервисную зону 14.
Следующий инструментальный суппорт 20, необходимый ля последующей операции по сборке труб переводится на активную направляющую в том же порядке.
Эта операция повторяется так часто, как это требуется для завершения монтажного стыка. Способность быстро принимать разные инструментальные суппорты 20 на активной направляющей позаоляет станции 1 для сборки труб быстро адаптироваться к требованиям процесса укладки труб. Когда сборка труб будет завершена, все инструментальные суппорты 20 возвращаются на направляющую 12 ожидания. Затвор 18 открывается, и станция 1 для сборки труб сдвигается вперед от трубы 6 в положение, показанное на фиг. 9. Затем трубу можно опустить и установить новый сегмент 6A для создания следующего монтажного стыка. Хотя на чертежах показана только одна сборочная станция 1, понятно, что башня 4 для J-образной укладки может содержать больше, чем одну станцию, что позволяет одновременно проводить операции на двух стыках на двух разных уровнях башни.
Таким образом, изобретение было описано со ссылками на некоторые варианты. Следует понимать, что в эти варианты могут быть внесены различные модификации и альтернативные решения, известные специалистам. Таким образом, в структуры и способы, описанные выше можно вносить многочисленные модификации в дополнение к описанным выше и не выходящие за пределы объема настоящего изобретения.
Реферат
Группа изобретений относится к вспомогательному оборудованию для укладки подводных трубопроводов. Станция для сборки труб для поддержки инструментов во время выполнения операций на монтажном стыке во время сборки труб содержит активную направляющую, проходящую вокруг отверстия, сквозь которое может проходить труба. Инструментальные суппорты выполнены с возможностью перемещаться по активной направляющей вокруг периферии трубы. Станция также содержит положение ожидания, отнесенное от активной направляющей, и перевод, выполненный с возможностью перемещать инструментальный суппорт с активной направляющей в положение ожидания. За счет создания такой комбинации направляющей и положения ожидания инструментальный суппорт можно перемещать в положение на активной направляющей для выполнения операции по соединению труб и затем отводить в положение ожидания, где он не мешает выполнению других операций на трубе. Такая переводящая конструкция позволяет более эффективно использовать ограниченное пространство вокруг стыка. Также предложены система для сборки труб, судно-трубоукладчик, инструментальный суппорт и способ эксплуатации станции для сборки труб. 5 н. и 22 з.п. ф-лы, 12 ил.
Комментарии