Толстостенная сварная стальная труба с превосходной низкотемпературной ударной вязкостью, способ изготовления толстостенной сварной стальной трубы с превосходной низкотемпературной ударной вязкостью, и стальная пластина для изготовления толстостенной свар - RU2534566C1
Код документа: RU2534566C1
Чертежи
Описание
[Область техники, к которой относится изобретение]
[0001] Настоящее изобретение относится к толстостенной сварной стальной трубе с превосходной низкотемпературной ударной вязкостью, пригодной для трубопровода для транспортирования сырой нефти и природного газа, или тому подобного.
[Уровень техники]
[0002] Стальная труба для трубопровода, используемого для магистрального трубопровода, по которому транспортируют сырую нефть и природный газ на большое расстояние, требует достижения повышенной прочности или толщины для эффективной транспортировки. Для повышения прочности стали является эффективным использование бейнита, и были разработаны высокопрочные сварные стальные трубы с классом прочности Х80 и выше согласно спецификации Американского Нефтяного Института (API).
[0003] В ситуации, когда увеличивают толщину стенки стальной трубы для трубопровода, возникает проблема снижения ударной вязкости в зоне сварного шва, в частности в зоне теплового влияния при сварке (Зона Термического Влияния (далее «HAZ»)). В случае, когда толстую пластину сворачивают в трубообразную форму с использованием UO-технологии, и кромочные участки толстой пластины сводят встык для создания линейного сварного шва, используют дуговую сварку под флюсом с большой величиной подвода энергии. При вышеуказанной дуговой сварке под флюсом ударная вязкость снижается, в частности, вследствие укрупнения зерна в структуре HAZ и образования смешанной структуры мартенсита и аустенита (мартенситно-аустенитный компонент (далее «МА»)).
[0004] В частности, в случае, когда проводят линейную сварку толстой пластины с использованием дуговой сварки под флюсом с внутренней поверхности и с наружной поверхности пластины, HAZ, которая сварена первой, вблизи линии сплавления подвергается повторному нагреву теплотой, поступающей от выполняемой позже сварки. Как указано выше, в случае, когда дуговую сварку под флюсом проводят многократно, иногда возникает такая ситуация, что крупнозернистая структура HAZ становится местом образования трещины, и заметно снижается ударная вязкость.
[0005] Кроме того, в высокопрочной сварной стальной трубе класса прочности Х80 или выше для повышения ее прочности используют бейнит, и тем самым становится проблемой снижение ударной вязкости основного материала и HAZ. В отношении такой проблемы, для повышения ударной вязкости основного материала был предложен способ использования полигонального феррита. Кроме того, для повышения ударной вязкости в HAZ был предложен способ применения внутризеренного превращения, чтобы сделать структуру более мелкозернистой (например, Патентные Документы 1-4). Кроме того, был предложен способ повышения ударной вязкости в HAZ путем добавления бора (В) (например, Патентный Документ 5).
[Прототипный Документ]
[Патентный Документ]
[0006]
[Патентный Документ 1] Публикация выложенного японского патента № 2008-156754
[Патентный Документ 2] Публикация выложенного японского патента № 2008-163455
[Патентный Документ 3] Публикация выложенного японского патента № 2008-163456
[Патентный Документ 4] Публикация выложенного японского патента № 2009-149917
[Патентный Документ 5] Международная Публикация WO-2008/069289А1
[раскрытие изобретения]
[Проблема, разрешаемая изобретением]
[0007] В случае так называемых трубопроводов общего назначения с классами прочности от Х60 до 70, обеспечение низкотемпературной ударной вязкости становится сложной задачей. Это обусловлено разработкой нефтяных месторождений и газовых месторождений, которая прогрессирует в области с холодным климатом, например, такой как Северный полярный круг. В области с холодным климатом температура воздуха иногда опускается до -40°С или близкой к ней, так что, с учетом колебаний температуры, для стальной трубы магистрального трубопровода требуется низкотемпературная ударная вязкость при -60°С.
[0008] Кроме того, когда стальную трубу для трубопровода утолщают, чтобы повысить производительность транспортирования, должна быть увеличена погонная энергия линейной сварки, и тем самым вследствие укрупнения зерна в структуре HAZ и образования МА снижается низкотемпературная ударная вязкость. Кроме того, для утолщения стальной трубы для трубопровода должна быть увеличена толщина основного материала стальной пластины, так что снижается скорость охлаждения после горячей прокатки при изготовлении основного материала стальной пластины. Соответственно этому, чтобы достигнуть повышения прочности толстостенной сварной стальной трубы с использованием бейнита, необходимо вводить многие легирующие добавки, по сравнению с тонкостенной высокопрочной стальной трубой.
[0009] Однако, когда увеличивают количество вводимой легирующей добавки, в HAZ легко образуется МА, становясь началом трещины. Кроме того, когда повышают количество вводимой легирующей добавки, то даже если прочность основного материала стальной пластины находится на том же уровне, как прочность сварной стальной трубы общего назначения, возрастает прокаливаемость в равной мере, как в высокопрочной стальной пластине, и тем самым твердость HAZ становится равной твердости высокопрочной сварной стальной трубы. Соответственно этому, в случае, когда стальную трубу общего назначения для трубопровода утолщают, то, по сравнению с тонкостенной высокопрочной сварной стальной трубой, становится затруднительным обеспечение низкотемпературной ударной вязкости в HAZ. Кроме того, в основной спецификации на трубопровод определено, что добавление бора (В) допустимо в трубопроводах класса прочности Х100 и выше, и тем самым в изделия, которые называются трубопроводами общего назначения с классом прочности от Х60 до 70, добавление В недопустимо.
[0010] Настоящее изобретение было выполнено с учетом таких обстоятельств, что оно обеспечивает толстостенную сварную стальную трубу с превосходной низкотемпературной ударной вязкостью, имеющую стенку с толщиной от 25 до 45 мм, способ изготовления ее и стальную пластину для изготовления толстостенной сварной стальной трубы. В этой связи, настоящее изобретение имеет целью создания толстостенной сварной стальной трубы, имеющей предел текучести в направлении растяжения, соответствующем окружному направлению, на уровне от 400 до 635 МПа, и уровень поглощения энергии удара по Шарпи в зоне теплового влияния сварного шва при температуре -60°С, составляющий 60 Дж или более.
[Средства решения проблем]
[0011] Для повышения низкотемпературной ударной вязкости HAZ толстостенной сварной стальной трубы, имеющей большее количество введенной легирующей добавки, чем в тонкостенной сварной стальной трубе, автор настоящего изобретения исследовал способ регулирования структуры HAZ согласно компонентам основного материала стальной пластины и условий сварки. В результате было выяснено, что если среди элементов, которые повышают прокаливаемость, оптимизированы уровни содержания, в частности Mn и Mo, и погонная энергия сварки выдерживается надлежащей соответственно толщине, может быть обеспечена низкотемпературная ударная вязкость HAZ.
Сущность настоящего изобретения является следующей.
[0012] (1) Толстостенная сварная стальная труба с превосходной низкотемпературной ударной вязкостью, имеющая толщину стенки от 25 до 45 мм, которая сформирована из основного материала стальной пластины, свернутой в трубообразную форму для линейной сварки, и имеет крупнозернистую HAZ, в которой
основной материал стальной пластины имеет химический состав, содержащий, в % по массе,
С: от 0,03% до 0,085%,
Mn: от 1,45% до 1,85%,
Ti: от 0,005 до 0,020%,
Nb: от 0,005 до 0,050%, и
О: от 0,0005 до 0,005%, и
Si: ограниченный как 0,15% или менее,
Al: ограниченный как 0,015% или менее,
Р: ограниченный как 0,02% или менее,
S: ограниченную до 0,005% или менее, и
Mo: ограниченный как 0,20% или менее, и
имеющий уровни содержания Mn и Mo, удовлетворяющие приведенному ниже (Выражению 1), значение Pcm, полученное по нижеприведенному (Выражению 2), варьирующее от 0,16 до 0,19, и остальное количество составлено Fe и неизбежными примесями,
причем структура металла основного материала стальной пластины состоит из феррита, составляющего от 30 до 95% по доле площади, и структуры низкотемпературного превращения, и
в структуре металла крупнозернистой HAZ доля площади зернограничного феррита составляет 1,5% или более, общая доля площади зернограничного феррита и внутризеренного феррита составляет не менее 11%, но не более 90%, доля площади МА составляет 10% или менее, и остальное количество составлено бейнитом.
[0013] 1,2325≤(0,85×[Mn]-[Mo])≤1,5215...(Выражение 1)
Pcm=[C]+[Si]/30+([Mn]+[Cu]+[Cr])/20+[Ni]/60+[Mo]/15+[V]/10... (Выражение 2)
В (Выражении 2), [C], [Si], [Mn], [Cu], [Cr], [Ni], [Mo] и [V] означают уровни содержания C, Si, Mn, Cu, Cr, Ni, Mo и V [% по массе] соответственно.
[0014] (2) Толстостенная сварная стальная труба с превосходной низкотемпературной ударной вязкостью согласно пункту (1), в которой
размер зерна феррита в структуре металлаосновного материала стальной пластины составляет от 2 до 15 мкм.
[0015] (3) Толстостенная сварная стальная труба с превосходной низкотемпературной ударной вязкостью согласно пункту (1), в которой
бейнит в структуре металла HAZ при сварке состоит из реечного бейнита и массивного бейнита, и доля площади реечного бейнита составляет 20% или менее.
[0016] (4) Толстостенная сварная стальная труба с превосходной низкотемпературной ударной вязкостью согласно пункту (1), в которой
основной материал стальной пластины дополнительно содержит один элемент или оба из них, в % по массе,
Cu: 0,70% или менее, и
Ni: 0,70% или менее.
[0017] (5) Толстостенная сварная стальная труба с превосходной низкотемпературной ударной вязкостью согласно пункту (1), в которой
основной материал стальной пластины дополнительно содержит элемент одного типа, или двух типов или более, в % по массе, из
Cr: 1,00% или менее,
V: 0,10% или менее,
Zr: 0,050% или менее, и
Ta: 0,050% или менее.
[0018] (6) Толстостенная сварная стальная труба с превосходной низкотемпературной ударной вязкостью согласно пункту (1), в которой
основной материал стальной пластины дополнительно содержит элемент одного типа, или двух типов или более, в % по массе, из
Mg: 0,0100% или менее,
Са: 0,0050% или менее, и
REM (редкоземельный элемент): 0,0050% или менее.
[0019] (7) Толстостенная сварная стальная труба с превосходной низкотемпературной ударной вязкостью согласно пункту (1), в которой
предел текучести по направлению растяжения, соответствующему окружному направлению толстостенной сварной стальной трубы, составляет от 400 до 635 МПа, и уровень поглощения энергии удара по Шарпи крупнозернистой HAZ при температуре -60°С составляет 60 Дж или более.
[0020] (8) Толстостенная сварная стальная труба с превосходной низкотемпературной ударной вязкостью согласно пункту (1), в которой
металл сварного шва толстостенной сварной стальной трубы содержит, в % по массе,
С: от 0,04% до 0,09%,
Si: от 0,01% до 0,35%,
Mn: от 1,5% до 2,0%,
Al: от 0,002% до 0,030%,
Ti: от 0,003% до 0,030%, и
О: от 0,0005% до 0,030%, и
Р: ограниченный как 0,02% или менее, и
S: ограниченную до 0,005% или менее, и дополнительно содержит один тип, или два типа или более, в % по массе, из
Ni: от 0,2% до 1,0%,
Cr+Mo+V: от 0,2% до 1,0%, и
В: от 0,0001 до 0,0050%, и остальное количество составлено Fe и неизбежными примесями.
[0021] (9) Способ изготовления толстостенной сварной стальной трубы с превосходной низкотемпературной ударной вязкостью, включающий стадии, в которых:
формируют основной материал стальной пластины, полученный таким образом, что отливают сталь, имеющую химический состав, содержащий, в % по массе,
С: от 0,03% до 0,085%,
Mn: от 1,45% до 1,85%,
Ti: от 0,005 до 0,020%,
Nb: от 0,005 до 0,050%, и
О: от 0,0005 до 0,005%, и
Si: ограниченный как 0,15% или менее,
Al: ограниченный как 0,015% или менее,
Р: ограниченный как 0,02% или менее,
S: ограниченную до 0,005% или менее, и
Mo: ограниченный как 0,20% или менее, и
имеющий уровни содержания Mn и Mo, удовлетворяющие приведенному ниже (Выражению 1), значение Pcm, полученное по нижеприведенному (Выражению 2), варьирующее от 0,16 до 0,19, и остальное количество составлено Fe и неизбежными примесями, полученную стальную заготовку нагревают до температуры от 950 до 1150°С, подвергают горячей прокатке при температуре конечной прокатки Ar3 или выше, и охлаждают водой до температуры 600°С или ниже, в трубообразную форму; и
когда кромочные участки основного материала стальной пластины сводят встык для проведения линейной сварки путем дуговой сварки под флюсом из внутренней поверхности и наружной поверхности основного материала стальной пластины, линейную сварку кромочных участков основного материала стальной пластины выполняют таким образом, что погонная энергия JI [кДж/см] при дуговой сварке под флюсом с внутренней поверхности, погонная энергия JO [кДж/см] при дуговой сварке под флюсом с наружной поверхности, и толщина t [мм] пластины удовлетворяют соотношениям приведенных ниже (Выражения 3) и (Выражения 4).
[0022]
1,2325≤(0,85×[Mn]-[Mo])≤1,5215...(Выражение 1)
Pcm=[C]+[Si]/30+([Mn]+[Cu]+[Cr])/20+[Ni]/60+[Mo]/15+[V]/10... (Выражение 2)
В (Выражении 2), [C], [Si], [Mn], [Cu], [Cr], [Ni], [Mo] и [V] означают уровни содержания C, Si, Mn, Cu, Cr, Ni, Mo и V [% по массе] соответственно.
-2,3≤JI-1,75t≤27,8...(Выражение 3)
-9,6≤JO-2,42t≤20,6...(Выражение 4)
[0023] (10) Способ изготовления толстостенной сварной стальной трубы с превосходной низкотемпературной ударной вязкостью согласно пункту (9), в котором
горячую прокатку выполняют со степенью обжатия при температуре 900°С или ниже, отрегулированной на 2,0 или более.
[0024] (11) Способ изготовления толстостенной сварной стальной трубы с превосходной низкотемпературной ударной вязкостью согласно пункту (9), в котором
способ формования основного материала стальной пластины в трубообразную форму представляет собой UO-процесс, в котором основной материал стальной пластины последовательно сворачивают в С-форму, в U-форму и в О-форму, причем способ изготовления толстостенной сварной стальной трубы с превосходной низкотемпературной ударной вязкостью дополнительно включает стадию, в которой:
проводят экспандирование толстостенной сварной стальной трубы, полученной после линейной сварки кромочных участков основного материала стальной пластины.
[0025] (12) Стальная пластина для толстостенной сварной стальной трубы, используемая для изготовления толстостенной сварной стальной трубы и имеющая толщину от 25 до 45 мм, причем стальная пластина для толстостенной сварной стальной трубы включает:
химический состав, содержащий, в % по массе,
С: от 0,03% до 0,085%,
Mn: от 1,45% до 1,85%,
Ti: от 0,005 до 0,020%,
Nb: от 0,005 до 0,050%, и
О: от 0,0005 до 0,005%, и
Si: ограниченный как 0,15% или менее,
Al: ограниченный как 0,015% или менее,
Р: ограниченный как 0,02% или менее,
S: ограниченную до 0,005% или менее, и
Mo: ограниченный как 0,20% или менее, и
имеющий уровни содержания Mn и Mo, удовлетворяющие приведенному ниже (Выражению 1), значение Pcm, полученное по нижеприведенному (Выражению 2), варьирующее от 0,16 до 0,19, и остальное количество составлено Fe и неизбежными примесями.
1,2325≤(0,85×[Mn]-[Mo])≤1,5215...(Выражение 1)
Pcm=[C]+[Si]/30+([Mn]+[Cu]+[Cr])/20+[Ni]/60+[Mo]/15+[V]/10... (Выражение 2)
В (Выражении 2), [C], [Si], [Mn], [Cu], [Cr], [Ni], [Mo] и [V] означают уровни содержания C, Si, Mn, Cu, Cr, Ni, Mo и V [% по массе] соответственно.
[0026] (13) Стальная пластина для толстостенной сварной стальной трубы согласно пункту (12), в которой азмер зерна феррита в структуре металла составляет от 2 до 15 мкм.
[Эффект изобретения]
[0027] Согласно настоящему изобретению, можно создать толстостенную сварную стальную трубу, имеющую толщину стенки от 25 до 45 мм и имеющую превосходную ударную вязкость HAZ при низкой температуре -60°С, и настоящее изобретение вносит вполне заметный вклад в промышленность.
[Краткое описание чертежей]
[0028] ФИГ. 1 представляет схематический вид для разъяснения структуры HAZ толстостенной сварной стальной трубы, и представляет вид для разъяснения определения крупнозернистой HAZ;
ФИГ. 2 представляет схематический вид для разъяснения структуры крупнозернистой HAZ толстостенной сварной стальной трубы и представляет вид для разъяснения МА и реечного бейнита вблизи границы бывшего аустенитного зерна;
ФИГ. 3 представляет схематический вид для разъяснения металлографической структуры крупнозернистой HAZ толстостенной сварной стальной трубы согласно настоящему изобретению и представляет вид для разъяснения зернограничного феррита и внутризеренного феррита в крупнозернистой HAZ;
ФИГ. 4 представляет вид для разъяснения положения, из которого получают испытательный образец с V-образным надрезом, в котором оценивают ударную вязкость крупнозернистой HAZ;
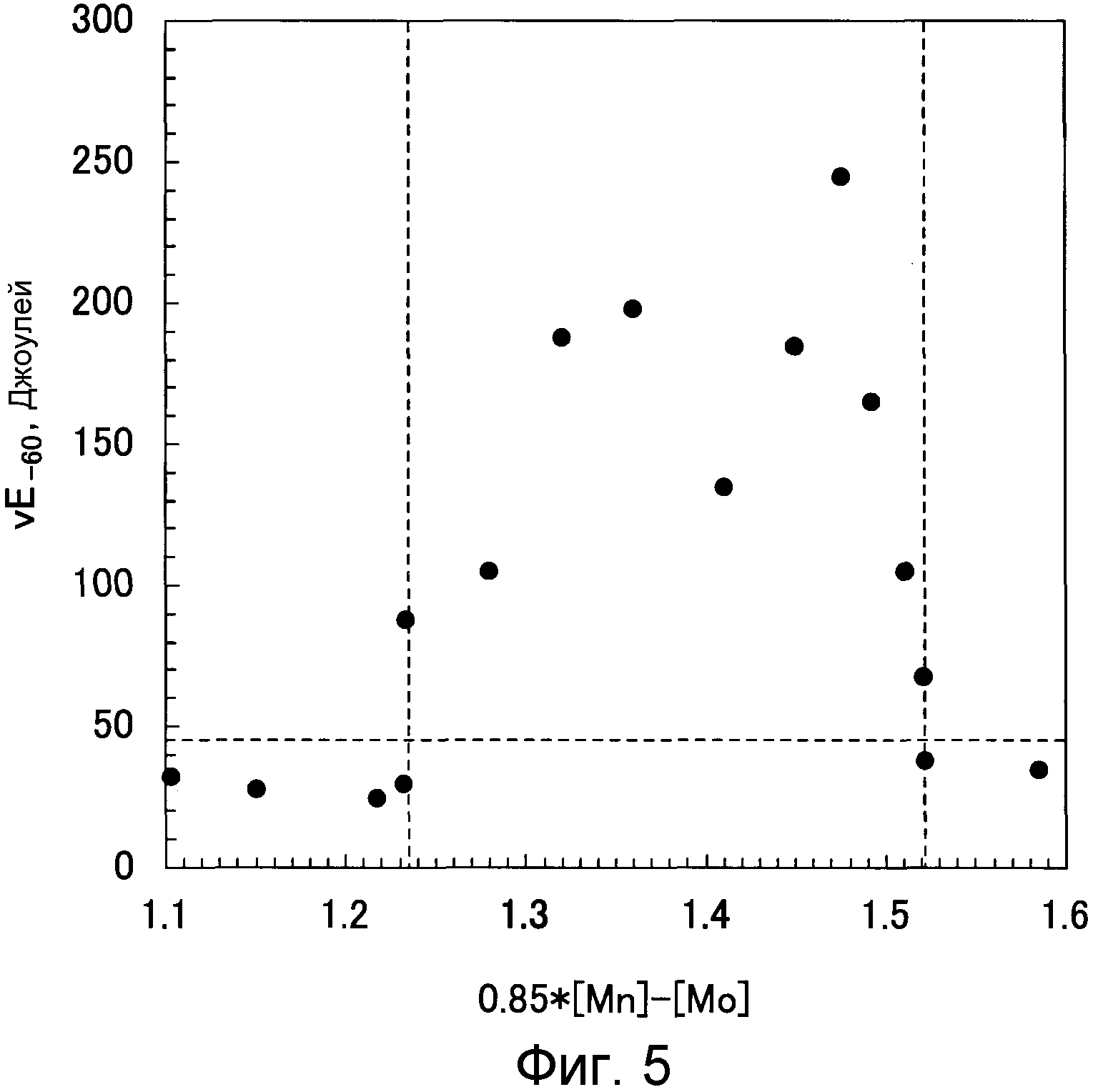
ФИГ. 5 представляет график, показывающий взаимосвязь между значением «0,85×[Mn]-[Mo]» и уровнем поглощения энергии по Шарпи в крупнозернистой HAZ при температуре -60°С;
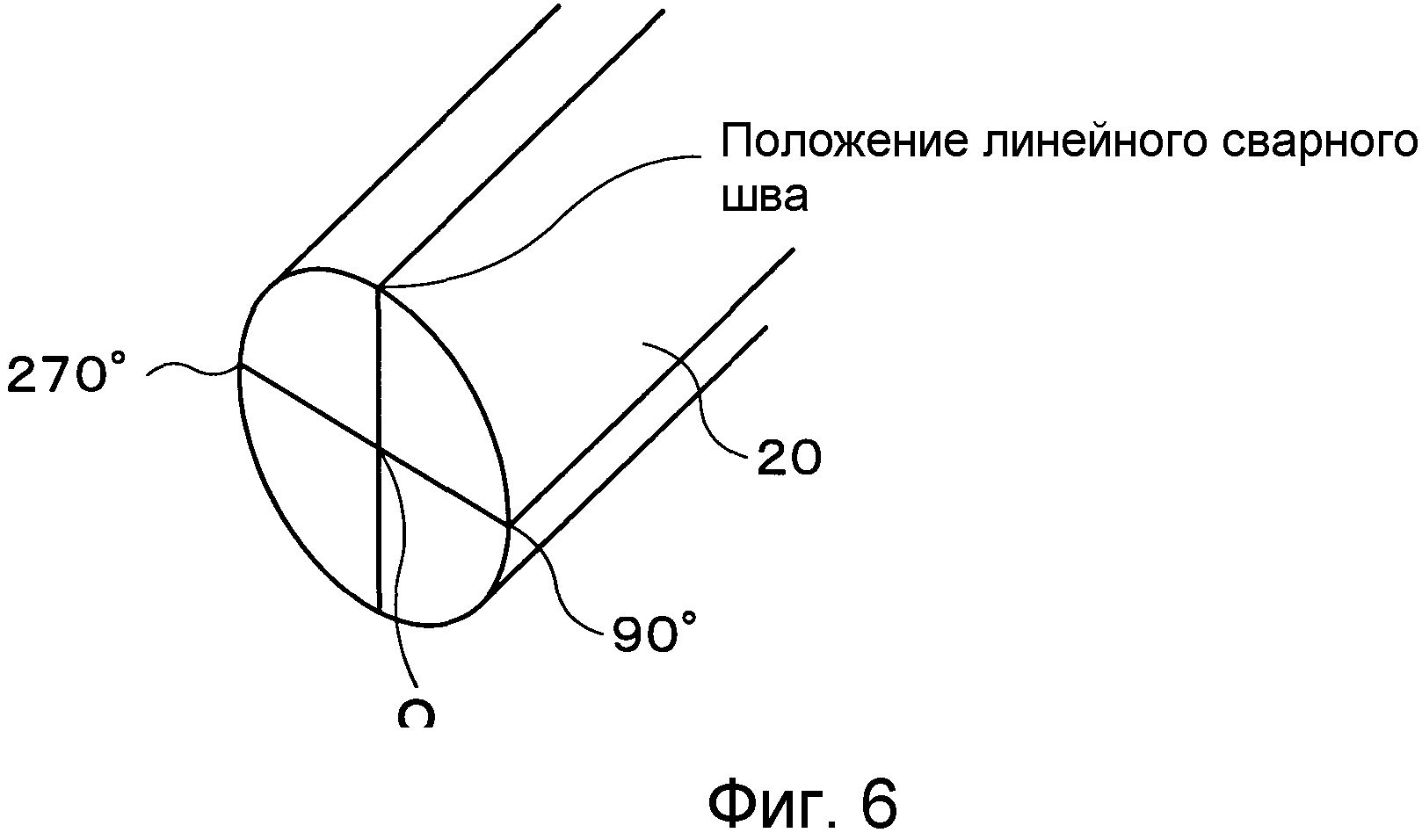
ФИГ. 6 представляет вид для разъяснения положения, из которого получают круглый стержневидный испытательный образец;
ФИГ. 7 представляет фотографию, показывающую структуру металла крупнозернистой HAZ в примере согласно настоящему изобретению;
ФИГ. 8 представляет фотографию, показывающую структуру металла крупнозернистой HAZ в сравнительном примере;
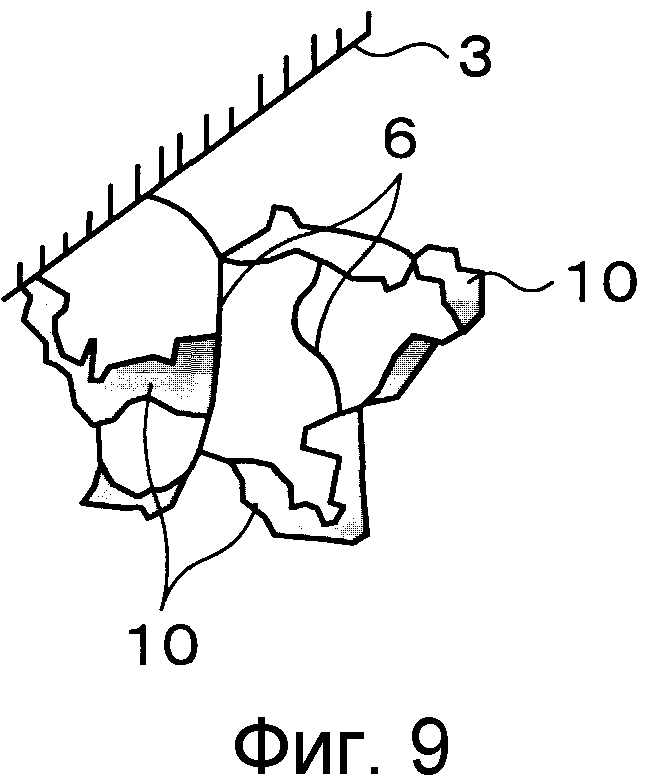
ФИГ. 9 представляет схематический вид металлографической структуры из ФИГ. 7; и
ФИГ. 10 представляет схематический вид металлографической структуры из ФИГ. 8.
[Наилучший вариант осуществления изобретения]
[0029] Авторы настоящего изобретения провели следующие исследования, чтобы получить толстостенную сварную стальную трубу, имеющую превосходную низкотемпературную ударную вязкость. Авторы настоящего изобретения сначала исследовали структуру зоны теплового влияния (HAZ) при сварке толстостенной сварной стальной трубы.
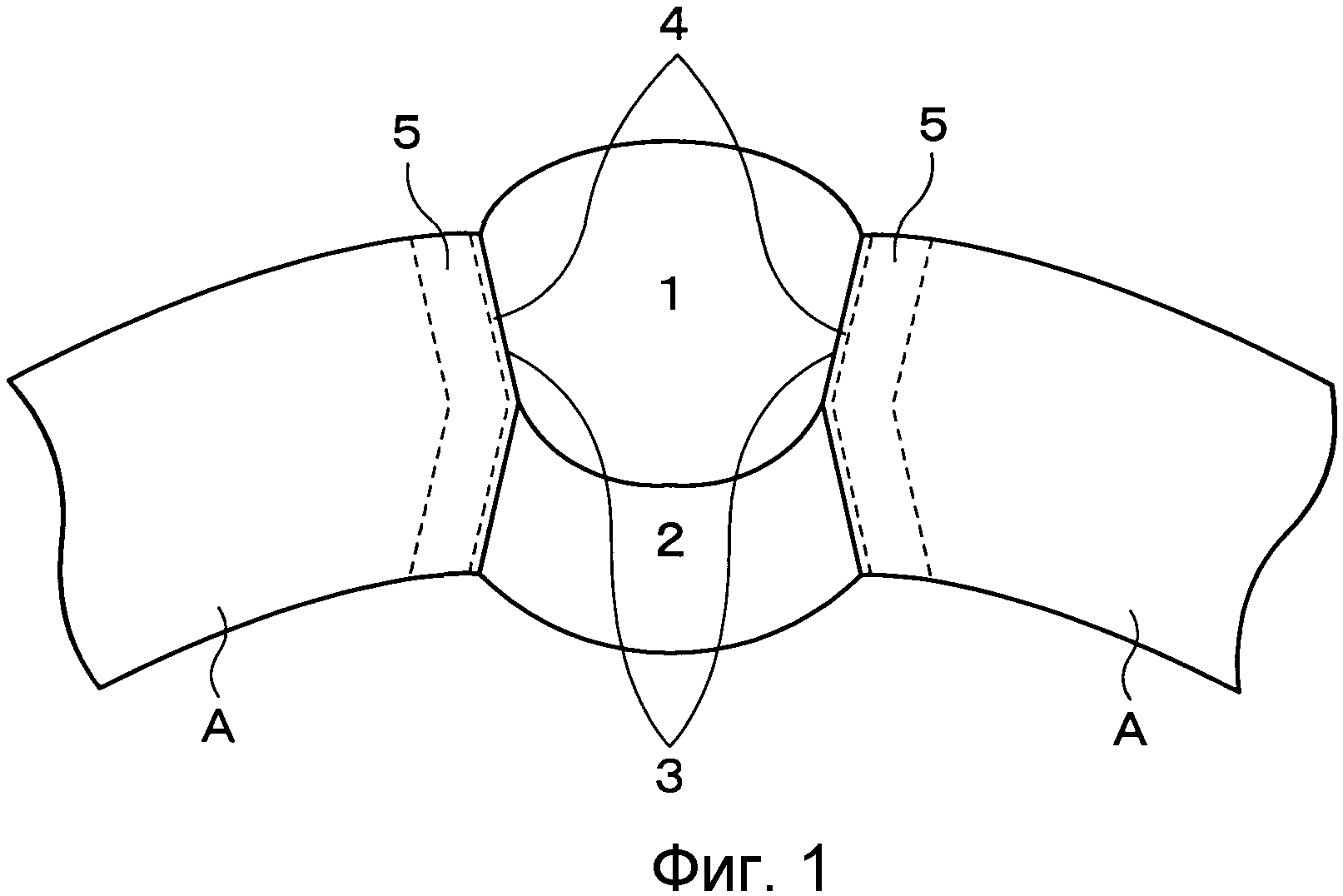
[0030] ФИГ. 1 представляет схематический вид для разъяснения структуры HAZ толстостенной сварной стальной трубы и представляет вид для разъяснения определения крупнозернистой HAZ. Толстостенную сварную стальную трубу изготавливают таким образом, что, например, кромочные участки основного материала стальной пластины А, свернутой в трубообразную форму с использованием UO-процесса, в котором стальную пластину последовательно сворачивают в С-форму, в U-форму и в О-форму, подвергают линейной сварке друг с другом. ФИГ. 1 показывает одну часть поперечного сечения толстостенной сварной стальной трубы, включающую HAZ.
[0031] В ФИГ. 1 кодовый номер 1 позиции обозначает наружную поверхность металла сварного шва (наплавленного металла) толстостенной сварной стальной трубы, кодовый номер 2 позиции обозначает внутреннюю поверхность металла сварного шва (наплавленного металла), кодовым номером 5 позиции обозначена HAZ основного материала стальной пластины А, и кодовым номером 3 позиции обозначена линия сплавления между основным материалом стальной пластины А и наплавленными металлами 1 и 2. Граница между наплавленными металлами 1, 2 и основным материалом стальной пластины А, которая не расплавляется при сварке, представляет собой линию 3 сплавления. Протяженность предварительно заданной дистанции от линии 3 сплавления до внутренней части основного материала стальной пластины А в окружном направлении толстостенной сварной стальной трубы соответствует HAZ 5. В HAZ 5 область от линии 3 сплавления до 0,3 мм в сторону основного материала стальной пластины А соответствует крупнозернистой HAZ 4.
[0032] В результате исследования авторы настоящего изобретения нашли, что в HAZ 5 вблизи линии 3 сплавления бывшие зерна аустенита укрупняются. В этой связи бывшие зерна аустенита представляют собой зерна, в которых аустенитные зерна, образованные в сварном шве, преобразуются в феррит и структуру низкотемпературного превращения. Размер зерна бывших аустенитных зерен равен размеру аустенитных зерен, образованных в сварном шве. В частности, в крупнозернистой HAZ 4, которая представляет собой область от линии 3 сплавления до 0,3 мм в сторону основного материала стальной пластины в HAZ 5, размер зерна бывших аустенитных зерен становится равным 100 мкм или более, и также наблюдаются бывшие аустенитные зерна с размером зерна от 200 до 300 мкм. В HAZ 5 (крупнозернистой HAZ 4), протяженной от линии 3 сплавления до 0,3 мм в сторону основного материала стальной пластины А, содержатся от одного до трех бывших аустенитных зерен.
[0033] Другими словами, в настоящем изобретении крупнозернистая HAZ 4 представляет собой область, где основной материал стальной пластины А нагревается до диапазона аустенитных температур при сварке, и где тем самым размер зерна бывших аустенитных зерен становится равным 100 мкм или более. Авторы настоящего изобретения получили испытательный образец из HAZ 5 толстостенной сварной стальной трубы и оценили ударную вязкость при температуре -60°С, и в результате они выяснили, что в крупнозернистой HAZ 4 легко возникает хрупкое разрушение.
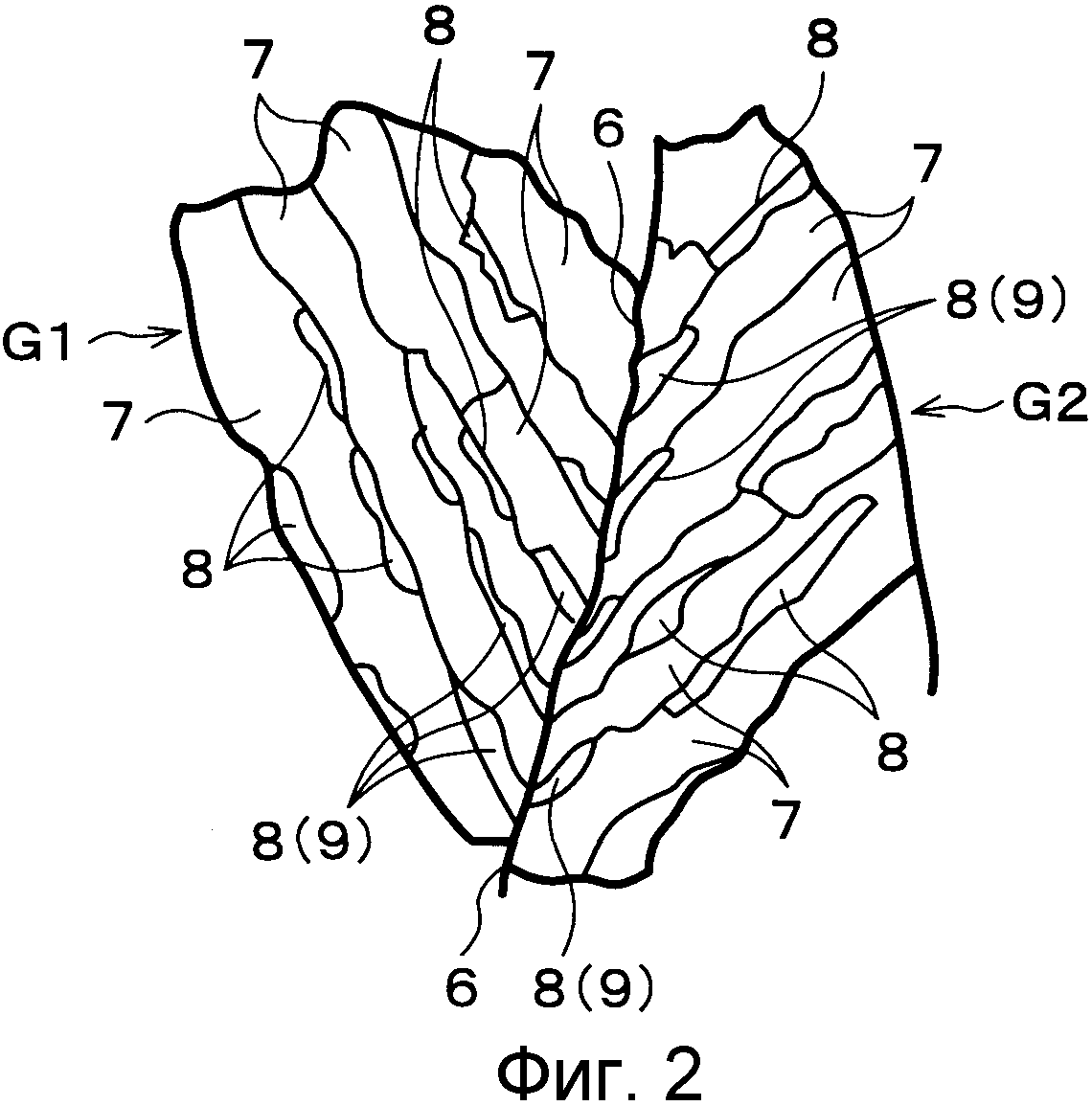
[0034] ФИГ. 2 представляет схематический вид для разъяснения структуры крупнозернистой HAZ 4 толстостенной сварной стальной трубы и представляет вид для разъяснения МА и реечного бейнита вблизи границы бывших аустенитных зерен. В ФИГ. 2 кодовым номером 6 позиции обозначена граница бывшего аустенитного зерна, кодовый номер 7 позиции обозначает реечный бейнит, и кодовый номер обозначает МА. ФИГ. 2 показывает состояние, где в крупнозернистой HAZ 4 два бывших аустенитных зерна G1 и G2 пришли в контакт друг с другом по границе 6 бывшего аустенитного зерна. Как описано выше, в крупнозернистой HAZ 4 аустенитные зерна, образованные в сварном шве, преобразуются в бывшие аустенитные зерна после охлаждения. Затем между бывшими аустенитными зернами G1 и G2, смежными друг с другом, появляется граница 6 бывшего аустенитного зерна как контур. В крупнозернистой HAZ 4 реечный бейнит 7 и МА 8 формируются на границе 6 бывшего аустенитного зерна и внутри бывшего аустенитного зерна.
[0035] Для достижения как прочности, так и ударной вязкости основного материала, в толстостенную сварную стальную трубу добавлено большое число обеспечивающих прокаливаемость элементов, таких как Mn и Mo. На этом основании в крупнозернистой HAZ 4, как показано в ФИГ. 2, реечный бейнит 7 легко формируется из границы 6 бывшего аустенитного зерна.
[0036] Показанный в ФИГ. 2 реечный бейнит 7 представляет собой структуру, сформированную цементитом, образовавшимся в реечном феррите. В случае, когда скорость охлаждения крупнозернистой зоны 4 теплового влияния после сварки является низкой, углерод (С) концентрируется в образовавшемся реечном бейните 7, и тем самым, как показано в ФИГ. 2, формируется МА 8 из мартенсита и аустенита.
[0037] Авторы настоящего изобретения подробно исследовали соответствие состояния распределения МА 8 и начала хрупкого разрушения в крупнозернистой зоне 4 теплового влияния. В результате авторы настоящего изобретения обнаружили, что в МА 8, показанном в ФИГ. 2, местом возникновения трещины становится МА 9, смежный с границей 6 бывшего аустенитного зерна.
[0038] Реечный бейнит 7, сформированный в сторону внутренних частей соответствующих бывших аустенитных зерен G1 и G2 через границу 6 бывшего аустенитного зерна, значительно отличаются в кристаллических ориентациях друг от друга. На этом основании граница 6 бывшего аустенитного зерна становится границей зерен с большой разориентацией. Соответственно этому, вполне возможно, что МА 9, смежный с границей 6 бывшего аустенитного зерна, скорее всего и будет исходной точкой трещины. Следует отметить, что граница зерен с большой разориентацией определяется как межзеренная граница, имеющая разность ориентаций в 15° или более, и может быть определена с использованием анализа EBSP (дифракции обратного-отраженных электронов).
[0039] С другой стороны, было найдено, что МА 8, сформированный в реечном бейните 7 внутри бывшего аустенитного зерна, не становится причиной хрупкого разрушения. Вполне возможно, что это, как показано в ФИГ. 2, обусловлено тем, что МА 8 и МА 8, образованные внутри бывшего аустенитного зерна, по существу находятся в одной и той же кристаллической ориентации относительно друг друга, и межзеренная граница, существующая между МА 8 и МА 8, не становится границей зерен с большой разориентацией.
[0040] Авторы настоящего изобретения провели дополнительное исследование и нашли, что для получения толстостенной сварной стальной трубы, имеющей превосходную низкотемпературную ударную вязкость, необходимо, чтобы в структуре металла крупнозернистой HAZ 4 доля площади зернограничного феррита составляла 1,5% или более, общая доля площади зернограничного формула и внутризеренного формула должна составлять не менее 11%, и не более 90%, доля площади МА 8 должна быть 10% или менее, и остальная структура металла должна быть составлена бейнитом.
[0041] ФИГ. 3 представляет схематический вид для разъяснения металлографической структуры крупнозернистой HAZ 4 толстостенной сварной стальной трубы согласно настоящему изобретению. Как показано в ФИГ. 3, в крупнозернистой HAZ 4 толстостенной сварной стальной трубы согласно настоящему изобретению содержатся зернограничный феррит 10, сформированный на границе 6 бывшего аустенитного зерна, и внутризеренный феррит 11, образованный внутри бывшего аустенитного зерна. Зернограничный феррит 10 представляет собой феррит, сформированный таким образом, что, когда аустенитное зерно, образованное при повторном нагреве во время сварки, охлаждается, центр кристаллизации, сформированный в положении границы 6 бывшего аустенитного зерна, обусловливает рост зерна. Внутризеренный феррит 11 представляет собой феррит, сформированный из мелкого включения как центра кристаллизации внутри бывшего аустенитного зерна, когда аустенитное зерно охлаждается.
[0042] Зернограничный феррит 10, образованный на границе 6 бывшего аустенитного зерна в крупнозернистой HAZ 4, становится устойчивым против распространения трещины при разрушении. Как описано выше, в крупнозернистой HAZ 4 реечный бейнит 7 и МА 9 образованы из границы 6 бывшего аустенитного зерна в сторону внутренних частей соответствующих бывших аустенитных зерен G1 и G2 в состоянии, когда их кристаллические ориентации различаются между собой. Как указано выше, при наличии зернограничного феррита 10, зернограничный феррит 10 внедряется между реечным бейнитом 7 и МА 9, отличающимися друг от друга по кристаллической ориентации, в положение границы 6 бывшего аустенитного зерна. Вышеуказанный зернограничный феррит 10 становится устойчивым против распространения трещины при разрушении, и тем самым улучшается низкотемпературная ударная вязкость крупнозернистой HAZ 4.
[0043] Для эффективного повышения низкотемпературной ударной вязкости крупнозернистой HAZ 4 при температуре -60°С доля площади зернограничного феррита 10 должна составлять 1,5% или более. Доля площади зернограничного феррита 10 определяется как доля площади зернограничного феррита 10, проявляющаяся в структуре поперечного сечения крупнозернистой HAZ 4 (доля площади феррита в контакте с границей 6 бывшего аустенитного зерна), как показано в ФИГ. 3. Если доля площади зернограничного феррита 10 составляет менее 1,5%, зернограничный феррит 10 оказывается недостаточным для сопротивления распространению трещины, и тем самым доля площади должна составлять 1,5% или более.
[0044] Кроме того, внутризеренный феррит 11 в крупнозернистой HAZ 4, который сформирован из оксида внутри бывшего аустенитного зерна, является тонкодисперсным, обеспечивает сопротивление распространению трещины при растрескивании, и повышает устойчивость к хрупкому излому, тем самым улучшая низкотемпературную ударную вязкость. Кроме того, при образовании внутризеренного феррита 11 осаждается цементит, и тем самым подавляется формирование крупнозернистого МА 8.
[0045] Когда зернограничный феррит 10 на границе 6 бывшего аустенитного зерна и внутризеренный феррит 11 присутствуют в достаточной мере, тем самым получается толстостенная сварная стальная труба с превосходной низкотемпературной ударной вязкостью при температуре -60°С. В толстостенной сварной стальной трубе согласно настоящему изобретению для обеспечения ударной вязкости при температуре -60°С общая доля площади зернограничного феррита 10 и внутризеренного феррита 11 должна составлять 11% или более в структуре металла крупнозернистой HAZ 4. Следует отметить, что желательно, чтобы доля площади внутризеренного феррита 11 в структуре металла крупнозернистой HAZ 4 составляла бы 0,5% или более.
[0046] Когда доли площади зернограничного феррита 10 и внутризеренного феррита 11 в структуре металла крупнозернистой HAZ 4 повышаются, улучшается низкотемпературная ударная вязкость HAZ 5. Однако, когда общее значение долей площади зернограничного феррита 10 и внутризеренного феррита 11 превышает 90%, снижается прочность. На этом основании в настоящем изобретении верхний предел общего значения долей площади зернограничного феррита 10 и внутризеренного феррита 11 в структуре металла крупнозернистой HAZ 4 регулируют на 90% или менее, и предпочтительно устанавливают на 80% или менее.
[0047] Кроме того, бейнит, содержащийся в структуре металла крупнозернистой HAZ 4, состоит из реечного бейнита, показанного в ФИГ. 2, и массивного бейнита (не показан). Реечный бейнит 7 представляет собой структуру, в которой в реечном феррите сформирован цементит. Реечный бейнит 7 и реечный бейнит 7, смежные между собой, сформированы с одинаковой кристаллической ориентацией, так что реечный бейнит 7, содержащийся в структуре металла крупнозернистой HAZ 4, становится крупнозернистой структурой, тем самым ухудшая ударную вязкость. Соответственно этому, в настоящем изобретении долю площади реечного бейнита 7 в крупнозернистой HAZ 4 предпочтительно регулируют на 20% или менее. Массивный бейнит также называется гранулярным бейнитом, и представляет собой структуру, в которой в массивном феррите сформирован цементит.
[0048] Кроме того, авторы настоящего изобретения исследовали компоненты легирующей добавки основного материала стальной пластины А, чтобы контролировать структуру металла крупнозернистой HAZ 4 так, чтобы в достаточной мере формировались зернограничный феррит 10 и внутризеренный феррит 11, и подавлялся МА 8.
[0049] Бейнит и МА 8, образованный в HAZ 5, снижают ударную вязкость. На этом основании компоненты легирующей добавки основного материала стальной пластины А были исследованы с обращением внимания, среди элементов, которые повышают прокаливаемость, на Mn, который содержится в больших количествах, и Mo, который оказывает весьма значительное влияние на прокаливаемость.
[0050] Марганец (Mn) полезен как недорогой элемент, который повышает прочность основного материала стальной пластины и проявляет относительно слабое действие в подавлении образования феррита в HAZ 5. С другой стороны, молибден (Mo) представляет собой элемент, применяемый в незначительных количествах для повышения прочности основного материала, но существенно подавляет формирование феррита в HAZ 5. На этом основании содержание Mo следует снижать, чтобы обеспечить ударную вязкость HAZ 5.
[0051] Авторы настоящего изобретения изготовили многочисленные основные материалы стальных пластин, имеющих толщину пластины от 25 до 45 мм, различных по уровням содержания Mn и Mo, для определения уровней содержания Mn и Mo. Затем авторы настоящего изобретения использовали каждый из основных материалов стальных пластин и изготовили соединение дуговой сваркой под флюсом, и оценили низкотемпературную ударную вязкость. Дуговую сварку под флюсом выполняли слой за слоем с передней поверхности и задней поверхности. Низкотемпературную ударную вязкость оценивали таким образом, что проводили испытание ударной вязкости по Шарпи при температуре -60°С на основе Японского промышленного стандарта JIS Z 2242, и измеряли уровень поглощения энергии по Шарпи на испытательном образце с V-образным надрезом. Испытательные образцы с V-образным надрезом были приготовлены на основе стандарта JIS Z 3128.
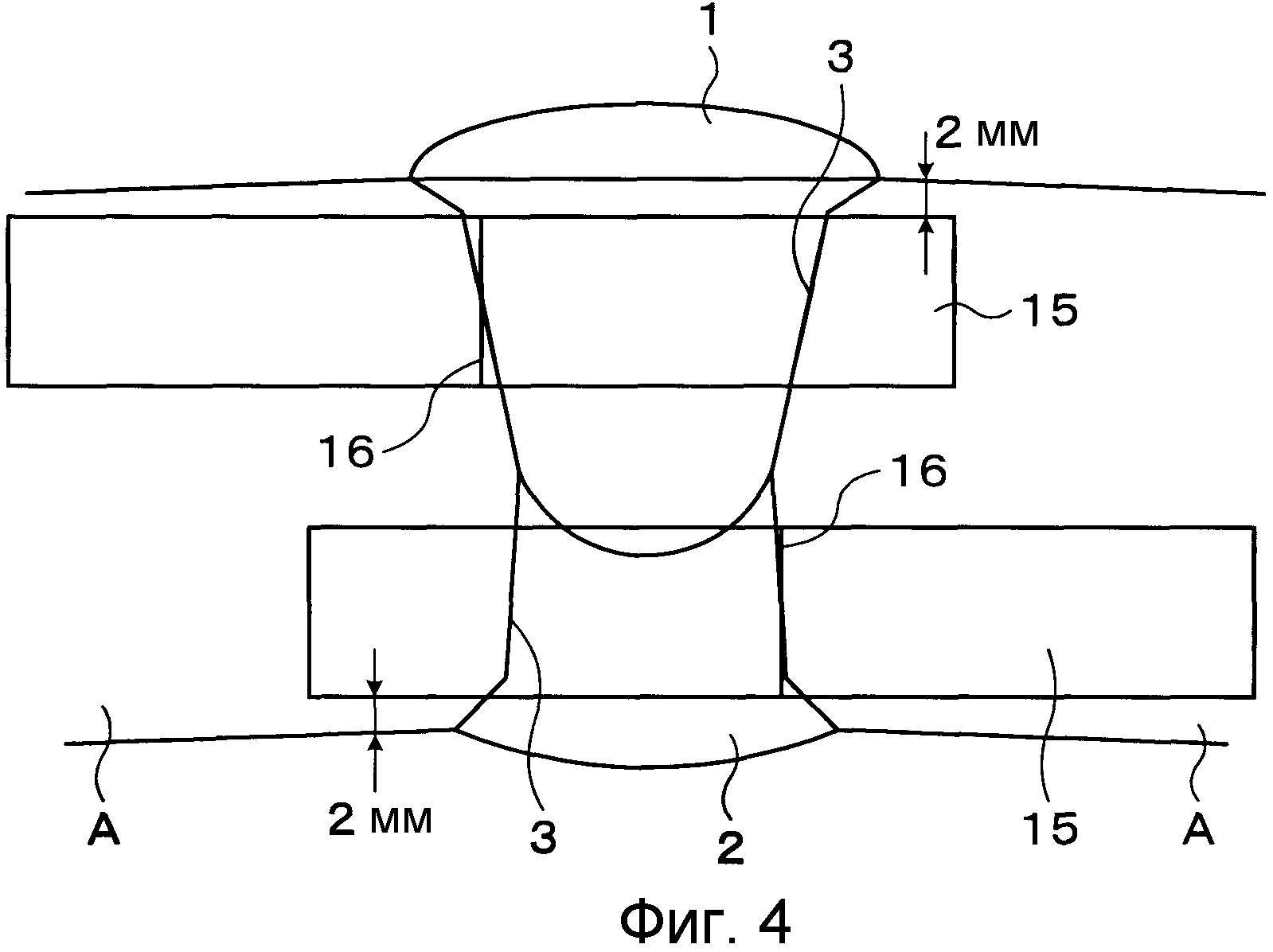
[0052] ФИГ. 4 представляет вид для разъяснения положений, из которых получают испытательные образцы с V-образным надрезом. На ФИГ. 4 кодовым номером 1 позиции обозначена наружная поверхность металла сварного шва (наплавленного металла), кодовый номер 2 позиции обозначает внутреннюю поверхность металла сварного шва (наплавленного металла), и кодовый номер 3 позиции обозначает линию сплавления между основным материалом стальной пластины А и металлами 1 и 2 сварного шва. Как показано в ФИГ. 4, продольное направление испытательного образца 15 с V-образным надрезом согласуется с направлением по ширине основного материала стальной пластины А (окружное направление толстостенной сварной стальной трубы). Испытательный образец 15 с V-образным надрезом вырезают так, что середина испытательного образца 15 с V-образным надрезом позиционирована на линии 3 сплавления. Тем самым V-образный надрез, 16, сформированный в середине испытательного образца 15 с V-образным надрезом, пересекает линию 3 сплавления. Кроме того, испытательные образцы 15 с V-образным надрезом получены соответственно на глубине 2 мм от наружной поверхностной стороны и от внутренней поверхностной стороны основного материала стальной пластины А (толстостенной сварной стальной трубы).
[0053] Затем, в качестве результата испытания ударной вязкости по Шарпи на вышеуказанных испытательных образцах 15 с V-образным надрезом, авторы настоящего изобретения нашли, что низкотемпературная ударная вязкость HAZ 5, в частности крупнозернистой HAZ 4, может быть обеспечена в случае уровней содержания Mn и Mo, удовлетворяющих нижеприведенному (Выражению 1).
1,2325≤(0,85×[Mn]-[Mo])≤1,5215...(Выражение 1)
В (Выражении 1) [Mn] и [Mo] означают уровни содержания Mn и Mo [% по массе] соответственно.
[0054] Низкотемпературную ударную вязкость крупнозернистой HAZ 4 исследовали на соответственных испытательных образцах 15 с V-образным надрезом, приготовленных из соответствующих типов стали, в которых значение «(0,85×[Mn]-[Mo])» составляет от 1,1 до 1,6. Были получены результаты, приведенные в ФИГ. 5. Когда значение «(0,85×[Mn]-[Mo])» является меньшим, чем нижнее предельное значение (Выражения 1), возрастает влияние Mo, который подавляет формирование зернограничного феррита 10 в крупнозернистой HAZ 4. С другой стороны, когда значение «(0,85×[Mn]-[Mo])» превышает верхнее предельное значение (Выражения 1), усиливается эффект улучшения прокаливаемости марганцем (Mn). На этом основании, когда значение «(0,85×[Mn]-[Mo])» выходит за пределы диапазона в (Выражении 1), зернограничный феррит 10 не образуется в достаточной мере в крупнозернистой HAZ 4, и уровень поглощения энергии по Шарпи крупнозернистой HAZ 4 при температуре -60°С становится меньшим 60 Дж, приводя к снижению низкотемпературной ударной вязкости HAZ 5.
[0055] Кроме того, для формирования центра кристаллизации внутризеренного феррита 11 в крупнозернистой HAZ 4 пригоден оксид титана (Ti). Соответственно этому, в настоящем изобретении, чтобы сделать так, что доля площади внутризеренного феррита в структуре металла крупнозернистой HAZ 4 стала 0,5% или более, верхний предел содержания Al в компонентах легирующей добавки основного материала стальной пластины А ограничен 0,015% или менее, и Ti содержится в количестве от 0,005 до 0,02%, и тем самым образуются тонкодисперсные оксиды титана (Ti).
[0056] Кроме того, кремний (Si) и алюминий (Al) представляют собой элементы, которые способствуют формированию МА 8. В настоящем изобретении, чтобы сделать так, что доля площади МА 8 в структуре металла крупнозернистой HAZ 4 стала равной 10% или менее, верхний предел содержания Al в компонентах легирующей добавки основного материала стальной пластины А ограничен 0,015% или менее, и содержание Si ограничено до 0,15% или менее.
[0057] Кроме того, когда значение Pcm основного материала стальной пластины А, полученное из приведенного ниже (Выражения 2), превышает 0,19, внутризеренный феррит 11 не образуется в достаточной мере в крупнозернистой HAZ 4, тем самым делая недостаточной низкотемпературную ударную вязкость крупнозернистой HAZ 4. Pcm в общем представляет показатель свариваемости, но является выражением соотнесения легирующих компонентов, которые влияют на прокаливаемость, и также воздействуют на структуру металла толстостенной сварной стальной трубы. Когда прокаливаемость возрастает, в крупнозернистой HAZ 4 легко образуется реечный бейнит 7. Когда значение Pcm превышает 0,19, доля площади реечного бейнита 7 в структуре металла крупнозернистой HAZ 4 иногда не становится равной 20% или менее, и тем самым не является предпочтительным, чтобы Pcm превышал 0,19.
[0058] Pcm=[C]+[Si]/30+([Mn]+[Cu]+[Cr])/20+[Ni]/60+[Mo]/15+[V]/10... (Выражение 2)
В (Выражении 2), [C], [Si], [Mn], [Cu], [Cr], [Ni], [Mo] и [V] означают уровни содержания C, Si, Mn, Cu, Cr, Ni, Mo и V [% по массе] соответственно.
[0059] Следует отметить, что, когда Mo, содержание которого ограничено, и Si, Ni, Cu, Cr и V, которые содержатся по выбору, не вводятся намеренно, уровни содержания каждого из вышеуказанных элементов в приведенных выше (Выражении 1) и (Выражении 2) приравнивают нулю, и выполняют расчет.
[0060] «Структура металла основного материала стальной пластины»
Далее будет разъяснена структура металла основного материала стальной пластины толстостенной сварной стальной трубы согласно настоящему изобретению. Чтобы прочность толстостенной сварной стальной трубы, имеющей толщину стенки от 25 до 45 мм, согласно настоящему изобретению могла стать соответствующей классу прочности Х60 или выше в спецификации API, необходимо сформировать структуру низкотемпературного превращения в структуре металла основного материала стальной пластины. Структура низкотемпературного превращения в общем представляет собой родовое наименование мартенсита, бейнита и МА. Однако, поскольку скорость охлаждения после горячей прокатки является низкой, в основном материале стальной пластины согласно настоящему изобретению мартенсит образуется с трудом, и структура низкотемпературного превращения часто составлена одним или обоими из бейнита и МА. С другой стороны, когда структура металла основного материала стальной пластины состоит только из структуры низкотемпературного превращения, например, одной бейнитной фазы, то образуется поверхность косого излома, и ухудшается ударная вязкость, и тем самым необходимо, чтобы в структуре металла основного материала стальной пластины был сформирован феррит.
[0061] В настоящем изобретении для обеспечения ударной вязкости при температуре -60°С структура металла основного материала стальной пластины состоит из феррита, составляющего от 30 до 95% по доле площади, и структуры низкотемпературного превращения, составляющей остальную часть. Долю площади феррита регулируют на 30% или более, чтобы улучшить ударную вязкость, и устанавливают ее на 95% или менее, чтобы обеспечить прочность. МА структуры низкотемпературного превращения представляет собой структуру, которая оказывает вредное влияние на ударную вязкость, и поэтому долю площади МА предпочтительно регулируют на 10% или менее. Однако кристаллические зерна основного материала стальной пластины являются более мелкозернистыми, чем зерна HAZ, так что вредное влияние МА часто не создает особой проблемы. До тех пор, пока в структуре металла основного материала стальной пластины толстостенной сварной стальной трубы доля площади феррита составляет 50% или более, и доля площади бейнита составляет 50% или менее, дополнительно улучшается баланс между прочностью и ударной вязкостью.
[0062] Когда размер зерна феррита, содержащегося в структуре металла основного материала стальной пластины, укрупняется, происходит заметное разделение, и ударная вязкость основного материала стальной пластины иногда ухудшается. Соответственно этому, для обеспечения ударной вязкости при температуре -60°С размер зерна феррита основного материала стальной пластины предпочтительно регулируют на 15 мкм или менее. Для улучшения низкотемпературной ударной вязкости размер зерна феррита основного материала стальной пластины желательно делать тонкодисперсным. Однако толщина стенки толстостенной сварной стальной трубы согласно настоящему изобретению составляет 25 мм или более. В стальной пластине, имеющей толщину пластины 25 мм или более, существуют ограничения на степень обжатия и скорость охлаждения при горячей прокатке. Соответственно этому, в плане стоимости изготовления, нижний предел размера зерна феррита в основном материале стальной пластины предпочтительно составляет 2 мкм или более.
[0063] «Компоненты основного материала стальной пластины»
Далее будут разъяснены компоненты основного материала стальной пластины толстостенной сварной стальной трубы согласно настоящему изобретению. Следует отметить, что упоминание «%» в компонентах означает «% по массе», если не оговорено нечто иное.
[0064] Структура металла основного материала стальной пластины в значительной степени соотносится с прокаливаемостью, и оценивается в настоящем изобретении согласно значению Pcm, полученному из вышеуказанного (Выражения 2) по уровням содержания C, Si, Mn, Cu, Cr, Ni, Mo и V [% по массе]. В настоящем изобретении Pcm регулируют на величину от 0,16 до 0,19 в компонентах легирующей добавки основного материала стальной пластины для достижения как прочности, так и низкотемпературной ударной вязкости основного материала стальной пластины и HAZ толстостенной сварной стальной трубы, для соответствия техническим условиям на класс прочности Х60 или выше.
[0065] Углерод (С) представляет собой элемент, который повышает прочность стали. В настоящем изобретении содержание С ограничено для получения смешанной структуры из феррита и бейнита, и тем самым достигаются как прочность, так и ударная вязкость основного материала стальной пластины. Когда содержание С составляет менее 0,03%, прочность становится недостаточной. Когда содержание С превышает 0,085%, ухудшается ударная вязкость. На этом основании в настоящем изобретении оптимальное количество С варьирует в пределах диапазона от 0,03 до 0,085%.
[0066] Кремний (Si) представляет собой раскисляющий элемент, но является элементом, который содействует образованию МА в HAZ. Когда содержание Si превышает 0,15%, становится заметным формирование МА, и тем самым ухудшается ударная вязкость. На этом основании в настоящем изобретении содержание Si регулируют на 0,15% или менее. Для подавления формирования МА содержание Si предпочтительно составляет 0,10% или менее.
[0067] Марганец (Mn) используют в качестве раскислителя, и он требуется для обеспечения прочности и ударной вязкости основного материала стальной пластины. Для стимулирования образования бейнита, чтобы тем самым добиться прочности, содержание Mn должно быть 1,45% или более. Предпочтительно, Mn содержится в количестве 1,50% или более. С другой стороны, для формирования зернограничного феррита в крупнозернистой HAZ в настоящем изобретении верхний предел содержания Mn регулируют на 1,85% или менее. Содержание Mn предпочтительно составляет 1,80% или менее.
[0068] Фосфор (Р) представляет собой загрязняющий примесный элемент, и когда содержание Р превышает 0,02%, ухудшается ударная вязкость основного материала стальной пластины. Соответственно этому, верхний предел содержания Р составляет 0,02% или менее.
[0069] Сера (S) представляет собой загрязняющий примесный элемент, и когда содержание S превышает 0,005%, образуется крупнозернистый сульфид, тем самым ухудшая ударную вязкость основного материала стальной пластины. Соответственно этому, верхний предел содержания S составляет 0,005% или менее.
[0070] Алюминий (Al) используют в качестве раскислителя, но в настоящем изобретении применяют оксид титана (Ti) как центр кристаллизации для формирования внутризеренного феррита, и поэтому верхний предел содержания Al ограничен 0,015% или менее. Кроме того, Al содействует формированию МА в крупнозернистой HAZ, так что верхний предел содержания Al предпочтительно ограничивают значением 0,010% или менее.
[0071] Титан (Ti) является важным элементом для образования тонкодисперсных оксидов титана (Ti), которые эффективно действуют как центры кристаллизации для внутризеренного превращения. Для проявления вышеуказанного эффекта содержание Ti в настоящем изобретении регулируют на 0,005% или более. Однако, когда содержание Ti превышает 0,020%, образуются крупнозернистые карбонитриды титана (Ti), и поэтому ухудшается ударная вязкость. Соответственно этому, верхний предел содержания Ti устанавливают на 0,020% или менее. Предпочтительный верхний предел содержания Ti составляет 0,015% или менее.
[0072] Ниобий (Nb) является важным элементом для измельчения зерен структуры основного материала стальной пластины, для формирования тонкодисперсных карбонитридов, и тем самым обеспечения прочности и ударной вязкости. Для проявления вышеуказанного действия Nb должен содержаться в количестве 0,005% или более. Однако, когда содержание Nb превышает 0,050%, образуются крупнозернистые карбонитриды, и поэтому ухудшается ударная вязкость. Соответственно этому, верхний предел содержания Nb регулируют на 0,050% или менее. Nb представляет собой элемент, который повышает прокаливаемость стали, и для стимулирования образования зернограничного феррита в крупнозернистой HAZ верхний предел содержания Nb предпочтительно устанавливают на 0,025% или менее.
[0073] Молибден (Mo) представляет собой элемент, который улучшает прокаливаемость, и является эффективным в достижении как прочности, так и ударной вязкости основного материала стальной пластины, в частности, имеющего большую толщину. Однако в настоящем изобретении для формирования зернограничного феррита в крупнозернистой HAZ верхний предел содержания Mo ограничен значением 0,20% или менее. Кроме того, для подавления формирования МА в крупнозернистой HAZ содержание Mo предпочтительно устанавливают на 0,15% или менее.
[0074] О (кислород) представляет собой элемент, неизбежно содержащийся в стали. В настоящем изобретении для образования оксидов титана (Ti), содействующих формированию внутризеренного феррита, содержание О в основном материале стальной пластины регулируют на величину от 0,0005 до 0,005%. То есть, когда содержание О составляет менее 0,0005%, достаточное число частиц оксидов титана (Ti) не образуется, и когда содержание О превышает 0,005%, образуются крупнозернистые оксиды титана (Ti), и тем самым ухудшается ударная вязкость. Следует отметить, что содержание О в основном материале стальной пластины равно количеству кислорода, остающемуся в стали во время литья, когда образуются оксиды.
[0075] Кроме того, в качестве элемента, который улучшает прочность и ударную вязкость, в основном материале стальной пластины также могут содержаться один тип, или два типа или более из Cu, Ni, Cr, V, Zr и Та. Кроме того, в случае, когда уровни содержания этих элементов является меньшими, чем предпочтительные нижние пределы, то никакого особенного вредного влияния эти элементы не оказывают.
[0076] Медь (Cu) и никель (Ni) являются эффективными элементами, которые повышают прочность без ухудшения ударной вязкости, и для получения вышеуказанного эффекта нижние пределы уровней содержания Cu и Ni предпочтительно устанавливают на 0,05% или более. С другой стороны, верхние пределы содержания Cu и Ni предпочтительно регулируют на 0,70% или менее, чтобы подавить растрескивание во время нагрева и сварки стальной заготовки.
[0077] Хром (Cr), ванадий (V), цирконий (Zr) и тантал (Та) представляют собой элементы, которые образуют карбид и нитриды, и улучшают прочность стали в результате дисперсионного упрочнения, и также могут содержаться один тип, или два типа или более из Cr, V, Zr и Та. Для эффективного повышения прочности нижний предел содержания Cr предпочтительно устанавливают на 0,02% или более, нижний предел содержания V предпочтительно регулируют на 0,01% или более, и нижние пределы уровней содержания обоих Zr и Та предпочтительно устанавливают на 0,0001% или более. С другой стороны, когда добавлено чрезмерное количество Cr, иногда имеет место ситуация, что с улучшением прокаливаемости повышается прочность и ухудшается ударная вязкость, так что верхний предел содержания Cr предпочтительно регулируют на 1,00% или менее. Кроме того, когда V, Zr и Та введены в чрезмерном количестве, иногда случается, что карбиды и нитриды укрупняются, и снижается ударная вязкость, так что верхний предел содержания V предпочтительно регулируют на 0,10% или менее, и верхние пределы содержания обоих Zr и Та предпочтительно устанавливают на 0,050% или менее.
[0078] Кроме того, для регулирования форм включений, чтобы достигнуть улучшения ударной вязкости, в основном материале стальной пластины также могут содержаться один тип, или два типа, или более из Mg, Са и REM. Кроме того, в случае, когда уровни содержания этих элементов также являются меньшими, чем предпочтительные нижние пределы, то никакого особенно вредного влияния эти элементы не оказывают.
[0079] Магний (Mg) представляет собой элемент, который проявляет свое действие в измельчении оксидов и регулировании формы сульфида. В частности, тонкодисперсные оксиды магния (Mg) действуют как центры формирования для внутризеренного превращения, и к тому же проявляют эффект подавления укрупнения размера зерна как частицы с пиннинг-эффектом. Для получения этих эффектов Mg предпочтительно содержится в количестве 0,0001% или более. С другой стороны, когда содержание Mg превышает 0,0100%, образуются крупнозернистые оксиды, тем самым ухудшая ударную вязкость основного материала стальной пластины и HAZ стальной трубы, и поэтому верхний предел содержания Mg предпочтительно регулируют на 0,0100% или менее.
[0080] Кальций (Са) и REM (редкоземельный металл) применяются для регулирования формы сульфида, и представляют собой элементы, которые образуют сульфид, тем самым подавляя образование MnS, растянутого по направлению прокатки, и улучшает характеристику по направлению толщины пластины основного материала стальной пластины, в частности сопротивление продольному расслаиванию. Для получения вышеуказанного эффекта нижние пределы уровней содержания обоих Са и REM предпочтительно устанавливают на 0,0001% или более. С другой стороны, когда уровни содержания Са и REM превышают 0,0050%, повышается содержание крупнозернистых оксидов, тем самым ухудшая ударную вязкость, и поэтому верхние пределы содержания Са и REM предпочтительно регулируют на 0,0050% или менее.
[0081] Кроме того, толщина основного материала стальной пластины толстостенной сварной стальной трубы в настоящем изобретении составляет 25 мм или более. Для предотвращения растрескивания основного материала стальной пластины под действием внутреннего давления, когда основной материал стальной пластины используют в трубопроводе, толщину основного материала стальной пластины предпочтительно регулируют на 30 мм или более. С другой стороны, когда толщина основного материала стальной пластины превышает 45 мм, необходимо вводить многочисленные легирующие добавки, чтобы повысить прочность, и дополнительно увеличивают погонную энергию, и тем самым становится затруднительным обеспечение прочности и низкотемпературной ударной вязкости. Соответственно этому, верхний предел толщины основного материала стальной пластины толстостенной сварной стальной трубы в настоящем изобретении устанавливают на 45 мм или менее.
[0082] Настоящее изобретение нацелено на сварные стальные трубы с классом прочности Х60 до 70, которые представляют собой то, что называют трубопроводами общего назначения, и предел текучести в направлении растяжения, соответствующем окружному направлению, предпочтительно составляет 635 МПа или менее. Для повышения внутреннего давления в трубопроводе предел текучести в направлении растяжения, соответствующем окружному направлению сварной стальной трубы, предпочтительно устанавливают на 400 МПа или более. Следует отметить, что, как правило, направление, соответствующее окружному направлению стальной трубы, представляет собой направление по ширине пластины из основного материала стальной пластины. Кроме того, толстостенная сварная стальная труба согласно настоящему изобретению предполагается для использования в зоне с холодным климатом, и уровень поглощения энергии по Шарпи в HAZ при температуре -60°С предпочтительно составляет 40 Дж или более, и более предпочтительно 80 Дж или более.
[0083] «Химический состав металла сварного шва»
Далее будет описан химический состав металла сварного шва.
Углерод (С) представляет собой элемент, исключительно эффективный для повышения прочности металла сварного шва, и С предпочтительно содержится в количестве 0,04% или более. Однако, когда содержание С является слишком высоким, легко происходит холодное растрескивание сварного шва, и иногда имеет место ситуация, что HAZ оказывается в состоянии, которое называется Т-образным участком, где участок проварен локально, и сварной шов закаливается по всему поперечнику, и ударная вязкость ухудшается. На этом основании верхний предел содержания С металла сварного шва предпочтительно регулируют на 0,09% или менее.
[0084] Кремний (Si) предотвращает возникновение газовых раковин, которые представляют собой дефект сварного шва, так что Si предпочтительно содержится в количестве 0,01% или более. С другой стороны, когда Si добавляют в чрезмерном количестве, снижается низкотемпературная ударная вязкость металла сварного шва, и тем самым верхний предел содержания Si предпочтительно регулируют на 0,35% или менее. В частности, в случае, когда сварку выполняют многократно, низкотемпературная ударная вязкость повторно нагретого металла сварного шва иногда заметно ухудшается, и поэтому верхний предел содержания Si более предпочтительно составляет 0,30% или менее.
[0085] Марганец (Mn) представляет собой элемент, эффективный для обеспечения баланса между прочностью и ударной вязкостью металла сварного шва, и нижний предел содержания Mn предпочтительно устанавливают на 1,5% или более. Однако, когда Mn содержится в больших количествах, это стимулирует ликвацию, ухудшает ударную вязкость металла сварного шва, и также становится затруднительным изготовление сварочной проволоки, используемой для сварки, и тем самым верхний предел содержания Mn предпочтительно регулируют на 2,0% или менее.
[0086] Алюминий (Al) представляет собой элемент, который добавляют для того, чтобы при изготовлении сварочной проволоки могли быть успешно выполнены рафинирование и затвердевание. Для использования тонкодисперсных оксидов на основе титана (Ti) для подавления укрупнения размера зерна металла сварного шва, содержание Al в металле сварного шва предпочтительно регулируют на 0,002% или более. Однако Al представляет собой элемент, который способствует образованию МА, так что предпочтительный верхний предел содержания Al в металле сварного шва составляет 0,030% или менее.
[0087] Титан (Ti) образует тонкодисперсные оксиды для формирования центров кристаллизации при внутризеренном превращении, чем содействует измельчению размера зерна металла сварного шва. Ti предпочтительно содержится в количестве 0,003% или более. С другой стороны, когда Ti содержится в больших количествах, образуется значительное количество карбида титана (Ti), и тем самым иногда ухудшается низкотемпературная ударная вязкость. Соответственно этому, верхний предел содержания Ti предпочтительно составляет 0,030%.
[0088] Кислород (О) представляет собой загрязняющую примесь, и количество кислорода, остающегося в конечном итоге в металле сварного шва, часто составляет 0,0005% или более. Однако в случае, когда в металле сварного шва остается количество О, превышающее 0,030%, образуются крупнозернистые оксиды, и тем самым иногда снижается ударная вязкость металла сварного шва. Соответственно этому, верхним пределом содержания О в металле сварного шва предпочтительно является 0,030% или менее. Как правило, содержание О в металле сварного шва регулируют с помощью флюса, используемого для дуговой сварки под флюсом.
[0089] Фосфор (Р) и сера (S) представляют собой загрязняющие примеси, и чтобы уменьшить снижение низкотемпературной ударной вязкости и металла сварного шва и чувствительности к холодному растрескиванию, верхний предел содержания Р предпочтительно регулируют на 0,02% или менее, и верхний предел содержания S предпочтительно устанавливают на 0,005% или менее. Следует отметить, что в отношении низкотемпературной ударной вязкости более предпочтительным верхним пределом содержания Р является 0,01% или менее.
[0090] Металл сварного шва предпочтительно содержит дополнительно один тип, или два типа или более из Ni, Cr, Mo и V, по выбору.
[0091] Никель (Ni) представляет собой элемент, который повышает прокаливаемость металла сварного шва для обеспечения прочности, и, кроме того, улучшает низкотемпературную ударную вязкость. Для получения эффекта Ni, Ni предпочтительно содержится в количестве 0,2% или более. С другой стороны, когда содержание Ni является слишком высоким, иногда происходит горячее растрескивание, и поэтому верхний предел количества Ni предпочтительно устанавливают на 1,0% или менее.
[0092] Хром (Cr), молибден (Mo) и ванадий (V) представляют собой все те элементы, которые повышают прокаливаемость, и для повышения прочности металла сварного шва предпочтительно содержится(-атся) один тип, или два типа, или более из этих элементов в количестве 0,2% или более в целом. С другой стороны, когда Cr, Mo и V содержатся в чрезмерных количествах, слишком сильно возрастает прокаливаемость металла сварного шва, и тем самым иногда ухудшается низкотемпературная ударная вязкость. Соответственно этому, верхний предел общего содержания одного типа, или двух типов, или более из Cr, Mo и V предпочтительно составляет 1,0% или менее.
[0093] Металл сварного шва также может содержать бор (В) для дополнительного повышения прокаливаемости. Бор (В) представляет собой элемент, который заметно повышает прокаливаемость металла сварного шва, и для обеспечения прочности бор (В) предпочтительно содержится в количестве 0,0001% или более. С другой стороны, при избыточном содержании бора (В) иногда ухудшается ударная вязкость металла сварного шва, и поэтому верхний предел содержания В предпочтительно регулируют на 0,0050% или менее.
[0094] Металл сварного шва иногда содержит иные элементы, нежели вышеуказанные элементы, которые представляют собой, например, ниобий (Nb), который является существенным элементом основного материала стальной пластины, Cu, Zr, Ta, Mg, Ca и REM, которые добавляют в основной материал стальной пластины по выбору, и так далее, вследствие разбавления основным материалом стальной пластины. Кроме того, металл сварного шва иногда содержит такие элементы, как Zr, Nb, Mg и тому подобные, которые добавляют по необходимости, чтобы могло быть успешно выполнено рафинирование и затвердевание сварочной проволоки. Эти элементы представляют собой неизбежно содержащиеся примеси.
[0095] «Способ изготовления толстостенной сварной стальной трубы»
Далее будет разъяснен способ изготовления толстостенной сварной стальной трубы согласно настоящему изобретению. Сначала будет разъяснен способ изготовления основного материала стальной пластины.
[0096] Сталь с отрегулированным содержанием компонентов вышеописанного основного материала стальной пластины расплавляют, и затем отливают, и получают стальную заготовку. Литье может быть выполнено обычным способом, но, в отношении производительности, предпочтительным является непрерывное литье. Стальную заготовку нагревают для горячей прокатки.
[0097] При горячей прокатке стальную заготовку нагревают до температуры в диапазоне, где структура стали преобразуется в аустенит. При таких химических компонентах основного материала стальной пластины, как в настоящем изобретении, точка Ас3, в которой структура стали превращается в аустенит, не превышает 950°С, так что температуру нагрева при горячей прокатке устанавливают на 950°С или выше. Верхний предел температуры нагрева стальной заготовки устанавливают на 1150°С или ниже, чтобы обеспечить измельчение кристаллических зерен основного материала стальной пластины. Кроме того, для стимулирования ферритного превращения после горячей прокатки предпочтительно выполнять горячую прокатку при низких температурах и повышать величину накопленной деформации. Соответственно этому, температуру нагрева горячей прокатки предпочтительно снижают, и более предпочтительный верхний предел температуры нагрева стальной заготовки составляет 1100°С или ниже.
[0098] Горячая прокатка также может быть начата непосредственно после того, как стальную заготовку извлекают из нагревательной печи. Соответственно этому, температуру начала прокатки конкретно не определяют.
[0099] Температуру конечной прокатки горячей прокатки регулируют на уровень точки Аr3 или выше, поскольку горячую прокатку выполняют при температуре, при которой структура стали становится однофазной структурой аустенита, или более высокой. Когда горячую прокатку проводят при температуре конечной прокатки, более низкой, чем Аr3, образуется обработанный феррит, и тем самым снижается ударная вязкость, или формируется агрегатная структура, в которой аккумулированы заданные ориентации, приводя к тому, что иногда становится заметной анизотропия металла основного материала стальной пластины.
[0100] Что касается того, чтобы сделать кристаллические зерна основного материала стальной пластины мелкозернистыми, степень обжатия горячей прокатки при температурах, превышающих 900°С, соответствующих диапазону температур, где стимулируется рекристаллизация (рекристаллизационный температурный диапазон), предпочтительно регулируют на значение 2,0 или более. Степень обжатия в рекристаллизационном температурном диапазоне представляет собой соотношение толщины стальной заготовки и толщины пластины, полученной после окончательной прокатки при температурах, превышающих 900°С.
[0101] Когда увеличивают степень обжатия при выполнении горячей прокатки при низких температурах, кристаллические зерна могут быть измельчены. В частности, температуры на уровне 900°С или ниже соответствуют температурному диапазону, где подавляется рекристаллизация (нерекристаллизационному диапазону), и для стимулирования ферритного превращения после охлаждения водой предпочтительно увеличивают степень обжатия горячей прокатки при температуре 900°С или ниже. Для того, чтобы размер зерна феррита в основном материале стальной пластины стал равным 15 мкм или менее, степень обжатия горячей прокатки при температуре 900°С или ниже предпочтительно регулируют на 2,5 или более. Для дальнейшего измельчения размера зерен феррита степень обжатия горячей прокатки при температуре 900°С или ниже предпочтительно устанавливают на 3,0 или более. Степень обжатия при температуре 900°С или ниже представляет собой отношение толщины пластины перед началом прокатки при температуре 900°С или ниже, деленное на толщину пластины после окончания горячей прокатки.
[0102] Следует отметить, что толщина пластины после окончательной прокатки при температурах, превышающих 900°С, и толщина пластины перед началом прокатки при температуре 900°С или ниже, в конечном итоге приобретает одно и то же численное значение. Кроме того, верхние пределы степеней обжатия горячей прокатки в нерекристаллизационном диапазоне и горячей прокатки в рекристаллизационном диапазоне не определены, но когда рассматривают толщину пластины стальной заготовки перед прокаткой и толщину пластины стальной пластины после прокатки, верхние пределы, как правило, составляют 12,0 или менее.
[0103] По окончании горячей прокатки выполняют охлаждение водой, чтобы провести превращение структуры основного материала стальной пластины в смешанную структуру феррита и бейнита. Когда температура окончания охлаждения водой является слишком высокой, образуется перлит, и тем самым температуру окончания охлаждения водой регулируют на 600°С или ниже. Также возможно, что нижний предел температуры окончания охлаждения водой не определяют, и основной материал стальной пластины охлаждают до комнатной температуры, но когда принимают во внимание водородные дефекты, нижний предел температуры окончания охлаждения водой предпочтительно устанавливают на 150°С или выше.
[0104] Основной материал стальной пластины, полученный, как указано выше, формуют в трубообразную форму, кромочные участки (стыки) трубообразного основного материала стальной пластины сводят встык для создания сварного шва дуговой сваркой под флюсом с внутренней стороны и с наружной стороны, и формируют толстостенную сварную стальную трубу. В настоящем изобретении предпочтительно используют UOE-процесс, в котором основной материал стальной пластины под давлением последовательно сворачивают в С-форму, в U-форму и в О-форму (UO-процесс), и кромочные участки основного материала стальной пластины сваривают встык дуговой сваркой под флюсом, и затем полученную толстостенную сварную стальную трубу подвергают экспандированию или тому подобному.
[0105] В способе изготовления толстостенной сварной стальной трубы согласно настоящему изобретению, процесс, в котором кромочные участки основного материала стальной пластины сводят встык для дуговой сварки под флюсом, предпочтительно представляет собой процесс, в котором кромочные участки основного материала стальной пластины сводят встык, проводят дуговую сварку под флюсом с внутренней поверхности, и затем выполняют дуговую сварку под флюсом с наружной поверхности.
[0106] На структуру крупнозернистой HAZ в значительной мере влияет погонная энергия дуговой сварки под флюсом. Кроме того, в настоящем изобретении скорость охлаждения после сварки поддерживают более низкой, чем обычно, чтобы намеренно удерживать на более высоком уровне погонную энергию дуговой сварки под флюсом.
[0107] Авторы настоящего изобретения исследовали взаимосвязь между погонной энергией дуговой сварки под флюсом и толщиной основного материала стальной пластины в плане того факта, что скорость охлаждения крупнозернистой HAZ после сварки влияет на формирование феррита и МА в сторону границы бывшего аустенитного зерна в крупнозернистой HAZ. Авторы настоящего изобретения использовали стальные пластины основного материала, каждая из которых имела толщину пластины от 25 до 40 мм, выполнили дуговую сварку под флюсом с передней поверхности и задней поверхности на каждой из стальных пластины основного материала слой за слоем, и изготовили многочисленные соединения. Затем авторы настоящего изобретения обследовали структуру крупнозернистой HAZ каждого из многочисленных соединений и исследовали взаимосвязь между погонной энергией дуговой сварки под флюсом, толщиной стальной пластины основного материала и структурой крупнозернистой HAZ.
[0108] Авторы настоящего изобретения регулировали погонную энергию на стороне, которую сваривали первой, на погонную энергию JI [Дж/см] внутренней поверхности сварного шва, регулировали погонную энергию на стороне, которую сваривали позже, на погонную энергию JO [Дж/см] наружной поверхности сварного шва, и устанавливали взаимосвязь между погонной энергией JI [Дж/см] внутренней поверхности сварного шва, погонной энергией JO [Дж/см] наружной поверхности сварного шва, и толщиной t пластины, и затем оценивали влияние на структуру крупнозернистой HAZ. В результате авторы настоящего изобретения выяснили, что для обеспечения образования зернограничного феррита в крупнозернистой HAZ и подавления формирования МА должны быть удовлетворены соотношения согласно приведенным ниже (Выражению 3) и (Выражению 4).
[0109] -2,3≤JI-1,75t≤27,8...(Выражение 3)
-9,6≤JO-2,42t≤20,6...(Выражение 4)
Обоснование того, почему приведенные выше (Выражение 3) и (Выражение 4) требуются для регулирования структуры крупнозернистой HAZ, может быть следующим.
[0110] Когда член(-ны) (JI-1,75t) и/или (JO-2,42t) становится/становятся малым(-ми), скорость охлаждения после сварки становится быстрой. Когда член(-ны) (JI-1,75t) и/или (JO-2,42t) является(-ются) меньшим(-ми), чем вышеописанный(-ные) диапазон/диапазоны, обеспечить образование зернограничного феррита невозможно. С другой стороны, когда член(-ны) (JI-1,75t) и/или (JO-2,42t) становится/становятся большим(-ми), скорость охлаждения после сварки становится медленной. Когда член(-ны) (JI-1,75t) и/или (JO-2,42t) превышает/превышают вышеописанный(-ные) диапазон/диапазоны, легко образуется МА, и тем самым становится невозможным подавление формирования МА.
[0111] Когда член (JI-1,75t) находится в пределах диапазона приведенного выше (Выражения 3), и член (JO-2,42t) находится в пределах диапазона приведенного выше (Выражения 4), обеспечивается образование зернограничного феррита и внутризеренного феррита в структуре металла крупнозернистой HAZ, и подавляется формирование МА.
[0112] То есть для обеспечения образования зернограничного феррита с долей площади 0,1% или более в структуре металла крупнозернистой HAZ, значение (JI-1,75t) необходимо регулировать на -2,3 или более, и величину (JO-2,42t) необходимо устанавливать на -9,6 или более. Кроме того, для того чтобы доля площади МА стала равной 10% или менее в структуре металла крупнозернистой HAZ, необходимо регулировать значение (JI-1,75t) на 27,8 или менее, и величину (JO-2,42t) необходимо устанавливать на 20,6 или менее.
[0113] Далее, для того чтобы химический состав металла сварного шва находился в пределах вышеописанного диапазона, причем с учетом разбавления компонентами основного материала стальной пластины, сварочная проволока предпочтительно содержит следующие компоненты. То есть сварочная проволока имеет химический состав, содержащий, в % по массе, С: от 0,01 до 0,12%, Si: от 0,05 до 0,5%, Mn: от 1,0 до 2,5%, Ni: от 2,0 до 8,5%, и дополнительно содержит Al: 0,1% или менее, и Ti: 0,05% или менее, и остальное составлено Fe и неизбежными примесями. Кроме того, сварочная проволока может содержать В: от 0,001 до 0,005%, и также может содержать один тип, или два типа или более из Cr, Mo и V в диапазоне Cr+Mo+V: от 1,0 до 5,0%.
[0114] Кроме того, в настоящем изобретении для улучшения круглой формы толстостенной сварной стальной трубы, толстостенную сварную стальную трубу, полученную после сварки основного материала стальной пластины, предпочтительно подвергают экспандированию. В случае улучшения круглой формы толстостенной сварной стальной трубы экспандированием, толстостенную сварную стальную трубу необходимо деформировать до ее пластической области, чтобы степень расширения предпочтительно составляла 0,7% или более. Степень расширения представляет собой величину, в которой значение, полученное делением разности между наружной окружной длиной толстостенной сварной стальной трубы после проведения экспандирования и наружной окружной длиной толстостенной сварной стальной трубы перед экспандированием на наружную окружную длину толстостенной сварной стальной трубы перед экспандированием, выражено в процентах. Когда степень расширения превышает 2%, ударная вязкость как основного материала стальной пластины, так и металла сварного шва ухудшается вследствие пластической деформации. Соответственно этому, степень расширения предпочтительно регулируют на величину от 0,7 до 2,0%.
[Пример]
[0115] Далее результат настоящего изобретения будет разъяснен более конкретно согласно примерам.
Стали из ряда сталей типов от А до R, имеющие приведенные в Таблице 1 химические компоненты, были отлиты для получения стальных заготовок, каждая из которых имела толщину 240 мм. Стали типов от А до М представляют примеры согласно изобретению, и стали типов от N до R представляют собой сравнительные примеры. Следует отметить, что в Таблице 1 (Выражение 1) составляет 0,85×[Mn]-[Mo] ([Mn] [Mo] означают уровни содержания Mn и Mo в [% по массе]). Каждое подчеркивание означает, что значение выходит за пределы диапазона согласно настоящему изобретению.
[0116] [Таблица 1]
[0117] Каждую из этих стальных заготовок использовали нагретыми до температуры нагрева горячей прокатки, показанной в Таблице 2, и при степени обжатия горячей прокатки при температуре 900°С или ниже, показанной в Таблице 2, горячую прокатку выполняли при температуре конечной прокатки Ас3 или выше. Охлаждение водой начинали при начальной температуре не выше, чем температура непосредственно после окончания горячей прокатки, но не ниже 750°С, и каждую из стальных заготовок охлаждали водой до температуры окончания охлаждения водой, показанной в Таблице 2, и получили каждую из стальных пластин основного материала. Следует отметить, что толщины пластин из основного материала стальной пластины после горячей прокатки в рекристаллизационном температурном диапазоне при температурах, превышающих 900°С, составляли от 25 до 45 мм. Следует отметить, что в Таблице 2 степень обжатия представляет собой соотношение толщины пластины перед горячей прокаткой при температуре 900°С или ниже и толщины пластины после окончания горячей прокатки. Каждое подчеркивание означает, что значение выходит за пределы диапазона согласно настоящему изобретению. Кроме того, толщина пластины представляет собой толщину пластины во время сварки перед экспандированием.
[0118] [Таблица 2]
[0119] Затем каждую из полученных стальных пластин основного материала сформовали в трубообразную форму с использованием UO-процесса, и кромочные участки основного материала стальной пластины свели встык, и выполнили дуговую сварку под флюсом с внутренней поверхности основного материала стальной пластины при погонной энергии, показанной в Таблице 2, и затем выполнили дуговую сварку под флюсом с наружной поверхности основного материала стальной пластины при погонной энергии, показанной в Таблице 2, и тем самым стальная пластина основного материала была соединена линейным сварным швом. Каждую из полученных толстостенных сварных стальных труб подвергли экспандированию, и получили толстостенные сварные стальные трубы в Примерах изготовления №№ 1-20, каждая из которых имела наружный диаметр 1016 мм. Среди толстостенных сварных стальных труб в Примерах изготовления №№ 1-20 Примеры изготовления №№ 1-13 представляет собой примеры согласно настоящему изобретению и Примеры изготовления №№ 14-20 представляют собой сравнительные примеры.
[0120] При дуговой сварке под флюсом использовали сварочную проволоку, имеющую химический состав, включающий, в % по массе, С: от 0,01 до 0,12%, Si: от 0,05 до 0,5%, Mn: от 1,0 до 2,5%, Al: 0,1% или менее, Ti: 0,05% или менее, и дополнительно содержащий, при необходимости, Ni: от 2,0 до 8,5%, и один тип, или два типа, или более из Cr, Mo и V в диапазоне Cr+Mo+V: от 1,0 до 5,0%, и содержащий В: от 0,0001 до 0,005%, и остальное составлено Fe и неизбежными примесями, с учетом разбавления основным материалом стальной пластины.
[0121] Из металлов сварных швов толстостенных сварных стальных труб в Примерах изготовления №№ 1-20 были получены образцы, и каждый из них подвергли анализу компонентов, и результаты анализа компонентов показаны в Таблице 3.
[0122] [Таблица 3]
[0123] Из толстостенных сварных стальных труб в Примерах изготовления №№ 1-20 отобрали испытательные образцы с V-образным надрезом согласно стандарту JIS Z 3128, и подвергли их испытанию ударной вязкости по Шарпи при температуре -60°С согласно стандарту JIS Z 2242, и тем самым получили уровень поглощения энергии по Шарпи каждой крупнозернистой HAZ (ударная вязкость при температуре -60°С каждой крупнозернистой HAZ). Результаты этого показаны в Таблице 4. Следует отметить, что испытательные образцы с V-образным надрезом со своим продольным направлением, соответствующим окружному направлению толстостенной сварной стальной трубы, были получены из основного материала стальной пластины в положении на 2 мм ниже от поверхности по направлению толщины пластины со стороны, которую подвергали сварке позже (наружной поверхности). Кроме того, подобно испытательному образцу 15 с V-образным надрезом, показанному в ФИГ. 4, V-образный надрез 16 в испытательном образце 15 с V-образным надрезом был выполнен так, чтобы пересекать линию 3 сплавления в средней части дна V-образного надреза 16. В этой связи, в Таблице 4 каждое подчеркивание означает, что значение выходит за пределы диапазона согласно настоящему изобретению.
[0124] [Таблица 4]
[0125] Каждый круглый стержневидный испытательный образец со своим продольным направлением, соответствующим окружному направлению стальной трубы, получили из толстостенных сварных стальных труб в Примерах изготовления №№ 1-20 и определили предел текучести в направлении растяжения, соответствующем окружному направлению стальной пластины основного материала (предел текучести основного материала стальной пластины). Как показано в ФИГ. 6, положение, из которого получали круглый стержневидный испытательный образец, было выбрано в срединной позиции по толщине основного материала стальной пластины (положение t/2 относительно толщины t) в части под углом 90° или 270° в окружном направлении относительно положения линейного сварного шва вокруг центра О поперечного сечения толстостенной сварной стальной трубы 20 как оси вращения, и диаметр параллельного участка круглого стержневидного испытательного образца составлял 6 мм. Результаты испытания предела текучести показаны в Таблице 4.
[0126] Каждую из микроструктур срединных участков по толщине пластин основного материала стальных пластин толстостенных сварных стальных труб в Примерах изготовления №№ 1-20 наблюдали с помощью оптического микроскопа для измерения долей площади феррита, бейнита и МА, и подтверждения остальной структуры. Размер зерна феррита также измеряли с использованием оптического микроскопа. Результаты этого показаны в Таблице 4. Размер зерна феррита основного материала стальной пластины представляет собой усредненное значение размеров зерен, измеренных методом секущих на поперечных сечениях перпендикулярно поверхности стальной пластины (передней поверхности сваренной стальной трубы) и параллельно продольному направлению стальной трубы (поперечные разрезы L) в положениях на t/4 и 3t/4 относительно толщины t в части под углом 90° или 270° в окружном направлении от положения линейного сварного шва.
[0127] Каждый малый образец был получен из участков вблизи металлов сварных швов толстостенных сварных стальных труб в Примерах изготовления №№ 1-20, и структуру металла крупнозернистой зоны теплового влияния наблюдали с помощью оптического микроскопа для измерения долей площади феррита, бейнита и МА, сформированного на границе бывшего аустенитного зерна и в бывшем аустенитном зерне. Кроме того, долю площади реечного бейнита также измеряли с использованием оптического микроскопа. Результаты этого показаны в Таблице 4.
[0128] В Примерах изготовления №№ 1-13 структура металла основного материала стальной пластины содержит феррит с долей площади от 30 до 95%, с размером зерна 15 мкм или менее, и бейнит, структура металла крупнозернистой HAZ содержит зернограничный феррит с долей площади 0,1% или более, и внутризеренный феррит с долей площади 0,5% или более, и совокупные доли площади зернограничного феррита и внутризеренного феррита составляют 90% или менее, доля площади смешанной структуры из мартенсита и аустенита (МА) составляет 10% или менее, и остальное состоит из бейнита, и предел текучести в направлении растяжения, соответствующем окружному направлению основного материала стальной пластины, составляет 635 МПа или менее, и уровень поглощения энергии крупнозернистой HAZ при температуре -60°С составляет 60 Дж или более, и низкотемпературная ударная вязкость является превосходной.
[0129] В Примере изготовления № 14 содержание Si в основном материале стальной пластины является высоким, и тем самым в крупнозернистой HAZ образуется МА с долей площади, превышающей 10%, приводя к тому, что низкотемпературная ударная вязкость крупнозернистой HAZ снижается.
[0130] Пример изготовления № 15 представляет собой пример, где высоко значение Pcm, прочность слишком высока, и тем самым внутризеренный феррит не образуется в крупнозернистой HAZ, приводя к тому, что снижается низкотемпературная ударная вязкость крупнозернистой HAZ.
[0131] Пример изготовления № 16 представляет собой пример, где баланс Mn и Mo превышает верхний предел согласно (Выражению 1). С другой стороны, Пример Изготовления № 17 представляет собой пример, где баланс Mn и Mo не удовлетворяет нижнему пределу (Выражения 1). В обоих Примерах изготовления №№ 16 и 17 (Выражение 1) не удовлетворяется, так что зернограничный феррит не составляет 1,5% или более в крупнозернистой HAZ, и поэтому низкотемпературная ударная вязкость крупнозернистой HAZ снижается.
[0132] Пример изготовления № 18 представляет собой пример, где количество Al является чрезмерным, и тем самым внутризеренный феррит не образуется в крупнозернистой HAZ, и в крупнозернистой HAZ формируется МА с долей площади, превышающей 10%, приводя к тому, что снижается низкотемпературная ударная вязкость крупнозернистой HAZ.
[0133] Пример изготовления № 19 представляет собой пример, где погонная энергия дуговой сварки под флюсом является малой, и в крупнозернистой зоне теплового влияния не формируется зернограничный феррит, и тем самым снижается низкотемпературная ударная вязкость крупнозернистой HAZ.
[0134] С другой стороны, Пример Изготовления № 20 представляет собой пример, где погонная энергия дуговой сварки под флюсом является высокой, и в крупнозернистой HAZ не формируется зернограничный феррит, и в крупнозернистой HAZ формируется МА с долей площади, превышающей 10%, приводя к тому, что снижается низкотемпературная ударная вязкость крупнозернистой HAZ.
[0135] ФИГ. 7 представляет фотографию, показывающую структуру металла крупнозернистой HAZ малого образца, который получают на участке вблизи металла сварного шва толстостенной сварной стальной трубы в Примере изготовления № 1 и наблюдают в оптический микроскоп. ФИГ. 8 представляет фотографию, показывающую структуру металла крупнозернистой HAZ малого образца, который получают на участке вблизи металла сварного шва толстостенной сварной стальной трубы в Примере изготовления № 17 и наблюдают в оптический микроскоп. Как показано в ФИГ. 9, в Примере изготовления № 1 согласно настоящему изобретению в крупнозернистой HAZ на границах 6 бывшего аустенитного зерна образовался зернограничный феррит 10, и границы 6 бывшего аустенитного зерна были нечеткими. С другой стороны, как показано в ФИГ. 10, в сравнительном Примере изготовления № 17 в крупнозернистой HAZ зернограничный феррит 10 не образовался на границах 6 бывшего аустенитного зерна, и границы 6 бывшего аустенитного зерна были четкими.
[Разъяснение кодовых номеров позиций]
[0136] 1 Наружная поверхность металла сварного шва
2 Внутренняя поверхность металла сварного шва
3 Линия сплавления
4 Крупнозернистая HAZ
5 HAZ
6 Граница бывшего аустенитного зерна
7 Реечный бейнит
8 МА
9 МА как пункт начала трещины
10 Зернограничный феррит
11 Внутризеренный феррит
15 Испытательный образец с V-образным надрезом
16 V-образный надрез
20 Толстостенная сварная стальная труба
Реферат
Изобретение относится к получению толстостенной сварной стальной трубы с толщиной стенки от 25 до 45 мм, имеющей превосходную низкотемпературную ударную вязкость. Труба сформирована из основного материала стальной пластины, свернутой в трубообразную форму и сваренной шовной сваркой с формированием сварного шва и крупнозернистой зоны термического влияния (ЗТВ), при этом основной материал стальной пластины имеет следующий химический состав, мас.%: С от 0,03 до 0,085, Mn от 1,45 до 1,85, Ti от 0,005 до 0,020, Nb от 0,005 до 0,050, О от 0,0005 до 0,005, Si 0,15 или менее, Al 0,015 или менее, Р 0,02 или менее, S 0,005 или менее, Mo 0,20 или менее, Fe и неизбежные примеси - остальное. Структура металла основного материала стальной пластины состоит из феррита с долей площади от 30 до 95%, мартенсит, бейнит и мартенситно-аустенитный компонент (МА) остальное, а в структуре металла крупнозернистой ЗТВ доля площади зернограничного феррита составляет 1,5% или более, общая доля площади зернограничного феррита и внутризеренного феррита составляет не менее 11%, но не более 90%, доля площади МА составляет 10% или менее, и остальное количество составляет бейнит. 3 н. и 10 з.п. ф-лы, 10 ил., 4 табл., 1 пр.
Формула
С: от 0,03 до 0,085
Mn: от 1,45 до 1,85
Ti: от 0,005 до 0,020
Nb: от 0,005 до 0,050
О: от 0,0005 до 0,005
Si: 0,15 или менее
Al: 0,015 или менее
Р: 0,02 или менее
S: 0,005 или менее
Mo: 0,20 или менее,
Fe и неизбежные примеси - остальное,
а содержания Mn и Mo, и значения показателя Pcm, составляющего от 0,16 до 0,19, удовлетворяют выражениям (1) и (2):
1,2325 ≤ (0,85×[Mn] - [Mo]) ≤ 1,5215 (1)
Pcm=[C] + [Si]/30 + ([Mn]+[Cu]+[Cr])/20 + [Ni]/60 + [Mo]/15 + [V]/10 (2),
где [C], [Si], [Mn], [Cu], [Cr], [Ni], [Mo] и [V] обозначают уровни содержания C, Si, Mn, Cu, Cr, Ni, Mo и V [мас.%],
причем структура металла основного материала стальной пластины состоит из феррита с долей площади от 30 до 95%, остальное - мартенсит, бейнит и мартенситно-аустенитный компонент (МА), а в структуре металла крупнозернистой ЗТВ доля площади зернограничного феррита составляет 1,5% или более, общая доля площади зернограничного феррита и внутризеренного феррита составляет не менее 11% и не более 90%, доля площади МА составляет 10% или менее, и остальное количество составляет бейнит.
Cu: 0,70 или менее и
Ni: 0,70 или менее.
Cr: 1,00 или менее
V: 0,10 или менее
Zr: 0,05% или менее и
Ta: 0,050 или менее.
Mg: 0,0100 или менее
Са: 0,0050 или менее и
REM: 0,0050 или менее.
С: от 0,04 до 0,09
Si: от 0,01 до 0,35
Mn: от 1,5 до 2,0,
Al: от 0,002 до 0,030
Ti: от 0,003 до 0,030
О: от 0,0005 до 0,030
Р: 0,02 или менее
S: 0,005 или менее
дополнительно содержит один или несколько, мас.%,
Ni: от 0,2 до 1,0
Cr+Mo+V: от 0,2 до 1,0 и
В: от 0,0001 до 0,0050
Fe и неизбежные примеси - остальное.
формируют заготовку основного материала стальной пластины путем отливки стали, имеющей химический состав, мас.%:
С: от 0,03 до 0,085
Mn: от 1,45 до 1,85
Ti: от 0,005 до 0,020
Nb: от 0,005 до 0,050
О: от 0,0005 до 0,005
Si: 0,15 или менее
Al: 0,015 или менее
Р: 0,02 или менее
S: 0,005 или менее
Mo: 0,20 или менее
Fe и неизбежные примеси - остальное,
в котором содержания Mn и Mo, и значения показателя Pcm, составляющего от 0,16 до 0,19, удовлетворяют выражениям (1) и (2):
1,2325 ≤ (0,85×[Mn] - [Mo]) ≤ 1,5215 (1)
Pcm=[C] + [Si]/30 + ([Mn] + [Cu] + [Cr])/20 + [Ni]/60 + [Mo]/15 + [V]/10 (2),
где [C], [Si], [Mn], [Cu], [Cr], [Ni], [Mo] и [V] обозначают содержания C, Si, Mn, Cu, Cr, Ni, Mo и V [мас.%],
нагревают полученную стальную заготовку до температуры от 950 до 1150°С, подвергают горячей прокатке при температуре конечной прокатки Ar3 или выше, и охлаждают водой до температуры 600°С или ниже с получением стальной пластины,
формуют пластину в трубообразную форму,
сводят встык кромочные участки основного материала стальной пластины для проведения шовной дуговой сварки под флюсом внутренней и наружной поверхностей основного материала стальной пластины, при этом шовную сварку кромочных участков основного материала стальной пластины выполняют при погонной энергии с внутренней поверхности JI [кДж/см], погонной энергии с наружной поверхности JO [кДж/см] и толщине пластины t [мм], удовлетворяющим соотношениям (3) и (4):
-2,3 ≤ JI-1,75t ≤ 27,8 (3)
-9,6 ≤ JO-2,42t ≤ 20,6 (4).
С: от 0,03 до 0,085
Mn: от 1,45 до 1,85
Ti: от 0,005 до 0,020
Nb: от 0,005 до 0,050
О: от 0,0005 до 0,005
Si: 0,15 или менее
Al: 0,015 или менее
Р: 0,02 или менее
S: 0,005 или менее
Mo: 0,20% или менее
Fe и неизбежные примеси - остальное,
в котором содержания Mn и Mo, и значения показателя Pcm, составляющего от 0,16 до 0,19, удовлетворяют выражениям (1) и (2):
1,2325 ≤ (0,85×[Mn] - [Mo]) ≤ 1,5215 (1)
Pcm=[C] + [Si]/30 + ([Mn] + [Cu] + [Cr])/20 + [Ni]/60 + [Mo]/15 + [V]/10 (2),
где [C], [Si], [Mn], [Cu], [Cr], [Ni], [Mo] и [V] обозначают содержания C, Si, Mn, Cu, Cr, Ni, Mo и V [мас.%],
причем структура металла пластины состоит из феррита с долей площади от 30 до 95%, причем остальное - мартенсит, бейнит и МА.
Комментарии