Пресс для удержания ярма магнитопровода при сварке - RU2010691C1
Код документа: RU2010691C1
Чертежи





Описание
Изобретение относится к сварке и может быть использовано при изготовлении ярма магнитопровода.
Ярма, для которых предназначено устройство, в соответствии с изобретением получают путем сварки двух полуярм, положенных одно на другое. Каждое полуярмо содержит пакет из примерно 1800 листов, имеющих строго полукруглую форму, причем каждый из листов имеет толщину 5 мм, что дает общую длину полуярма около 9 м. Полуярма должны быть сварены друг с другом для получения цилиндрического ярма. Сварку осуществляют по двум противоположным образующим наружной поверхности ярма в месте стыка сопрягающихся поверхностей полуярм. Чтобы избежать деформации ярма, сварку проводят одновременно по обеим образующим.
После завершения сварки не должно оставаться сколько-нибудь заметного зазора между сопрягающимися поверхностями соответствующих листов в двух пакетах полуярм. Поэтому во время сварки два полуярма прижимают друг к другу. Усилие прижатия прикладывают к полуярмам в подходящих местах на наружных контурах листов.
Поскольку полуярма изготавливают из большого количества листов, то усилие прижатия необходимо прикладывать по всей длине свариваемого ярма с обеспечением насколько возможно большей равномерности, что означает, что нажимные поверхности используемого пресса и прижимы, действующие на опорные площадки, образованные на листах, не должны, насколько это возможно, подвергаться деформациям под нагрузкой.
Цель изобретения - улучшение условий сжатия свариваемых деталей и их сварки.
На фиг. 1 показан общий вид предлагаемого пресса; на фиг. 2 - то же, вид сверху; на фиг. 3 - то же, поперечный разрез; на фиг. 4 - привод пресса; на фиг. 5 - вид в разрезе, ярмо электромагнита, зажатое в прессе, разрез; на фиг. 6 - график, иллюстрирующий упругие свойства материала, используемого для изготовления деформируемых подушек пресса.
Описываемый пресс предназначен для сварки двух установленных одно на другое полуярм 1 и 2 для получения магнитного ярма (магнитопровода) 3, имеющего ось Х. Каждое полуярмо состоит из пакета листов, вырезанных в форме полукольца и имеющих на наружном диаметре два разнесенных на некоторый угол выреза 4 и два концевых скоса, предназначенных для образования при наложении одного полуярма на другое соответствующих разделок 5 для сварки.
Пресс содержит станину 6, две колонны 7, соединенные с соответствующими колоннами на противоположной стороне посредством поперечин 8. Поперечины 8 несут на себе балку 9 коробчатого типа, проходящую в направлении оси Х и образующую вместе с колоннами и станиной первую неподвижную раму 10 пресса.
Местоположение колонн 7 и поперечин 8 относительно балки 9 таково, что при равномерной нагрузке балка 9 деформируется до одинакового минимального прогиба в середине и на концах. На стороне балки 9, обращенной к полуярму 1, образована по существу плоская нажимная поверхность 11. На нажимной поверхности 11 смонтирован первый прижим 12, подвешенный к раме 10 посредством тросовой системы 13, огибающей блоки 14. Сверху на балке 9 установлен линейный двигатель в виде гидроцилиндра 15, связанный с тросовой системой 13 для подъема или опускания прижима.
Прижим 12 состоит из стола 16, установленного параллельно нажимной поверхности 11, и двух параллельных ребер 17, расположенных строго перпендикулярно к столу. Ребра 17 выполнены с возможностью сцепления с опорными поверхностями, образованными вырезами 4 в верхнем полуярме 1. Описанный способ плавающего подвешивания верхнего прижима позволяет широкие допуски установки ярма, подлежащего сварке, на прессе. На обеих сторонах прижима 12 установлены соответственные направляющие 18 для перемещения сварочных головок 19, содержащих горелки для дуговой сварки вольфрамовым электродом в среде инертного газа. Установка направляющих 18 непосредственно на верхнем прижиме 12 обеспечивает, хотя и грубо, совмещение траекторий прохождения сварочных головок 19 вдоль разделки 5.
На прессе установлена также с возможностью движения относительно первой рамы 10 вторая рама 20. Рама 20 содержит балку 21, которая проходит параллельно балке 9 рамы 10, и две поперечины 22, скрепленные с балкой 21 и расположенные в местах, соответствующих местоположению поперечин 8. Рама 20 подвешена к раме 10 посредством соединительных тяг 23, проходящих сквозь соответственные поперечины 8 и 22 и направляемых вдоль колонн 7 посредством башмаков 24, установленных на свободных концах поперечин 22.
Балка 21 имеет плоскую верхнюю сторону, образующую нажимную поверхность 25, расположенную напротив нажимной поверхности 11 на балке 9 и проходящую параллельно этой поверхности. Нажимная поверхность 25 предназначена для установки нижнего прижима 26, подобного по конструкции верхнему прижиму 12 и также состоящего из плоского стола 27, перпендикулярных ему ребер 28, выполненных с возможностью сцепления с соответствующими опорными поверхностями, образованными вырезами 4 в нижнем полуярме 2. Целесообразно один из прижимов 12 и 26 выполнять более жестким в продольном направлении для обеспечения базы для листов, составляющих ярмо 3.
Нижний прижим 26 установлен с возможностью перемещения по рольгангу 29. При перемещении одного прижима 26 в зону над нажимной поверхностью 25 балки 21 другой прижим 26 выведен из пресса для выгрузки сваренного ярма или для загрузки нового комплекта полуярм для сварки.
Для их перемещения в прессе прижимы 26 снабжены поддерживающими колесами 30, установленными вдоль стола 27. Дополнительные поддерживающие колеса 31 установлены на рольганге 32, смонтированном на станине 6 и являющимся продолжением рольганга 29.
Между каждой нажимной поверхностью и соответственными прижимами 12 и 26 установлена упруго деформируемая подушка 33, действующая как регулятор деформации под нагрузкой для соответственных нажимных поверхностей. Подушки 33 выполнены из листового пенополиуретана с замкнутыми порами, прикрепленного к соответствующей нажимной поверхности. Этот материал имеет кривую упругости, показанную на фиг. 6, где по оси абсцисс отложена упругая деформация в процентах, а по оси ординат - удельная нагрузка, приложенная к материалу, причем кривая характерна тем, что ее средний участок имеет меньший наклон, чем у кривой упругости традиционно используемых эластичных материалов (на фиг. 6 показана для сравнения кривая упругости для резины).
Это означает, что в рабочей области этот материал проявляет относительно высокую податливость (упругую деформацию) для относительно небольших приростов удельной нагрузки.
Таким образом, поведение пенополиуретана в рабочей области близко к гидростатическому в том смысле, что будучи сжат между двумя поверхностями, подвергаемыми деформации (но небольшой), материал передает приблизительно одинаковое давление ко всем точкам на упомянутых поверхностях.
Наличие подушек 33 позволяет допускать максимальные продольные деформации под нагрузкой (прогибы) рам 10 и 20, равные приблизительно 0,4-0,5 мм, при силе сжатия полуярм около 396 т. Такие деформации имеют место в середине и на концах поперечин 8 и 22 и компенсируются упругой деформацией подушек 33.
Реальные испытания показывают, что среднее упругое сжатие под нагрузкой равно около 35% толщины подушки 33, что эквивалентно уменьшению толщины в ненагруженном состоянии приблизительно на 7 мм. В упомянутом нагруженном состоянии колебания давления (при измерении вдоль по ярму) составляют порядка 5% .
Последнее значение оказывается более чем достаточным для обеспечения требуемого давления между соответствующими листами полуярм для удержания зазоров между расположенными напротив друг друга листами после сварки в допускаемых пределах.
В описанном примере подушка 33 установлена между каждой нажимной поверхностью и соответственным прижимом, но очевидно, что упруго деформируемой подушкой может быть снабжена только одна нажимная поверхность. В этом случае прижим, контактирующий с нажимной поверхностью без подушки 33, должен быть способен упруго подаваться (деформироваться) в степени, достаточной для компенсации деформаций соответственной рамы. Этот модифицированный вариант пресса предназначен для ограничения возможных деформаций кручения ярма с допущением при этом ограниченных продольных деформаций.
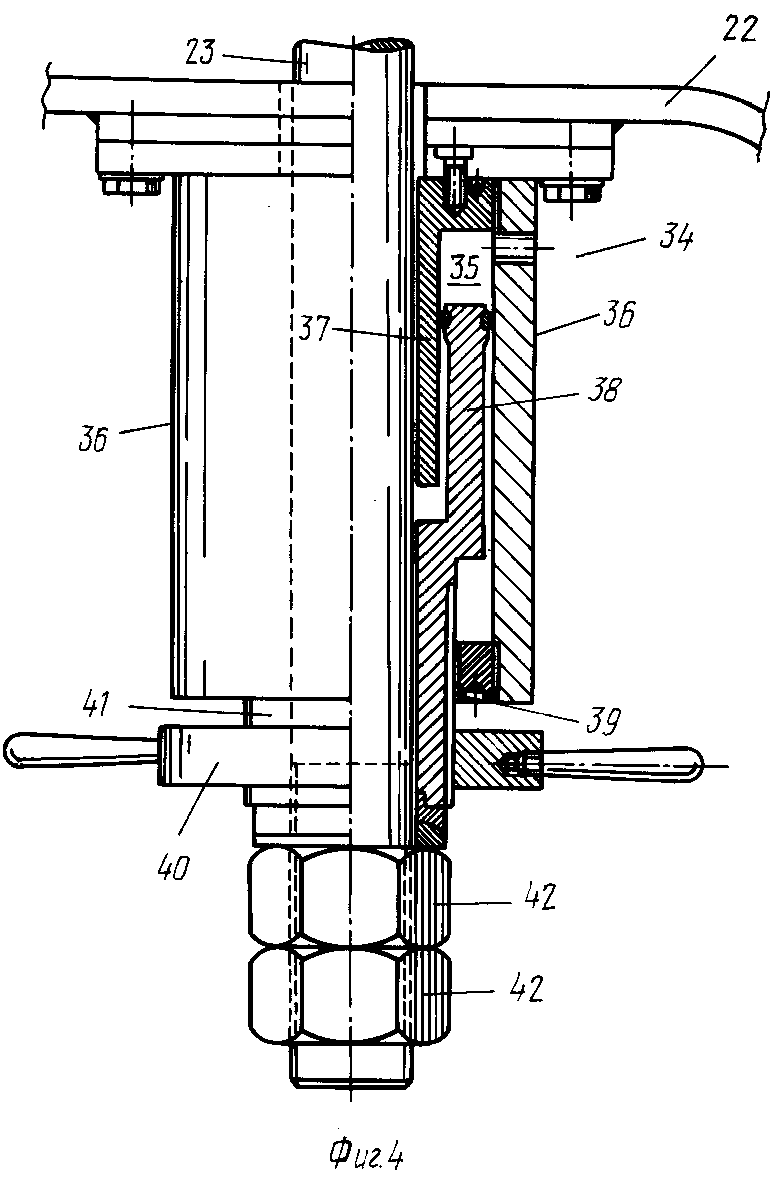
Как показано на фиг. 3 и 4, между каждой соединительной тягой 23 и нижней рамой 20 действует в качестве движущего средства гидравлический цилиндр 34, установленный на соответствующей тяге 23 соосно с ней. Каждый цилиндр 34 имеет кольцевую камеру 35, образованную между двумя соосными цилиндрическими стаканами 36 и 37, закрепленными на поперечине 22, и полый цилиндрический плунжер 38, плотно установленный с возможностью скольжения в камере 35.
Наружный цилиндрический стакан 36 имеет снабженный фланцем свободный конец 39, являющийся упором для круглой гайки 40, навинченной на снабженный резьбой свободный конец 41 плунжера 38. Соответствующая тяга 23 входит с возможностью скольжения во внутренний цилиндрический стакан 37 и плунжер 38 и снабжена концевыми упорами 42, состоящими из гаек и стопорных гаек. Между концевыми упорами 42 и соответствующим концом плунжера 38 установлен шаровой шарнир, освобождающий тягу 23 от изгибающих напряжений.
До начала циклов загрузки, сдавливания и сварки двух полуярм 1 и 2 в ярмо 3 нижняя рама 20 лежит на опорах регулируемой высоты, стоящих вертикально на станине 6, причем гидроцилиндры 34 находятся в сдвинутом состоянии, а один из двух нижних прижимов 26 находится в зоне расположения нажимной поверхности 25 и опирается на поддерживающие колеса 31 рольганга 32. Другой нижний прижим 26 в это время находится на рольганге 29 вне пресса и готов для приема двух поставленных одно на другое полуярм 1 и 2. Верхний прижим 12 находится в поднятом к верхней нажимной поверхности 11 положении под действием тросовой системы 13, а сварочные головки 19 находятся на нижнем пределе хода на одном из концов пресса.
Рабочий цикл пресса состоит в следующем.
Нижнее полуярмо 2 укладывают на нижний прижим 26, вводя опорные поверхности, образованные вырезами 4, в сцепление с ребрами 28. Загрузку нижнего полуярма 2 на прижим 26 производят посредством какого-либо подходящего традиционного средства, например, посредством мостового крана. Используя то же самое средство, на нижнее полуярмо 2 устанавливают верхнее полуярмо 1, совмещая их друг с другом. Затем полученное ярмо 3, уже готовое для сварки, затягивают посредством снабженной лебедкой приводной системы для прижимов 26 по рольгангу 29 в пресс на балку 21. Одновременно нижний прижим 26, который находится внутри пресса, вытаскивают из последнего и устанавливают на место погрузки нового ярма 3, подлежащего сварке.
Затем опускают верхний прижим 12 на верхнее полуярмо 1, вводя ребра 17 в сцепление с опорными поверхностями, образованными вырезами 4. После этого ярмо 3 зажимают, подавая гидравлическое давление в кольцевые камеры 35 четырех гидроцилиндров 34.
После приведения нажимной поверхности 25 в контакт с нижним прижимом 26 движущаяся рама 20 заканчивает холостой ход и, продолжая дальнейшее движение в направлении к верхней раме 10, поднимает прижим 26 от рольганга 32.
Таким образом, верхний прижим 12 контактирует с подушкой 33 на нажимной поверхности 11 неподвижной верхней рамы 10.
В это время в результате подачи дополнительной жидкости под давлением в цилиндры 34 происходит собственно сдавливание ярма 3. Листы пенополиуретана, составляющие подушки 33, сжимаются приблизительно на 35% . Это значение деформации находится в рабочем диапазоне значений для пенополиуретана, в котором последний ведет себя гидростатически. Этому значению деформации соответствует общее усилие сдавливания, составляющее примерно 396 т для ярма указанных выше размеров. По достижении требуемого усилия сдавливания действие гидроцилиндров автоматически прекращают посредством известного устройства управления.
Поскольку последующие операции сварки могут длиться несколько часов и можно ожидать, что они могут быть по разным причинам прерваны и возобновлены позже, причем интервалы между прерыванием и возобновлением операций могут длиться в течение часов или даже одного или нескольких дней, то гидроцилиндры могли бы быть заблокированы в раздвинутом состоянии, достигнутом во время сжатия полуярм, путем завинчивания круглой гайки 40 на резьбовом конце 41 плунжера 38 до тех пор, пока гайка 40 не упрется в свободный конец 39 цилиндрического стакана 36.
Оператор блокирует четыре цилиндра 34 вручную путем завинчивания круглых гаек 40 с помощью ручек, предусмотренных на них для этой цели.
Таким образом, путем блокировки гидроцилиндров можно неограниченно долго сохранять нужное усилие сдавливания, независимо от работы других устройств машины, включая подачу жидкости под давлением в цилиндры 34. Действительно, после завинчивания круглых гаек 40 давление жидкости, подаваемой в цилиндры 34, может быть сброшено.
Таким образом, ярмо 3 продолжает быть сдавленным даже в случае отключения энергии, перерывов в работе, переключений и т. д. После завершения указанных операций вводят в действие сварочные головки 19.
Остается отметить, что оператор на протяжении всего этапа сварки имеет возможность свободного доступа к месту сварки и его осмотра и может неограниченно производить любые необходимые проверки.
После завершения сварки опять подают давление в гидроцилиндры 34 для обеспечения возможности ослабления затяжки круглых гаек 40. Они должны быть отвинчены в степени, достаточной для обеспечения возможности посадки рамы 20 на специально предусмотренные регулируемые по высоте опоры на станине. Затем, выпуская жидкость из гидроцилиндров 34, опускают подвижную раму 20, чтобы посадить прижим 26 обратно на рольганг 32. После этого сваренное ярмо 3 вытаскивают из пресса по рольгангу 29 вместе с прижимом 26, на котором оно установлено, и одновременно затаскивают в пресс другой прижим 26 и новое ярмо.
К преимуществам пресса в соответствии с изобретением (особо ценным из которых является его простая конструкция) относятся то, что не требуется никакого точного совмещения для установки ярма под прессом, и то, что ярмо может быть оставлено в сжатом состоянии в течение неограниченного периода времени без подвода энергии к нему или давления жидкости к цилиндрам 34.
Преимуществом является также неограниченная возможность доступа к ярму во время сварки и то, что исключена возможность попадания на свариваемое ярмо масла, утекающего из цилиндров 34, и загрязнения его этим маслом. (56) Заявка ФРГ N 1955989, кл. 49 L 37/04, 1971.
Реферат
Использование: при изготовлении ярма магнитопровода сваркой. Пресс содержит две рамы с нажимными поверхностями и прижимами. Между прижимами и нажимными поверхностями установлены упругие деформируемые подушки. Рамы соединены тягами с устройством для стопорения. Привод рам выполнен в виде гидроцилиндов. 5 з. п. ф-лы, 6 ил.
Комментарии