Способ получения сваренного угловым швом соединения и полученное дуговой сваркой соединение угловым швом - RU2617307C2
Код документа: RU2617307C2
Чертежи






Описание
[0001] Настоящее изобретение относится к способу получения сваренного угловым швом соединения, и к полученному дуговой сваркой соединению угловым швом, и предпочтительно для применения, в частности, при дуговой сварке угловым швом многочисленных металлических деталей.
УРОВЕНЬ ТЕХНИКИ
[0002] В автомобильной отрасли, например, наряду с сокращением потребления топлива путем снижения веса кузовов транспортных средств из соображений охраны окружающей среды, требуется повышение безопасности при столкновении. Таким образом, до настоящего времени разнообразными путями практиковались применение высокопрочных стальных листов для сокращения толщины и оптимизация конструкций кузова транспортного средства, чтобы достигнуть снижения веса кузовов транспортных средств и повышения безопасности при столкновении.
[0003] Для снижения веса кузовов транспортных средств также необходимо, чтобы высокопрочные стальные листы имели высокое сопротивление усталости. Как правило, усталостная прочность исходного материала, используемого для сварной детали, повышается пропорционально прочности стального листа, но известно, что усталостная прочность сварного соединения лишь незначительно возрастает, даже когда прочность стального листа увеличивается. Это препятствует снижению веса кузовов транспортных средств использованием высокопрочных стальных листов.
[0004] Особенно важной усталостная прочность становится для деталей основания кузова, в частности, таких как рычаги подвески и подрамники кузова. Для приваривания этих деталей основания кузова часто применяют дуговую сварку угловым швом. Таким образом, чтобы достигнуть снижения веса деталей основания кузова, становится важной задачей повышение усталостной прочности образованных дуговой сваркой угловых соединений.
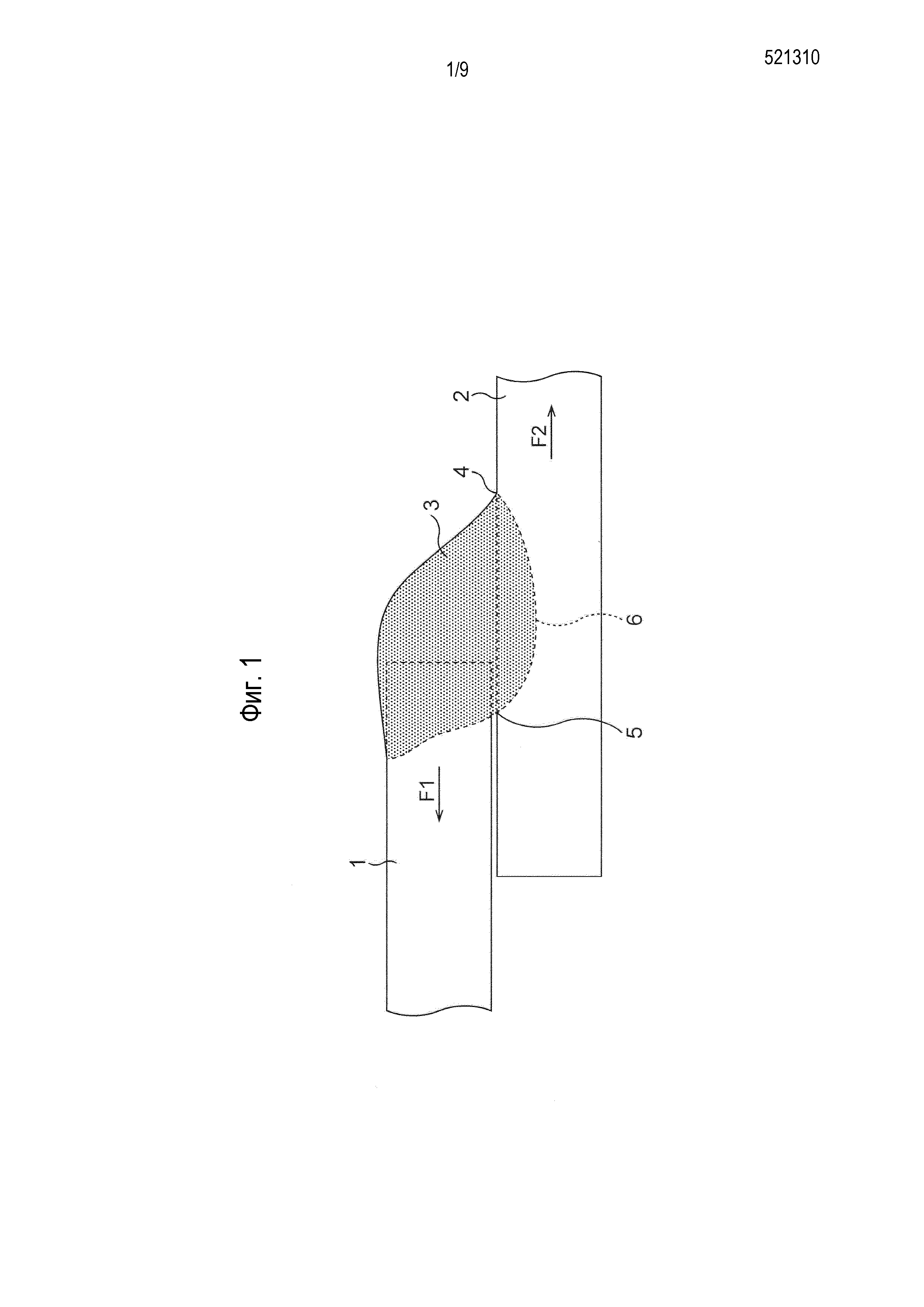
[0005] Фиг. 1 показывает в разрезе форму типичного углового шва сварного нахлесточного соединения, сформированного перекрыванием верхнего стального компонента 1 и нижнего стального компонента 2 и сваркой только углового стыка одной стороны угловых стыков, образованных обеими сторонами примыкающих друг к другу участков верхнего стального компонента 1 и нижнего стального компонента 2. В таком угловом шве сварного нахлесточного соединения напряжение концентрируется на кромке 4 лицевой поверхности шва и на корневом участке 5 углового сварного шва 3, и усталостная трещина распространяется по направлению перпендикулярно нагрузке, и в результате этого сварное соединение разрушается. Поэтому для повышения усталостной прочности становится важным снижение концентрации напряжений на кромке 4 лицевой поверхности шва и на корневом участке 5. Кстати, в последующем разъяснении угловой сварной шов при необходимости называется угловым наплавным валиком.
[0006] По обыкновению, в качестве средства повышения усталостной прочности углового сварного шва выполняют приваривание упрочняющего элемента, такого как ребро, в/на надлежащее положение профиля, отделку кромки лицевой поверхности сварного шва прошлифовыванием, выполнение декоративной наплавки, и тому подобные, и тому подобные. Однако приваривание дополнительной детали ведет к возрастанию стоимости. Кроме того, для отделки кромки лицевой поверхности шва требуется дополнительная работа. Таким образом, эти средства не нашли технического применения в изготовлении изделий серийного производства, таких как автомобильные части.
[0007] Кроме того, в отношении способа сварки, в Патентных Документах 1 и 2 предлагается способ снижения концентрации напряжений на кромке лицевой поверхности шва.
В Патентном Документе 1 раскрыт способ снижения концентрации напряжений на кромке лицевой поверхности шва и повышения усталостной прочности путем оптимизации компонентов химического состава металла сварного шва, для увеличения радиуса кривизны кромки лицевой поверхности шва.
В Патентном Документе 2 представлена структура сварного шва, в которой валик сварного шва удлиняют, когда концевая поверхность еще одного стального листа примыкает встык с образованием Т-образного поперечного сечения, и на обеих сторонах стыкового соединения формируют угловой наплавной валик.
[0008] В Патентном Документе 3 описано, что, когда состыковывают поверхность листа пластинчатой детали и прямоугольную деталь, и выполняют сварку угловым швом относительно всех участков кромок прямоугольной детали в контакте с пластинчатой деталью, на угловых стыках прямоугольной детали формируют линейные участки сварного шва, крестообразно пересекающиеся друг с другом.
[0009] Однако даже с использованием способов, раскрытых в Патентных документах 1-3, нельзя ожидать эффекта снижения концентрации напряжений на корневом участке 5 типизированного углового шва сварного нахлесточного соединения, сформированного сваркой только одной стороны перекрывающихся участков стальных листов 1 и 2, показанного в Фиг. 1.
Кроме того, в способе, представленном в Патентном Документе 2, валик сварного шва является удлиненным, и тем самым повышаются значения усталостной прочности в начальной точке сварки (начальном кромочном участке) валика сварного шва и в конечной точке сварки (концевом кромочном участке) сварного шва. Однако это незначительно проявляется в повышении усталостной прочности на промежуточном участке сварного шва.
[0010] Кроме того, в способе, раскрытом в Патентном Документе 3, увеличивают число начальных точек сварки, чтобы они оставались независимыми вблизи углового наплавного валика. Форма кромки лицевой поверхности шва в начальной точке сварки является выступающей наружу, и тем самым получается крутой угол наклона выступа, так что напряжение легко концентрируется в начальной точке сварки, если начальная точка сварки существует независимо.
[0011] Что касается вышеизложенного, в способах, представленных в Патентных Документах 1-3, затруднительно предотвратить возникновение усталостной трещины, когда сварную конструкционную деталь, такую как деталь основания автомобильного кузова, к которой прилагается циклическая нагрузка, формируют из сваренных угловым швом металлических листов, имеющих малую толщину листа.
СПИСОК ЦИТИРОВАННОЙ ЛИТЕРАТУРЫ
ПАТЕНТНАЯ ЛИТЕРАТУРА
[0012] Патентный Документ 1: Японская выложенная патентная публикация №06-340947
Патентный Документ 2: Японская выложенная патентная публикация №09-253843
Патентный Документ 3: Японская выложенная патентная публикация №51-14844
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
ТЕХНИЧЕСКАЯ ПРОБЛЕМА
[0013] Таким образом, цель настоящего изобретения состоит в том, чтобы сделать возможным предотвращение возникновения трещины, вызванной усталостью сварной конструкционной детали, сформированной из сваренных угловым швом металлических деталей, имеющих малую толщину листа.
РАЗРЕШЕНИЕ ПРОБЛЕМЫ
[0014] Способ получения сваренного угловыми швами соединения согласно настоящему изобретению представляет собой способ формирования сваренного угловыми швами соединения с помощью дуговой сварки с использованием углового сварного шва по меньшей мере на отдельном участке угловых стыков, которые представляют собой концевые области участка сопряжения по меньшей мере одной области из поверхности листа и торцевой части по толщине листа одной металлической детали, и части поверхности листа другой металлической детали, и имеют по меньшей мере один поворотный участок по меньшей мере в одной их области, причем способ включает стадии, в которых: формируют угловой наплавной валик относительно области, включающей поворотный участок углового стыка, с помощью дуговой сварки угловым швом; и формируют придающий жесткость наплавной валик в одном месте или во многих местах по меньшей мере одного поворотного участка с использованием дуговой сварки, отличающейся от дуговой сварки угловым швом, таким образом, что начальная точка сварки или конечная точка сварки придающего жесткость наплавного валика перекрывается с угловым наплавным валиком, причем придающий жесткость наплавной валик формируют по направлению к той металлической детали из одной металлической детали и другой металлической детали, в которой возникает большее растягивающее напряжение, когда к образованному дуговой сваркой угловому соединению, сформированному в таком же состоянии, как состояние образованного дуговой сваркой углового соединения, за исключением того обстоятельства, что не образован придающий жесткость наплавной валик, прилагается циклическая нагрузка, приложение которой предполагается в месте образованного дуговой сваркой углового соединения, и по меньшей мере одна металлическая деталь из одного металлического элемента и другого металлического элемента сформирована из металлического листа, имеющего толщину листа 3,2 мм или менее.
[0015] Сваренное угловыми швами соединение согласно настоящему изобретению представляет собой полученное дуговой сваркой угловое соединение, сформированное сваркой угловыми швами по меньшей мере на отдельном участке угловых стыков, которые представляют собой концевые области участка сопряжения по меньшей мере одной области из поверхности листа и торцевой части по толщине листа одной металлической детали, и части поверхности листа другой металлической детали, и имеют по меньшей мере один поворотный участок по меньшей мере в одной их области, причем сваренное угловыми швами соединение включает: угловой наплавной валик, сформированный относительно области, содержащей поворотный участок углового стыка, с использованием дуговой сварки угловым швом; и придающий жесткость наплавной валик в одном месте или во многих местах по меньшей мере одного поворотного участка с использованием дуговой сварки, отличающейся от дуговой сварки угловым швом, причем придающий жесткость наплавной валик формируют таким образом, что начальная точка сварки или конечная точка сварки придающего жесткость наплавного валика перекрывается с угловым наплавным валиком, и его формируют по направлению к той металлической детали из одной металлической детали и другой металлической детали, в которой возникает большее растягивающее напряжение, когда к образованному дуговой сваркой угловому соединению, сформированному в таком же состоянии, как состояние образованного дуговой сваркой углового соединения, за исключением того обстоятельства, что не образован придающий жесткость наплавной валик, прилагается циклическая нагрузка, приложение которой предполагается в месте образованного дуговой сваркой углового соединения, и по меньшей мере одна металлическая деталь из одного металлического элемента и другого металлического элемента сформирована из металлического листа, имеющего толщину листа 3,2 мм или менее.
ПРЕИМУЩЕСТВЕННЫЕ ЭФФЕКТЫ ИЗОБРЕТЕНИЯ
[0016] Согласно настоящему изобретению, можно предотвратить возникновение трещины, вызванное усталостью сварной конструкционной детали, образованной сваркой угловым швом металлических деталей, выполненных из листа с малой толщиной.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0017] Фиг. 1 представляет вид, показывающий в разрезе форму углового шва сварного нахлесточного соединения;
Фиг. 2 представляет вид, показывающий испытательный образец, на котором сформирован угловой шов сварного нахлесточного соединения;
Фиг. 3 представляет вид, показывающий продолжительности (число циклов) усталостной долговечности в случае, когда придающий жесткость наплавной валик не сформирован, и в случае, когда сформирован придающий жесткость наплавной валик;
Фиг. 4 представляет вид, показывающий продолжительность (число циклов) усталостной долговечности в соответствии с разностью между твердостью придающего жесткость наплавного валика и максимальной твердостью стального листа;
Фиг. 5 представляет вид, показывающий первый пример сварной конструкционной детали;
Фиг. 6 представляет вид, показывающий второй пример сварной конструкционной детали;
Фиг. 7 представляет вид, показывающий третий пример сварной конструкционной детали;
Фиг. 8 представляет вид, показывающий четвертый пример сварной конструкционной детали;
Фиг. 9 представляет вид, показывающий пятый пример сварной конструкционной детали;
Фиг. 10 представляет вид, показывающий шестой пример сварной конструкционной детали.
ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
[0018] С использованием чертежей будет приведено подробное разъяснение вариантов исполнения сваренного угловыми швами соединения и способа его формирования согласно настоящему изобретению.
Когда тонкие стальные листы, например, для автомобиля, сваривают угловым швом, то иногда размещают только один угловой сварной шов (не на передней и задней сторонах), но на одной стороне тонких стальных листов из соображений производительности.
[0019] Например, когда один тонкий стальной лист его торцом по толщине присоединяют впритык к поверхности другого тонкого стального листа для проведения сварки угловым швом, то является общепринятым, что выполнение дуговой сварки угловым швом предполагается только в угловом стыке на одной стороне углового стыка, образованного обеими сторонами сопряженных участков одного тонкого стального листа и другого тонкого стального листа (смотри Фиг. 5-8, которые будут описаны позже).
[0020] Кроме того, даже когда участок поверхности одного тонкого стального листа примыкает к участку поверхности другого тонкого стального листа при выполнении углового шва сварного нахлесточного соединения, является обычной практикой, что проведение дуговой сварки угловым швом предполагается только в угловом стыке на одной стороне угловых стыков, образованных обеими сторонами сопряженных участков одного тонкого стального листа и другого тонкого стального листа (смотри Фиг. 9 и Фиг. 10, которые будут описаны позже).
[0021] Это обусловливается существованием такой проблемы, что, когда одну сторону (переднюю сторону) углового стыка (участка соединения) приваривают угловым швом, и затем вскоре проводят сварку угловым швом противоположной стороны (задней стороны) листов, сам стальной лист проплавляется, поскольку стальные листы не охладились вследствие малой толщины листа.
Между тем, угловой стык (участок соединения) представляет собой кромочную область сопряженного участка по меньшей мере одной области из поверхности листа и торцевой части по толщине листа одной металлической детали, и поверхности другой металлической детали. Дуговую сварку угловым швом выполняют в отношении по меньшей мере отдельного участка такого углового стыка (участка соединения).
[0022] Итак, авторы настоящего изобретения провели усталостное испытание сварной конструкционной детали, в которой на угловых стыках (участках соединения), образованных обеими сторонами сопряжения двух стальных деталей, из которых по меньшей мере одна из стальных деталей представляла собой тонкий стальной лист, имеющий толщину листа 3,2 мм или менее, сварку угловым швом выполняли только на одной стороне углового стыка (участка соединения). В результате оказалось, что иногда в угловом наплавном валике такой сварной конструкционной детали возникает усталостная трещина. В нижеследующем разъяснении угловой стык (участок соединения) одной стороны углового стыка (участка соединения), образованного обеими сторонами сопряжения двух стальных деталей, сообразно необходимости будет называться «угловым стыком (участком соединения) одной стороны».
[0023] Как было описано выше, сварная конструкционная деталь, такая как деталь основания кузова, имеет место сварки, где угловой сварной шов создают не обеих сторонах углового стыка (участка соединения), но на одном угловом стыке (участке соединения), вследствие конструкции детали. Предполагается, что усталостная трещина скорее всего возникает в таком месте сварки. Таким образом, авторы настоящего изобретения исследовали ситуацию с образованием усталостной трещины, и средство предотвращения возникновения усталостной трещины, взяв в качестве примера базовый угловой шов сварного нахлесточного соединения.
[0024] Здесь в качестве объекта исследования использовали угловой шов сварного нахлесточного соединения, в котором угловой шов нанесен дуговой сваркой только на угловой стык с одной стороны участка перекрывания стальных листов 1 и 2, как показано в Фиг. 1. Авторы настоящего изобретения с использованием метода конечных элементов для трехмерных конструкций проанализировали, как стальные листы 1 и 2 деформируются, когда на угловой наплавной валик 3, сформированный дуговой сваркой углового шва, действует растягивающее усилие F1 вдоль верхнего стального листа 1, и растягивающее усилие F2 действует вдоль нижнего стального листа 2.
[0025] В результате было обнаружено, что высокий изгибающий момент возникает вследствие смещения между центральной осью верхнего стального листа 1 (линии, проходящей через центры толщины и ширины стального листа, и параллельно продольному направлению стального листа) и центральной осью нижнего стального листа 2, и нижний стальной лист 2 изгибается вблизи углового наплавного валика 3, и тем самым открывается корневой участок 5. Это, по-видимому, увеличивает концентрацию напряжений на корневом участке 5 и вызывает возникновение усталостной трещины.
[0026] Кроме того, авторы настоящего изобретения дополнительно исследовали средство предотвращения изгибания нижнего стального листа 2.
В результате было подтверждено, что возникновение усталостной трещины может быть подавлено в той мере, насколько сварка выполнена так, как показано в Фиг. 2. То есть, в дополнение к дуговой сварке угловым швом выполняют еще одну дуговую сварку таким образом, что положение начальной точки сварки перекрывается с угловым наплавным валиком 3, и положение конечной точки сварки позиционируют на передней поверхности нижнего стального листа 2, и в дополнение к угловому наплавному валику 3 формируют дуговой сваркой еще один наплавной валик (придающий жесткость наплавной валик 3А). В той мере, насколько он нанесен, придающий жесткость наплавной валик 3А действует как элемент, повышающий жесткость стального листа и металла сварного шва по направлению, в котором прилагается вышеописанный изгибающий момент, чтобы тем самым быть в состоянии предотвратить изгибание нижнего стального листа 2. Таким образом, можно подавить возникновение усталостной трещины. Это обусловливается тем, что форма наплавного валика на начальном участке сварки сварного шва становится имеющей выступ формой, тогда как форма наплавного валика на конечном участке сварки становится плоской, и концентрация напряжений на концевой кромке снижается, как было описано выше.
[0027] Кроме того, обоснование того, почему конечную точку наварки придающего жесткость наплавного валика 3А позиционируют на нижнем стальном листе 2, состоит в том, что на передней поверхности верхнего стального листа 1 действует сжимающее напряжение, и на передней поверхности нижнего стального листа 2 действует растягивающее напряжение. То есть, придающий жесткость наплавной валик 3А формируют по направлению того стального листа из стальных листов 1 и 2, в котором действует большее растягивающее напряжение, когда к сварной конструкционной детали без сформированного на ней придающего жесткость наплавного валика 3А прилагается циклическая нагрузка, воздействие которой на сварную конструкционную деталь предполагается.
Кстати, в каждом из чертежей место, где видна область в виде полного эллипса, показано как конечная точка сварки.
[0028] Затем изготовили реальные испытательные образцы для исследования эффектов придающего жесткость наплавного валика.
В качестве испытательных образцов изготовили испытательный образец А, в котором верхний стальной лист 1, имеющий толщину листа 2,3 мм, и имеющий ширину листа 35 мм, был присоединен сверху внахлест к нижнему стальному листу 2, имеющему толщину листа 2,3 мм, и имеющему ширину листа 60 мм, с участком перекрывания 20 мм, на участке перекрывания выполнили дуговую сварку угловым швом, и затем на концевом участке верхнего стального листа 1 сформировали угловой наплавной валик 3, имеющий ширину 7 мм, и имеющий длину 40 мм.
Затем изготовили испытательный образец В, в котором, в дополнение к угловому наплавному валику 3, добавочно сформировали придающий жесткость наплавной валик 3А, имеющий длину 10 мм, и имеющий ширину 6 мм, сваркой с наплавкой на пластину таким образом, что он частично перекрывался с центральной частью углового наплавного валика 3 в точке, которая является его начальной точкой сварки (смотри Фиг. 2).
Эти испытательные образцы А и В подвергли испытанию на усталость.
В результате, как показано в Фиг. 3, было подтверждено, что усталостная прочность соединения повышается, когда в середине углового наплавного валика формируют придающий жесткость наплавной валик.
[0029] Кроме того, исследовали изменения усталостной долговечности согласно величине соотношения между значениями твердости (твердости по Виккерсу) придающего жесткость наплавного валика и стального листа.
Использовали стальные листы 1 и 2, каждый из которых имел твердость 182 HV, и применяли металл сварного шва, имеющий твердость Hw 150 HV, чтобы тем самым сформировать испытательный образец С, подобный вышеописанному испытательному образцу А, и провели испытание на усталость.
Кроме того, использовали стальные листы 1 и 2, каждый из которых имел твердость 192 HV, и применяли металлы сварного шва, имеющие величины твердости Hw 150, 183 и 270, соответственно, чтобы тем самым сформировать испытательные образцы D, Е и F, подобные вышеописанному испытательному образцу В, и провели испытание на усталость.
[0030] В результате, как показано в Фиг. 4, было найдено, что при создании придающего жесткость наплавного валика усталостная долговечность возрастает, и, кроме того, когда твердость Hw придающего жесткость наплавного валика является более высокой, чем максимальная твердость Hb стальной детали, дополнительно увеличивается усталостная долговечность.
В связи с этим, в Фиг. 4 каждое из обозначений «-36», «1» и «88» показывает значение, полученное вычитанием величины максимальной твердости Hb стальной детали из величины твердости Hw придающего жесткость наплавного валика. Кроме того, максимальная твердость Hb стальной детали и твердость Hw придающего жесткость наплавного валика будут описаны позже.
[0031] Кроме того, в качестве сварного соединения, имеющего Т-образное поперечное сечение, общепринятым является сварное соединение, полученное сваркой угловых стыков с образованием сваренного угловыми швами соединения, образованного торцевой по толщине частью листа и участком поверхности листа. В этом случае также, в зависимости от формы стальной детали, может иметь место ситуация, где может быть проварен только угловой стык одной стороны. Авторы настоящего изобретения подтвердили, что полученный дуговой сваркой угловой шов может быть обработан подобно угловому шву сварного нахлесточного соединения, даже когда дуговую сварку угловым швом выполняют только на угловом стыке одной стороны такого сваренного угловыми швами соединения.
[0032] Эффекты, полученные при использовании придающего жесткость наплавного валика, были подтверждены, как указано выше, и тем самым они затем были изучены применением этого средства для повышения жесткости стальной детали с помощью придающего жесткость наплавного валика, присоединенного к угловому сварному шву сварных конструкционных деталей.
[0033] Что касается сварных конструкционных деталей для автомобиля, в частности, сварных конструкционных деталей для основания кузова, детали, в которых лист и лист просто перекрываются внахлест для сварки угловым швом, такие как вышеописанные испытательные образцы, и тому подобные, не являются многочисленными, и присутствуют детали, имеющие разнообразные формы, и, кроме того, имеются разнообразные направления, по которым прилагается циклическая нагрузка. В итоге того, что был исследован способ формирования придающего жесткость наплавного валика, эффективного для таких сварных конструкционных деталей, оказалось, что результативным является также образование придающего жесткость наплавного валика на одном месте или в многочисленных местах области поворотного участка, который представляет собой участок, имеющий изогнутую линию сварного шва (первую область) в том месте, где угловой наплавной валик формируют в однопроходном режиме.
[0034] В частности, оказалось, что является эффективным формирование придающего жесткость наплавного валика на одном месте или в многочисленных местах по меньшей мере одной области участка изгиба и изогнутого участка линии сварного шва (второй области) в том месте, где угловой наплавной валик формируют в однопроходном режиме.
[0035] Кроме того, оказалось, что, когда начальная точка сварки и конечная точка сварки углового наплавного валика не соединены, и начальная точка сварки углового наплавного валика позиционирована в положении, которое отличается от положения конечной точки сварки, является эффективным формирование придающего жесткость наплавного валика на одном месте или в многочисленных местах области, где величина максимального главного напряжения (растягивающего напряжения) является большей, чем в начальной точке сварки углового наплавного валика (третьей области) вышеописанной первой области или второй области.
[0036] В частности, оказалось, что, когда угловой наплавной валик со стороны начальной точки сварки продолжается от углового стыка стальных компонентов, является эффективным формирование придающего жесткость наплавного валика на одном месте или в многочисленных местах такой третьей области.
Кроме того, оказалось, что является эффективным формирование придающего жесткость наплавного валика в области, где сначала возникает усталостная трещина, когда циклическое напряжение, образование которого ожидается в сварной конструкционной детали без образованного на ней придающего жесткость наплавного валика, создается в сварной конструкционной детали (четвертой области) в вышеописанной первой области, второй области или третьей области. Место, где сначала возникает усталостная трещина, соответствует месту, где величина максимального главного напряжения становится максимальной (становится максимальным растягивающее напряжение).
В частности, когда кривизна линии сварки углового наплавного валика является постоянной, является эффективным формирование придающего жесткость наплавного валика в такой четвертой области.
[0037] Напряжение в угловом наплавном валике может быть получено выявлением распределения напряжения, возникающего, когда циклическая нагрузка прилагается к сварной конструкционной детали, в анализе напряжений методом конечных элементов (FEM) с использованием, например, трехмерного компьютерного
моделирования (CAD). Кроме того, напряжение в угловом наплавном валике также может быть определено проведением испытания с приложением напряжения, с использованием реальной сварной конструкционной детали, чтобы исследовать распределение деформации с использованием тензодатчика или тому подобного, в данных обстоятельствах.
[0038] Далее будут разъяснены конкретные примеры ситуации, где придающий жесткость наплавной валик наносят на угловой сварной шов, с использованием сварных конструкционных деталей, показанных в Фиг. 5-10. Кстати, в этих примерах предусматривается, что циклическая нагрузка прилагается по направлению, указанному контурными стрелками в каждом чертеже.
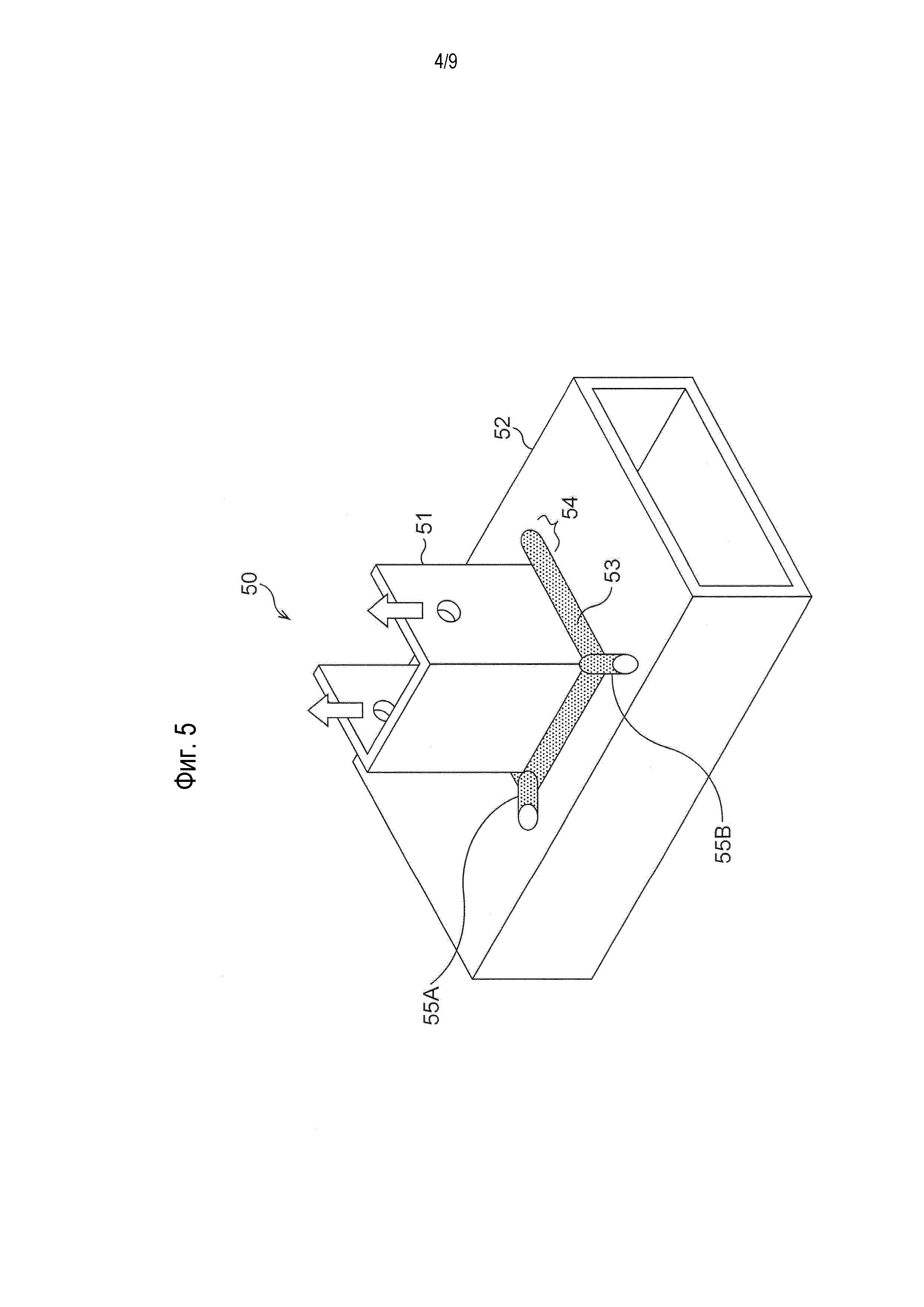
Фиг. 5 представляет вид, показывающий первый пример сварной конструкционной детали.
Сварная конструкционная деталь 50, показанная в Фиг. 5, сформирована таким образом, что один торцевой участок бокового сегмента 51 (стального швеллера) примыкает к одной поверхностной стороне (передней поверхности) несущего короба 52, представляющего собой стальную трубу прямоугольного сечения, и на участке сопряжения выполнен угловой сварной шов только в области, расположенной снаружи поверхности листа бокового швеллерного сегмента 51.
[0039] Как показано в Фиг. 5, когда формируют угловой наплавной валик 53, удлиненный наплавной валик 54 наносят таким образом, что область одного конца участка сопряжения, находящаяся снаружи поверхности листа бокового швеллерного сегмента 51 на участке сопряжения бокового швеллерного сегмента 51 и несущего короба 52, не предусматривается в качестве его начальной точки сварки, но в качестве его начальной точки сварки скорее предполагается положение только на постоянном расстоянии от области вдоль участка сопряжения, нежели в этой области, и тогда угловой наплавной валик 53 формируют непрерывным. Таким же образом угловой наплавной валик 53 наносят так, что область другого конца участка сопряжения не предусматривается в качестве его конечной точки сварки, но в качестве его конечной точки сварки скорее предполагается положение только на постоянном расстоянии от области вдоль участка сопряжения, нежели в этой области, и тогда удлиненный наплавной валик формируют непрерывно.
[0040] Имеются два положения изгиба в угловом наплавном валике 53, сформированном на сварной конструкционной детали 50. Здесь предусматривается, что, когда циклическая нагрузка, приложение которой ожидается к сварной конструкционной детали 50, прилагается к сварной конструкционной детали 50, не имеющей сформированного на ней придающего жесткость наплавного валика, величина максимального главного напряжения становится большей на участках изгиба (в углах бокового швеллерного сегмента 51 (стального швеллера)), чем в начальном положении сварки углового наплавного валика 53 (удлиненного валика).
[0041] Кроме того, здесь предусматривается, что место, где сначала возникает усталостная трещина, когда циклическая нагрузка, приложение которой ожидается к сварной конструкционной детали 50, прилагается к сварной конструкционной детали 50, не имеющей сформированного на ней придающего жесткость наплавного валика, представляет собой положения изгиба.
Таким образом, здесь придающие жесткость наплавные валики 55А и 55В формируют соответственно так, что два участка изгиба углового наплавного валика 53 становятся их начальной точкой сварки, и передняя поверхность несущего короба 52 становится их конечной точкой сварки. Формирование единственного придающего жесткость наплавного валика в каждом месте является достаточным.
[0042] Фиг. 6 представляет вид, показывающий, второй пример сварной конструкционной детали.
Сварная конструкционная деталь 60, показанная в Фиг. 6, сформирована таким образом, что к передней поверхности трубообразного несущего короба 62, представляющего собой круглую стальную трубу, примыкает один торцевой участок бокового швеллерного сегмента 61 (стального швеллера, имеющего один конец, обработанный сообразно форме трубчатого компонента), и угловой сварной шов выполнен на участке сопряжения только в области, расположенной снаружи поверхности листа бокового швеллерного сегмента 61.
[0043] Как показано в Фиг. 6, когда формируют угловой наплавной валик 63, удлиненный наплавной валик 64 наносят таким образом, что область одного конца участка сопряжения, находящаяся снаружи поверхности листа бокового швеллерного сегмента 61 на участке сопряжения бокового швеллерного сегмента 61 и несущего короба 62, не предусматривается в качестве его начальной точки сварки, но в качестве его начальной точки сварки скорее предполагается положение только на постоянном расстоянии от области вдоль участка сопряжения, нежели в этой области, и тогда угловой наплавной валик 63 формируют непрерывным. Таким же образом угловой наплавной валик 63 наносят так, что область другого конца участка сопряжения не предусматривается в качестве его конечной точки сварки, но в качестве его конечной точки сварки скорее предполагается положение только на постоянном расстоянии от области вдоль участка сопряжения, нежели в этой области, и тогда удлиненный наплавной валик формируют непрерывно.
[0044] Имеются два положения изгиба в угловом наплавном валике 63, сформированном на сварной конструкционной детали 60, подобно угловому наплавному валику 53, показанному в Фиг. 5. Так, здесь придающие жесткость наплавные валики 65А и 65В формируют соответственно так, что положения двух участков изгиба углового наплавного валика 63 становятся их начальной точкой сварки, и передняя поверхность несущего короба 62 становится их конечной точкой сварки. Формирование единственного придающего жесткость наплавного валика в каждом месте является достаточным. Кроме того, угловой наплавной валик 63 имеет область, имеющую такую же кривизну, как у несущего короба 62 (постоянную кривизну свыше 0). В сварной конструкционной детали 60 предполагается, что величина максимального главного напряжения становится большей на участках изгиба, чем в этой области, и здесь в этой области придающий жесткость наплавной валик не формируют.
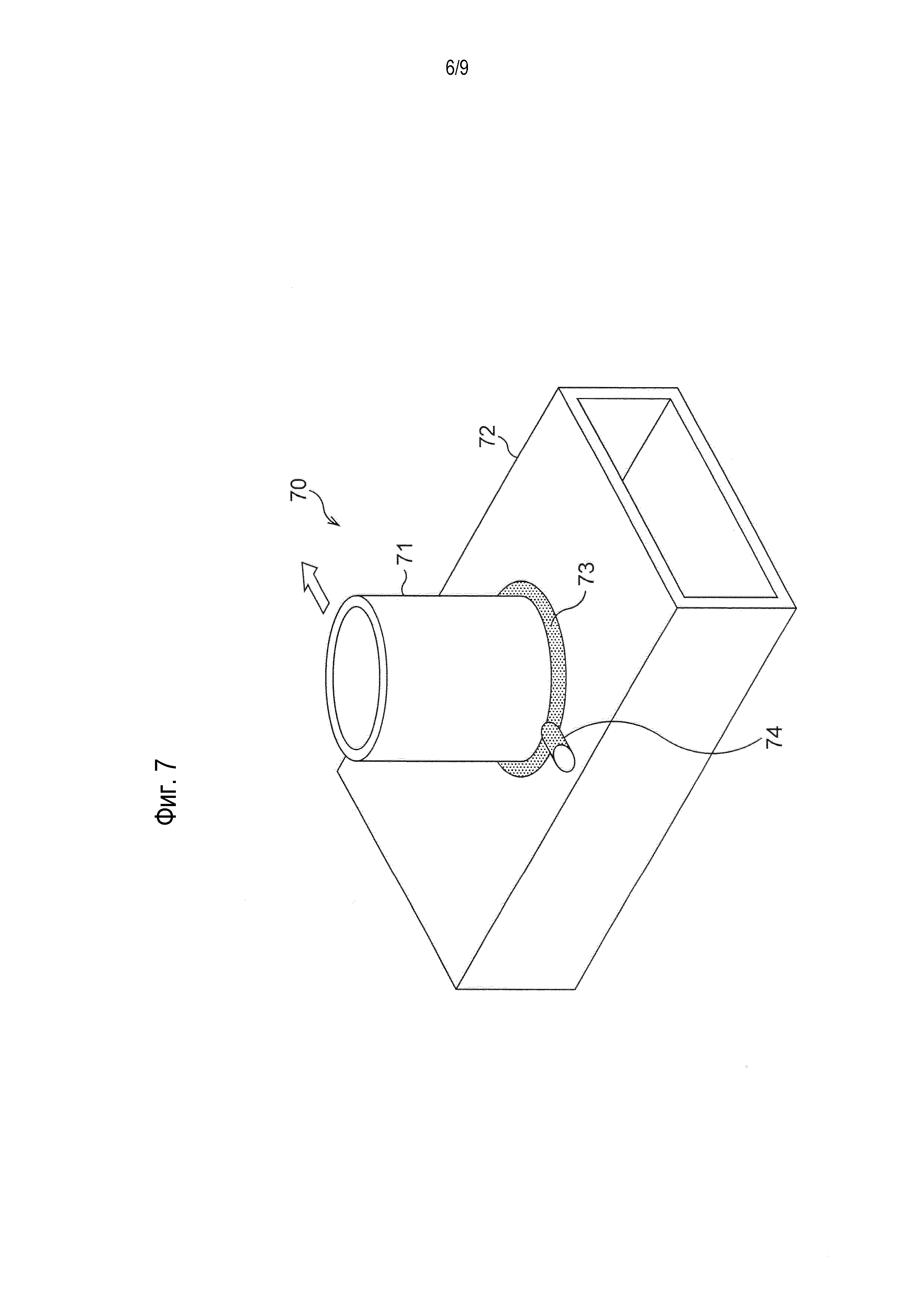
[0045] Фиг. 7 представляет вид, показывающий третий пример сварной конструкционной детали.
Сварная конструкционная деталь 70, показанная на Фиг. 7, сформирована таким образом, что один торцевой участок трубообразного бокового сегмента 71, представляющего собой круглую стальную трубу, примыкает к одной боковой поверхности (передней поверхности) несущего короба 72, представляющего собой стальную трубу прямоугольного сечения, и участок сопряжения приварен угловым швом только в области, позиционированной снаружи поверхности листа трубообразного бокового сегмента 71.
Как показано в Фиг. 7, начальная точка сварки и конечная точка сварки углового наплавного валика 73 соединены, и в угловом наплавном валике 73 нет (независимых) начального краевого участка и конечного краевого участка.
[0046] Угловой наплавной валик 73, сформированный на сварной конструкционной детали 70, имеет по существу такую же кривизну, как кривизна бокового сегмента 71 (постоянную кривизну свыше 0). Тогда придающий жесткость наплавной валик 74 формируют таким образом, что то место, где сначала возникает усталостная трещина, когда циклическая нагрузка, приложение которой ожидается к сварной конструкционной детали 70, прилагается к сварной конструкционной детали 70, не имеющей сформированного на ней придающего жесткость наплавного валика, становится его начальной точкой сварки, и передняя поверхность несущего короба 72 становится его конечной точкой сварки. Более конкретно, здесь в качестве начальной точки сварки придающего жесткость наплавного валика 74 предусматривается место, находящееся непосредственно напротив стороны, где прилагается нагрузка. Является достаточным формирование единственного придающего жесткость наплавного валика в каждом месте.
[0047] Кроме того, на Фиг. 7, в угловом наплавном валике 73 размещают единственный придающий жесткость наплавной валик 74. Однако, чтобы дополнительно повысить прочность, например, еще по одному придающему жесткость наплавному валику, в целом два, также может быть размещено по обе стороны придающего жесткость наплавного валика 74 на постоянном расстоянии от придающего жесткость наплавного валика 74.
[0048] Фиг. 8 представляет вид, показывающий четвертый пример сварной конструкционной детали.
Сварная конструкционная деталь 80, показанная на Фиг. 8, сформирована таким образом, что один торцевой участок бокового сегмента 81, в котором тонкий стальной лист сформован в виде пустотелого прямоугольного параллелепипеда с открытой верхней поверхностью и открытой нижней поверхностью, примыкает к одной боковой поверхности (передней поверхности) несущего короба 82, представляющего собой стальную трубу прямоугольного сечения, и участок сопряжения приварен угловым швом только в области, позиционированной снаружи поверхности листа бокового сегмента 81.
Как показано на Фиг. 8, начальная точка сварки и конечная точка сварки углового наплавного валика 83 соединены, и в угловом наплавном валике 83 отсутствуют (независимые) начальный краевой участок и конечный краевой участок.
[0049] Имеются четыре участка изгиба углового наплавного валика 83, сформированного на сварной конструкционной детали 80. Здесь предусматривается, что местом, где сначала возникает усталостная трещина, когда циклическая нагрузка, приложение которой ожидается к сварной конструкционной детали 80, прилагается к сварной конструкционной детали 80, не имеющей сформированного на ней придающего жесткость наплавного валика, становятся участки изгиба.
Таким образом, здесь формируют придающие жесткость наплавные валики 84А, 84В, и 84С, соответственно, так, что положения четырех участков изгиба углового наплавного валика 83 становятся их начальной точкой сварки, и передняя поверхность несущего короба 82 становится их конечной точкой сварки. Является достаточным формирование единственного придающего жесткость наплавного валика в каждом месте.
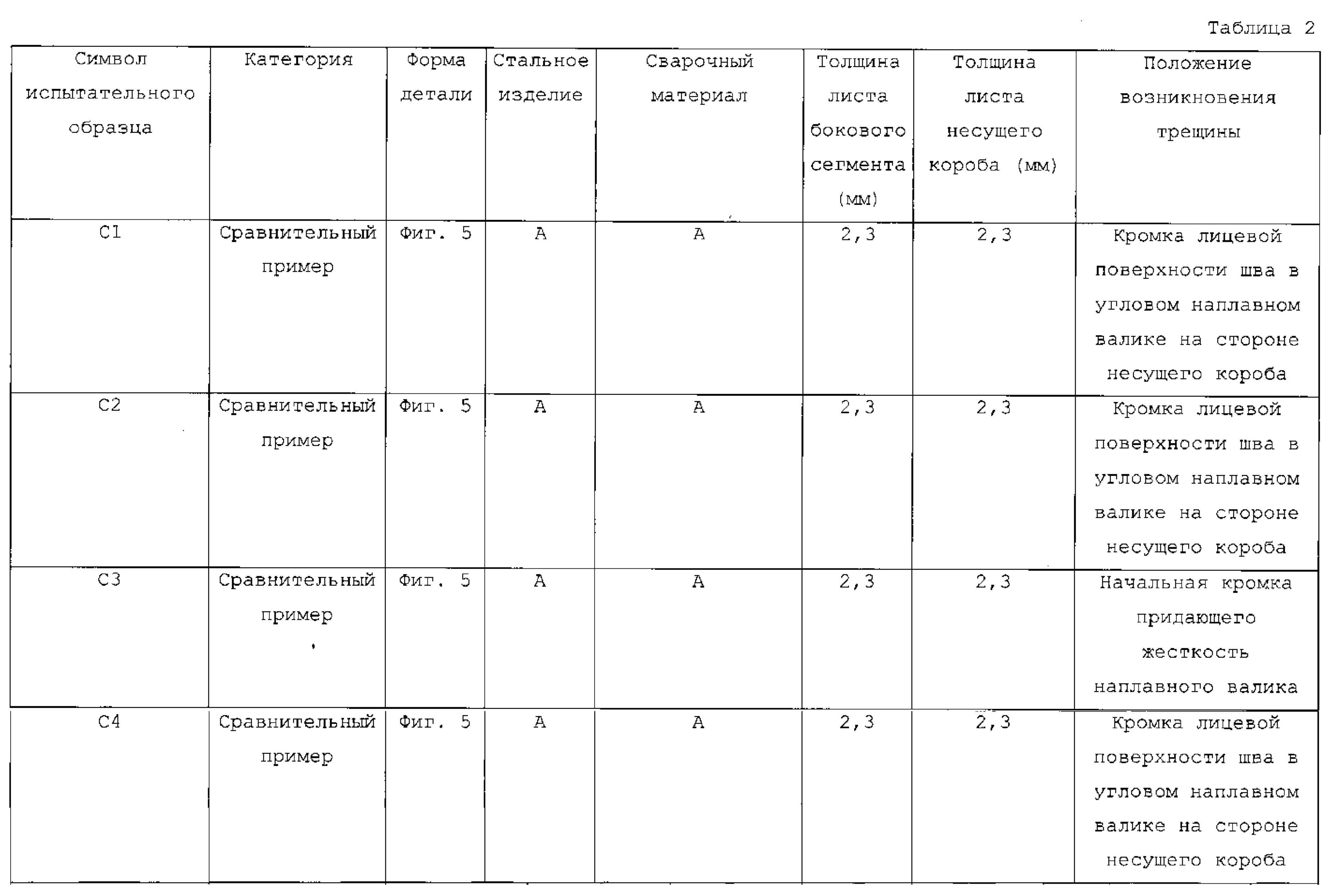
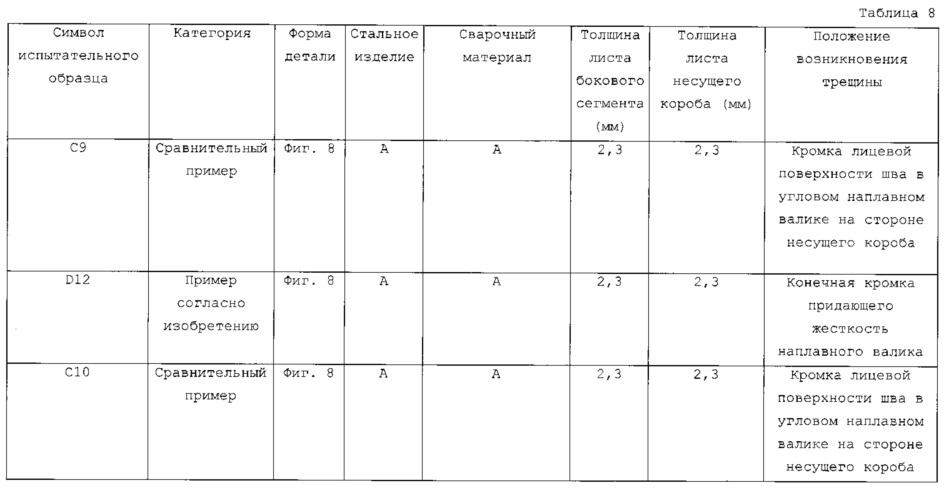
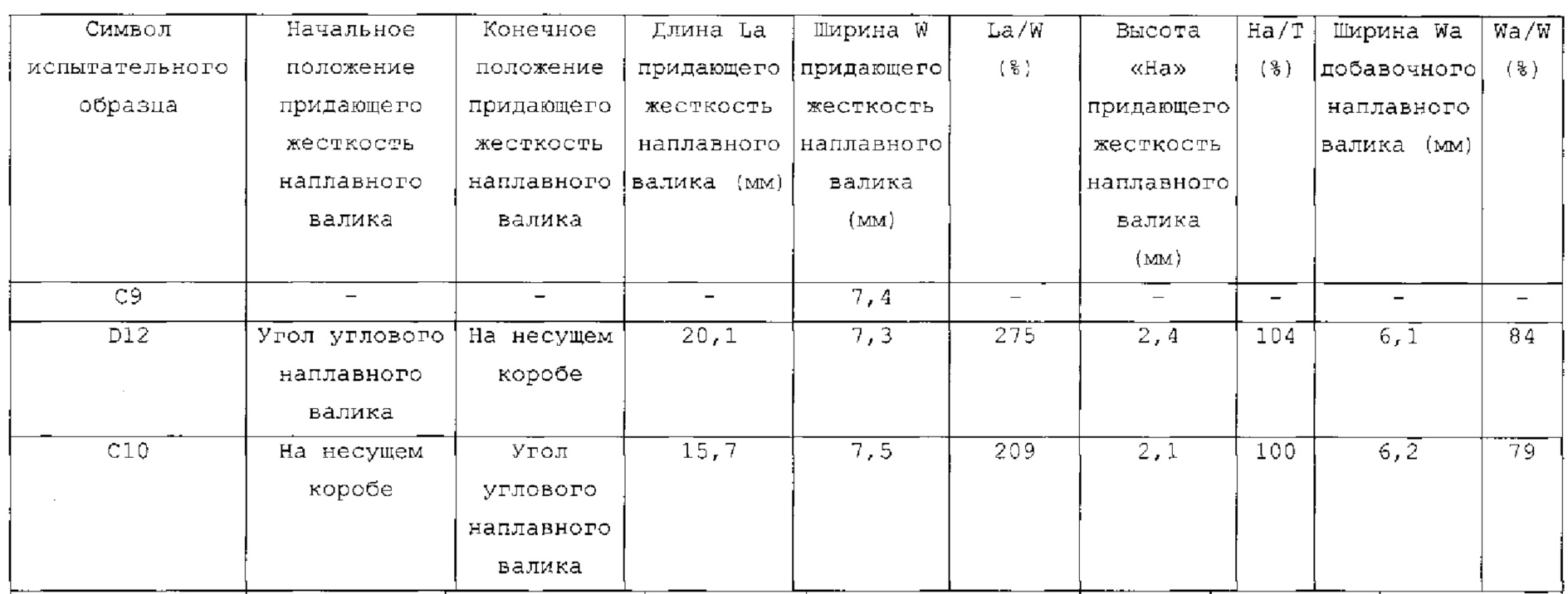
[0050] Здесь, из результатов описываемых позже примеров (СИМВОЛЫ ИСПЫТАТЕЛЬНЫХ ОБРАЗЦОВ С9, D12, С10, и тому подобные, в Таблице 2), авторы настоящего изобретения нашли, что, когда на сварной конструкционной детали, в которой по меньшей мере одну стальную деталь из стальных деталей, привариваемую с выполнением дуговой сварки угловым швом, формируют из стального листа, имеющего толщину листа 3,2 мм или менее, начальное положение сварки придающего жесткость наплавного валика позиционируют не на стороне углового наплавного валика, но на стороне несущего короба, то, несмотря на присутствие придающего жесткость наплавного валика, усталостная долговечность не улучшается, и иногда даже сокращается вместо этого. То есть, авторы настоящего изобретения обнаружили, что, когда начальная точка сварки придающего жесткость наплавного валика находится в области вблизи углового наплавного валика, и существует независимо, без смешения с другими сварными швами, то, несмотря на сформированный придающий жесткость наплавной валик, усталостная долговечность не улучшается, и иногда вместо этого сокращается.
[0051] Таким образом, в этом варианте исполнения, как было описано выше, начальное положение сварки придающего жесткость наплавного валика находится в области поблизости от углового наплавного валика, и не существует независимо без смешения с другими сварными швами, и придающий жесткость наплавной валик формируют таким образом, что начальная точка сварки или конечная точка сварки позиционированы в области, перекрывающейся с угловым наплавным валиком и на участке изгиба (поворотном участке) углового стыка, что следует понимать как базовый принцип.
[0052] Кроме того, в способе, описанном в Патентном Документе 3, наплавной валик, продолжающийся от углового стыка, и наплавной валик в угловом стыке, формируют в однопроходном режиме (а именно, эти сварные швы наносят одной и той же дуговой сваркой). Поэтому число начальных точек сварки, расположенных вблизи углового наплавного валика и существующих независимо без смешения с другими сварными швами, увеличивается сверх необходимого.
[0053] В отличие от этого, в настоящем варианте исполнения придающий жесткость наплавной валик формируют на участке изгиба (поворотном участке) углового стыка в области между начальной точкой сварки и конечной точкой сварки углового наплавного валика, образованного в однопроходном режиме в единственной сварочной операции.
Кроме того, операцию сварки углового наплавного валика и операцию сварки придающего жесткость наплавного валика выполняют по отдельности. То есть, предполагается, что угловой наплавной валик и придающий жесткость наплавной валик формируют различной дуговой сваркой, и начальная точка сварки или конечная точка сварки придающего жесткость наплавного валика, образованного в перекрывании с угловым наплавным валиком, остается в состоянии, отличающемся от углового наплавного валика.
При вышеуказанных действиях увеличивается степень свободы в отношении положений начальной точки сварки и конечной точки сварки придающего жесткость наплавного валика. Таким образом, можно предотвратить ситуацию, когда число начальных точек сварки, расположенных вблизи углового наплавного валика и существующих независимо без смешения с другими сварными швами, увеличивается более, чем это необходимо.
Каждая из вышеуказанных фигур от Фиг. 5 до Фиг. 8 показывает пример сваренного угловыми швами соединения, в котором соединены друг с другом торцевой участок по толщине листа одной стальной детали и участок поверхности листа другой стальной детали.
[0054] Фиг. 9 представляет вид, показывающий пятый пример сварной конструкционной детали.
Сварная конструкционная деталь 90, показанная в Фиг. 9, сформирована таким образом, что задние поверхности полок на обеих сторонах швеллерного бокового сегмента 91 (стального швеллера, обработанного таким образом, что края каждой из полок на обеих сторонах закруглены с определенной кривизной) присоединены к обращенным друг к другу боковым поверхностям несущего короба 92, и края полок приварены угловым швом сварного нахлесточного соединения. Как показано в Фиг. 9, когда формируют угловой наплавной валик 93, удлиненный наплавной валик 94А наносят так, что в качестве его начальной точки сварки предусматривается не одна краевая область границы между краем и базовым концевым участком полки (границы между изогнутой областью и другой областью), но скорее только положение на постоянном расстоянии от области вдоль кривизны изогнутой области предполагается в качестве его начальной точки сварки, нежели в этой области, и тогда угловой наплавной валик 93 выполняют непрерывно. Подобным образом, угловой наплавной валик 93 наносят так, что другая краевая область границы между краем и базовым концевым участком полки не предусматривается в качестве его конечной точки сварки, но в качестве его конечной точки сварки скорее предполагается положение только на постоянном расстоянии от области вдоль кривизны изогнутой области, нежели в этой области, и тогда удлиненный наплавной валик 94В формируют непрерывным.
[0055] Угловой наплавной валик 93, сформированный на сварной конструкционной детали 90, имеет по существу такую же кривизну, как кривизна края полки бокового сегмента 91 (постоянную кривизну свыше 0). Тогда придающий жесткость наплавной валик 95 формируют таким образом, что то место, где сначала возникает усталостная трещина, когда циклическая нагрузка, приложение которой ожидается к сварной конструкционной детали 90, прилагается к сварной конструкционной детали 90, не имеющей сформированного на ней придающего жесткость наплавного валика, становится его начальной точкой сварки, и передняя поверхность несущего короба 92 становится его конечной точкой сварки. Более конкретно, здесь в качестве начальной точки сварки придающего жесткость наплавного валика 95 предусматривается центральный участок (самый глубокий участок) по направлению вдоль линии сварки углового наплавного валика 93. Является достаточным формирование единственного придающего жесткость наплавного валика в каждом месте.
[0056] Кроме того, в Фиг. 9, в самом глубоком месте углового наплавного валика 93 размещают единственный придающий жесткость наплавной валик 95. Однако, чтобы дополнительно повысить прочность, например, еще по одному придающему жесткость наплавному валику, в целом два, также может быть размещено вблизи положения на 1/3 длины и в положении на 2/3 длины по всей длине углового наплавного валика 95.
Как было описано выше, также на стороне, противоположной этой полке швеллерного бокового сегмента 91, формируют угловой шов сварного нахлесточного соединения, удлиненные наплавные валики 94А и 94В, и придающий жесткость наплавной валик 95.
Фиг. 9 показывает один пример сваренного угловыми швами соединения (углового шва сварного нахлесточного соединения), в котором соединены между собой поверхностные участки листа одной стальной детали и другой стальной детали.
[0057] Фиг. 10 представляет вид, показывающий шестой пример сварной конструкционной детали.
Сварная конструкционная деталь 100, показанная в Фиг. 10, составлена с использованием несущего короба 52 в виде стальной трубы прямоугольного сечения, и прифланцованного бокового сегмента 51, в котором одна пара обращенных друг к другу поверхностей из двух пар поверхностей краевой части стальной трубы прямоугольного сечения вырезана для соответствия форме несущего короба 52. Несущий короб 52 и прифланцованный боковой сегмент 51 объединены так, что задняя поверхность не вырезанной части краевого участка прифланцованного бокового сегмента 51 примыкает к передней поверхности несущего короба 52, и торцевой участок по толщине листа в области, из которой была вырезана краевая часть прифланцованного бокового сегмента 51, примыкает в передней поверхности несущего короба 52, и участок сопряжения приварен угловым сварным швом, и тем самым сформирована сварная конструкционная деталь 100.
[0058] В угловом наплавном валике 103, сформированном на сварной конструкционной детали 100, имеются положения изгиба. Предусматривается, что место, где сначала возникает усталостная трещина, когда циклическая нагрузка, приложение которой ожидается к сварной конструкционной детали 100, прилагается к сварной конструкционной детали 100, не имеющей сформированного на ней придающего жесткость наплавного валика, представляет собой положения изгиба в угловом стыке участка сопряжения на торцевом участке по толщине листа в области, из которой была вырезана краевая часть прифланцованного бокового сегмента 51, и передней поверхности несущего короба 52.
[0059] Таким образом, здесь придающие жесткость наплавные валики 104А и 104В формируют соответственно так, что положения этих двух участков изгиба углового наплавного валика 103 становятся их начальной точкой сварки, и передняя поверхность несущего короба 102 становится их конечной точкой сварки. Формирование единственного придающего жесткость наплавного валика в каждом месте является достаточным.
Фиг. 10 показывает пример сваренного угловыми швами соединения, в котором оба из поверхностного участка листа и торцевого участка по толщине листа одной стальной детали соединены с участком поверхности листа другой стальной детали. Кроме того, как показано в Фиг. 10, нет необходимости в формировании придающего жесткость наплавного валика относительно всех участков изгиба углового стыка.
[0060] В приведенном выше изложении были разъяснены базовые принципы этого варианта исполнения, и далее будут подробно разъяснены соответствующие требования и предпочтительные условия для реализации этого варианта исполнения.
(Сварная конструкционная деталь)
В этом варианте исполнения целевым объектом является сварная конструкционная деталь (сваренное угловыми швами соединение), в которой по меньшей мере одна стальная деталь из стальных деталей приварена с выполнением дуговой сварки угловым швом, которую формируют из стального листа, имеющего толщину листа 3,2 мм или менее. Кроме того, целевым объектом является сварная конструкционная деталь (сваренное угловыми швами соединение), к которой прилагается циклическая нагрузка, такая как вибрационная нагрузка.
Это обусловлено тем, что для сварной конструкционной детали требуется повышение усталостной прочности простым путем, поскольку возникновение усталостной трещины вероятно в положении кромки лицевой поверхности шва или на корневом участке углового наплавного валика.
[0061] Кроме того, целевым объектом является сварная конструкционная деталь с угловым стыком, включающим по меньшей мере один поворотный участок. Кроме того, целевым объектом является сварная конструкционная деталь, в которой угловой наплавной валик сформирован в однопроходном режиме сварки так, что имеется по меньшей мере один поворотный участок. Поворотный участок может представлять собой участок изгиба или изогнутый участок. Кроме того, кривизна поворотного участка может быть постоянной, или также может варьировать. Кроме того, в той мере, насколько имеется по меньшей мере один угловой наплавной валик, сформированный в однопроходном режиме, угловые наплавные валики, которые должны быть сформированы в однопроходном режиме, могут быть в единственном числе, или также могут быть многочисленными.
При применении такой сварной конструкционной детали можно легко повысить усталостную прочность сварной конструкционной детали выполнением, после дуговой сварки угловым швом, сварки с образованием придающего жесткость наплавного валика тем же сварщиком и с использованием сварочных материалов, применяемых для формирования углового наплавного валика.
[0062] (Принцип размещения придающего жесткость наплавного валика)
Придающий жесткость наплавной валик должен быть выполнен с начальным положением сварки или конечным положением сварки, перекрывающимся с угловым наплавным валиком. Это обусловливается тем, что, когда придающий жесткость наплавной валик формируют отдельно от углового наплавного валика, он не функционирует как элемент, повышающий жесткость стального листа.
В этом варианте исполнения придающий жесткость наплавной валик формируют таким образом, что положение перекрывания с угловым наплавным валиком рассматривается как его начальная точка сварки, и из стальных деталей, составляющих угловой стык (участок соединения), переднюю поверхность стальной детали, испытывающей большее действующее на нее растягивающее напряжение, предусматривают в качестве его конечной точки сварки, что следует считать базовым принципом. Как было описано выше, это обусловливается тем, что в начальной точке сварки кромка лицевой поверхности шва имеет выступающую наружу форму, и угол наклона выступа является крутым, и тем самым легко возникает концентрация напряжений.
[0063] Однако, когда придающий жесткость наплавной валик используют как общий для двух независимых угловых наплавных валиков, то для придающего жесткость наплавного валика начальная точка сварки перекрывается с одним угловым наплавным валиком, и конечная точка сварки перекрывается с другим угловым наплавным валиком. То есть, должно быть предусмотрено только то, что либо начальная точка сварки, либо конечная точка сварки придающего жесткость наплавного валика перекрывается с угловым наплавным валиком, и начальная точка сварки придающего жесткость наплавного валика не существует независимо без смешения с другими сварными швами. Это обусловливается тем, что если выполняется вышеуказанное, можно предотвратить образование выступающей наружу формы сварного шва в положении начальной точки сварки придающего жесткость наплавного валика.
[0064] Кроме того, когда сварная конструкционная деталь имеет место, где напряжение едва ли возникает, даже если прилагается циклическая нагрузка, или место, где появление трещины маловероятно, даже если прилагается циклическая нагрузка и возникает напряжение, это место также можно рассматривать как начальную точку сварки придающего жесткость наплавного валика. Когда применяется вышеуказанное, начальная точка сварки придающего жесткость наплавного валика приводит к независимому существованию без смешения с другими сварными швами. Это обусловливается тем, что если такое место предусматривается в качестве начальной точки сварки придающего жесткость наплавного валика, усталостная прочность сваренного угловыми швами соединения не испытывает существенного влияния, даже если наплавной валик в этом месте имеет выступающую форму.
[0065] Кроме того, придающий жесткость наплавной валик может быть сформирован на угловом сварном шве, или также возможно заблаговременное размещение наплавного валика, соответствующего придающему жесткость наплавному валику, до сварки угловым швом, и размещение на нем углового наплавного валика. То есть, при условии, что начальное положение сварки или конечное положение сварки придающего жесткость наплавного валика перекрывается с угловым наплавным валиком, придающий жесткость наплавной валик может находиться поверх углового наплавного валика или под ним.
С другой стороны, в этом варианте исполнения, как было описано выше, конечная точка сварки придающего жесткость наплавного валика среди стальных деталей, составляющих угловой стык (участок соединения), представляет собой область стального листа, где действует наибольшее растягивающее напряжение, когда к сварной конструкционной детали прилагается циклическая нагрузка, что следует понимать как базовый принцип. Это обусловливается тем, что в конечной точке сварки форма наплавного валика становится плоской, и тем самым легкого возникновения концентрации напряжений не происходит.
[0066] Положение размещения придающего жесткость наплавного валика относительно углового наплавного валика представляет собой одно место или многочисленные места по меньшей мере на одном участке второй области, третьей области и четвертой области, при условии, что существует вышеописанная первая область. Кроме того, когда придающий жесткость наплавной валик расположен в такой области, придающий жесткость наплавной валик также может быть размещен и в других областях.
[0067] (Длина La придающего жесткость наплавного валика)
Длина La придающего жесткость наплавного валика предпочтительно удовлетворяет следующему условию (А).
(А) Длина La придающего жесткость наплавного валика ≥ ширины W углового наплавного валика × 2
Здесь длина La придающего жесткость наплавного валика представляет собой длину до конца провара придающего жесткость наплавного валика от точки контакта углового наплавного валика и придающего жесткость наплавного валика в качестве исходной точки.
[0068] Когда длина La придающего жесткость наплавного валика является короткой, он не может в достаточной мере повысить жесткость стальной детали и проявить действие, состоящее в улучшении усталостной прочности сварного соединения. Если длина La придающего жесткость наплавного валика от кромки лицевой поверхности шва углового наплавного валика составляет величину ширины W углового наплавного валика или большую, действие в отношении повышения усталостной прочности может проявляться в зависимости от степени нагрузки, прилагаемой к сварной конструкционной детали, но чтобы еще больше повысить жесткость, длину придающего жесткость наплавного валика предпочтительно регулируют на двукратное или более значение ширины W углового наплавного валика.
[0069] Кроме того, верхний предел длины La придающего жесткость наплавного валика ограничивается формой конструкции стального изделия, изготовленного сваркой. Например, когда длину углового наплавного валика принимают за L, длина La придающего жесткость наплавного валика может быть меньше, чем 0,5×L.
[0070] (Высота «На» придающего жесткость наплавного валика)
Высота «На» придающего жесткость наплавного валика от передней поверхности стальной детали предпочтительно удовлетворяет следующему условию (В) в отношении толщины «t» (мм) стальной детали, на которой формируют придающий жесткость наплавной валик.
(В) Высота «На» придающего жесткость наплавного валика ≥ толщины «t» стальной детали × 0,5
Когда высота «На» придающего жесткость наплавного валика составляет менее половины (=t/2) толщины «t» стальной детали, на которой сформирован придающий жесткость наплавной валик, он в недостаточной степени проявляет действие в качестве придающего жесткость наплавного валика. Чем больше высота «На» придающего жесткость наплавного валика, тем сильнее проявляется его действие, но, конечно, этому есть предел во избежание прорыва или проплавления насквозь стального листа. Таким образом, на самом деле высота «На» придающего жесткость наплавного валика является равной или меньшей, чем толщина «t» стальной детали, на которой сформирован придающий жесткость наплавной валик.
[0071] (Ширина Wa придающего жесткость наплавного валика)
Кроме того, ширина Wa придающего жесткость наплавного валика предпочтительно удовлетворяет следующему условию (С).
(C) Ширина Wa придающего жесткость наплавного валика ≥ ширины W углового наплавного валика × 0,5
Когда ширина Wa придающего жесткость наплавного валика составляет меньше половины (W/2) ширины W углового наплавного валика, он в недостаточной мере проявляет действие в качестве придающего жесткость наплавного валика. Верхний предел ширины Wa придающего жесткость наплавного валика не является конкретно ограниченным, но, подобно высоте «На» придающего жесткость наплавного валика, необходимо формировать придающий жесткость наплавной валик в пределах диапазона, в котором не происходит прорыв или проплавление насквозь, и, конечно, это определяется из таких соображений.
[0072] Между прочим, сварку сварной конструкционной детали для автомобиля выполняют в режиме автоматической сварки с использованием сварочного робота, так что рационально формировать придающий жесткость наплавной валик с привлечением сварщика, чтобы образовать угловой наплавной валик, и с использованием сварочных материалов как таковых, и при этом условии можно получить эффект достаточного улучшения усталостных характеристик. Однако получаемая усталостная прочность также варьирует в зависимости от сварной конструкционной детали, так что длину, ширину и высоту придающего жесткость наплавного валика предпочтительно выбирают в пределах вышеописанных диапазонов.
[0073] (Твердость Hw придающего жесткость наплавного валика)
Твердость придающего жесткость наплавного валика, а именно твердость Hw металла сварного шва в придающем жесткость наплавном валике, предпочтительно удовлетворяет следующему условию (D) в отношении максимальной твердости Hb стального листа стальной детали, на которой размещен придающий жесткость наплавной валик.
(D) Твердость Hw металла сварного шва придающего жесткость наплавного валика > максимальной твердости Hb стального листа
Когда твердость Hw металла сварного шва придающего жесткость наплавного валика является большей, чем максимальная твердость Hb стального листа, подавляется концентрация деформаций на кромке лицевой поверхности сварного шва, приводя к тому, что можно улучшить усталостную долговечность (число циклов).
[0074] Твердость Hw металла сварного шва придающего жесткость наплавного валика измеряют следующим образом. Сначала участок сварной конструкционной детали со сформированным придающим жесткость наплавным валиком разрезают перпендикулярно линии сварки по центру придающего жесткость наплавного валика в продольном направлении, и отполировывают поверхность среза. Затем измеряют твердость по направлению параллельно передней поверхности стального листа (базового металла) в положении на поверхности среза на глубине 0,2 мм в направлении толщины листа от передней поверхности стального листа (базового металла). Более конкретно, измеряют твердость по Виккерсу в пяти точках с использованием твердомера Виккерса с интервалами 0,2 мм по направлению металла сварного шва, с одной точкой на границе оплавления в положении, которое представляет собой начальную точку, и рассчитывают среднее арифметическое значение измеренных величин. Кстати, среднее значение рассчитывают по пяти точкам, исключая твердость на границе оплавления. Прилагаемая при измерении нагрузка предпочтительно составляет 1 кгс.
[0075] Максимальную твердость Hb стального листа измеряют следующим образом. Сначала участок сварной конструкционной детали со сформированным придающим жесткость наплавным валиком разрезают перпендикулярно линии сварки по центру придающего жесткость наплавного валика в продольном направлении, и отполировывают поверхность среза. Затем измеряют твердость по направлению параллельно передней поверхности стального листа (базового металла) в положении на поверхности среза на глубине 0,2 мм в направлении толщины листа от передней поверхности стального листа (базового металла). Более конкретно, измеряют твердость по Виккерсу до положения в 10 мм от границы оплавления с использованием твердомера Виккерса с интервалами 0,2 мм по направлению базового металла, с одной точкой на границе оплавления в положении, которое представляет собой начальную точку, и рассчитывают их максимальное значение, которое принимают за максимальную твердость Hb стального листа. Кстати, значение твердости на границе оплавления исключают, когда находят максимальную твердость Hb стального листа. Прилагаемая при измерении нагрузка предпочтительно составляет 1 кгс. Кроме того, исходную точку, когда измеряют твердость Hw металла сварного шва придающего жесткость наплавного валика (твердость по Виккерсу), и исходную точку, когда измеряют максимальную твердость Hb стального листа (твердость по Виккерсу), делают согласующимися между собой, и направление, в котором измеряют твердость Hw металла сварного шва придающего жесткость наплавного валика (твердость по Виккерсу), и направление, в котором измеряют максимальную твердость Hb стального листа (твердость по Виккерсу), делают противоположными относительно друг друга (угол, образованный этими направлениями, доводят до 180°).
[0076] (Угол наклона придающего жесткость наплавного валика)
Угол «γ» наклона придающего жесткость наплавного валика предпочтительно удовлетворяет следующему условию (Е).
(Е) 45°≤ угол «γ» наклона придающего жесткость наплавного валика ≤135°
Чтобы придающий жесткость наплавной валик проявлял действие, состоящее в повышении жесткости стального листа для предотвращения изгибания, угол «γ» наклона придающего жесткость наплавного валика предпочтительно составляет от 45 до 135°. Когда угол «γ» наклона составляет менее 45° или более 135°, вышеупомянутое действие придающего жесткость наплавного валика снижается.
[0077] Здесь, когда придающий жесткость наплавной валик формируют, как показано в фигурах от Фиг. 5 до Фиг. 9 (поворотный участок в угловом стыке каждого из несущих коробов 52, 62, 72, 82 и 92), угол «γ» наклона придающего жесткость наплавного валика представляет собой угол к касательной в точке, где угловой наплавной валик перекрывается с придающим жесткость наплавным валиком.
С другой стороны, когда придающий жесткость наплавной валик формируют, как показано на Фиг. 10 (поворотный участок в угловом стыке (участке соединения) образован двумя продолжающимися поверхностями несущего короба 102), угол наклона придающего жесткость наплавного валика представляет собой угол, составленный угловым наплавным валиком и придающим жесткость наплавным валиком на поверхности из двух поверхностей, где сформирован придающий жесткость наплавной валик.
[0078] (Прочие требования)
Условия дуговой сварки для формирования углового наплавного валика и формирования придающего жесткость наплавного валика, и состав используемой сварочной проволоки могут быть в соответствии с обычными способами, и не являются конкретно ограниченными. Однако предпочтительно, что в производственном плане формирование углового наплавного валика и формирование придающего жесткость наплавного валика должны выполняться непрерывно с использованием одного и того же сварочного оборудования. Однако в той мере, насколько обеспечивается действие придающего жесткость наплавного валика в повышении жесткости стального листа, условия сварки обоих и состав применяемой сварочной проволоки могут быть различными.
[0079] Кроме того, в сварном соединении для формирования придающего жесткость наплавного валика так, чтобы он перекрывался с угловым наплавным валиком, необходимо, чтобы обязательно имелась в наличии зона, где мог бы быть образован придающий жесткость наплавной валик с требуемым углом наклона и с необходимыми длиной, высотой и шириной вблизи сварного соединения.
[0080] Как указано выше, в этом варианте исполнения можно в значительной мере предотвратить возникновение усталостной трещины простым путем создания придающего жесткость наплавного валика, даже когда сварная конструкционная деталь подвергается воздействию циклического вибрационного напряжения.
[0081] Как указано выше, можно значительно повысить усталостную прочность стальной детали только созданием придающего жесткость наплавного валика. Однако сочетанием операции для сокращения концентраций напряжений в начальной точке и конечной точке сварки, и формирования придающего жесткость наплавного валика может быть получено соединение, усталостная прочность которого повышена. Например, как показано в Фиг. 5, Фиг. 6 и Фиг. 9, если исходить из того, что угловой наплавной валик продолжается от углового стыка, и каждая из начальной точки сварки и конечной точки сварки углового наплавного валика расположена в положении вне углового стыка (а именно, при условии, что сформирован вышеописанный удлиненный наплавной валик), может быть предусмотрен придающий жесткость наплавной валик. Однако такое продолжение углового наплавного валика не обязательно является необходимым.
[0082] Кроме того, авторы настоящего изобретения подтвердили, что способ согласно этому варианту исполнения может быть применен также для иных металлических деталей, нежели стальная деталь. Например, возможно использование способы в этом варианте исполнения для алюминиевых деталей или деталей из нержавеющей стали, вместо стальной детали. Кроме того, авторы настоящего изобретения подтвердили, что способ согласно этому варианту исполнения может быть применен также к металлическим деталям различных типов.
[0083] Следует отметить, что все из вышеописанных вариантов осуществления настоящего изобретения только иллюстрируют примеры исполнения настоящего изобретения, и техническая область настоящего изобретения не должна толковаться как ограниченная этими вариантами осуществления. То есть, настоящее изобретение может быть реализовано в разнообразных формах без выхода за пределы технической области и смысла, или его основных признаков.
ПРИМЕРЫ
[0084] Здесь будут описаны примеры настоящего изобретения. Условия в примерах представляют один условный пример, использованный для подтверждения применимости и эффектов настоящего изобретения, и настоящее изобретение не ограничивается этим одним условным примером. В настоящем изобретении могут быть применены разнообразные условия, в той мере, насколько цель настоящего изобретения может быть достигнута без выхода за пределы сущности настоящего изобретения.
[0085] Изготовили сварные конструкционные детали 50, 60, 70, 80, 90 и 100, имеющие формы, показанные в фигурах от Фиг. 5 до Фиг. 10. Кроме того, изготовили сварные конструкционные детали, которые были такими же, как сварные конструкционные детали 50, 60, 70, 80, 90 и 100, имеющие формы, показанные в фигурах от Фиг. 5 до Фиг. 10, за исключением того обстоятельства, что начальную точку сварки и конечную точку сварки придающего жесткость наплавного валика поменяли местами относительно друг друга. Кроме того, изготовили сварные конструкционные детали, которые были такими же, как сварные конструкционные детали 50, 60, 70, 80, 90 и 100, имеющие формы, показанные в фигурах от Фиг. 5 до Фиг. 10, за исключением того обстоятельства, что придающий жесткость наплавной валик не формировали.
Затем каждую из этих сварных конструкционных деталей подвергли испытанию на усталость.
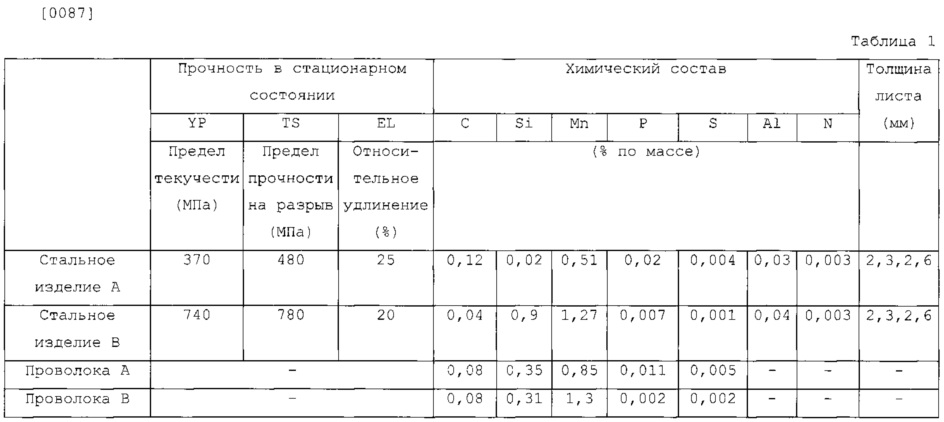
[0086] Стальные детали и сварочные материалы, использованные для сварных конструкционных деталей, показаны в Таблице 1. В Таблице 1 использовали стальные детали двух типов, Стальное изделие А и Стальное изделие В. В этой связи, два изделия, имеющих толщины листа (2,3 мм и 2,6 мм), приготовили для каждого из Стального листа А и Стального листа В. Кроме того, применяли сварочные материалы двух типов, Проволоку А и Проволоку В. Каждая из Проволоки А и Проволоки В имела диаметр 1,2 мм.
[0088] В этом примере несущий короб 52, показанный в Фиг. 5, имеет размер 300 мм × 150 мм × 50 мм. Швеллерный боковой сегмент 51 имеет размеры с шириной полки 80 мм × 75 мм ширины стенки × 80 мм по высоте.
В этом примере несущий короб 62, показанный в Фиг. 6, имеет размер 150 мм в диаметре × 300 мм по высоте (длине в осевом направлении). Швеллерный боковой сегмент 61 имеет размеры с шириной полки 80 мм × 75 мм ширины стенки в угловом стыке (участке соединения) × 80 мм по высоте (максимальное значение).
[0089] В этом примере несущий короб 72, показанный в Фиг. 7, имеет размер 300 мм × 100 мм × 50 мм. Трубчатый боковой сегмент 71 имеет размер 50 мм в диаметре × 150 мм по высоте (длине в осевом направлении).
В этом примере несущий короб 82, показанный в Фиг. 8, имеет размер 300 мм × 150 мм × 50 мм. Боковой сегмент 81 имеет размер 180 мм × 75 мм × 56 мм.
[0090] В этом примере несущий короб 92, показанный в Фиг. 9, имеет размер 300 мм × 100 мм × 50 мм. Швеллерный боковой сегмент 91 имеет размеры с шириной полки 75 мм × 105 мм ширины стенки × 80 мм по высоте. Радиус кривизны края полки швеллерного бокового сегмента 81 составляет 50 мм.
В этом примере несущий короб 102, показанный в Фиг. 10, имеет размер 300 мм × 100 мм × 50 мм. Боковой сегмент 101 представляет собой компонент, в котором из участка длиной 56 мм стальной трубы прямоугольного сечения, имеющей размер 180 мм × 75 мм × 56 мм, сделан вырез от края на глубину 30 мм.
[0091] Каждый из придающих жесткость наплавных валиков сформировали для случая, где начальная точка сварки придающего жесткость наплавного валика (начальное положение придающего жесткость наплавного валика в Таблице 2) находится на угловом наплавном валике, и для ситуации, где она находится на несущем коробе.
Кроме того, каждый из придающих жесткость наплавных валиков сформировали для случая, где начальная точка сварки придающего жесткость наплавного валика находится на угловом наплавном валике, и конечная точка сварки придающего жесткость наплавного валика (конечное положение придающего жесткость наплавного валика в таблицах от Таблицы 2 до Таблицы 12) находится на несущем коробе, и для ситуации, где начальная точка сварки придающего жесткость наплавного валика находится на угловом наплавном валике, и конечная точка сварки придающего жесткость наплавного валика находится на боковом сегменте.
[0092] Кроме того, каждый из придающих жесткость наплавных валиков сформировали для случая, где придающий жесткость наплавной валик нанесли на поворотном участке в угловом стыке (участке соединения), и для ситуации, где его сформировали на прямолинейном участке углового стыка.
Кроме того, сформировали придающие жесткость наплавные валики, в то же время изменяя длину La придающего жесткость наплавного валика, высоту «На» придающего жесткость наплавного валика, и ширину Wa придающего жесткость наплавного валика.
[0093] Условия сварки являются следующими.
<Общие условия сварки>
Способ сварки: сварка расходуемым электродом
Источник сварочного тока: DP350 (производства фирмы DAIHEN Corporation)
Режим сварки: импульсный постоянный ток (DC)
Положение сварки: сверху вниз, горизонтально
Расстояние между краями стальных листов (длина выступа): 15 мм
Тип защитного газа: Ar+20% СО2
Расход потока защитного газа: 20 л/мин
<Условия формирования углового наплавного валика>
Установочный угол наклона горелки: постоянный угол 60° от нижнего листа, угол при продвижении 0°
Целевое положение: угол перекрывающегося участка
Скорость сварки: 80 см/мин
Сварочный ток и напряжение при сварке: регулируют на значение, которое не вызывает ослабление сварного шва
Один пример:
Приблизительно 220 А, приблизительно 24 В, в случае сварки угловым швом при толщине листа 2,3 мм)
<Условия формирования придающего жесткость наплавного валика>
Установочный угол наклона горелки: постоянный угол 90° от стального листа, угол при продвижении 0°
Целевое положение и направление сварки: сварка на нижнем стальном листе по направлению перпендикулярно угловому наплавному валику в центре в направлении ширины испытательного образца, с поверхностью наваренного металла углового наплавного валика в качестве начальной точки
Скорость сварки: 50 см/мин
Сварочный ток и напряжение при сварке: регулируют на сварочный ток, который составляет приблизительно 2/3 от применяемого для углового наплавного валика
Один пример: 150 А, 21 В, в случае, где придающий жесткость наплавной валик размещают на стальном листе, имеющем толщину листа 2,3 мм
[0094] Одну стальную деталь (несущий короб) и другую стальную деталь (боковой сегмент) каждого из изготовленных испытательных образцов выдерживали в электрогидравлическом устройстве для испытания на усталость таким образом, что направление нагрузки становилось направлением, показанным контурной стрелкой в каждой из фигур от Фиг. 5 до Фиг. 10, и подвергли их испытанию на усталость с нагрузкой в постоянном диапазоне (диапазон постоянного напряжения), коэффициент нагрузки составлял -1, и частота повторений составляла 5 Гц.
Твердость Hw придающего жесткость наплавного валика м максимальную твердость Hb стального листа измерили соответственными вышеописанными методами.
Результаты примеров разъясняются на основе таблиц от Таблицы 2 до Таблицы 12.
[0095]



[0096]


[0097]



[0098]


[0099]



[0100]



[0101]

[0102]



[0103]



[0104]

[0105]


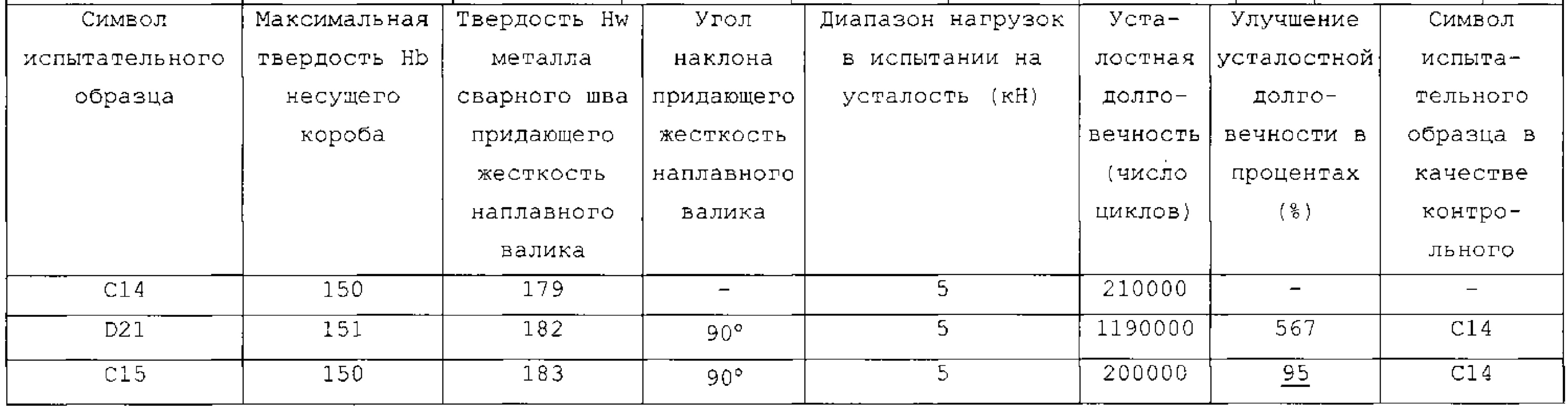
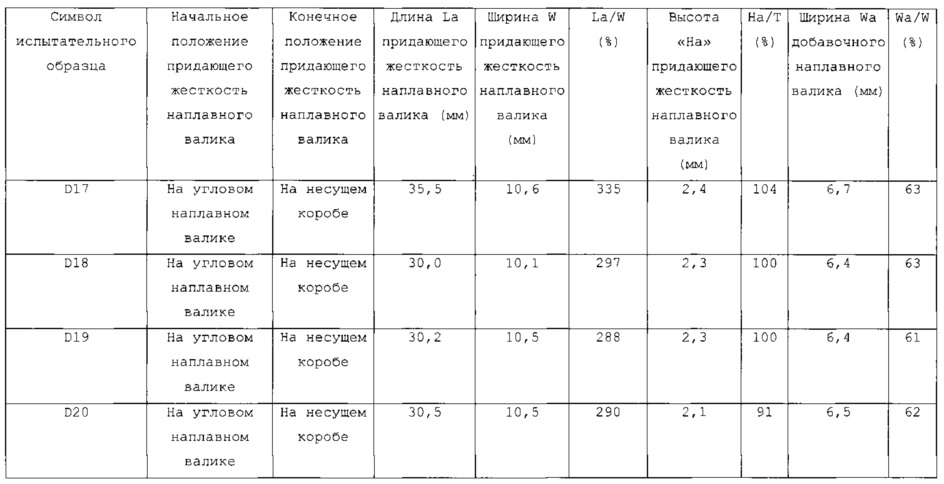
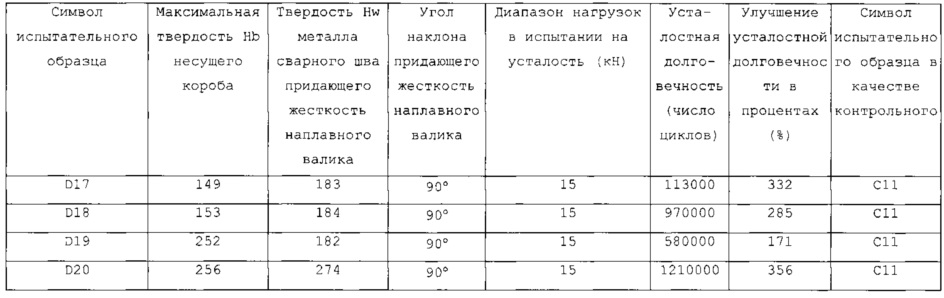
[0106] Испытательные образцы с символами С1, С5, С7, С9, С11 и С14 показывают результаты сварных конструкционных деталей, каждая из которых не имеет сформированного на ней придающего жесткость наплавного валика, в отношении сварных конструкционных деталей 50, 60, 70, 80, 90 и 100, показанных в Фиг. 5, Фиг. 6, Фиг. 7, Фиг. 8, Фиг. 9 и Фиг. 10, соответственно. На основе усталостной долговечности этих сварных конструкционных деталей был подтвержден эффект придающего жесткость наплавного валика. На основе величин усталостной долговечности испытательных образцов с символами, описанными в колонке «СИМВОЛ ИСПЫТАТЕЛЬНОГО ОБРАЗЦА В КАЧЕСТВЕ КОНТРОЛЬНОГО» в таблицах от Таблицы 2 до Таблицы 12, рассчитали «УЛУЧШЕНИЕ УСТАЛОСТНОЙ ДОЛГОВЕЧНОСТИ В ПРОЦЕНТАХ». В этом примере было определено, что эффект придающего жесткость наплавного валика проявляется, когда «УЛУЧШЕНИЕ УСТАЛОСТНОЙ ДОЛГОВЕЧНОСТИ В ПРОЦЕНТАХ» превышает 120%.
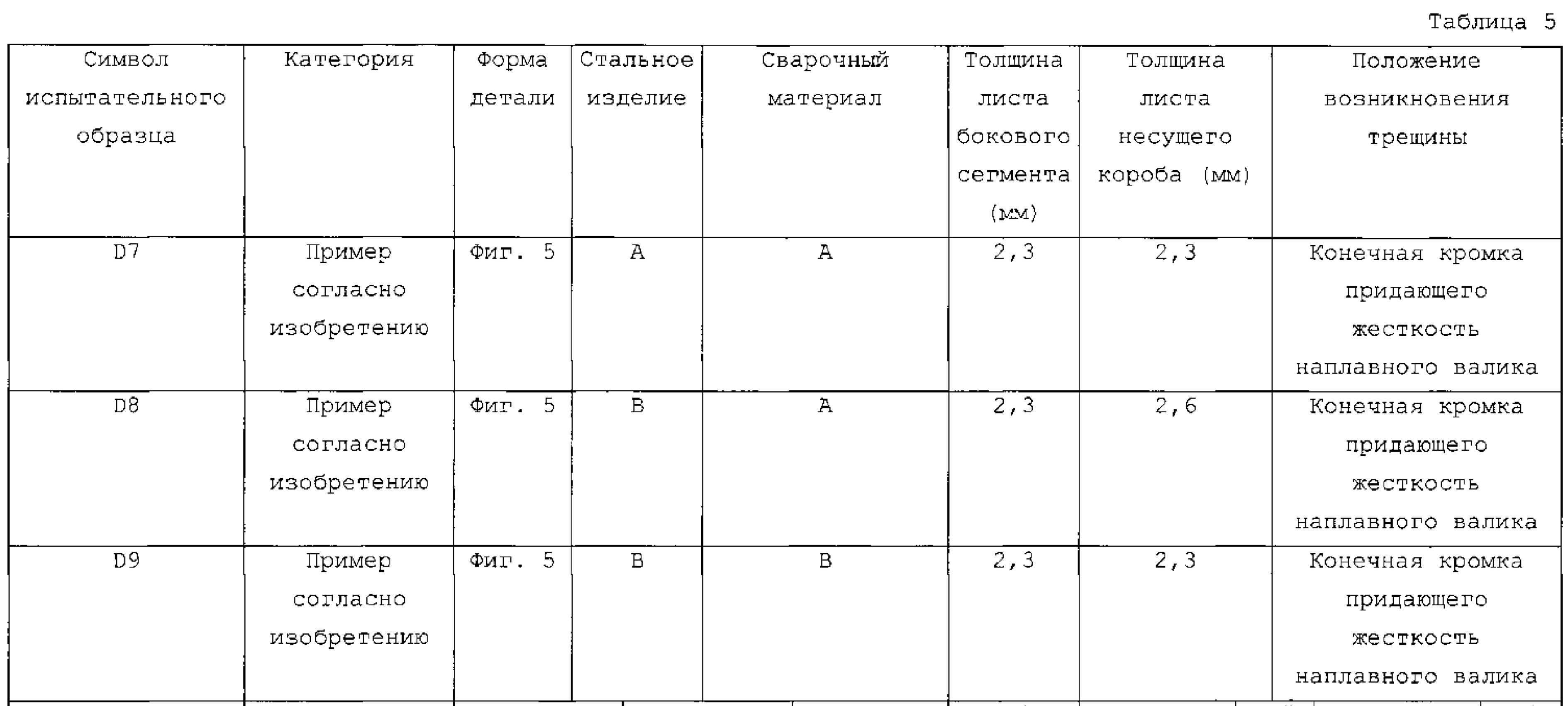
[0107] Каждый из образцов от D1 до D9 показывает оценку эффекта придающего жесткость наплавного валика, испытываемого на сварной конструкционной детали 50, показанной в Фиг. 5. На сварной конструкционной детали 50 не формировали придающие жесткость наплавные валики, так что трещина возникала на кромках лицевой поверхности сварного шва на стороне несущего короба 52 на участках изгиба углового наплавного валика 53 (смотри «ПОЛОЖЕНИЕ ВОЗНИКНОВЕНИЯ ТРЕЩИНЫ» в С1). Поэтому необходимо увеличивать усталостную долговечность в этих местах с помощью придающих жесткость наплавных валиков 55А и 55В. Таким образом, придающие жесткость наплавные валики 55А и 55В сформировали так, что положения участков изгиба углового наплавного валика 53 были предусмотрены в качестве их начального положения сварки, и передняя поверхность несущего короба 52 была предусмотрена в качестве их конечного положения сварки (смотри «УГОЛ УГЛОВОГО НАПЛАВНОГО ВАЛИКА» в колонке «НАЧАЛЬНОЕ ПОЛОЖЕНИЕ ПРИДАЮЩЕГО ЖЕСТКОСТЬ НАПЛАВНОГО ВАЛИКА», и «НА НЕСУЩЕМ КОРОБЕ» в колонке «КОНЕЧНОЕ ПОЛОЖЕНИЕ ПРИДАЮЩЕГО ЖЕСТКОСТЬ НАПЛАВНОГО ВАЛИКА» для образцов от D1 до D9).
[0108] Как показано для образцов от D1 до D9, придающие жесткость наплавные валики 55А и 55В были сформированы, как указано выше, и тем самым увеличилась усталостная долговечность, и положение возникновения трещины изменилось на концевые кромки придающих жесткость наплавных валиков 55А и 55В вместо кромок лицевой поверхности сварного шва углового наплавного валика 53 (смотри «КОНЕЧНАЯ КРОМКА ПРИДАЮЩЕГО ЖЕСТКОСТЬ НАПЛАВНОГО ВАЛИКА» в колонке «ПОЛОЖЕНИЕ ВОЗНИКНОВЕНИЯ ТРЕЩИНЫ» для образцов от D1 до D9).
[0109] Кроме того, как показано для образцов от D1 до D3 и D8, пока не удовлетворяются описанные выше условия от (А) до (Е), проявляется тенденция к снижению предела повышения усталостной долговечности.
Более конкретно, в образце D1 длина La придающего жесткость наплавного валика не составляет двукратной или более ширины W углового наплавного валика (отношение «La/W» в D1 не достигает 200% или более, что не удовлетворяет условию (А)). В D2 угол «γ» наклона придающего жесткость наплавного валика не находится в диапазоне от 45° до 135° («УГОЛ НАКЛОНА ПРИДАЮЩЕГО ЖЕСТКОСТЬ НАПЛАВНОГО ВАЛИКА» для D2 не становится равным от 45° до 135°, что не удовлетворяет условию (Е)). В образце D3 высота «На» придающего жесткость наплавного валика не составляет половины или более толщины «t» стальной детали, на которой сформирован придающий жесткость наплавной валик, и ширина Wa придающего жесткость наплавного валика не составляет половины или более ширины W углового наплавного валика (отношение «На/t» для D3 не становится равным 50% или более, что не удовлетворяет условию (В), и отношение «Wa/W» для D3 не становится равным 50% или более, что не удовлетворяет условию (С)). В образце D8 максимальная твердость несущего короба, где возникает трещина (максимальная твердость Hb стального листа), не превышает твердость Hw (металла сварного шва) придающего жесткость наплавного валика («ТВЕРДОСТЬ Hw МЕТАЛЛА СВАРНОГО ШВА ПРИДАЮЩЕГО ЖЕСТКОСТЬ НАПЛАВНОГО ВАЛИКА» для D8 не превышает величину «МАКСИМАЛЬНАЯ ТВЕРДОСТЬ Hb НЕСУЩЕГО КОРОБА», что не удовлетворяет условию (D)). Однако во всех случаях улучшение усталостной долговечности в процентах превышает 120%.
[0110] Образец D10 показывает оценку эффекта придающего жесткость наплавного валика, размещенного на сварной конструкционной детали 60, показанной в Фиг. 6. На сварной конструкционной детали 60 не формировали придающие жесткость наплавные валики, так что трещина возникала на кромках лицевой поверхности сварного шва на стороне несущего короба 62 на участках изгиба углового наплавного валика 63 (смотри «ПОЛОЖЕНИЕ ВОЗНИКНОВЕНИЯ ТРЕЩИНЫ» в С5). Поэтому необходимо повышать усталостную долговечность в этих местах с помощью придающих жесткость наплавных валиков 65А и 65В. Таким образом, придающие жесткость наплавные валики 65А и 65В сформировали так, что положения участков изгиба углового наплавного валика 63 были предусмотрены в качестве их начального положения сварки, и передняя поверхность несущего короба 62 была предусмотрена в качестве их конечного положения сварки (смотри «УГОЛ УГЛОВОГО НАПЛАВНОГО ВАЛИКА» в колонке «НАЧАЛЬНОЕ ПОЛОЖЕНИЕ ПРИДАЮЩЕГО ЖЕСТКОСТЬ НАПЛАВНОГО ВАЛИКА», и «НА НЕСУЩЕМ КОРОБЕ» в колонке «КОНЕЧНОЕ ПОЛОЖЕНИЕ ПРИДАЮЩЕГО ЖЕСТКОСТЬ НАПЛАВНОГО ВАЛИКА» для образца D10).
[0111] Как показано для образца D10, придающие жесткость наплавные валики 65А и 65В были сформированы, как указано выше, и тем самым увеличилась усталостная долговечность, и положение возникновения трещины изменилось на концевые кромки придающих жесткость наплавных валиков 65А и 65В вместо кромок лицевой поверхности сварного шва углового наплавного валика 63 (смотри «КОНЕЧНАЯ КРОМКА ПРИДАЮЩЕГО ЖЕСТКОСТЬ НАПЛАВНОГО ВАЛИКА» в колонке «ПОЛОЖЕНИЕ ВОЗНИКНОВЕНИЯ ТРЕЩИНЫ» для образца D10).
В этой связи, было подтверждено, что пока не удовлетворяются описанные выше условия от (А) до (Е), проявляется тенденция к снижению предела повышения усталостной долговечности также в сварной конструкционной детали 60, показанной в Фиг. 6, что не показано в таблице.
[0112] Образец D11 показывает оценку эффекта придающего жесткость наплавного валика, размещенного на сварной конструкционной детали 70, показанной в Фиг. 7. На сварной конструкционной детали 70 не формировали придающие жесткость наплавные валики, так что трещина возникала на кромках лицевой поверхности сварного шва на стороне несущего короба 72 в точке, непосредственно противолежащей относительно точки углового наплавного валика 73, где прилагается нагрузка (смотри «ПОЛОЖЕНИЕ ВОЗНИКНОВЕНИЯ ТРЕЩИНЫ» в С7). Таким образом, придающий жесткость наплавной валик 74 сформировали так, что эта точка углового наплавного валика 73 была предусмотрена в качестве его начального положения сварки, и передняя поверхность несущего короба 62 была предусмотрена в качестве его конечного положения сварки (смотри «НА УГЛОВОМ НАПЛАВНОМ ВАЛИКЕ» в колонке «НАЧАЛЬНОЕ ПОЛОЖЕНИЕ ПРИДАЮЩЕГО ЖЕСТКОСТЬ НАПЛАВНОГО ВАЛИКА», и «НА НЕСУЩЕМ КОРОБЕ» в колонке «КОНЕЧНОЕ ПОЛОЖЕНИЕ ПРИДАЮЩЕГО ЖЕСТКОСТЬ НАПЛАВНОГО ВАЛИКА» для образца D11).
[0113] Как показано для образца D11, придающий жесткость наплавной валик 74 был сформирован, как указано выше, и тем самым увеличилась усталостная долговечность, и положение возникновения трещины изменилось на концевую кромку придающего жесткость наплавного валика 74 вместо кромки лицевой поверхности сварного шва углового наплавного валика 73 (смотри «КОНЕЧНАЯ КРОМКА ПРИДАЮЩЕГО ЖЕСТКОСТЬ НАПЛАВНОГО ВАЛИКА» в колонке «ПОЛОЖЕНИЕ ВОЗНИКНОВЕНИЯ ТРЕЩИНЫ» для образца D11).
В этой связи, было подтверждено, что пока не удовлетворяются описанные выше условия от (А) до (Е), проявляется тенденция к снижению предела повышения усталостной долговечности также в сварной конструкционной детали 70, показанной в Фиг. 7, что не показано в таблице.
[0114] Образец D12 показывает оценку эффекта придающего жесткость наплавного валика, размещенного на сварной конструкционной детали 80, показанной в Фиг. 8. На сварной конструкционной детали 80 не формировали придающие жесткость наплавные валики, так что трещина возникала на кромках лицевой поверхности сварного шва на стороне несущего короба 82 на участках изгиба углового наплавного валика 83 (смотри «ПОЛОЖЕНИЕ ВОЗНИКНОВЕНИЯ ТРЕЩИНЫ» в С9). Поэтому необходимо повышать усталостную долговечность в этих местах с помощью придающих жесткость наплавных валиков 84А, 4В и 84С. Таким образом, придающие жесткость наплавные валики 84А, 84В и 84С сформировали так, что участки изгиба углового наплавного валика 83 были предусмотрены в качестве их начального положения сварки, и передняя поверхность несущего короба 82 была предусмотрена в качестве их конечного положения сварки (смотри «УГОЛ УГЛОВОГО НАПЛАВНОГО ВАЛИКА» в колонке «НАЧАЛЬНОЕ ПОЛОЖЕНИЕ ПРИДАЮЩЕГО ЖЕСТКОСТЬ НАПЛАВНОГО ВАЛИКА», и «НА НЕСУЩЕМ КОРОБЕ» в колонке «КОНЕЧНОЕ ПОЛОЖЕНИЕ ПРИДАЮЩЕГО ЖЕСТКОСТЬ НАПЛАВНОГО ВАЛИКА» для образца D12). Кстати, подобно другим придающим жесткость наплавным валикам, еще один придающий жесткость наплавной валик сформировали также на другом невидимом участке изгиба, скрытом в Фиг. 8.
[0115] Как показано для образца D12, придающие жесткость наплавные валики 84А, 84В и 84С были сформированы, как указано выше, и тем самым увеличилась усталостная долговечность, и положение возникновения трещины изменилось на корневой участок углового наплавного валика 53 вместо кромки лицевой поверхности сварного шва углового наплавного валика 83 (смотри «КОНЕЧНАЯ КРОМКА ПРИДАЮЩЕГО ЖЕСТКОСТЬ НАПЛАВНОГО ВАЛИКА» в колонке «ПОЛОЖЕНИЕ ВОЗНИКНОВЕНИЯ ТРЕЩИНЫ» для образца D12).
В этой связи, было подтверждено, что пока не удовлетворяются описанные выше условия от (А) до (Е), проявляется тенденция к снижению предела повышения усталостной долговечности также в сварной конструкционной детали 80, показанной в Фиг. 8, что не показано в таблице.
[0116] Каждый из образцов от D13 до D20 показывает оценку эффекта придающего жесткость наплавного валика, размещенного на сварной конструкционной детали 90, показанной в Фиг. 9. На сварной конструкционной детали 90 не формировали придающие жесткость наплавные валики, так что трещина возникала на корневом участке в центральной части по направлению вдоль линии сварки углового наплавного валика 93 (смотри «ПОЛОЖЕНИЕ ВОЗНИКНОВЕНИЯ ТРЕЩИНЫ» в С11). Поэтому необходимо повышать усталостную долговечность в этом месте с помощью придающего жесткость наплавного валика 95. Таким образом, придающий жесткость наплавной валик 95 сформировали так, что центральная часть по направлению вдоль линии сварки углового наплавного валика 93 была предусмотрена в качестве его начального положения сварки, и передняя поверхность несущего короба 92 была предусмотрена в качестве его конечного положения сварки (смотри «НА УГЛОВОМ НАПЛАВНОМ ВАЛИКЕ» в колонке «НАЧАЛЬНОЕ ПОЛОЖЕНИЕ ПРИДАЮЩЕГО ЖЕСТКОСТЬ НАПЛАВНОГО ВАЛИКА», и «НА НЕСУЩЕМ КОРОБЕ» в колонке «КОНЕЧНОЕ ПОЛОЖЕНИЕ ПРИДАЮЩЕГО ЖЕСТКОСТЬ НАПЛАВНОГО ВАЛИКА» для образцов от D13 до D20).
[0117] Как показано для образцов от D13 до D20, придающий жесткость наплавной валик 95 был сформирован, как указано выше, и тем самым увеличилась усталостная долговечность, и положение возникновения трещины изменилось на концевую кромку придающего жесткость наплавного валика 95 вместо стороны корневого участка в центральной части углового наплавного валика 93 (смотри «КОНЕЧНАЯ КРОМКА ПРИДАЮЩЕГО ЖЕСТКОСТЬ НАПЛАВНОГО ВАЛИКА» в колонке «ПОЛОЖЕНИЕ ВОЗНИКНОВЕНИЯ ТРЕЩИНЫ» для образцов от D13 до D20).
[0118] Кроме того, как показано в образцах от D13 до D15, и D19, пока не удовлетворяются описанные выше условия от (А) до (Е), проявляется тенденция к снижению предела повышения усталостной долговечности.
Более конкретно, в образце D13 длина La придающего жесткость наплавного валика не составляет двукратной или более ширины W углового наплавного валика (отношение «La/W» в D13 не достигает 200% или более, что не удовлетворяет условию (А)). В D14 угол «γ» наклона придающего жесткость наплавного валика не находится в диапазоне от 45° до 135° (отношение «La/W» в D14 не достигает 200% или более, что не удовлетворяет условию (Е)). В образце D15 высота «На» придающего жесткость наплавного валика не составляет половины или более толщины «t» стальной детали, на которой сформирован придающий жесткость наплавной валик, и ширина Wa придающего жесткость наплавного валика не составляет половины или более ширины W углового наплавного валика
(отношение «На/t» для D15 не становится равным 50% или более, что не удовлетворяет условию (В), и отношение «Wa/W» для D15 не становится равным 50% или более, что не удовлетворяет условию (С)). В образце D19 максимальная твердость несущего короба, где возникает трещина (максимальная твердость Hb стального листа), не превышает твердость Hw (металла сварного шва) придающего жесткость наплавного валика («ТВЕРДОСТЬ Hw МЕТАЛЛА СВАРНОГО ШВА ПРИДАЮЩЕГО ЖЕСТКОСТЬ НАПЛАВНОГО ВАЛИКА» для D19 не превышает величину «МАКСИМАЛЬНАЯ ТВЕРДОСТЬ Hb НЕСУЩЕГО КОРОБА», что не удовлетворяет условию (D)). Однако во всех случаях улучшение усталостной долговечности в процентах превышает 120%.
[0119] Образец D21 показывает оценку эффекта придающего жесткость наплавного валика, нанесенного на сварную конструкционную деталь 100, показанную в Фиг. 10. На сварной конструкционной детали 100 не формировали придающие жесткость наплавные валики, так что трещина возникала на кромках лицевой поверхности сварного шва на стороне несущего короба 102 на участках изгиба, примыкающих к поверхности листа бокового сегмента 101 на участках изгиба углового наплавного валика 103 (смотри «ПОЛОЖЕНИЕ ВОЗНИКНОВЕНИЯ ТРЕЩИНЫ» в С14). Поэтому необходимо повышать усталостную долговечность в этих местах с помощью придающих жесткость наплавных валиков 104А и 104В. Таким образом, придающие жесткость наплавные валики 104А и 104В сформировали так, что участки изгиба углового наплавного валика 103 были предусмотрены в качестве их начального положения сварки, и передняя поверхность несущего короба 102 была предусмотрена в качестве их конечного положения сварки (смотри «УГОЛ УГЛОВОГО НАПЛАВНОГО ВАЛИКА» в колонке «НАЧАЛЬНОЕ ПОЛОЖЕНИЕ ПРИДАЮЩЕГО ЖЕСТКОСТЬ НАПЛАВНОГО ВАЛИКА», и «НА НЕСУЩЕМ КОРОБЕ» в колонке «КОНЕЧНОЕ ПОЛОЖЕНИЕ ПРИДАЮЩЕГО ЖЕСТКОСТЬ НАПЛАВНОГО ВАЛИКА» для образца D21).
[0120] Как показано для образца D21, придающие жесткость наплавные валики 104А и 104В были сформированы, как указано выше, и тем самым увеличилась усталостная долговечность, и положение возникновения трещины изменилось на конечные кромки придающих жесткость наплавных валиков 104А и 104В вместо кромок лицевой поверхности сварного шва углового наплавного валика 103 (смотри «КОНЕЧНАЯ КРОМКА ПРИДАЮЩЕГО ЖЕСТКОСТЬ НАПЛАВНОГО ВАЛИКА» в колонке «ПОЛОЖЕНИЕ ВОЗНИКНОВЕНИЯ ТРЕЩИНЫ» для образца D21).
В этой связи, было подтверждено, что пока не удовлетворяются описанные выше условия от (А) до (Е), проявляется тенденция к снижению предела повышения усталостной долговечности также в сварной конструкционной детали 100, показанной в Фиг. 10, что не показано в таблице.
[0121] Образец С2 показывает результаты примера, в котором конечная точка сварки придающего жесткость наплавного валика была предусмотрена не на стороне несущего короба 52, где трещина возникает, когда нагрузка прилагается к сварной конструкционной детали 50, не имеющей сформированного на ней придающего жесткость наплавного валика, а на стороне бокового сегмента 51 относительно сварной конструкционной детали 50, показанной в Фиг. 5.
[0122] Образец С3 показывает результаты примера, в котором начальная точка сварки и конечная точка сварки придающего жесткость наплавного валика были поменяны местами друг с другом, относительно сварной конструкционной детали 50, показанной в Фиг. 5.
Образец С4 показывает результаты примера, в котором придающий жесткость наплавной валик не формировали на участках изгиба углового наплавного валика 53, но наносили придающий жесткость наплавной валик на участке углового наплавного валика 53 в центральной части по направлению ширины основания бокового сегмента 51 таким образом, что место в угловом наплавном валике 53 было предусмотрено в качестве его начального положения сварки, и передняя поверхность несущего короба 52 была предусмотрена в качестве его конечного положения сварки, в отношении сварной конструкционной детали 50, показанной в Фиг. 5.
Во всех случаях от С2 до С4 улучшение усталостной долговечности в процентах падало ниже 120%.
[0123] Образец С6 показывает результаты примера, в котором начальная точка сварки и конечная точка сварки придающего жесткость наплавного валика были поменяны местами друг с другом, относительно сварной конструкционной детали 60, показанной в Фиг. 6. Образец С8 показывает результаты примера, в котором начальная точка сварки и конечная точка сварки придающего жесткость наплавного валика были поменяны местами друг с другом, относительно сварной конструкционной детали 70, показанной в Фиг. 7. Образец С10 показывает результаты примера, в котором начальная точка сварки и конечная точка сварки придающего жесткость наплавного валика были поменяны местами друг с другом, относительно сварной конструкционной детали 80, показанной в Фиг. 8.
Во всех случаях с С6, С8 и С10 улучшение усталостной долговечности в процентах падало ниже 120%.
[0124] Образец С12 показывает результаты примера, в котором конечная точка сварки придающего жесткость наплавного валика была предусмотрена не на стороне несущего короба 92, где трещина возникает, когда нагрузка прилагается к сварной конструкционной детали 90, не имеющей сформированного на ней придающего жесткость наплавного валика, а на стороне бокового сегмента 91, в отношении сварной конструкционной детали 90, показанной в Фиг. 9.
Образец С13 показывает результаты примера, в котором начальная точка сварки и конечная точка сварки придающего жесткость наплавного валика были поменяны местами друг с другом, относительно сварной конструкционной детали 90, показанной в Фиг. 9.
В обоих случаях с С12 и С13 улучшение усталостной долговечности в процентах падало ниже 120%.
[0125] Образец С15 показывает результаты примера, в котором начальная точка сварки и конечная точка сварки придающего жесткость наплавного валика были поменяны местами друг с другом, относительно сварной конструкционной детали 100, показанной в Фиг. 10.
В случае С15, улучшение усталостной долговечности в процентах падало ниже 120%.
ПРОМЫШЛЕННАЯ ПРИМЕНИМОСТЬ
[0126] Настоящее изобретение может быть использовано в отрасли промышленности, в которой применяют сварку, например, такой как машиностроительная промышленность.
Реферат
Изобретение относится к способу получения сварного соединения металлических деталей. Осуществляют дуговую сварку угловыми швами в зоне сопряжения поверхности листа одной металлической детали и одной или обеих поверхностей листа другой металлической детали. Формируют угловой наплавленный валик (53) в упомянутой зоне сопряжения. Указанная зона включает по меньшей мере один поворотный участок. Формируют придающий жесткость (55А, 55В) наплавленный валик в по меньшей мере в одном месте по меньшей мере одного поворотного участка. Дуговую сварку выполняют с режимами, отличающимися от режимов дуговой сварки углового наплавленного валика (53), с перекрытием начальной точки сварки или конечной точки сварки придающего жесткость наплавленного валика (55А, 55В) с угловым наплавленным валиком (53). Придающий жесткость наплавленный валик (55А, 55В) формируют по направлению к той металлической детали, в которой возникает большее растягивающее напряжение от циклической нагрузки, приложенной к сварному соединению, сформированному без придающего жесткость наплавленного валика (55А, 55В). По меньшей мере одна металлическая деталь сформирована из металлического листа, имеющего толщину листа 3,2 мм или менее. 2 н. и 14 з.п. ф-лы, 10 ил., 12 табл.
Комментарии