Способ дуговой точечной сварки и сварочный аппарат для его осуществления - RU2676542C2
Код документа: RU2676542C2
Чертежи






Описание
ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[0001] Настоящее изобретение относится к способу для точечной дуговой сварки наложенных друг на друга частей имеющих тонкую толщину стальных листов, выполненных из высокопрочной стали, а также к сварочному аппарату для его осуществления.
УРОВЕНЬ ТЕХНИКИ
[0002] В последние годы в автомобильной промышленности для уменьшения веса кузовов автомобилей и повышения уровня безопасности при ударе увеличивается использование высокопрочных стальных листов. Прочность используемых стальных листов также постоянно растет. В процессе сборки кузовов автомобилей из такой высокопрочной стали, присоединения деталей и т.д. главным образом используется точечная резистивная электросварка.
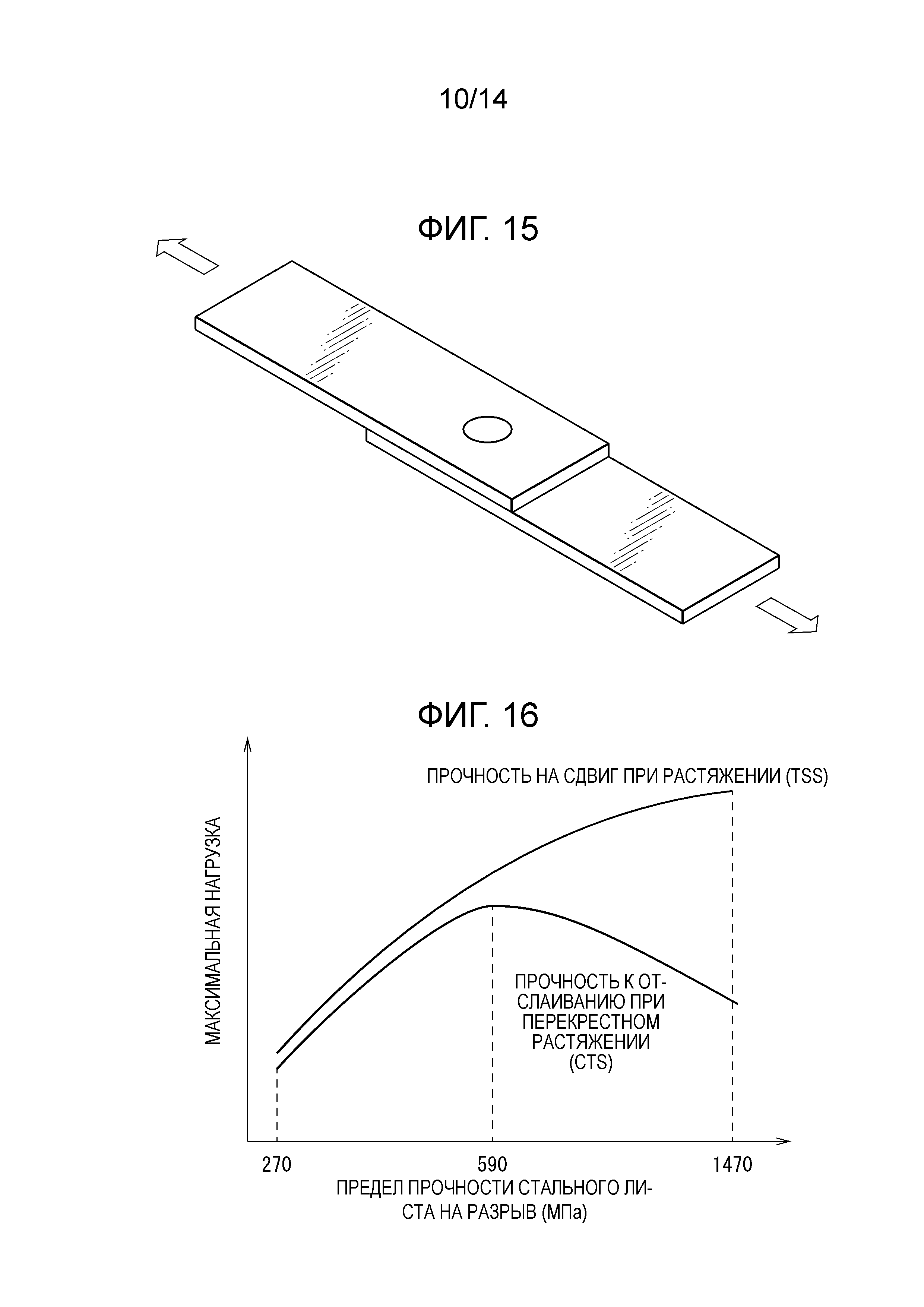
[0003] Прочность соединения точечной сваркой оценивается с помощью прочности на сдвиг для растягивающего усилия (tensile shear strength - TSS), измеряемой путем прикладывания растягивающего усилия в направлении сдвига, а также с помощью прочности на отслаивание при перекрестном растяжении (cross tensile strength - CTS), измеряемой путем прикладывания растягивающего усилия в направлении отслаивания. Известно, что TSS и CTS при увеличении прочности при растяжении стального листа изменяются в соответствии с конкретными соотношениями, такими как показанные на Фиг. 16. Таким образом, TSS улучшается при повышении прочности при растяжении стальных листов, в то время как CTS достигает максимального значения при прочности при растяжении стальных листов, составляющей приблизительно 590 МПа, и падает при дальнейшем повышении прочности при растяжении стальных листов.
[0004] При точечной сварке высокопрочных стальных листов с прочностью при растяжении выше 590 МПа ударная вязкость и пластичность ядра сварной точки уменьшаются с ростом прокаливаемости стального листа s основного металла. Кроме того, при приложении отслаивающей нагрузки, такой как CTS при точечной сварке, чем выше прочность стальных листов, тем легче концентрируются напряжения на концах сварочного металла (ядра сварной точки). Кроме того, когда сила прессования является высокой, или когда происходит разбрызгивание, толщина стальных листов в сваренной части становится меньше по сравнению с окружающим металлом, и уровень напряжения возрастает еще больше. Благодаря этому при точечной сварке, когда прочность стальных листов является высокой, CTS зоны сварного шва падает.
[0005] В противоположность этому при точечной дуговой сварке возможно сваривать через стальные листы и формировать излишек сварочного металла, так что можно получать более высокую прочность соединения, чем при использовании точечной сварки.
[0006] Патентный документ 1 раскрывает одно дуговое точечное сварное соединение, получаемое путем плавления перекрывающихся высокопрочных стальных листов до задней поверхности, формируя сварные валики так, чтобы они выступали из поверхностей стальных листов, а также управления диаметрами сварные валиков так, чтобы они находились в подходящих диапазонах относительно толщин стальных листов, так, чтобы получить высокие значения как для CTS, так и для TSS, и реализовать сварное соединение, обладающее превосходной прочностью.
[0007] Однако форма сварного валика изменяется при изменении химических ингредиентов стального материала, толщины стального материала, и т.д. Кроме того, сварной валик на задней поверхности свисает благодаря действию силы тяжести, так что становится затруднительно устойчиво управлять формой сварного валика.
[0008] В качестве средства для подавления провисания сварного валика на задней поверхности Патентный документ 2 раскрывает способ использования опорной плиты. Патентный документ 2 предлагает предотвращать сплавление опорной плиты и сварочного металла с помощью способа обеспечения углубления на части лицевой поверхности опорной плиты для того, чтобы подавить генерирование дугового разряда к опорной плите.
[0009] Фиг. 1 в Патентном документе 2 показывает, что сварной валик того же самого размера, что и углубление опорной плиты, формируется на задней стороне покрытого стального листа. Однако когда авторы настоящего изобретения попытались использовать опорную плиту, раскрытую в Патентном документе 2, для того, чтобы управлять формой сварного валика на задней поверхности во время точечной дуговой сварки, было невозможно получить диаметр сварного валика или выступающую высоту металла, как раскрыто в Патентном документе 1.
[0010] Фиг. 2 в Патентном документе 3 показывает устройство с утопленным углублением подачи газа, имеющим ширину, позволяющую формировать атмосферу во время дуговой сварки, выпускать многоатомный газ, образующийся при стыковке и сварке двух демпфирующих колебания стальных листов, а также охлаждать заднюю поверхность около зоны сварного шва двух демпфирующих колебания стальных листов для того, чтобы можно было охладить области вблизи концевых краев зоны сварного шва двух демпфирующих колебания стальных листов.
[0011] Кроме того, Фиг. 3 и т.д. в Патентном документе 4 раскрывают устройство, помещающее два стальных листа друг на друга на приемном столе и выполняющее точечную дуговую сварку.
[0012] Однако ни Патентный документ 3, ни Патентный документ 4 не раскрывают конкретного способа для управления выступающей высотой сварного валика или формой сварного валика. По этой причине это неочевидно, имеет ли вышеупомянутое устройство функции, позволяющие управлять формой сварного валика, что необходимо для того, чтобы повысить прочность зоны сварного шва.
СПИСОК ЛИТЕРАТУРЫ
ПАТЕНТНАЯ ЛИТЕРАТУРА
[0013]Патентный документ 1: Японская патентная публикация № 2013-010139A
Патентный документ 2: Японская патентная публикация № 06-039542A
Патентный документ 3: Японская патентная публикация № 5-104250A
Патентный документ 4: Японская патентная публикация № 2-59173A
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
ТЕХНИЧЕСКАЯ ПРОБЛЕМА
[0014] Следовательно, настоящее изобретение было создано с учетом такой ситуации и имеет своей задачей предложить способ точечной дуговой сварки, способный давать заданный диаметр сварного валика или высоту выступающего металла в сварном валике на задней поверхности при точечной дуговой сварке, и способный давать сварное соединение, обладающее превосходной прочностью как TSS, так и CTS, а также предложить сварочный аппарат для реализации этого способа.
РЕШЕНИЕ ПРОБЛЕМЫ
[0015] Авторы настоящего изобретения получили открытие того, что если при сварке обеспечить опорную плиту у задней поверхности стального листа, рост расплавленной области тормозится благодаря отводу тепла опорной плитой. Следовательно, для того, чтобы увеличить сварной валик на задней поверхности стального листа, авторы настоящего изобретения изучили способ подавления теплопередачи от задней поверхности стального листа к опорной плите около расплавленной области и в результате обнаружили, что это можно сделать путем ограничения положения контакта опорной плиты и задней поверхности стального листа около расплавленной области так, чтобы был сформирован зазор между свариваемой частью и опорной плитой.
[0016] Кроме того, в дополнение к силе тяжести благодаря массе самого расплавленного металла, давление благодаря давлению потока плазмы дугового разряда во время дуговой сварки, то есть давление дуги оказывает влияние на степень провисания сварного валика на задней поверхности стального листа. Следовательно, авторы настоящего изобретения обнаружили, что возможно поддерживать долю времени генерирования дуги во время дуговой сварки внутри некоторого диапазона для того, чтобы уменьшить среднее давление дуги во время дуговой сварки, а также возможно предотвратить падение сварочного металла в начале точечной дуговой сварки, и тем самым завершили настоящее изобретение.
[0017] Таким образом, суть настоящего изобретения является следующей:
(1)
Способ точечной дуговой сварки, включающий расположение с наложением друг на друга множества стальных листов, содержащих углерод в количестве 0,2 мас.% или более, и выполнение сварки внахлест с одновременным расположением опорной плиты так, чтобы она находилась в контакте с нижним стальным листом со стороны, противоположной сварочной горелке,
причем упомянутая опорная плита содержит бесконтактную часть и контактную часть, причем бесконтактная часть обращена к упомянутому нижнему стальному листу без контактирования с упомянутым нижним стальным листом, а контактная часть контактирует с упомянутым нижним стальным листом,
причем упомянутый способ точечной дуговой сварки содержит:
расположение опорной плиты таким образом, чтобы упомянутая контактная часть контактировала с нижним стальным листом в положении дальше, чем 3t от центра эквивалентной окружности сварного валика на задней поверхности, и
поочередное и непрерывное повторение генерирования дуги и создание проводимости короткого замыкания так, чтобы время короткого замыкания, когда сварочное напряжение становится равным 10 В или меньше, составляло от более чем 30% до менее чем 60% от длительности цикла проводимости,
где «t» определяется как толщина стального листа у самого тонкого стального листа из множества стальных листов.
.
(2) Способ точечной дуговой сварки в соответствии с пунктом (1), в котором значение отношения среднего сварочного напряжения (единица измерения: В) к среднему сварочному току (единица измерения: A) во временном периоде точечной дуговой сварки поочередного и непрерывного повторения генерирования дуги и создания проводимости короткого замыкания при точечной дуговой сварке составляет от 0,07 до 0,10 (В/А) за цикл.
(3) Способ точечной дуговой сварки в соответствии с пунктом (1) или (2), в котором продолжительность одного цикла составляет от 5 мс до 20 мс, и генерирование дуги и создание проводимости короткого замыкания выполняют во время этого цикла.
(4) Способ точечной дуговой сварки в соответствии с любым из пунктов (1) - (3), в котором упомянутая контактная часть поддерживает размер зазора между задней поверхностью упомянутого нижнего стального листа и упомянутой бесконтактной частью равным от 0,2t до 3t.
(5) Способ точечной дуговой сварки в соответствии с любым из пунктов (1) - (4), включающий формирование сварного валика на задней поверхности, имеющего диаметр эквивалентной окружности, составляющий от 3t до 10t, и имеющего высоту выступающего металла, составляющую от 0,2t до 3t.
(6) Способ точечной дуговой сварки в соответствии с любым из пунктов (1) - (5), в котором контакт между контактной частью и задней поверхностью нижнего стального листа является по меньшей мере одним из точечного контакта, линейного контакта и плоскостного контакта.
(7) Способ точечной дуговой сварки в соответствии с любым из пунктов (1) - (6), в котором при формировании сварного валика на задней поверхности с диаметром эквивалентной окружности более 5t опорная плита формируется из меди или медного сплава, и контакт между контактной частью и задней поверхностью нижнего стального листа представляет собой плоскостной контакт.
(8) Способ точечной дуговой сварки в соответствии с любым из пунктов (1) - (6), в котором при формировании сварного валика на задней поверхности с диаметром эквивалентной окружности более 5t опорная плита формируется из стального материала, и контакт между контактной частью и задней поверхностью нижнего стального листа представляет собой плоскостной контакт.
(9) Способ точечной дуговой сварки в соответствии с любым из пунктов (1) - (8), в котором площадь контакта контактной части и задней поверхности нижнего стального листа составляет 10 см2 или меньше.
(10) Устройство точечной дуговой сварки, предназначенное для выполнения способа сварки в соответствии с любым из пунктов (1) - (9), имеющее опорную плиту, снабженную бесконтактной частью, расположенной отдельно от задней поверхности нижнего стального листа, а также контактной частью, контактирующей с задней поверхностью нижнего стального листа в положении далее чем 3t от центра эквивалентной окружности сварного валика на задней поверхности, и поддерживающей зазор размером от 0,2t до 3t между задней поверхностью нижнего стального листа и бесконтактной частью.
(11) Устройство точечной дуговой сварки в соответствии с пунктом (10), выполненное в виде сварочного робота, на котором установлены сварочная горелка и упомянутая опорная плита.
ПОЛЕЗНЫЕ ЭФФЕКТЫ ИЗОБРЕТЕНИЯ
[0018] В соответствии с настоящим изобретением, даже при сваривании высокопрочных стальных листов с различными химическими составами, точечное дуговое сварное соединение, обладающее превосходными TSS и CTS, получается без уменьшения ударной вязкости или пластичности зоны сварного шва, так что при применении настоящего изобретения в процессе производства автомобильных деталей или при сборке кузовов автомобилей и т.д., могут быть произведены элементы, обладающие превосходной прочностью, и уровень безопасности автомобилей и т.д. может быть повышен.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
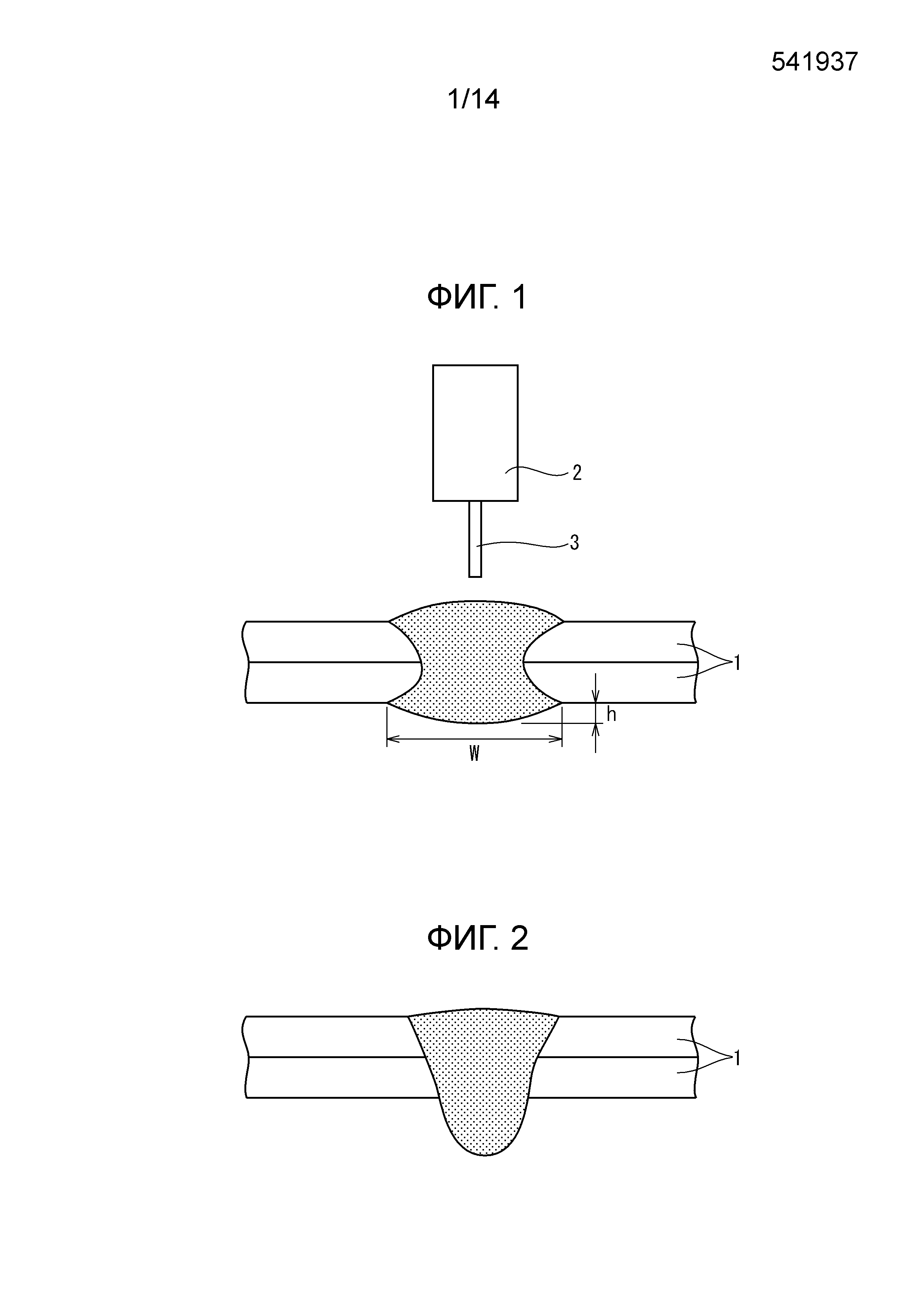
[0019] Фиг. 1 представляет собой изображение, показывающее один пример способа точечной дуговой сварки в соответствии с газовой дуговой сваркой металлическим электродом.
Фиг. 2 представляет собой изображение, показывающее один пример способа точечной дуговой сварки, не использующего опорную плиту.
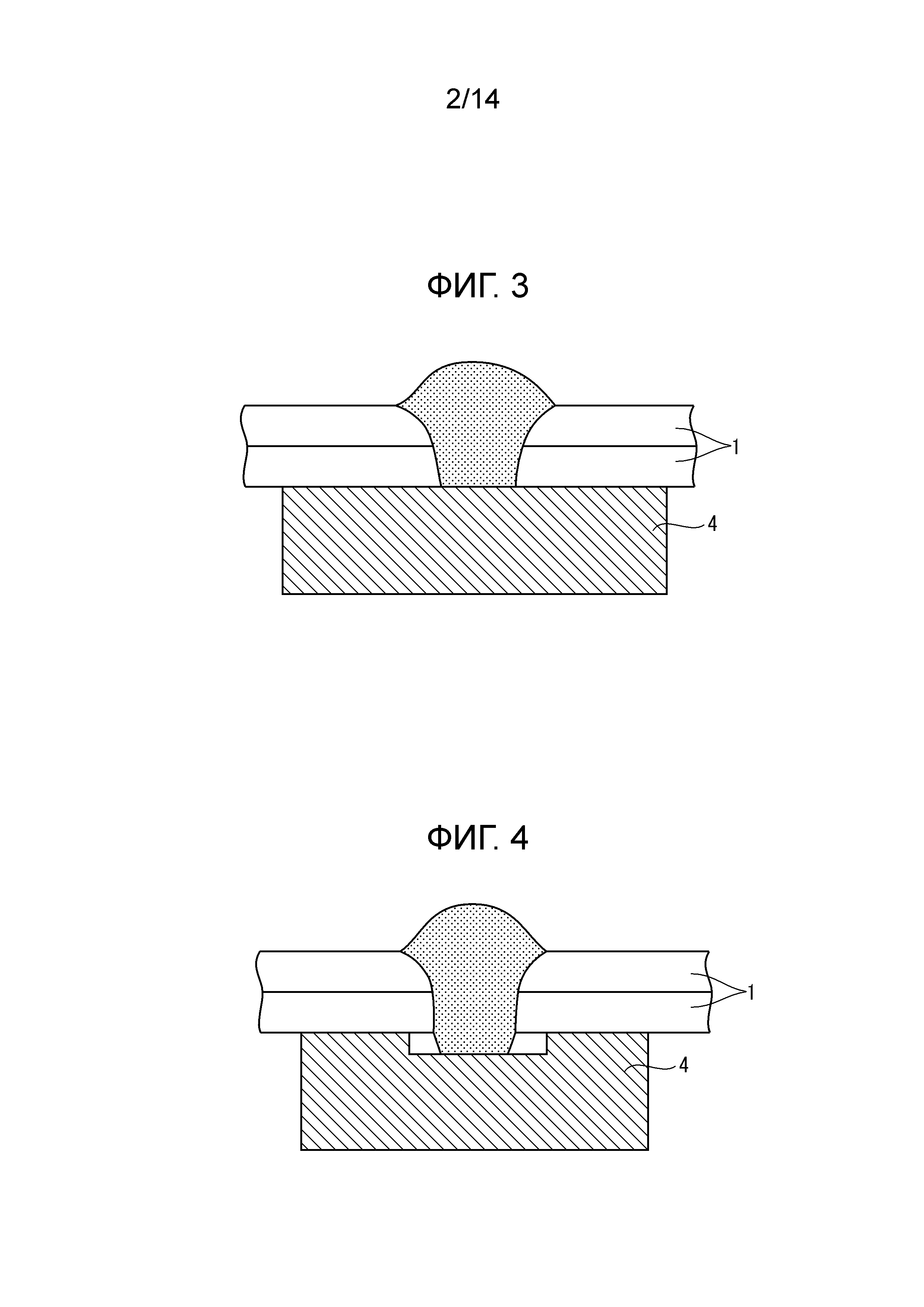
Фиг. 3 представляет собой изображение, показывающее один пример способа точечной дуговой сварки, использующего опорную плиту без углубления.
Фиг. 4 представляет собой изображение, показывающее один пример способа точечной дуговой сварки, использующего опорную плиту с углублением.
Фиг. 5 представляет собой изображение, показывающее один пример способа точечной дуговой сварки, использующего опорную плиту с увеличенным диаметром углубления.
Фиг. 6A и Фиг. 6B представляют собой изображения, показывающие один пример присутствия/отсутствия сквозного отверстия в положении сварки верхнего стального листа, причем Фиг. 6A показывает присутствие сквозного отверстия, в то время как Фиг. 6B показывает отсутствие сквозного отверстия.
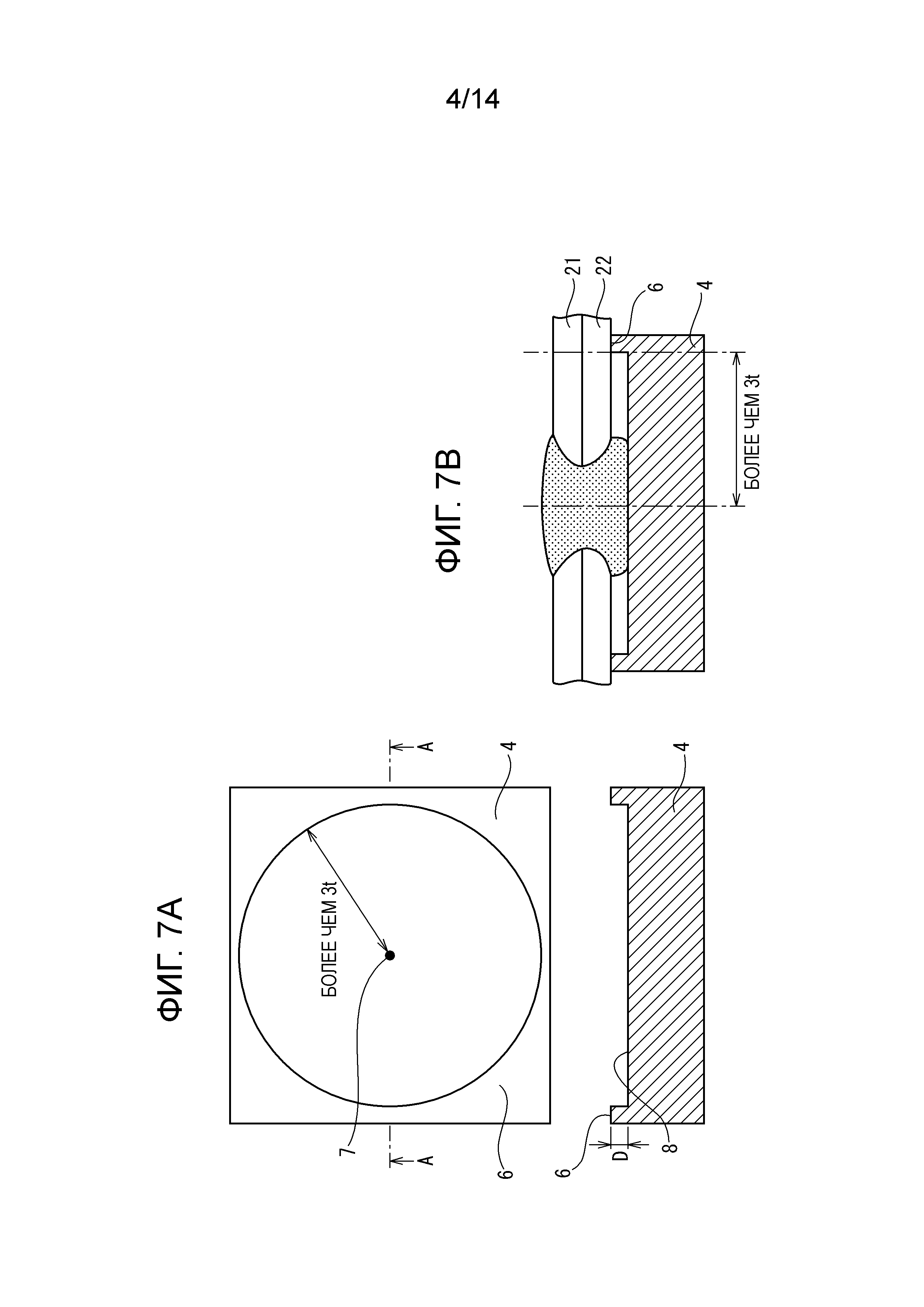
Фиг. 7A и Фиг. 7B представляют собой изображения, показывающие один пример опорной плиты с углублением прямоугольной формы в вертикальном поперечном сечении, причем Фиг. 7A представляет собой вид сверху и вертикальное поперечное сечение опорной плиты, а Фиг. 7B представляет собой поперечное сечение после точечной дуговой сварки с использованием опорной плиты, изображенной на Фиг. 7A.
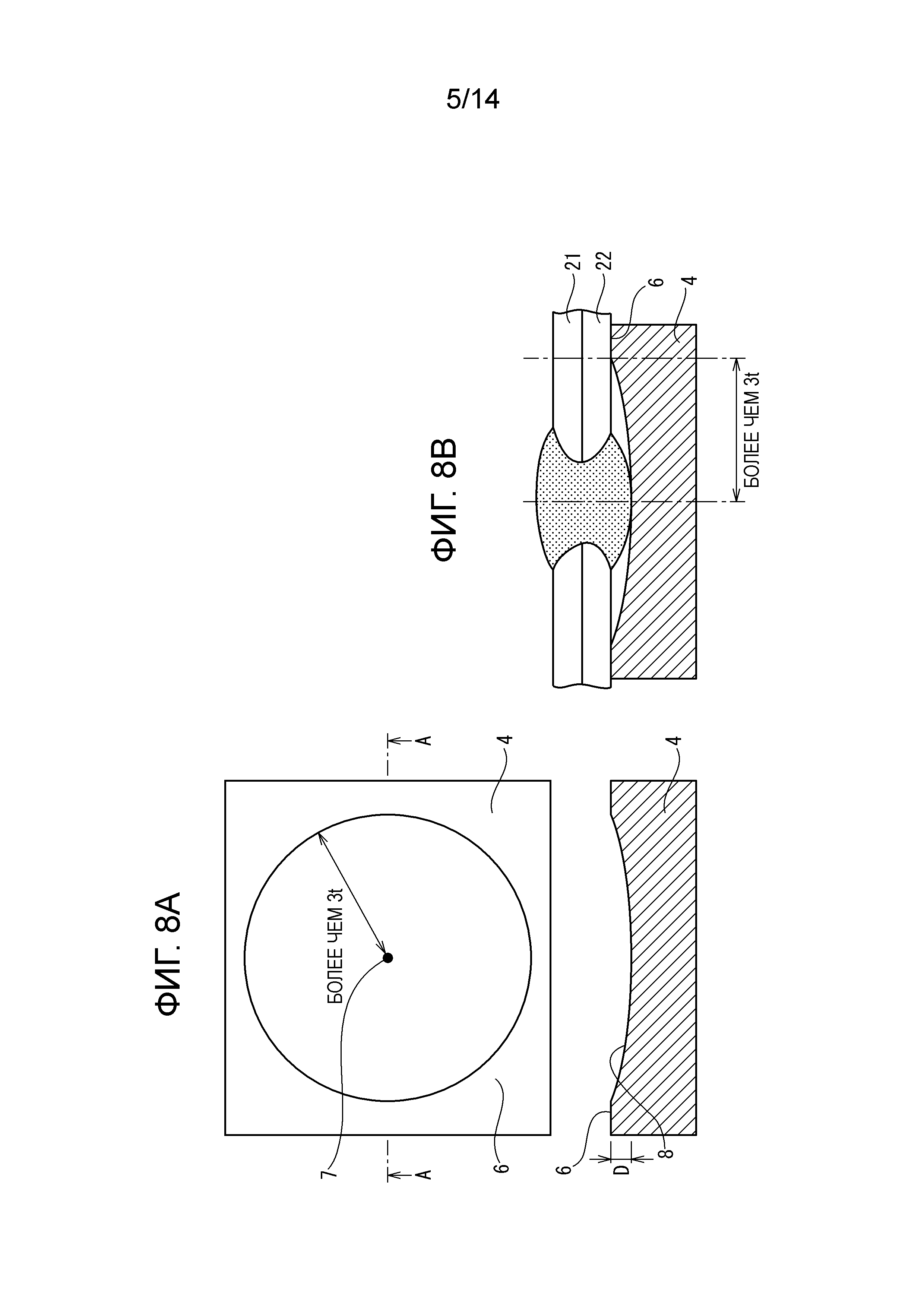
Фиг. 8A и Фиг. 8B представляют собой изображения, показывающие один пример опорной плиты с полусферическим углублением, причем Фиг. 8A представляет собой вид сверху и вертикальное поперечное сечение опорной плиты, а Фиг. 8B представляет собой поперечное сечение после точечной дуговой сварки с использованием опорной плиты, изображенной на Фиг. 8A.
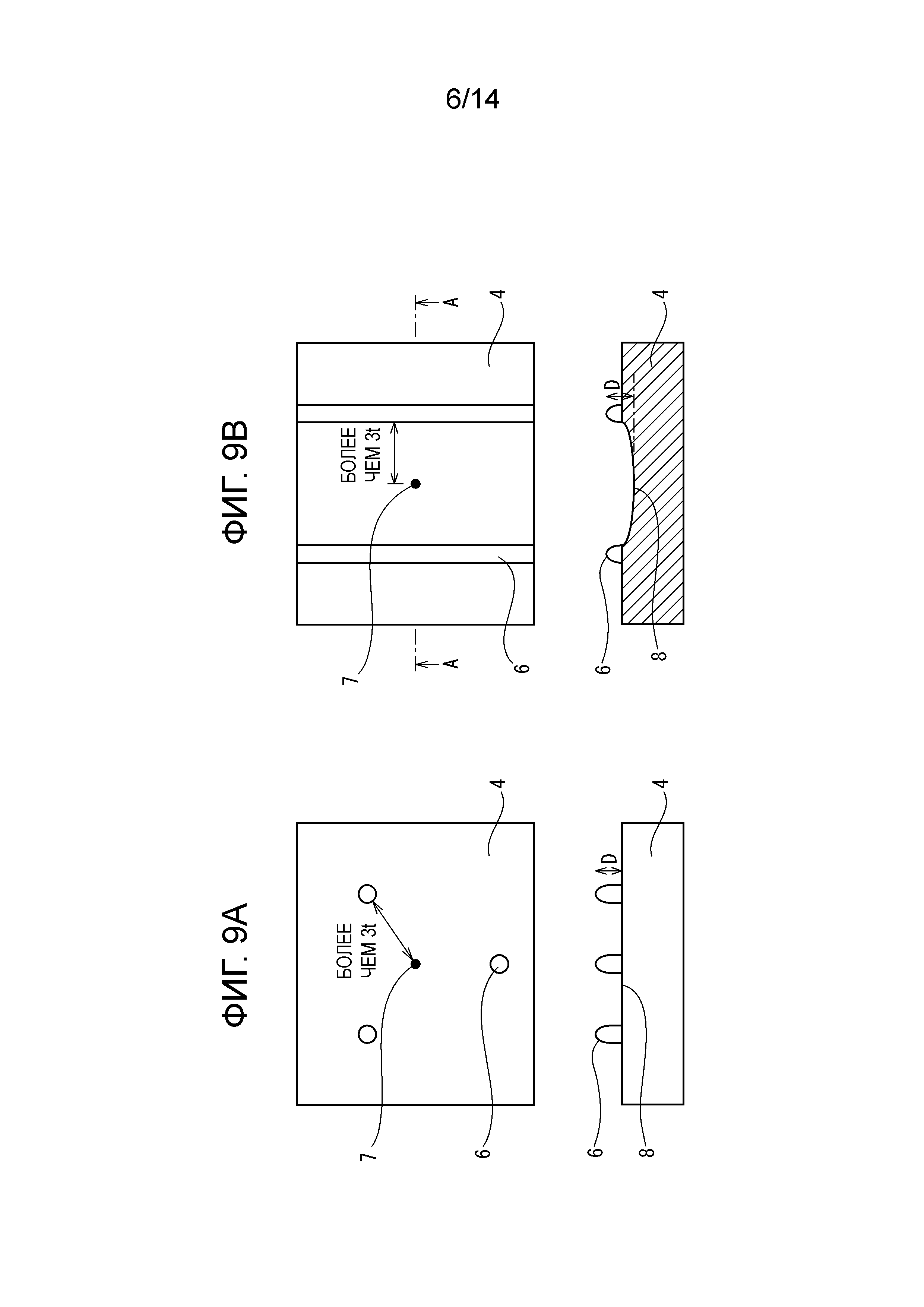
Фиг. 9A и Фиг. 9B представляют собой изображения, показывающие один пример опорной плиты, причем Фиг. 9A представляет собой вид сверху и вид сбоку опорной плиты, имеющей контактную часть, контактирующую с задней поверхностью стального листа посредством точечного контакта, а Фиг. 9B представляет собой вид сверху и вертикальное поперечное сечение опорной плиты, имеющей контактную часть, контактирующую с задней поверхностью стального листа посредством линейного контакта.
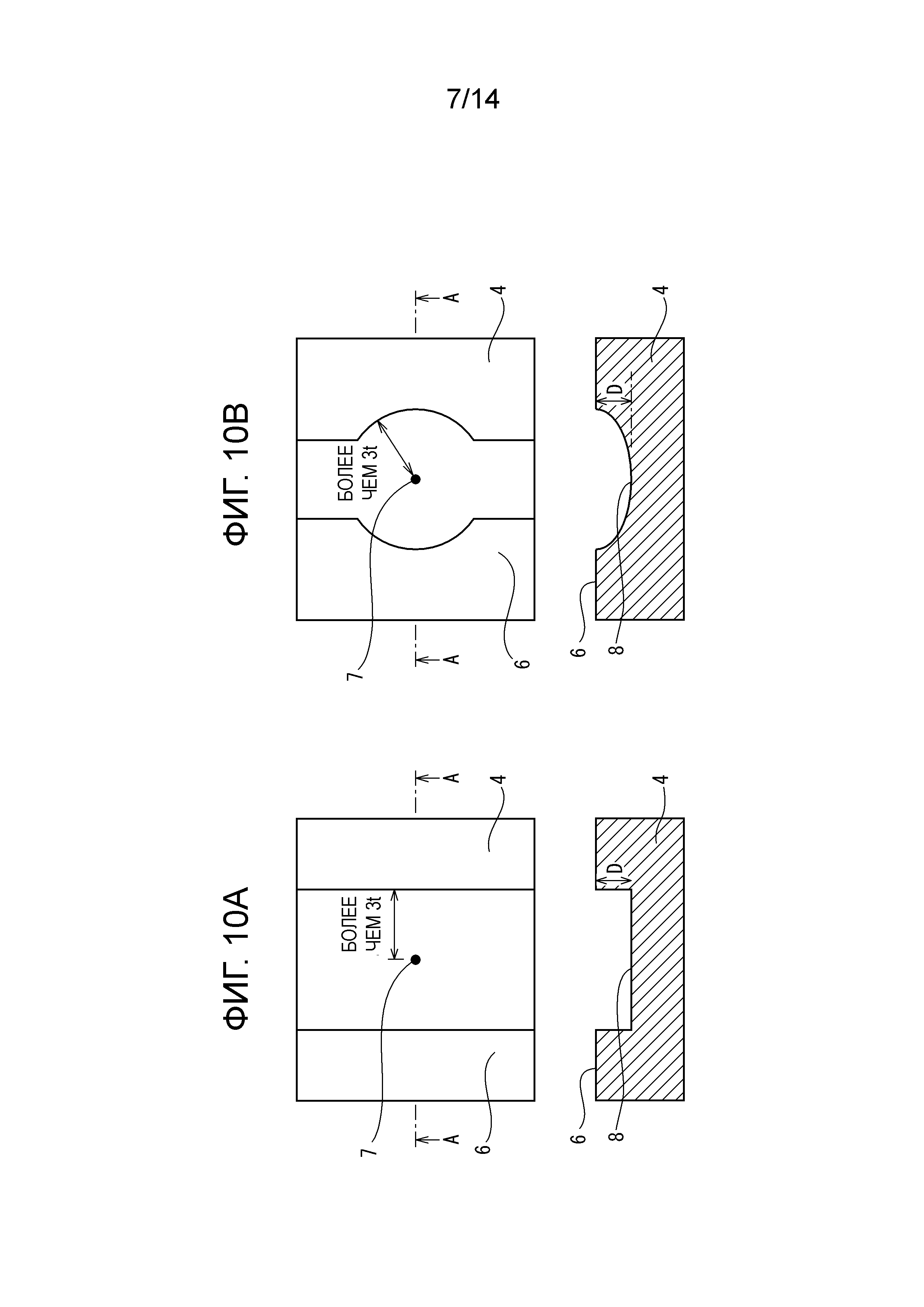
Фиг. 10A и Фиг. 10B представляют собой изображения, показывающие один пример опорной плиты, имеющей контактную часть, контактирующую с задней поверхностью стального листа посредством плоскостного контакта, причем Фиг. 10A представляет собой вид сверху и вертикальное поперечное сечение опорной плиты, имеющей контактную часть с прямоугольной контактной поверхностью, а Фиг. 10B представляет собой вид сверху и вертикальное поперечное сечение опорной плиты, имеющей контактную часть с прямоугольной контактной поверхностью, имеющей углубление.
Фиг. 11 представляет собой изображение, показывающее один пример устройства точечной дуговой сварки.
Фиг. 12 представляет собой изображение, показывающее один пример средства для регулирования установочного угла опорной плиты.
Фиг. 13 представляет собой изображение, показывающее один пример средства для прижатия верхнего стального листа.
Фиг. 14 представляет собой изображение, показывающее один образец для на прочность к отслаиванию при перекрестном растяжении.
Фиг. 15 представляет собой изображение, показывающее один образец для испытания прочности на сдвиг при растяжении.
Фиг. 16 представляет собой изображение, показывающее соотношения прочности на сдвиг для растягивающего усилия (TSS) и прочность к отслаиванию при перекрестном растяжении (CTS) с прочностью при растяжении стальных листов.
Фиг. 17 представляет собой схематическое поперечное сечение, показывающее состояние, в котором сварной валик на задней поверхности в недостаточной степени сплавляется с задней поверхностью стального листа.
Фиг. 18A представляет собой схематическое поперечное сечение, показывающее состояние, в котором расплавленный металл стекает с задней поверхности стального листа и контактирует с поверхностью опорной плиты в соответствии со стандартным способом дуговой сварки, а Фиг. 18B представляет собой схематическое поперечное сечение, показывающее состояние, в котором стекание расплавленного металла предотвращается в начале точечной дуговой сварки в соответствии со способом дуговой сварки по настоящему изобретению.
Фиг. 19 представляет собой график, показывающий соотношение между изменением напряжения и изменением тока с одной стороны, и временем генерирования дуги и временем короткого замыкания при дуговой сварке с использованием источника питания CMT.
Фиг. 20 представляет собой график, показывающий соотношение между долей времени короткого замыкания во время сварки и образованием непровара.
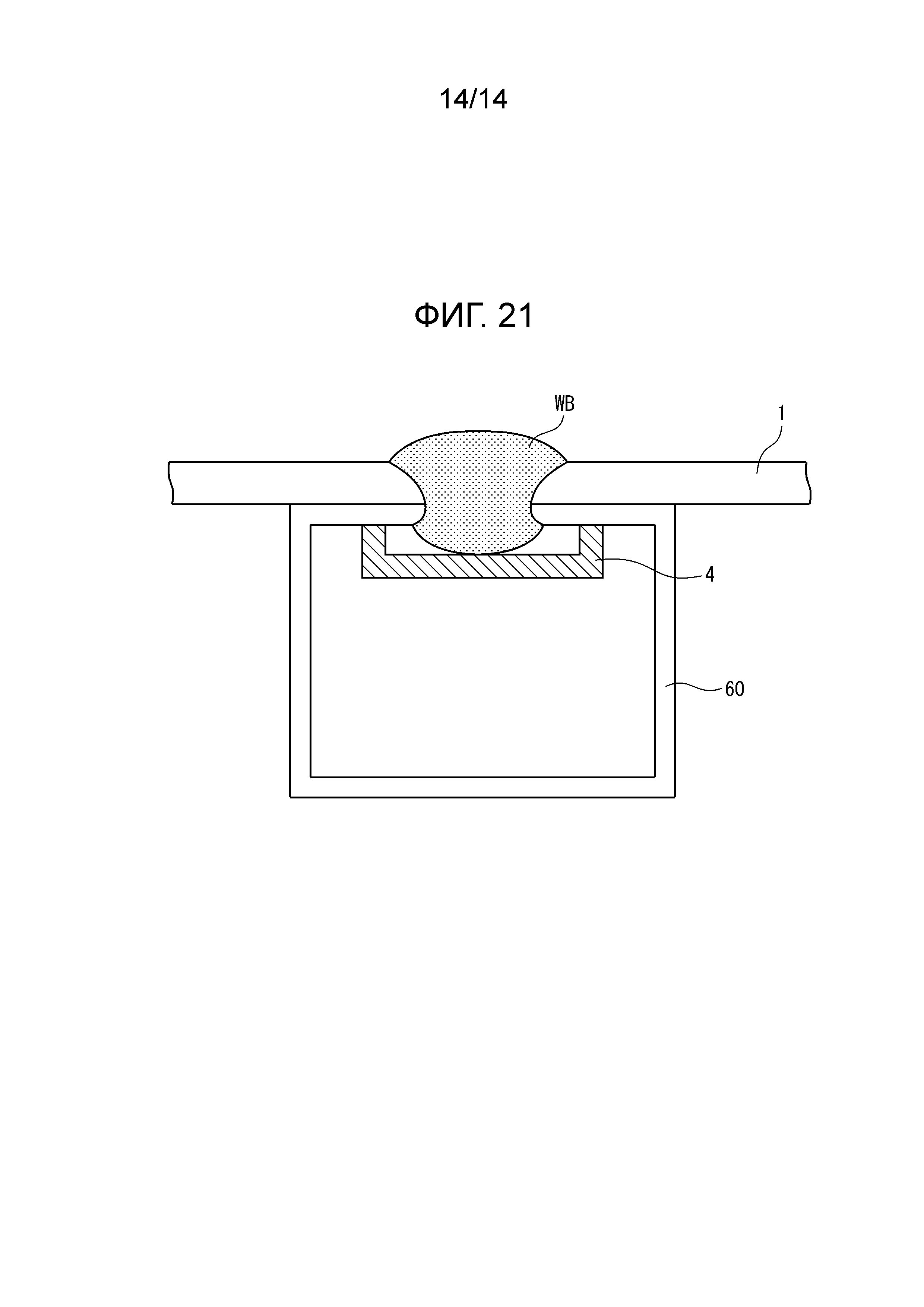
Фиг. 21 представляет собой увеличенное поперечное сечение сварной части одного примера способа точечной дуговой сварки с креплением опорной плиты в стальной трубе.
ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
[0020] Фиг. 1 представляет собой изображение, показывающее один пример способа точечной дуговой сварки в соответствии с газовой дуговой сваркой металлическим электродом. Таким образом, способ точечной дуговой сварки представляет собой способ накладывания двух свариваемых стальных листов 1, генерирования дуги из сварочной проволоки 3 газово-дуговой сварочной горелки 2, расположенной вертикально или по существу вертикально к поверхностям листа, и подачи сварочной проволоки 3 с одновременной сваркой этих двух стальных листов вместе. Для того, чтобы гарантировать подходящую прочность зоны сварного шва, необходимо сформировать заданный диаметр W сварного валика и высоту «h» выступающего металла.
[0021] В вышеупомянутом способе точечной дуговой сварки настоящее изобретение требует ограничивать положение контакта между контактной частью опорной плиты и задней поверхностью нижнего стального листа при расположении опорной плиты у задней поверхности нижнего стального листа и сваривании с передней поверхности верхнего стального листа при условии, что стальной лист со стороны сварочной горелки является верхним стальным листом, а поверхность со стороны сварочной горелки является передней поверхностью.
Кроме того, в дополнение к вышеописанному требованию настоящее изобретение требует выдерживать соотношение времени генерирования дуги и времени короткого замыкания во время дуговой сварки внутри некоторого диапазона, уменьшая тем самым среднее давление дуги во время дуговой сварки.
Настоящее изобретение посредством двух вышеописанных требований способно давать заданный диаметр сварного валика на задней поверхности и предопределенную высоту выступающего металла, и может обеспечивать сварное соединение, обладающее превосходными значениями как TSS, так и CTS.
[0022] Далее способ точечной дуговой сварки по настоящему изобретению будет подробно описан со ссылками на чертежи:
[0023] [Условие положения контакта контактной части опорной плиты и задней поверхности нижнего стального листа]
Авторы настоящего изобретения изучили явление формирования сварного валика на задней поверхности в случае выполнения точечной дуговой сварки стальных листов с толщиной листа 2 мм, содержащих 0,3 мас.% углерода, для которых считается, что сварочный металл легко стекает при сварке. Здесь целевое значение диаметра сварного валика составляло 10 мм (5t), а высота выступающего металла составляла 1 мм (t/2).
[0024] Сначала авторы настоящего изобретения изучили форму сварного валика на задней поверхности в случае выполнения точечной дуговой сварки без использования опорной плиты. Фиг. 2 представляет собой изображение, показывающее один пример способа точечной дуговой сварки, не использующего опорную плиту. При выполнении точечной дуговой сварки таким образом, без использования опорной плиты, если попытаться заставить оба стальных листа расплавиться в достаточной степени, сварной валик на задней поверхности будет сильно провисать, и целевая высота выступающего металла не сможет быть получена.
[0025] Далее авторы настоящего изобретения изучили форму сварного валика на задней поверхности в случае выполнения точечной дуговой сварки с использованием опорных плит различной формы.
[0026] Фиг. 3 представляет собой изображение, показывающее один пример способа точечной дуговой сварки, использующего опорную плиту без углубления. Если использовать такую опорную плиту 4 без углубления, плотно приложить ее к задней поверхности нижнего стального листа и выполнить точечную дуговую сварку, сварной валик на задней поверхности не сможет провиснуть, и целевая высота выступающего металла не сможет быть получена. Кроме того, благодаря эффекту отвода тепла опорной плитой диаметр сварного валика на задней поверхности уменьшится.
[0027] Фиг. 4 представляет собой изображение, показывающее один пример способа точечной дуговой сварки, использующего опорную плиту с углублением. Фиг. 4 показывает пример проектирования подходящей формы сварного валика на задней поверхности путем выбора диаметра углубления в опорной плите 4, равного 10 мм, а также выбора глубины этого углубления, равной 1 мм. Если плотно приложить опорную плиту 4 с таким углублением к задней поверхности нижнего стального листа и выполнить точечную дуговую сварку, высота выступающего металла увеличится приблизительно до 1 мм, и будет получена целевая высота выступающего металла. Однако благодаря эффекту отвода тепла опорной плитой диаметр сварного валика на задней поверхности останется малым, и составит приблизительно 4 мм.
[0028] Фиг. 5 представляет собой изображение, показывающее один пример способа точечной дуговой сварки, использующего опорную плиту с увеличенным диаметром углубления. На Фиг. 5 диаметр углубления опорной плиты увеличен до 15 мм для того, чтобы уменьшить площадь контакта между опорной плитой 4 и задней поверхностью нижнего стального листа, подавить отвод тепла опорной плитой 4 и увеличить диаметр сварного валика на задней поверхности. Если плотно приложить опорную плиту 4 с таким углублением к задней поверхности нижнего стального листа, а затем выполнить точечную дуговую сварку, будет получена целевая форма зоны сварного шва с диаметром сварного валика на задней поверхности, составляющим 10 мм или около того, а также высота выступающего металла, равная 1 мм.
[0029] Таким образом, целевая форма сварного валика на задней поверхности была получена не благодаря обеспечению углубления в опорной плите, а благодаря увеличению диаметра этого углубления, потому что отвод тепла опорной плитой около расплавленной области был подавлен. Поскольку это так, то для того, чтобы подавить отвод тепла опорной плитой, можно рассматривать возможность того, чтобы опорная плита и задняя поверхность нижнего стального листа не контактировали друг с другом. Однако для того, чтобы поддерживать стальные листы и расположить опорную плиту, необходимо сделать так, чтобы опорная плита и задняя поверхность нижнего стального листа контактировали друг с другом. Следовательно, эффективно поместить опорную плиту так, чтобы контактная часть опорной плиты и задняя поверхность нижнего стального листа контактировали друг с другом в положении, отделенном от сварного валика на задней поверхности, и уменьшить отвод тепла опорной плитой.
[0030] Подводя итог результатам вышеописанных исследований, можно сказать следующее.
Путем расположения опорной плиты так, чтобы контактная часть опорной плиты контактировала с задней поверхностью стального листа в положении за пределами целевого сварного валика на задней поверхности, то есть в положении, отстоящем на диаметр (W) эквивалентной окружности или дальше от центра эквивалентной окружности целевого сварного валика на задней поверхности, возможно получить целевую форму сварного валика на задней поверхности. В этой связи диаметр целевого сварного валика на задней поверхности в данном способе точечной дуговой сварки составляет от 3t до 10t, где «t» представляет собой толщину листа (мм) (в том случае, когда толщины двух или более стальных листов различаются, за «t» принимается толщина более тонкого переднего стального листа или заднего стального листа). По этой причине для того, чтобы реализовать нижний предел диаметра сварного валика, равный 3t, контактная часть опорной плиты должна быть установлена в положении, превышающем по меньшей мере 3t от центра эквивалентной окружности сварного валика на задней поверхности.
[0031] [Условия генерирования дуги]
Как было объяснено выше, путем увеличения диаметра углубления, предусмотренного в опорной плите, отвод тепла опорной плитой около расплавленной области подавляется, и форма сварного валика на задней поверхности может быть увеличена. Однако в зависимости от заданных условий сварки, как показано на Фиг. 17, сварной валик на задней поверхности будет в недостаточной степени сплавляться с задней поверхностью стального листа, и будет образовываться непровар 30 с границей. В частности, если зазор между задней поверхностью перекрывающего нижнего стального листа и опорной плитой превысит толщину «t» одного из стальных листов, то такой непровар легко образуется при выполнении точечной дуговой сварки стандартным способом дуговой сварки с постоянным током или способом импульсной сварки (MAG).
[0032] Фиг. 18A представляет собой поперечное сечение, схематично показывающее состояние сварной части в начале сварки стандартным способом дуговой сварки. Как показано на Фиг. 18A, при использовании стандартного способа дуговой сварки на начальной стадии точечной дуговой сварки расплавленный металл вытекает из задней поверхности стального листа и контактирует с поверхностью опорной плиты (ссылочная цифра 40), в результате чего расплавленный металл охлаждается опорной плитой. При этом, даже если диаметр сварного валика на задней поверхности увеличивается, сварной валик на задней поверхности и задняя поверхность стального листа не могут расплавиться вместе, так что достаточный эффект улучшения прочности соединения не может быть получен.
[0033] На стекание расплавленного металла влияет не только вес самого расплавленного металла, но также и вышеупомянутое давление дуги. Следовательно, было предположено, что если уменьшить долю времени генерирования дуги в процессе дуговой сварки, среднее давление дуги уменьшится и, как показано на Фиг. 18B, вытекание расплавленного металла на начальной стадии точечной дуговой сварки может быть предотвращено, и задняя поверхность стального листа может быть расплавлена при увеличении диаметра сварного валика на задней поверхности. В случае, изображенном на Фиг. 18B, та часть опорной плиты, с которой контактирует расплавленный металл (ссылочная цифра 50) сохраняется минимальной, так что охлаждение расплавленного металла может быть предотвращено.
[0034] Для того, чтобы уменьшить долю времени генерирования дуги в процессе дуговой сварки, эффективным является превентивно вводить в контакт сварочную проволоку и матричный материал и увеличивать время короткого замыкания. В качестве средства для этого было исследовано использование источника энергии холодного переноса металла (далее упоминаемого просто как «источник энергии CMT»), обеспечивающего управление временем генерирования дуги и времени короткого замыкания с частотой в несколько десятков Гц. Источник энергии CMT, как показано на Фиг. 19, выполняет дуговую сварку путем управления выдвижением и втягиванием подаваемой сварочной проволоки. Он обеспечивает непрерывное и поочередное выполнение генерирования дуги и проводимости короткого замыкания в соответствии с заданными условиями сварки, а также управление отношением времени генерирования дуги и времени короткого замыкания. Термин «время короткого замыкания» означает время, в течение которого сварочное напряжение становится равным 10 В или меньше.
[0035] Авторы настоящего изобретения использовали источник энергии CMT для сварки стальных листов с толщиной 1,0 мм, 1,6 мм и 2,3 мм различными способами и исследовали соотношение между долей времени короткого замыкания во время сварки и образованием непровара. Результаты показаны на Фиг. 20. На Фиг. 20 значки «O» соответствуют сварке с хорошим расплавленным состоянием, где сплавление вместе сварного валика на задней поверхности и задней поверхности стального листа может быть подтверждено, в то время как значки «×» соответствуют сварке с недостаточно расплавленным состоянием, где может быть подтверждена граница между сварным валиком на задней поверхности и задней поверхностью стального листа. Кроме того, как изображено на Фиг. 20, сварка при условии «доля времени короткого замыкания=0 (%)» была оценена с использованием импульсной сварки MAG, сварка в диапазоне «0 (%) < доля времени короткого замыкания < 30 (%)» была оценена с использованием сварки с короткой дугой, и сварка в диапазоне «30 (%) < доля времени короткого замыкания» была оценена с использованием сварки CMT.
[0036] Кроме того, вышеупомянутая «доля времени короткого замыкания» означает долю времени короткого замыкания в суммарном времени генерирования дуги и времени короткого замыкания при одной операции точечной дуговой сварки с поочередным и непрерывным повторением генерирования дуги между сварочной проволокой и верхним стальным листом и создания проводимости короткого замыкания, когда сварочное напряжение между сварочной проволокой и верхним стальным листом становится равным 10 В или меньше. Кроме того, непрерывное чередующееся повторение генерирования дуги и создания проводимости короткого замыкания без остановки в настоящем изобретении считается «одной операцией точечной дуговой сварки».
[0037] Как показано на Фиг. 20, было возможно сформировать зону сварного шва без непровара в сварном валике на задней поверхности с помощью доли времени короткого замыкания, составляющей 30% или больше. Однако при увеличении доли времени короткого замыкания до 60% или больше сама сварка становится неустойчивой, и поэтому не может быть выполнена. Соответственно, в настоящем изобретении доля времени короткого замыкания должна устанавливаться в диапазоне от более чем 30% до менее чем 60%.
[0038] С точки зрения условий сварки, если доля времени короткого замыкания увеличивается, отношение сварочного напряжения к сварочному току уменьшается. При установке сварочного тока точечной дуговой сварки свариваемых элементов настоящего изобретения в диапазоне от 150 A до 250 A, если доля времени короткого замыкания составляет приблизительно 20% или меньше, отношение сварочное напряжение/сварочный ток становится равным от 0,11 до 0,15 или около этого. В противоположность этому, при установке сварочного тока в этом диапазоне и при установке доли времени короткого замыкания, равной 30% или больше, отношение сварочное напряжение/сварочный ток становится равным от 0,07 до 0,10. Таким образом, для того, чтобы выполнить сварку без непровара, необходимо определить диапазон отношения сварочное напряжение/сварочный ток в соответствии с заданным диапазоном значений доли времени короткого замыкания.
[0039] Посредством вышеописанного процесса исследования авторы настоящего изобретения завершили настоящее изобретение, описанное выше в пункте (1). Далее настоящее изобретение будет объяснено в плане необходимых требований и предпочтительных требований.
[0040] [Свариваемые элементы]
В способе точечной дуговой сварки по настоящему изобретению в качестве свариваемого элемента, представляющего собой стальной лист 1, может использоваться стальной лист любого химического состава. В частности, в листе средне- и высокоуглеродистой стали с содержанием C, равным 0,2 мас.% или больше, расплавленный металл легко провисает на задней поверхности покрытых стальных листов, так что использование настоящего изобретения является эффективным.
[0041] Типы и химические составы свариваемых элементов, состоящих из высокопрочной стали, особенно не ограничиваются. Например, могут использоваться структуры двухфазного типа (например, структуры, содержащие феррит и мартенсит, и структуры, содержащие феррит и бейнит), структуры с преобразованием, индуцируемым деформацией (структуры, содержащие феррит и остаточный аустенит), структуры микрокристаллического типа (структуры, состоящие главным образом из феррита), а также любые другие типы стальных листов. Независимо от того, из какого типа сталей выполняются высокопрочные стальные листы, применение настоящего изобретения позволяет получать точечные дуговые сварные соединения, обладающие превосходными значениями как TSS, так и CTS.
[0042] Что касается толщины стальных листов, могут использоваться стальные листы с толщиной по меньшей мере перекрывающихся частей в диапазоне от 0,5 до 3,0 мм. Если толщина листа составляет менее 0,5 мм, прочность или жесткость получаемых основных элементов не могут быть гарантированы. С другой стороны, если толщина листа составляет более 3,0 мм, цель одновременного достижения более высокой прочности и более тонких листов не может быть реализована.
[0043] Комбинируемые стальные листы не ограничиваются листовыми элементами из одного и того же типа стали или одной и той же толщины листа. Они могут подходящим образом комбинироваться при условии, что они удовлетворяют вышеупомянутому требованию содержания C и позволяют выполнять точечную дуговую сварку. Количество свариваемых листов не ограничивается. Кроме того, свариваемые стальные листы не обязательно должны в целом иметь форму листа. Достаточно того, чтобы по меньшей мере их накладываемые части имели форму листа. Например, это может быть прессованная часть и т.д., получаемая при формовании стального листа в конкретную форму. Кроме того, настоящее изобретение не ограничивается случаем накладывания отдельных стальных листов. Также возможно формировать единственный стальной лист в трубчатую форму или другую предопределенную форму и накладывать друг на друга его концевые части.
[0044] [Форма перекрытия]
Фиг. 6A и Фиг. 6B представляют собой изображения, показывающие примеры присутствия/отсутствия сквозного отверстия в положении сварки верхнего стального листа. При соединении накладываемых частей двух стальных листов сваркой внахлест с помощью точечной дуговой сварки имеется показанный на Фиг. 6A способ сварки после предварительного формирования сквозного отверстия 5 в положении сварки верхнего стального листа 21, обращенного к сварочной горелке, а также показанный на Фиг. 6B способ сварки путем только накладывания, без формирования отверстия. Настоящее изобретение может быть применено в любом из этих случаев.
[0045] Для того, чтобы проплавить листы до нижнего стального листа 22 и сформировать выступающую часть достаточной толщины на нижней поверхности (задней поверхности), когда толщина верхнего стального листа 21, обращенного к сварочной горелке, составляет 1,6 мм или больше, сквозное отверстие 5 может быть заранее сформировано в положении сварки. Если не формировать сквозное отверстие 5, возникают проблемы, связанные с тем, что время сваривания необходимо делать более длинным для того, чтобы увеличить подвод тепла к сварному шву, в результате чего падает производительность. С другой стороны, когда толщина верхнего стального листа 21 составляет менее 1,6 мм, дуга легко проходит через стальной лист, и таким образом сквозное отверстие 5 не является особенно необходимым. Однако, когда особенно необходимо уменьшить подводимое тепло, ничто не препятствует формированию сквозного отверстия 5, даже если толщина верхнего стального листа 21 составляет менее 1,2 мм.
[0046] Для того, чтобы сформировать сквозное отверстие 5, отношение (D/t1) диаметра D (мм) сквозного отверстия 5 к толщине t1 (мм) верхнего стального листа 21 устанавливается равным 10 или меньше. За счет этого становится возможным заставить сварной шов пройти до задней поверхности нижнего стального листа, обеспечивая при этом устойчивую точечную дуговую сварку. Если значение отношения D/t1 превышает 10, то для того, чтобы в достаточной степени расплавить конец сквозного отверстия 5, горелка должна качаться взад и вперед с большой амплитудой. По этой причине время сваривания становится более долгим, и подводимое тепло увеличивается, приводя к заметной деформации при сварке. Альтернативно, если не качать горелку взад и вперед, конец отверстия может остаться нерасплавленным, и значение CTS уменьшится. Следует отметить, что для того, чтобы в достаточной степени получить эффект формирования сквозного отверстия 5, значение отношения D/t1 предпочтительно устанавливать равным 1 или больше.
[0047] [Процесс сварки]
Процедура для сварки перекрывающихся стальных листов будет объяснена отдельно для случая наличия сквозного отверстия 5 и для случая его отсутствия. Кроме того, процесс точечной дуговой сварки может быть выполнен за один проход или может быть разделен на два прохода. При выполнении сварки за один проход нижний стальной лист 22 плавится до задней поверхности для того, чтобы сформировать выступающую часть с требуемой высотой на задней поверхности, а верхний стальной лист 21 плавится для того, чтобы сформировать выступающую часть на верхней поверхности. При выполнении сварки за два прохода первый проход сварки выполняется для того, чтобы сформировать первый сварочный металл, а затем, после того, как поверхность первого сварочного металла затвердеет, второй проход сварки выполняется для того, чтобы сформировать второй сварочный металл на первом сварочном металле тем же самым образом.
[0048] (1) Случай наличия сквозного отверстия в верхнем стальном листе
Сначала дуга генерируется через сквозное отверстие 5 от сварочной проволоки к передней поверхности нижнего стального листа 22 для того, чтобы заставить нижний стальной лист 22 расплавиться до задней поверхности и одновременно заполнить сквозное отверстие 5 расплавленным металлом, и тем самым получить точечное дуговое сварное соединение.
[0049] (2) Случай отсутствия сквозного отверстия в верхнем стальном листе
Основная технология сварки и условия различных проходов сварки являются теми же самыми, что и процедура и условия в случае наличия сквозного отверстия 5, но для того, чтобы расплавить верхний стальной лист 21 по сравнению со сваркой тех же самых толщин листа, необходимо повысить количество подводимого тепла для сварки относительно случая формирования сквозного отверстия 5.
[0050] По этой причине, если толщина листа свариваемых листовых элементов станет более толстой, количество подводимого тепла, требуемого для плавления элементов до задней поверхности, увеличится, и деформация сварочного металла иногда будет становиться заметной. Следовательно, если сквозное отверстие 5 в верхнем стальном листе 21 не формируется, сваривание предпочтительно выполняется для стальных листов с относительно тонкой толщиной листа. Исследования, выполненные авторами настоящего изобретения, подтверждают, что если полная толщина листа накладываемых листовых элементов составляет приблизительно 3 мм или меньше, целевая форма сварочного металла может быть получена в широком диапазоне условий подводимого тепла.
[0051] [Условия сварки]
Что касается условий тока и напряжения во время точечной дуговой сварки, подходящие условия могут подходящим образом использоваться в соответствии с толщиной свариваемых листовых элементов и т.д. так, чтобы при поочередном выполнении генерирования дуги и создания проводимости короткого замыкания время короткого замыкания между сварочной проволокой и верхним стальным листом составляло от более чем 30% до менее чем 60%. Кроме того, тип защитного газа также особенно не ограничивается. Например, может использоваться обычный смешанный газ, состоящий из Ar и 30 об.% или меньше CO2, но если количество CO2 в газовой смеси составляет от 2 об.% до 20 об.%, становится особенно возможно удержать сварной валик от провисания и выпадения, так что первый проход сварки предпочтительно выполняется с использованием такого защитного газа.
[0052] Сварочная проволока, используемая для точечной дуговой сварки, особенно не ограничивается по ее химическому составу или диаметру и т.д. Например, сварочная проволока, предписанная в японском промышленном стандарте JIS Z 3312 или JIS Z 3313 и т.д., или другие традиционно известные ее разновидности могут выбираться и использоваться так, чтобы был сформирован прочный сварочный металл, соответствующий требуемой прочности соединения.
[0053] [Форма сварного валика]
Для того, чтобы улучшить прочность на отслаиваниии при перекрестном растяжении (CTS), эквивалентный диаметр W окружности сварного валика, сформированного на задней поверхности (диаметр сварного валика) должен находиться в диапазоне от 3t до 10t (мм) относительно толщины листа «t» (мм). Следует отметить, что когда толщины множества накладываемых листовых элементов листа не являются одинаковыми, «t» соответствует толщине самого тонкого листового элемента. Если диаметр сварного валика составляет менее 3t, сварной валик является малым, и прочность соединения, соответствующая прочности листовых элементов, не сможет быть получена. Для того, чтобы гарантировать прочность, диаметр сварного валика предпочтительно должен быть большим. Сварной валик предпочтительно формируется так, чтобы диаметр W был равен 5t или больше. Кроме того, когда размер этого диаметра сварного валика превышает 10t, время сварки становится более длительным. Благодаря увеличению количества подводимого тепла сварочный металл провисает, и деформация при сварке становится заметной.
[0054] Высота «h» выступающей части сварного валика на задней поверхности должна составлять от 0,2t (мм) до 3t (мм) относительно толщины «t» (мм) стальных листов. Если высота выступающей части составляет менее 0,2t, выступающая часть является малой, и достаточная прочность соединения не может быть получена. Следует отметить, что если толщины перекрывающихся листовых элементов различаются, «t» соответствует толщине самого тонкого листового элемента. Для того, чтобы гарантировать прочность, высота выступающей части предпочтительно должна быть большой. Выступающая часть предпочтительно формируется так, чтобы ее высота «h» была равна 0,5t или больше. Однако когда размер выступающей части превышает в высоту 3t, сварочный металл провисает, и деформация при сварке становится заметной.
[0055][Опорная плита]
Опорная плита предпочтительно делается таким образом, чтобы контактная часть, контактирующая с задней поверхностью стального листа, отстояла примерно на диаметр (W) эквивалентной окружности или больше от центра эквивалентной окружности целевого сварного валика на задней поверхности. Это особенно не ограничивается при условии, что эта форма позволяет положению контакта с задней поверхностью стального листа отстоять более чем на 3t от центра эквивалентной окружности сварного валика на задней поверхности, имеющего диаметр 3t или больше. Ниже будут последовательно объяснены форма углубления в опорной плите, контактная часть опорной плиты и материал опорной плиты, которая может использоваться для точечной дуговой сварки по настоящему изобретению.
[0056] (1) Форма углубления в опорной плите
В качестве формы углубления в опорной плите могут использоваться прямоугольная форма, форма дуги или любая другая форма в вертикальном поперечном сечении опорной плиты.
[0057] Фиг. 7A и Фиг. 7B представляют собой изображения, показывающие один пример опорной плиты с углублением прямоугольной формы в вертикальном поперечном сечении. Верхний чертеж на Фиг. 7A представляет собой вид сверху опорной плиты, в то время как нижний чертеж представляет собой вертикальное поперечное сечение вдоль линии A-A. Кроме того, Фиг. 7B показывает поперечное сечение после точечной дуговой сварки с использованием опорной плиты, показанной на Фиг. 7A. Однако Фиг. 7B представляет собой тот же самый вид, что и Фиг. 5. Эта опорная плита 4, как показано на вертикальном поперечном сечении на Фиг. 7A, имеет углубление прямоугольной формы. Кроме того, оно имеет такую форму, в которой контактная часть 6 опорной плиты 4 и задняя поверхность стального листа контактируют друг с другом в положении, отстоящем более чем на 3t от центра 7 эквивалентной окружности сварного валика на задней поверхности. По этой причине, как показано на Фиг. 5, при точечной дуговой сварке, использующей эту опорную плиту, может быть получена целевая форма зоны сварного шва.
[0058] Фиг. 8A и Фиг. 8B представляют собой изображения, показывающие один пример опорной плиты с углублением полусферической формы. Верхний чертеж на Фиг. 8A представляет собой вид сверху опорной плиты, а нижний чертеж представляет собой вертикальное поперечное сечение вдоль линии A-A. Кроме того, Фиг. 8B представляет собой поперечное сечение после точечной дуговой сварки с использованием опорной плиты, показанной на Фиг. 8A. Эта опорная плита 4, как показано на вертикальном поперечном сечении на Фиг. 8A, имеет углубление дугообразной формы. Кроме того, если сделать радиус углубления в этой опорной плите 4 для точечной дуговой сварки равным приблизительно 3t или больше, а глубину D углубления равной приблизительно 0,2t, получается целевая форма зоны сварного шва на задней поверхности, имеющая диаметр сварного валика на задней поверхности, равный приблизительно 3t или больше, а также высота выступающего металла, равная приблизительно 0,2t. Кроме того, как показано на Фиг. 8B, была получена форма сварного валика на задней поверхности с малыми углами подъема наружной поверхности сварного валика.
[0059] Таким образом, если сравнить сварные валики на задней поверхности, полученные с использованием опорных плит 4 с углублениями прямоугольной формы и дугообразной формы в вертикальном поперечном сечении, сварной валик на задней поверхности, полученный с использованием опорной плиты 4 с дугообразным углублением, обладает меньшими углами подъема наружной поверхности сварного валика. Кроме того, если углы подъема наружной поверхности сварного валика на задней поверхности листа являются малыми, предел усталости улучшается, так что углубление в опорной плите 4 предпочтительно имеет дугообразную форму.
[0060] Кроме того, опорная плита 4 предпочтительно изготавливается так, чтобы форма опорной плиты в вертикальном поперечном сечении имела расстояние D в вертикальном направлении между по меньшей мере бесконтактной частью 8 опорной плиты 4, обращенной к центру 7 эквивалентной окружности сварного валика на задней поверхности и не контактирующей с задней поверхностью стального листа, и контактной частью 6, составляющее от 0,2t до 3t. Высота выступающего металла и расстояние D обычно имеют равные значения, так что за счет обеспечения расстояния D в диапазоне от 0,2t до 3t возможно достичь целевой высоты выступающего металла в диапазоне от 0,2t до 3t.
[0061] (2) Контактная часть опорной плиты
Что касается контакта между контактной частью опорной плиты и задней поверхностью стального листа, может использоваться по меньшей мере одно из точечного контакта, линейного контакта и плоскостного контакта.
[0062] Фиг. 9A и Фиг. 9B представляют собой изображения, показывающие примеры опорной плиты. Верхний чертеж на Фиг. 9A является видом сверху опорной плиты, имеющей контактную часть, контактирующую с задней поверхностью стального листа посредством точечного контакта, в то время как нижний чертеж представляет собой вид сбоку этой опорной плиты. Кроме того, Фиг. 9B является видом сверху опорной плиты, имеющей контактную часть, контактирующую с задней поверхностью стального листа посредством линейного контакта. Нижний чертеж представляет собой вертикальное поперечное сечение этой опорной плиты вдоль линии A-A.
[0063] Как показано на Фиг. 9A, при точечном контакте между опорной плитой 4 и задней поверхностью стального листа поверхность соприкосновения становится меньше, и отвод тепла опорной плитой около расплавленной области уменьшается, так что становится возможным легко увеличить диаметр сварного валика на задней поверхности до целевого диаметра. На этом чертеже вершина полусферической части переднего конца столбика представляет собой контактную часть 6, однако контактная часть 6 может представлять собой вершину конической части, либо может использоваться любая другая часть, обладающая прочностью, обеспечивающей возможность ее использования в качестве опорной плиты 4. Кроме того, на виде сверху контактная часть включает в себя три точки, но она может также включать в себя четыре или более точек.
[0064]Как показано на Фиг. 9B, при линейном контакте между опорной плитой 4 и задней поверхностью стального листа поверхность соприкосновения становится больше, чем для точечного контакта, но отвод тепла опорной плитой около расплавленной области в достаточной степени уменьшается, так что диаметр сварного валика на задней поверхности может быть увеличен до целевого диаметра. С другой стороны, с точки зрения прочности контактной части 6 линейный контакт является предпочтительным. На этом чертеже в вертикальном поперечном сечении вершина полусферической части переднего конца валика представляет собой контактную часть 6, однако контактная часть 6 может представлять собой вершину треугольной формы, либо может использоваться любая другая часть, обладающая прочностью, обеспечивающей возможность ее использования в качестве опорной плиты. Кроме того, на виде сверху контактная часть 6 включает в себя две прямолинейные формы, но она может также включать в себя три или больше прямолинейных форм или может включать в себя изогнутые линии или кривые линии.
[0065] Фиг. 10A и Фиг. 10B представляют собой изображения, показывающие один пример опорной плиты, имеющей контактную часть, контактирующую с задней поверхностью стального листа посредством плоскостного контакта. Верхний чертеж на Фиг. 10A является видом сверху опорной плиты, имеющей контактную часть с прямоугольной поверхностью соприкосновения, в то время как нижний чертеж представляет собой вертикальное поперечное сечение этой опорной плиты вдоль линии A-A. Кроме того, Фиг. 10B является видом сверху опорной плиты, имеющей контактную часть с прямоугольной поверхностью соприкосновения, имеющей углубление. Нижний чертеж представляет собой вертикальное поперечное сечение этой опорной плиты вдоль линии A-A.
[0066] Опорные плиты 4, показанные на Фиг. 7A и 7B, Фиг. 8A и 8B, и Фиг. 10A и 10B, образуют плоскостной контакт как контакт между опорной плитой 4 и задней поверхностью стального листа, но опорные плиты 4, показанные на Фиг. 7A и 7B и Фиг. 8A и 8B, имеют контактные поверхности, соединенные на одной и той же плоскости, в то время как опорная плита, показанная на Фиг. 10A и 10B, имеет контактные поверхности, разделенные на одной и той же плоскости. При этом по сравнению с опорными плитами 4, изображенными на Фиг. 7A и 7B и Фиг. 8A и 8B, поверхность соприкосновения опорной плиты 4, показанной на Фиг. 10A и 10B, становится меньше, и отвод тепла опорной плитой 4 вблизи расплавленной области уменьшается, так что диаметр сварного валика на задней поверхности может быть увеличен до целевого диаметра. На этом чертеже две прямоугольные контактные поверхности на виде сверху представляют собой контактную часть 6, однако контактная часть 6 может также включать в себя три поверхности или больше, или может иметь круглую, или треугольную, или любую другую форму.
[0067] Следует отметить, что настоящее изобретение не ограничивается вариантами осуществления, показанными на Фиг. 7 - Фиг. 10. Возможно комбинировать различные формы углублений в опорной плите 4 и формы контактных частей 6, и также возможно комбинировать точечный контакт, линейный контакт и плоский контакт в одной и той же опорной плите 4.
[0068] (3) Материал опорной плиты
Опорная плита 4 может быть сформирована из меди или медного сплава, или из стали, или из керамики. Кроме того, возможно расположить керамику с низкой теплопроводностью у контактной части опорной плиты из меди или медного сплава и стального листа, а также использовать другую комбинацию. Однако с точки зрения обрабатываемости медь или медный сплав являются предпочтительными.
[0069] Кроме того, если не удалять опорную плиту после точечной дуговой сварки и использовать стальной лист, сварной валик и опорную плиту как целостную структуру, опорная плита также может быть изготовлена из стали. Например, как показано на Фиг. 21, при предварительном креплении опорной плиты 4 внутри стальной трубы 60 с последующей дуговой сваркой, предпочтительно изготавливать опорную плиту 4 из стали. Следует отметить, что даже если материалом опорной плиты является сталь, необходимо определить форму углубления и контактной части опорной плиты так, чтобы увеличить форму сварного валика на задней поверхности стального листа, как было объяснено выше.
[0070] Кроме того, при сваривании таким образом, чтобы диаметр W эквивалентной окружности (диаметр сварного шва) сварного валика на задней поверхности имел значение более 5t и до 10t, опорная плита 4 предпочтительно делается из меди, медного сплава или стали, а контакт между контактной частью 6 опорной плиты 4 и задней поверхностью стального листа делается плоским. Если диаметр W эквивалентной окружности сварного валика на задней поверхности увеличивается, расстояние между частями контактной части 6 опорной плиты 4 становится больше, и таким образом прочность контактной части 6 опорной плиты 4 падает. По этой причине опорная плита 4 предпочтительно делается из меди, медного сплава или стали, а контакт между контактной частью 6 опорной плиты 4 и задней поверхностью стального листа предпочтительно делается плоским.
[0071] [Площадь контакта контактной части опорной плиты и задней поверхности стального листа]
Площадь контакта между контактной частью 6 опорной плиты 4 и задней поверхностью стального листа предпочтительно составляет 10 см2 или меньше. Для того, чтобы подавить отвод тепла опорной плитой 4 вблизи от расплавленной области и обеспечить легкое получение целевой формы сварного валика на задней поверхности, предпочтительно уменьшить площадь контакта. Более предпочтительно, чтобы она составляла 5 см2 или меньше.
[0072] [Условия генерирования дуги и проводимости короткого замыкания]
Как было объяснено выше, в настоящем изобретении для того, чтобы время короткого замыкания, когда сварочное напряжение становится равным 10 В или меньше, составляло от более чем 30% до менее чем 60% длительности цикла проводимости, необходимо поочередно и непрерывно повторять генерирование дуги и короткозамкнутую проводимость без какой-либо остановки. Период времени для непрерывного повторения генерирования дуги и проводимости короткого замыкания , то есть один период времени точечной дуговой сварки, предпочтительно устанавливается равным от 1 с до 3 с.
[0073] Способ точечной дуговой сварки по настоящему изобретению может выполняться с одновременным отражением или возвратом состояния сварки. По этой причине периоды времени генерирования дуги в различных циклах в одном периоде времени точечной дуговой сварки могут быть одинаковыми или отличающимися. Периоды времени короткого замыкания различных циклов в одном периоде времени точечной дуговой сварки также могут быть одинаковыми или отличающимися. Однако период времени генерирования дуги и период времени короткого замыкания в различных циклах предпочтительно устанавливаются так, чтобы эти периоды составляли от 5 мс до 20 мс.
[0074] Далее устройство точечной дуговой сварки по настоящему изобретению будет подробно описано со ссылками на чертежи.
[0075] Фиг. 11 представляет собой изображение, показывающее один пример устройства точечной дуговой сварки. Элементы автомобиля практически во всех случаях свариваются с использованием сварочного робота. По этой причине предпочтительно использовать устройство, снабженное интегрированной опорной плитой 4 и сварочной горелкой 2 для эффективного выполнения сварки. Как показано на Фиг. 11, комбинация опорной плиты 4 и сварочной горелки 2 устанавливается на конце многозвенного манипулятора. Относительные положения манипулятора 9 и опорной плиты 4 являются фиксированными. Благодаря работе манипулятора 9 опорная плита 4 располагается в заданном положении на задней поверхности стального листа. После этого сварочная горелка 2 опускается к заданному положению для того, чтобы выполнить сварку.
[0076] При сварке реальной детали из-за недостаточной точности элементов иногда будет образовываться зазор между задней поверхностью стального листа и опорной плитой. Фиг. 12 представляет собой изображение, показывающее один пример средства для регулирования установочного угла опорной плиты. Таким образом можно отрегулировать установочный угол опорной плиты 4 относительно задней поверхности стального листа посредством пружины 10. Средство для регулирования установочного угла не ограничивается пружиной 10. Могут использоваться любые средства, при условии, что они способны регулировать установочный угол, например, путем поворота несущего стола.
[0077] Фиг. 13 представляет собой изображение, показывающее один пример средства для прижатия верхнего стального листа. Таким образом, могут быть обеспечены средства для прижатия верхнего стального листа 21 одновременно с опусканием сварочной горелки 2 для того, чтобы сжать верхний стальной лист 21 и нижний стальной лист 22 с опорной плитой, и тем самым устранить зазор между верхним стальным листом 21 и нижним стальным листом 22. Средство 11 для прижатия верхнего стального листа 21 не ограничивается устройством, предусмотренным у сварочной горелки 2. Устройство, предусмотренное на манипуляторе 9 и способное перемещаться в направлении сжатия, или любые другие средства могут использоваться при условии, что они могут прижимать верхний стальной лист 21.
Примеры
[0078] Далее будут объяснены примеры настоящего изобретения, но условия в примерах представляют собой лишь иллюстрацию условий, используемые для того, чтобы подтвердить работоспособность и эффект настоящего изобретения. Настоящее изобретение не ограничивается этими иллюстрациями условий. Настоящее изобретение может использовать различные условия без отступлений от сути настоящего изобретения и достигая цели настоящего изобретения. Таблица 1 показывает толщину листа, прочность при растяжении и химический состав использованных высокопрочных стальных листов.
[0079] Тестовые стальные листы были вырезаны из стальных листов, показанных в Таблице 1. Медная опорная плита была расположена у задней поверхности тестового стального листа, затем стальные листы были сварены точечной дуговой сваркой при условиях подвода тепла при сварке, показанных в Таблице 2-1, и при сварочном токе, сварочном напряжении, времени сварки, времени генерирования дуги и времени проводимости короткого замыкания, показанных в Таблице 2-2, для того, чтобы подготовить тестовые образцы для Тестов № 1-22. Кроме того, в качестве защитного газа использовалась газовая смесь, состоящая из 20 об.% газообразного CO2 с остатком из газообразного Ar. Образцы для тестов № 1-3 были подготовлены без использования опорных плит, образцы для тестов № 4-17 были подготовлены с использованием медных опорных плит, и образцы для тестов № 18-22 были подготовлены с использованием стальных опорных плит. Кроме того, при производстве каждого тестового образца Тестов № 1-22 интервал времени генерирования дуги и интервал времени короткого замыкания в каждом цикле точечной дуговой сварки были установлены равными от 5 мс до 20 мс.
[0080] В Таблице 2-1, колонка «радиус углубления в опорной плите» показывает расстояние от центра эквивалентной окружности сварного валика на задней поверхности до контактной части опорной плиты, контактирующей с задней поверхностью нижнего стального листа, в то время как колонка «глубина d углубления в опорной плите» показывает расстояние в направлении высоты между бесконтактной частью опорной плиты, обращенной к центру эквивалентной окружности сварного валика на задней поверхности, и контактной частью опорной плиты (то есть величину зазора между нижним стальным листом и бесконтактной частью опорной плиты). Кроме того, в Таблице 2-1 в колонке «форма контакта между задней поверхностью стального листа и опорной плитой» «Плоский контакт» означает, как показано на Фиг. 7, использование опорной плиты, имеющей углубление, окруженное замкнутой кривой и имеющее такую форму, которая контактирует с задней поверхностью стального листа посредством плоскостного контакта вдоль внешней окружности этого углубления. «Трехточечный контакт» означает, как показано на Фиг. 9A, использование опорной плиты со структурой, гарантирующей зазор «углубления в опорной плите с глубиной d» с задней поверхностью стального листа посредством трехточечной поддержки верхними частями столбиков контактной части 6, предусмотренных в трех положениях на этой поверхности. Кроме того, описание «Контакт по двум линиям» означает, как показано на Фиг. 9B, использование опорной плиты со структурой, гарантирующей зазор «углубления в опорной плите с глубиной d» с задней поверхностью стального листа посредством поддержки верхними частями контактной части 6 на стенках, предусмотренных на этой поверхности так, чтобы они были разделены некоторым интервалом и проходили параллельно друг другу.
[0081] Таблица 1
[0082] Таблица 2-1
[0083] Таблица 2-2
[0084] Каждый из вышеупомянутых тестовых образцов был сначала визуально проверен на предмет формы сварного валика, и для него были измерены диаметр «W» сварного валика на задней поверхности и высота «h» выступающего металла.
[0085] В случае использования медной опорной плиты диаметр W сварного валика на задней поверхности определялся путем измерения диаметра эквивалентной окружности на виде сверху, в то время как высота «h» выступающего металла определялась путем разрезания зоны сварного шва в направлении, в котором диаметр сварного валика был самым большим на виде сверху, получения фотографии этого поперечного сечения, затем использования устройства анализа изображения и принятия максимальной высоты этого поперечного за высоту выступающего металла. С другой стороны, в случае использования стальной опорной плиты эта опорная плита плавится вместе со стальным листом, так что опорная плита и сварной валик формируются интегрально. Следовательно, изображение поперечного сечения зоны сварного шва использовалось для нахождения максимального значения ширины сварного валика на задней поверхности стального листа, это максимальное значение определялось как диаметр W сварного валика на задней поверхности стального листа, и максимальная глубина плавления определялась как высота «h» выступающего металла.
Таблица 3 показывает диаметр W сварного валика на задней поверхности и высоту «h» выступающего металла.
[0086] Тестовый образец для испытания на отслаивании при перекрестном растяжении был подготовлен на основе способа перекрестного испытания на разрыв для точечных сварных соединений (японский промышленный стандарт JIS Z3137) путем крестообразного перекрытия стальных листов, как показано на Фиг. 14, расположения опорной плиты у задней поверхности, и сварки внахлестку тестового образца в соответствии со способом точечной дуговой сварки для того, чтобы подготовить тестовый образец для испытания. При этом в качестве сварочной проволоки использовалась проволока YGW17, описанная в японском промышленном стандарте JIS Z3312.
[0087] Кроме того, тестовый образец для испытания на сдвиг при растяжении был подготовлен аналогичным образом на основе способа испытания на сдвиг при растяжении точечных сварных соединений (японский промышленный стандарт JIS Z3136) путем параллельного перекрытия тестовых образцов, как показано на Фиг. 15, расположения опорной плиты у задней поверхности, и сварки тестовых образцов в соответствии со способом точечной дуговой сварки для того, чтобы подготовить тестовый образец для испытания на сдвиг при растяжении.
[0088] Кроме того, тестовый образец для испытания отслаивании при перекрестном растяжении был подвергнут испытанию на основе японского промышленного стандарта JIS Z3137 для того, чтобы измерить прочность к отслаиванию при перекрестном растяжении (CTS (единица измерения: кН)). Кроме того, тестовый образец для испытания на сдвиг при растяжении был подвергнут испытания на сдвиг при растяжении на основе японского промышленного стандарта JIS Z3136 для того, чтобы измерить прочность на сдвиг при растяжении (TSS (единица измерения: кН)). Таблица 3 показывает перекрестную прочность при растяжении и прочность на сдвиг при растяжении.
[0089] В результатах, показанных в Таблице 3, Тесты № 1-5, 15-19 и 22 являются сравнительными примерами, в то время как Тесты № 6-14, 20 и 21 являются примерами по настоящему изобретению.
[0090] Тестовые образцы Тестов № 6-14 являются примерами по настоящему изобретению, изготовленными с использованием медных опорных плит с радиусом углубления больше чем 3t. В соответствии с этими примерами по настоящему изобретению контактные части опорных плит контактируют с задней поверхностью стального листа в положениях, отстоящих более чем на 3t от центра эквивалентной окружности целевого сварного валика на задней поверхности, так что можно было подтвердить, что могут быть получены целевой диаметр сварного валика на задней поверхности и высота выступающего металла, а также сварное соединение, обладающее превосходными перекрестной прочностью при растяжении и прочностью на сдвиг при растяжении. Кроме того, тестовые образцы Тестов № 20 и 21 были подготовлены с использованием стальных опорных плит с формой в соответствии с настоящим изобретением, так что могли быть получены хорошие перекрестные прочности при растяжении и прочности на сдвиг при растяжении.
[0091] С другой стороны, тестовый образец Теста № 1 не был сформирован со сварным валиком на задней поверхности. Тестовые образцы Тестов № 2 и 3 проявили утечку расплавленного сварочного металла. Тестовые образцы Тестов № 4 и 5 были подготовлены с использованием опорных плит с радиусами углубления меньше чем 3t. Таким образом, тестовые образцы Тестов № 4 и 5 были подготовлены при условиях, в которых положения контакта задней поверхности стального листа и контактной части опорной плиты не попадали в диапазон, предписываемый настоящим изобретением, так что целевой диаметр сварного валика на задней поверхности и высота выступающего металла не могли быть получены, и сварное соединение, имеющее достаточную перекрестную прочность при растяжении и прочность на сдвиг при растяжении не было получено.
[0092] Кроме того, тестовые образцы Тестов № 18 и 19 были изготовлены с использованием стальных опорных плит с радиусами углубления меньше чем 3t. Поскольку тестовые образцы Тестов № 18 и 19 были изготовлены при условиях, в которых положение контакта задней поверхности стального листа и контактной части опорной плиты не попадало в диапазон, предписываемый настоящим изобретением, диаметр сварного валика на задней поверхности был малым, и целевая прочность соединения не смогла быть получена. Следует отметить, что прочность соединения оценивалась по прочности на сдвиг при растяжении TSS. Значение, в 2 или более раз превышающее значение Класса A прочности на сдвиг при растяжении (стальной) точечной сварки, предписанное в японском промышленном стандарте JIS Z 3140, то есть 20 кН или больше для стального листа с толщиной 1,6 мм и 10 кН или больше для стального листа с толщиной 1 мм, рассматривалось как «проходящее».
[0093] Тестовые образцы Тестов № 15-17 и 22 показывают результаты для тех случаев, в которых доля времени короткого замыкания или отношение сварочного тока и сварочного напряжения при условиях сварки не удовлетворяют диапазонам, предписываемым настоящим изобретением. Тестовые образцы Тестов № 15, 16 и 22 сваривались при малой доле времени короткого замыкания, так что одновременно с началом сварки сварочный металл прекращал вытекать к опорной плите. Сварной валик на задней поверхности и задняя поверхность стального листа недостаточно сплавлялись вместе, так что достаточный эффект улучшения прочности соединения не мог быть получен. Тест № 19 сваривался при большой доле времени короткого замыкания, так что устойчивая сварка была невозможной, задняя поверхность стального листа не плавилась, и достаточный эффект улучшения прочности соединения не мог быть получен.
[0094] Таблица 3
ПРОМЫШЛЕННАЯ ПРИМЕНИМОСТЬ
[0095] В соответствии с настоящим изобретением, даже при сваривании высокопрочных стальных листов с различными химическими составами, точечное дуговое сварное соединение, обладающее превосходными TSS и CTS, получается без уменьшения ударной вязкости или пластичности зоны сварного шва, так что при применении настоящего изобретения в процессе производства автомобильных деталей или при сборке кузовов автомобилей могут быть произведены элементы, обладающие превосходной прочностью, и уровень безопасности автомобилей и т.д. может быть повышен. Соответственно, настоящее изобретение имеет высокую промышленную применимость.
СПИСОК ССЫЛОЧНЫХ ОБОЗНАЧЕНИЙ
[0096]1. стальной лист (свариваемый элемент)
21. верхний стальной лист
22. нижний стальной лист
2. сварочная горелка
3. сварочная проволока
4. опорная плита
5. сквозное отверстие
6. контактная часть
7. центр эквивалентной окружности сварного валика на задней поверхности
8. неконтактная часть
9. манипулятор робота
10. пружина
11. средство прижатия
30. непроваренная часть
40. часть расплавленного металла, контактирующая с опорной плитой
50. нижняя часть расплавленного металла
W. диаметр сварного валика на задней поверхности
h. высота выступающего металла
D. расстояние между бесконтактной частью опорной плиты и задней поверхностью стального листа
WB. сварной валик
Реферат
Изобретение может быть использовано для точечной дуговой сварки стальных листов, содержащих углерод в количестве 0,2 мас.% или больше. Опорная плита содержит контактную часть, контактирующую с нижним стальным листом, и бесконтактную часть, находящуюся в бесконтактном состоянии с ним. Плиту располагают так, чтобы ее контактная часть контактировала с нижним стальным листом в положении дальше, чем 3t от центра эквивалентной окружности сварного валика, сформированного на задней поверхности этого листа, где t – толщина самого тонкого свариваемого листа. При сварке осуществляют поочередное и непрерывное повторение генерирования дуги и создание проводимости короткого замыкания так, чтобы время короткого замыкания, когда сварочное напряжение становится равным 10 В или меньше, составляло не более чем 30% до менее чем 60% от длительности цикла проводимости. Изобретение обеспечивает сварное соединение, имеющее заданные параметры сварного валика и обладающее превосходной прочностью. 3 н. и 8 з.п. ф-лы, 21 ил., 3 табл.
Комментарии