Переносное устройство для вырезки эллиптических отверстий методом газопламенной резки - RU193076U1
Код документа: RU193076U1
Чертежи

Описание
Переносное устройство относится к технологическому оборудованию, предназначенному для выполнения ремонтных работ на металлических, преимущественно стальных трубопроводах, в полевых условиях, и используется для выполнения эллиптических отверстий методом газопламенной резки на полых цилиндрических поверхностях, а также для изготовления эллиптических заплаток из вырезаемых частей цилиндрических поверхностей.
Полезная модель относится к технологическому оборудованию для ремонта трубопроводов и предназначена для газопламенной вырезки отверстий со скосом кромки под сварку преимущественно в трубопроводах, а также для вырезки заплат для этих отверстий.
Известно устройство для вырезки отверстий в цилиндрических поверхностях (а.с. СССР №903006 МПК В23К 7/04, опубликовано 1982 г.), содержащее раму, на которой закреплены приводной механизм вращения шпинделя с резаком, копирным роликом и копиром.
Недостатком устройства является наличие приводной системы, что ведет к снижению надежности устройства, а в условиях отсутствия электропитания применение данного устройства становится невозможным.
Известно переносное устройство для газопламенной вырезки отверстий в стенках труб (патент РФ №2141393, МПК 7 В23К 7/00, В23К 37/02, опубликовано 1999 г.), содержащее на платформе каретку с приводом, установленном на криволинейном копирном кольце, с возможностью принудительного вращения при помощи ведущих и ведомых роликов. Копирное кольцо на трубе устанавливается на опорах и крепится цепями.
Указанное техническое решение является прототипом заявляемого переносного устройства.
Недостаток прототипа заключается в длительной переналадке при вырезке отверстий различного диаметра на поверхностях, имеющих различный радиус кривизны, что, в свою очередь, ведет к наличию комплекта копиров. Другим недостатком известной конструкции является крепление устройства при помощи цепей, что требует индивидуальной настройки крепления на различные диаметры труб.
Предложенное переносное устройство для вырезки эллиптических отверстий методом газопламенной резки по сравнению с прототипом позволяет решить указанные технические проблемы посредством использования в заявляемом устройстве исполнительного механизма в виде ползунов, закрепленных во взаимно перпендикулярных пазах корпуса в сочетании с выдвижной штангой, имеющей нанесенную миллиметровую шкалу, с возможностью регулирования ее вылета на максимальный задаваемый радиус эллипса, а устройство крепления представлено в виде магнитного блока.
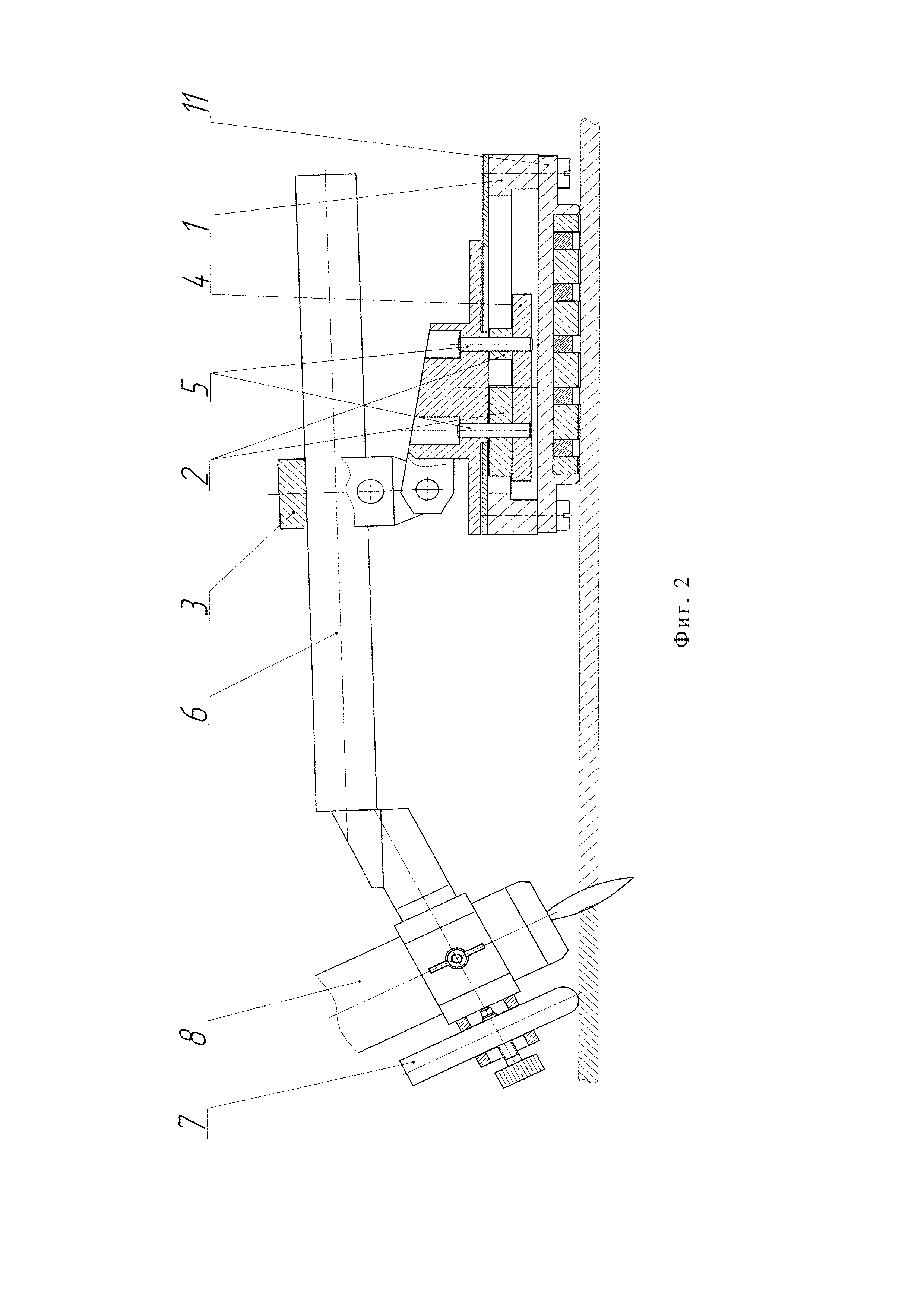
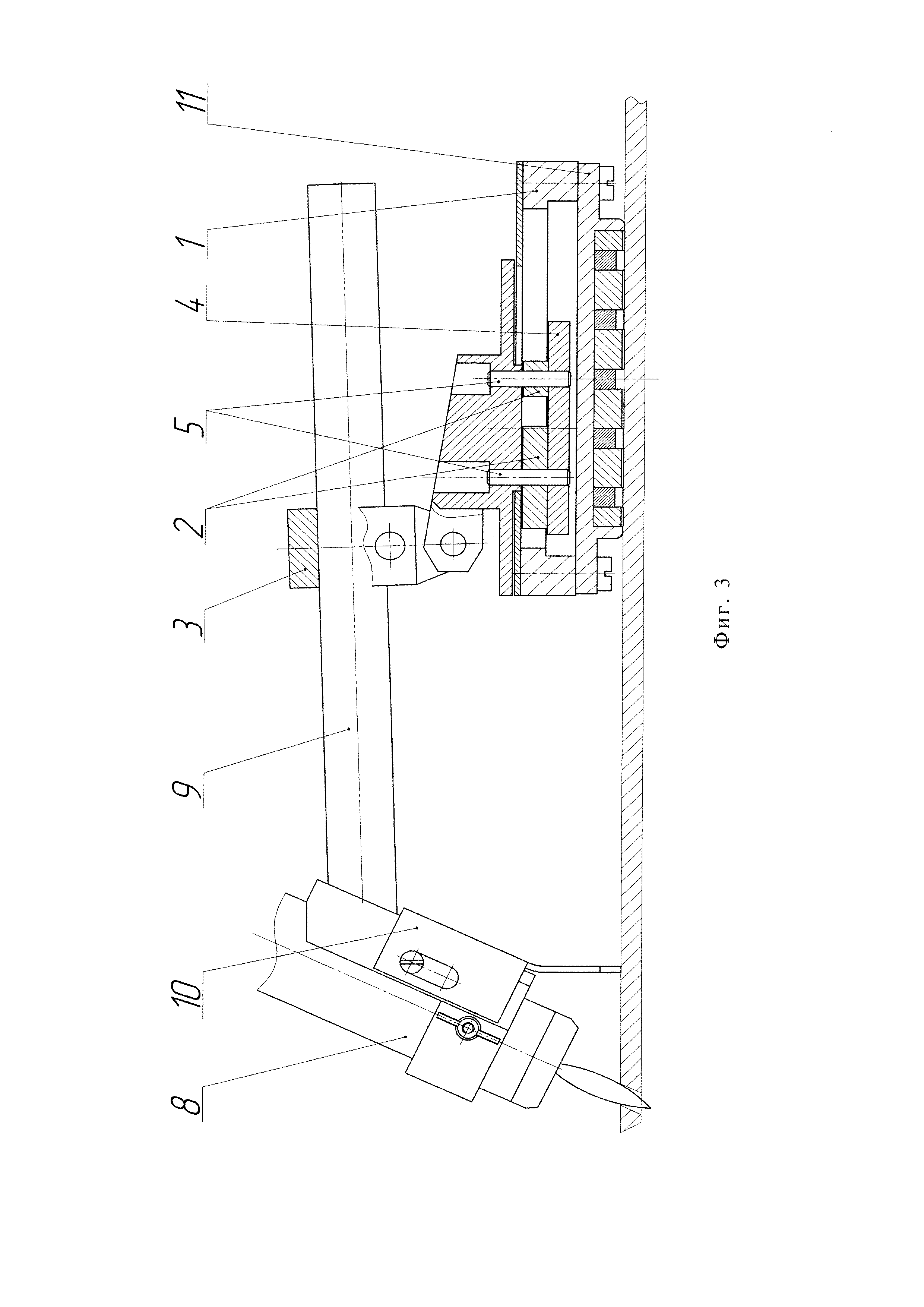
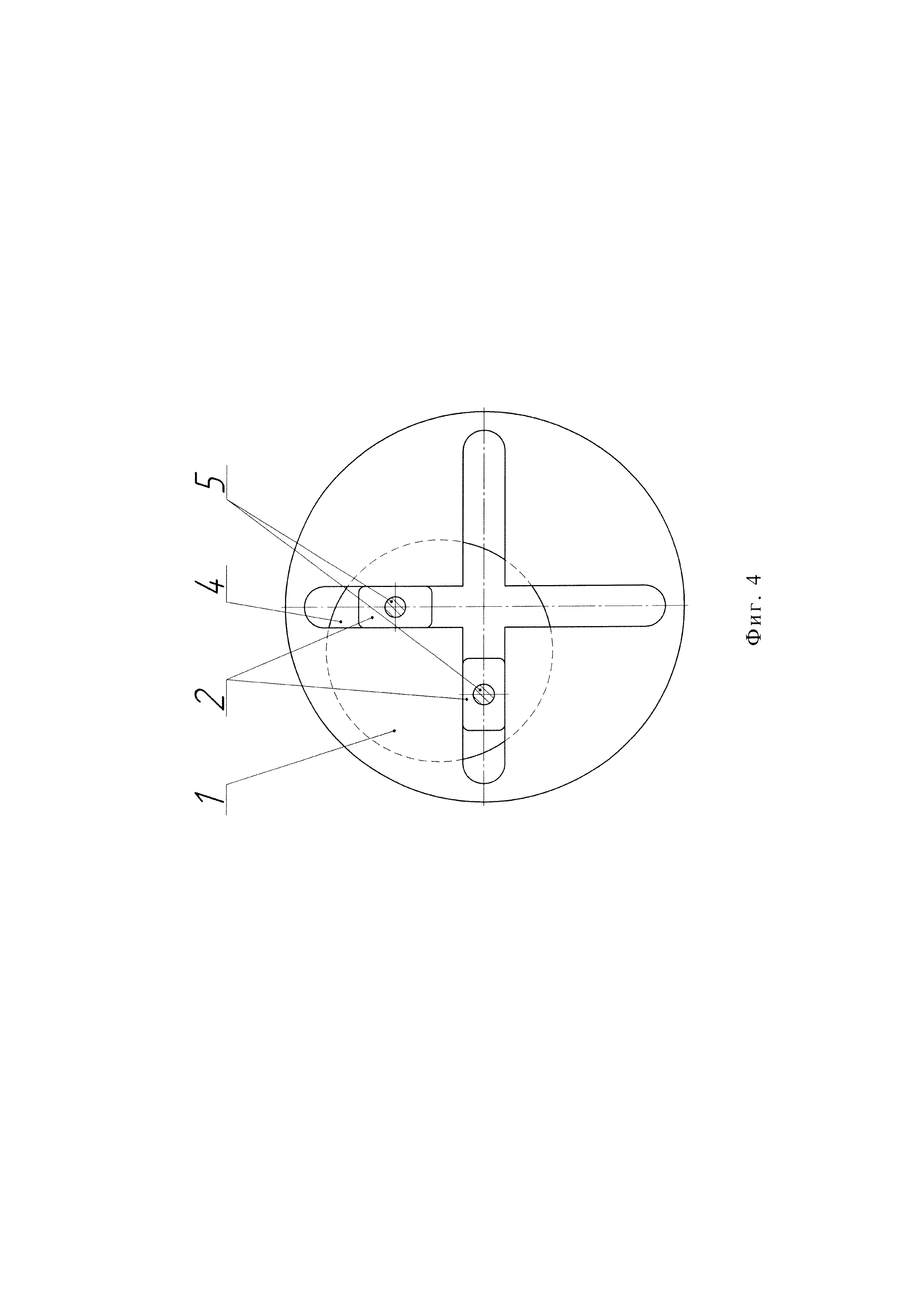
Для пояснения полезной модели приводится конкретный пример его выполнения со ссылкой на прилагаемые чертежи, на которых: фиг. 1 изображает устройство в статике, фиг. 2 и фиг. 3 изображают взаимное расположение частей устройства, фиг. 4 изображает расположение пазов на корпусе устройства.
Заявляемая полезная модель, механизм которой выполнен по известной схеме эллипсографа Леонардо да Винчи, состоит из корпуса 1, имеющего взаимно перпендикулярные направляющие пазы, в которые установлен исполнительный механизм 2 в виде двух ползунов, расположенных на фиксированном расстоянии относительно друг друга и соединенных с кронштейном 3 и шайбой 4 посредством двух шарниров 5. На кронштейн 3, в зависимости от функционального назначения, устанавливается имеющая нанесенную миллиметровую шкалу штанга 6 или имеющая нанесенную миллиметровую шкалу штанга 9. К штанге 6 или штанге 9, оснащенной упором 7 или упором 10 соответственно, крепится газовый резак 8. Штанга 6, оснащенная упором 7 предназначена для вырезания отверстий, а штанга 9 - для изготовления заплат для отверстий. Для закрепления устройства на поверхности трубы, на нижнюю часть корпуса установлено устройство крепления в виде магнитного блока 11.
За счет конструкции кронштейна 3, состоящего из двух частей, соединенных между собой посредством шарнира, достигается постоянный контакт упора 7 с обрабатываемой поверхностью трубы по всей траектории движения газового резака, одновременно фиксируется расстояние от торца газового резака 8 до обрабатываемой поверхности.
За счет конструкции штанги 6 и упора 7 газовый резак 8 имеет наклонное расположение к поверхности трубы в сторону «к корпусу» 1 для образования скошенной кромки с целью последующей заварки отверстия с использованием заплаты, идентичной по контуру вырезанному отверстию в форме эллипса. Упор 7 выполнен с возможностью регулировки его по вылету, что позволяет устанавливать точное расстояние от торца газового резака 8 до обрабатываемой поверхности. Диаметр эллипса устанавливают путем изменения вылета штанги 6 относительно кронштейна 3, используя нанесенную на штангу 6 миллиметровую шкалу, при этом на штанге выставляется значение большего радиуса эллипса.
При проведении работ по подготовке кромки заплаты к приварке, а также по изготовлению заплат, используют оснащенную упором 10 штангу 9, к которой крепится газовый резак 8. Штанга 9, оснащенная упором 10, обеспечивает фиксированный наклон газового резака 8 в сторону «от корпуса» 1. За счет конструкции кронштейна 3 работы по подготовке кромки заплаты к приварке, а также работы по изготовлению заплат, проходят аналогично работам по вырезанию эллиптического отверстия в трубе.
Заявленная полезная модель оснащена устройством крепления в виде магнитного блока 11, которое обеспечивает надежное крепление к обрабатываемой поверхности.
Переносное устройство для выполнения эллиптических отверстий в стенках труб методом газопламенной резки работает следующим образом.
На поверхность цилиндрической трубы, в стенке которой необходимо выполнить эллиптическое отверстие, прикрепляется заявленное переносное устройство таким образом, что точка пересечения пазов корпуса 1 является центром вырезаемого эллиптического отверстия. На штанге 6, оснащенной упором 7, устанавливается газовый резак 8. Посредством изменения вылета штанги 6 газовый резак 8 устанавливается на необходимое расстояние от центра вырезаемого отверстия. Посредством изменения вылета упора 7 настраивается необходимое расстояние от торца резака до обрабатываемой поверхности трубы. После завершения установки устройства на трубе и установления размера вырезаемого отверстия, пламенем резака прожигается начальное отверстие посредством подведения упора 7 к обрабатываемой поверхности трубы. Затем осуществляется принудительное вращение кронштейна 3 с шайбой 4 и штанги 6 с установленным в упор 7 резаком 8 вокруг вертикальной оси, что задает эллиптическую траекторию резаку 8, при этом ползуны исполнительного механизма 2 перемещаются по взаимно перпендикулярным направляющим пазам корпуса 1.
Ползуны движутся вперед и назад - каждый по своему пазу. При этом газовый резак 8 вырезает эллиптическое отверстие в обрабатываемой трубе со скосом кромки, одновременно проводя подготовку среза для последующего установления заплаты. Вырезанный сектор трубы может быть использован в качестве заплаты.
Рассмотренный режим работы переносного устройства при выполнении эллиптических отверстий аналогичен режиму работы при подготовке кромки заплатки путем принудительного поворачивания штанги 9.
Для подготовки кромки заплаты к заварке отверстия необходимо, не отсоединяя заплату от устройства, установить оснащенную упором 10 штангу 9, укомплектованную газовым резаком 8.
Заявленная полезная модель была протестирована при опытной эксплуатации и подтвердила соответствие критерию «промышленная применимость».
Реферат
Использование: при выполнении ремонтных работ на металлических, преимущественно стальных, трубопроводах в полевых условиях. Техническая проблема: создание переносного устройства для ремонта металлических трубопроводов, а также для изготовления эллиптических заплаток из вырезаемых частей цилиндрических поверхностей в полевых условиях. Сущность полезной модели: заключается в том, что вырезка эллиптических отверстий и установка заплат на вырезанное отверстие (при необходимости) осуществляется с помощью перемещаемого вручную газового резака по замкнутой эллиптической траектории, причем штанга с миллиметровой шкалой дополнительно оснащена упором. Технический результат: заключается в оптимизации процесса вырезания в цилиндрических поверхностях металлических труб эллиптического отверстия, задаваемого с помощью штанги с миллиметровой шкалой, при одновременном использовании дополнительно устройства крепления в виде магнитного блока к поверхности трубы. 2 з.п. ф-лы, 4 ил.
Комментарии