Способ и устройство для термической обработки деталей при получении соединения между припоем и служащей подложкой для припоя деталью - RU2420376C2
Код документа: RU2420376C2
Чертежи



Описание
Настоящее изобретение относится к способу термической обработки заготовок или деталей при получении соединения между припоем и по меньшей мере одной служащей подложкой для припоя деталью или заготовкой посредством расплавления припоя, расположенного на детали, в котором происходит нагрев и на следующей стадии способа охлаждение по меньшей мере одной детали в изолированной от окружающей среды технологической камере. Кроме того, изобретение относится к устройству, подходящему для осуществления указанного способа.
В известных способах вышеуказанного вида, в которых и нагрев, и охлаждение припаиваемой детали происходит в одной технологической камере, для длительной эксплуатации соответствующего устройства необходима чистка технологической камеры через интервалы зачастую лишь относительно малых циклов пайки. В связи с относительно большим перепадом температур между зоной нагрева и зоной охлаждения образующиеся в процессе нагрева летучие испарения припоя конденсируются в более холодной зоне охлаждения и образуют, прежде всего на расположенных в зоне охлаждения компонентах и устройствах, осадок, который подлежит удалению посредством чистки. Из-за того, что процесс чистки должен проводиться многократно, эксплуатацию работающих согласно известным способам устройств приходится постоянно прерывать. В результате этого на практике имеют место значительные производственные потери.
Поэтому в основе настоящего изобретения лежит задача разработки способа или устройства, эксплуатация которого может осуществляться по существу непрерывно, без известных коротких интервалов для проведения чистки, и обеспечивает, тем самым, возможность увеличения объема выпускаемой продукции.
Для решения этой задачи способ согласно изобретению имеет признаки пункта 1 формулы изобретения. В способе согласно изобретению нагрев и охлаждение детали (в дальнейшем термин "деталь" при его употреблении в одиночку включает и заготовку) происходят в двух выполненных с возможностью отделения друг от друга конденсационным устройством секциях технологической камеры.
Благодаря действующему между двумя секциями камеры конденсационному устройству осаждение возникающих в процессе нагрева летучих испарений происходит на конденсационном устройстве, которое в виде защитного экрана предотвращает конденсацию в охладительной секции камеры, а тем самым, прежде всего, на одном из расположенных в этой секции камеры охладительных устройств.
Особой областью применения предлагаемого в изобретении способа является изготовление паяных соединений, которые реализуются посредством паяльной пасты, как, например, при изготовлении электронных компонентов и модулей. В принципе же способ согласно изобретению применим, по существу, для подвода температуры к заготовкам или деталям при термообработке, например, при отжиге, прокаливании и т.п.
Объем выпускаемой продукции, а тем самым, и эффективность способа согласно изобретению можно повысить еще больше, если согласно одному особо предпочтительному варианту способа нагрев происходит посредством нагревательного устройства, а охлаждение - посредством охладительного устройства, каждое из которых работает при по существу постоянной температуре. Благодаря этому предотвращаются потери времени при осуществлении способа, обусловленные процессами нагрева или же охлаждения до достижения желательной температуры нагрева или охлаждения.
Кроме того, особо преимущественным оказывается вариант, когда перед нагревом детали для отделения секций камеры конденсационное устройство переводится из положения готовности в положение перегородки, отделяющее секции камеры друг от друга. Благодаря этому обеспечивается возможность перевода в охладительную секцию камеры детали после проведенного нагрева в используемой для нагрева секции камеры при расположенном в положении готовности конденсационном устройстве и последующего расположения конденсационного устройства вновь в положении перегородки, так что во время охлаждения детали в охладительной секции камеры не происходит никаких существенных потерь температуры в нагревательной секции камеры, отделенной конденсационным устройством от охладительной секции камеры.
Действие конденсационного устройства, т.е., прежде всего, его производительность, можно существенно подкрепить или усилить охлаждением конденсационного устройства. Особо простая реализация охлаждения конденсационного устройства становится возможной, если конденсационное устройство охлаждают во время нахождения в положении готовности, в котором конденсационное устройство по существу находится вне непосредственной зоны влияния нагревательной секции камеры.
Запирающее действие конденсационного устройства или его действие в качестве защитного экрана для предотвращения осаждения конденсата в охладительной секции камеры можно эффективно усилить посредством того, что во время нагрева детали в нагревательной секции камеры, отделенной от охладительной секции камеры конденсационным устройством, создают вакуум в нагревательной секции камеры. При необходимости вакуум может быть создан и во всей технологической камере в целом.
Если при создании вакуума в нагревательной секции камеры в охладительную секцию камеры и/или в нагревательную секцию камеры происходит подача инертного газа или восстановительного защитного газа, может происходить эффективная защита паяемых компонентов от содержащегося в воздухе кислорода или могут быть вскрыты существующие окисленные поверхности. Кроме того, прежде всего, при подаче защитного газа в охладительную секцию камеры и одновременном создании вакуума в нагревательной секции камеры обеспечивается возможность газового потока в технологической камере, также противодействующего осаждению конденсата в охладительной секции камеры.
Для обеспечения максимального противодействия перепаду температур в детали во время нагрева в нагревательной секции камеры оказывается полезным вариант, в котором во время нагрева в нагревательной секции камеры деталь расположена между нагревательным устройством и расположенным напротив него дополнительным нагревательным устройством.
Предпочтительно это дополнительное нагревательное устройство может быть выполнено в виде излучательного нагревателя, при этом посредством регулировки температуры дополнительного нагревательного устройства могут быть особым образом приняты во внимание специфические свойства детали.
Предлагаемое в изобретении устройство предназначено для осуществления рассмотренного выше способа, а именно для термической обработки заготовок или деталей при получении соединения между припоем и по меньшей мере одной служащей подложкой для припоя деталью посредством расплавления припоя, расположенного на детали, и содержит изолированную от окружающей среды технологическую камеру с нагревательным устройством для нагрева детали и охладительным устройством для охлаждения детали, причем нагревательное устройство и охладительное устройство расположены в двух выполненных с возможностью отделения друг от друга конденсационным устройством секциях технологической камеры.
Конденсационное устройство может быть выполнено с возможностью перемещения из положения готовности в положение перегородки, отделяющее секции камеры друг от друга. При этом в положении готовности конденсационное устройство может быть расположено вне технологической камеры.
Как было уже указано выше со ссылкой на способ согласно изобретению, в отношении выполнения устройства согласно изобретению оказывается преимущественным вариант, в котором конденсационное устройство оснащено охладительным устройством.
Если охладительное устройство выполнено таким образом, что оно по меньшей мере в положении готовности конденсационного устройства взаимодействует с последним, то, с одной стороны, возможно особо эффективное использование охладительного устройства, т.е. на стадии способа, на которой конденсационное устройство находится по существу вне зоны влияния нагревательной секции камеры. С другой стороны, возможно расположение самого охладительного устройства вне технологической камеры, так что по существу не происходит осаждения конденсата на охладительном устройстве, которое могло бы отрицательно сказаться на КПД охладительного устройства.
Особенно преимущественное выполнение конденсационного устройства становится возможным, если оно выполнено в виде металлического перегородочного устройства. В результате этого конденсационное устройство, с одной стороны, имеет преимущественную большую теплоемкость, а с другой стороны, возможно особо компактное выполнение конденсационного устройства. Особенно это относится к случаю, когда конденсационное устройство выполнено в форме разделительного металлического щитка.
Когда конденсационное устройство выполнено таким образом, что при нахождении конденсационного устройства в положении перегородки образован рабочий проход для газа, соединяющий секции технологической камеры с сообщением друг с другом, между секциями камеры становится возможным газообмен, несмотря на экранирующий, подавляющий осаждение конденсата в охладительной секции камеры эффект конденсационного устройства.
Особо эффективное выполнение рабочего прохода для газа имеет место тогда, когда между находящимся в положении перегородки конденсационным устройством и стенкой технологической камеры образована щель в перегородке, соединяющая секции камеры с сообщением друг с другом, так что, с одной стороны, обеспечивается возможность достаточного газообмена по всей площади щели, однако с другой стороны, за счет того, что щель в перегородке имеет лабиринтное поперечное сечение, прохождение массы конденсата через щель может быть эффективно предотвращено.
Независимо от выполнения конденсационного устройства в любом случае оказывается благоприятным вариант, в котором напротив нагревательного устройства в нагревательной секции камеры расположено дополнительное нагревательное устройство, так что во время нагрева детали, служащей подложкой для припоя, последняя может быть расположена между нагревательным устройством и дополнительным нагревательным устройством.
Далее осуществление одного из вариантов способа согласно изобретению поясняется более детально с помощью возможной конструктивной формы устройства согласно изобретению на основании чертежей. На фигурах показано:
Фиг.1: паяльное устройство в стационарном рабочем состоянии;
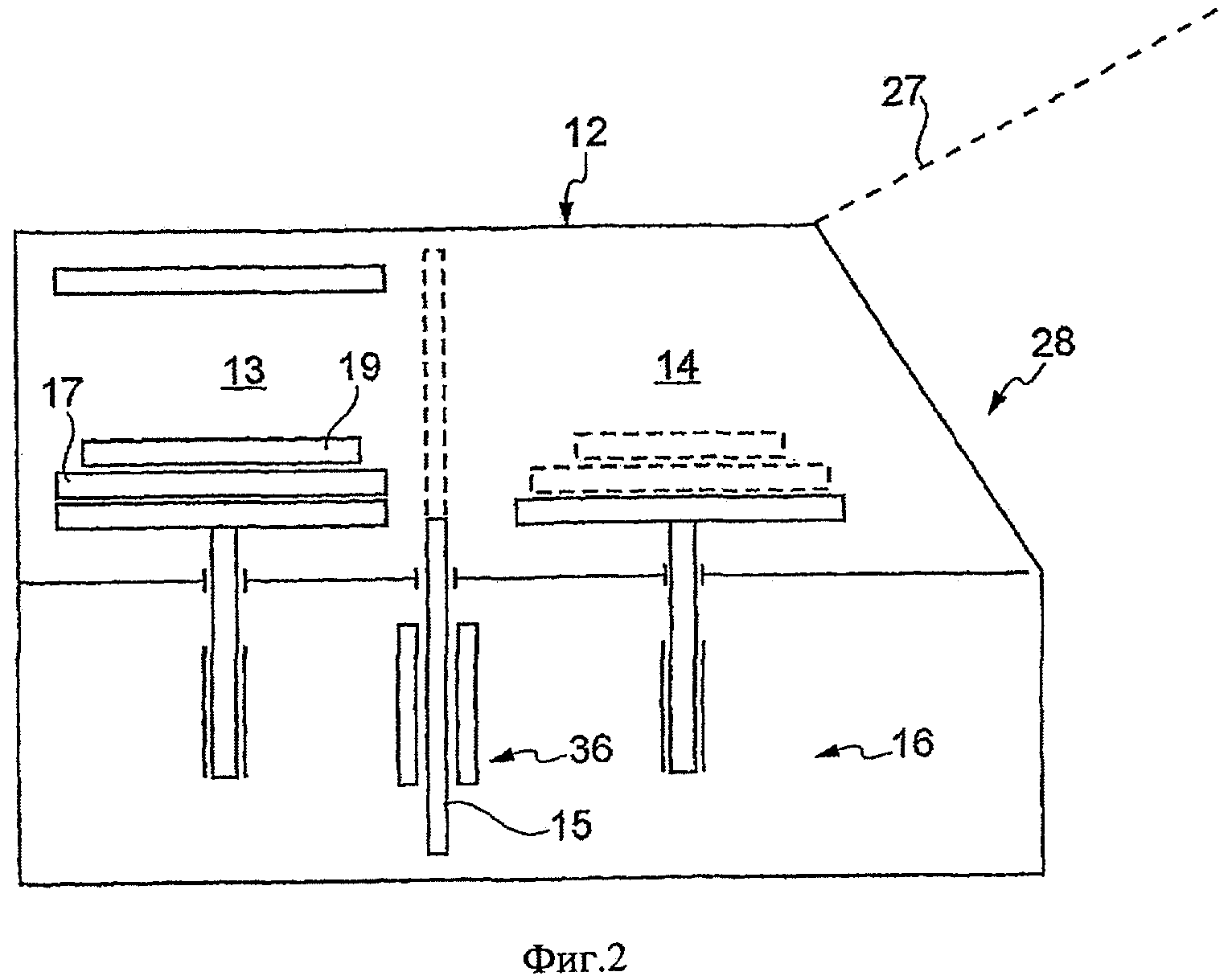
Фиг.2: представленное на фиг.1 паяльное устройство на стадии загрузки и передачи;
Фиг.3: представленное на фиг.1 паяльное устройство во время нагрева детали, служащей подложкой для припоя, в нагревательной секции камеры;
Фиг.4: представленное на фиг.1 паяльное устройство во время передачи детали в охладительную секцию камеры;
Фиг.5: представленное на фиг.1 паяльное устройство во время охлаждения детали в охладительной секции камеры.
На фиг.1 показано паяльное устройство 10 с корпусом 11, в котором выполнена технологическая камера 12. Технологическая камера 12 имеет первую, изображенную в данном примере осуществления слева, нагревательную секцию 13 камеры, а справа от нее - вторую, охладительную секцию 14 камеры. Между нагревательной секцией 13 камеры и охладительной секцией 14 камеры предусмотрено выполненное в данном примере осуществления в виде металлического щитка 15 перегородочное устройство, которое обеспечивает возможность отделения нагревательной секции 13 камеры от охладительной секции 14 камеры. Для активации или же деактивации отделяющего нагревательную секцию 13 камеры от охладительной секции 14 камеры воздействия металлического щитка 15, металлический щиток 15 выполнен с возможностью перемещения из показанного на фиг.1 положения I перегородки в положение II готовности, показанное на фиг.1 пунктирной линией. В зависимости от формы корпуса положение II готовности может находиться внутри или снаружи технологической камеры, например, в нижней части 16 корпуса.
Кроме того, как показано на фиг.1, в нагревательной секции 13 камеры находится нагревательное устройство 20, которое в данном случае имеет нагревательную плиту 21 с резистивным нагревом, расстояние d которой до подложки 17 для детали можно изменять посредством подающего устройства 22. Подающее устройство 22 обеспечивает возможность как поверхностного контакта между нагревательной плитой 21 и показанной на фиг.1 пунктирной линией подложкой 17 для детали, так и установки определенного расстояния d между нагревательной плитой 21 и подложкой 17 для детали для того, чтобы таким образом установить желаемую температуру подложки 17 для детали, а тем самым, и детали 19, расположенной на подложке для детали.
В дополнение к нагревательному устройству 20 над подложкой 17 для детали и под верхним перекрытием 23 технологической камеры 12 находится дополнительное нагревательное устройство 24.
В охладительной секции 14 камеры находится охладительное устройство 25, которое в показанном на фиг.1 примере осуществления имеет омываемую внутри охлаждающей жидкостью охладительную плиту 26. Для установки температуры охлаждения охладительная плита 26 взаимодействует соответственно нагревательной плите 21 с расположенной на ней подложкой 17 для детали.
Как показано на фиг.1, в области охладительной секции 14 камеры технологическая камера 12 оснащена закрываемым крышкой 27 (фиг.2) отверстием 28 для доступа. В показанном на фиг.1 стационарном рабочем состоянии паяльного устройства 10 отверстие 28 для доступа закрыто крышкой 27. В этом исходном состоянии в технологической камере 12 еще нет никакого субстрата. Нагревательная секция 13 камеры и охладительная секция 14 камеры герметично, можно было бы сказать, на вид герметично, отделены друг от друга находящимся в положении перегородки металлическим щитком 15, за исключением выполненного в показанном на фиг.1 примере осуществления в виде лабиринтной щели, проходящего между верхним перекрытием 23 и боковой стенкой 29 в виде щели 30 в стенке остающегося рабочего прохода для газа. В этой конфигурации нагревательную секцию 13 камеры и охладительную секцию 14 камеры можно доводить в каждом случае до желаемой температуры и поддерживать ее постоянной.
На показанной на фиг.2 стадии загрузки и передачи крышка 27 открывается для освобождения отверстия 28 для доступа, и в охладительную секцию 14 камеры вводится деталь 19, снабженная в целях пайки, например, пастообразным припоем (заштриховано). После перемещения металлического щитка 15 в его показанное на фиг.2 положение готовности в нагревательную секцию 13 камеры вводится деталь 19 с подложкой 17 для детали (сплошная линия). Для передачи между нагревательной секцией 13 камеры и охладительной секцией 14 камеры может быть предусмотрено расположенное в технологической камере 12 передающее устройство для подложки 17 для детали.
На последующей, показанной на фиг.3 стадии нагрева металлический щиток 15 снова переводится в свое положение перегородки. Для управления металлическим щитком 15 в показанных на фиг.2 и 3 примерах осуществления паяльного устройства 10 в области нижней части 16 корпуса предусмотрено подающее устройство 36. Для того чтобы в зависимости от толщины и качества материала детали 19, расположенного для пайки в нагревательной секции 13 камеры, можно было достигнуть как можно меньшего перепада температур между нижней стороной 31 детали и верхней стороной 32 детали, температура дополнительного нагревательного устройства 24, с которой последнее посредством излучения воздействует на деталь 19, устанавливается специфической для данной детали. В противоположность этому желаемая заданная температура подложки 17 для детали определяется преимущественно составом припоя.
На показанной на фиг.3 стадии нагрева, в которой металлический щиток 15 находится в своем положении перегородки, металлический щиток 15 служит в качестве конденсационного устройства таким образом, что выделяющиеся во время расплавления припоя содержащие летучие компоненты припоя пары осаждаются на поверхности металлического щитка 15, служащего в качестве конденсационной поверхности 33. При этом необходимый для конденсации на поверхности металлического щитка 15 перепад температур достигается уже посредством того, что металлический щиток 15 охлаждается воздействующей в охладительной секции 14 камеры на поверхность 34 охлаждения металлического щитка 15 температурой охлаждения. Благодаря тому, что образование конденсата происходит уже на действующем в виде конденсационного устройства металлическом щитке 15, обеспечивается то, что соответствующего осаждения в охладительной секции 14 камеры или на охладительном устройстве 25 не происходит. В то же время выполнение щели в перегородке 30 обеспечивает в процессе нагрева детали 19 или же расплавления расположенного на детали 19 припоя образование вакуума в нагревательной секции 13 камеры без того, что посредством этого на металлический щиток 15 действовали бы соответствующие силы разрежения, которые могли бы помешать перемещению металлического щитка 15 из положения готовности в положение перегородки.
Дальнейшее повышение интенсивности конденсации на конденсационной поверхности 33 металлического щитка 15 становится возможным, если дополнительно к тыльной подаче к поверхности 34 охлаждения металлического щитка 15 образовавшейся в охладительной секции 14 камеры температуры происходит непосредственное охлаждение металлического щитка 15 посредством расположенного в нижней части 16 корпуса конденсаторного охладительного устройства. Конденсаторное охладительное устройство может быть осуществлено посредством охлаждаемого выполнения подающего устройства 36 металлического щитка 15.
На фиг.4 показано паяльное устройство 10 на стадии перевода, на которой деталь 19 после перевода металлического щитка 15 в положение готовности, в котором металлический щиток 15 находится по существу в нижней части 16 корпуса, переводится с подложкой 17 для детали из нагревательной секции 13 камеры в охладительную секцию 14 камеры.
Наконец, на фиг.5 показано паяльное устройство 10 на последующей стадии охлаждения, на которой при еще закрытой крышке 27 и возвращенном снова в свое положение перегородки металлическом щитке 15 деталь 19 при одновременном выполненном металлическим щитком 15 экранировании по отношению к тепловому излучению из нагревательной секции 13 камеры находится на охлажденной подложке 17 для детали. По завершении охлаждения детали 19 крышку 27 можно открыть, и оператор может извлечь деталь 19 через отверстие 28 для доступа паяльного устройства 10. Для продолжения процесса пайки на следующем субстрате его можно снова, как показано на фиг.2, ввести в охладительную секцию 14 камеры и перевести в нагревательную секцию 13 камеры.
Реферат
Изобретения могут быть использованы для термической обработки заготовок (19) или деталей, прежде всего, для получения паяного соединения между припоем и по меньшей мере одной служащей в качестве подложки для припоя деталью посредством его расплавления. Нагрев и охлаждение детали (19) происходит в двух выполненных с возможностью отделения друг от друга конденсационным устройством (15) секциях (13, 14) технологической камеры (12) устройства (10). Конденсационное устройство (15) охлаждают по меньшей мере во время нахождения в положении готовности. Перед нагревом детали (19) для отделения секций (13, 14) камеры конденсационное устройство (15), выполненное в виде защитного экрана, переводят из положения готовности в положение перегородки, отделяющее секции камеры друг от друга. Во время нагрева детали (19) создают вакуум в нагревательной секции (13) камеры с подачей защитного газа в охладительную секцию (14) и/или нагревательную секцию (13) камеры. Осаждение возникающих в процессе обработки летучих испарений происходит на конденсационном устройстве, которое предотвращает конденсацию их в охладительной секции камеры. Изобретение обеспечивает непрерывность обработки деталей без остановки на чистку устройства. 2 н. и 14 з.п. ф-лы, 5 ил.
Комментарии