Кювета - RU2640390C1
Код документа: RU2640390C1
Чертежи

Описание
Изобретение относится к медицинской практике в области изготовления зубных протезов.
Известно устройство для компрессионного прессования зубных протезов в виде кюветы, состоящей из двух половин, в одной из которых в плоскости разъема кюветы установлен винт, на конце которого размещен плунжер с возможностью осевого перемещения, а между винтом и плунжером установлен упругий элемент, причем в выполненной в кювете гипсовой форме предусмотрено пространство, прилегающее к плунжеру. После заполнения формы базисным материалом и смыкания половин кюветы вращением винта плунжер поступает в кювету, создавая в базисном материале избыточное давление, упругий элемент при этом сжимается, а в процессе полимеризации по мере усадки базисного материала упругий элемент продвигает плунжер в кювету, компенсируя усадку (Патент РФ №2111723 С1, дата приоритета 27.05.1997, дата публикации 27.05.1998, авторы: Богатов А.И. и др., RU).
Недостатком известного аналога является его сложность в связи с необходимостью наличия ряда элементов для компенсации усадки, которые не всегда возможно изготовить в практических условиях, а также трудозатраты при использовании, обусловленные необходимостью вращения винта.
В качестве прототипа принята кювета зуботехническая, содержащая разборный корпус, выполненный из нижней и верхней частей, симметричных относительно друг друга и сжатых между собой с помощью прижимного устройства, состоящего из прижимной пластины и вертикальных стоек в виде болтов с прижимными гайками, в корпусе имеется отверстие, выполненное в прижимной пластине для организации входных литниковых каналов с помощью восковых репродукций, а также имеются боковые литниковые отверстия для создания выходных литниковых каналов с помощью восковых репродукций (Патент РФ №46920 U1, дата приоритета 22.02.2005, дата публикации 10.08.2005, авторы: Едемский Ю.К. и др., RU, прототип).
Недостатком прототипа являются трудозатраты при изготовлении и эксплуатации, а также низкая надежность, обусловленные тем, что при создании входных и выходных литниковых каналов из-за необходимости установки восковых репродукций литниковых каналов, обладающих малой механической прочностью, в случае повреждения может произойти нарушение целостности литникового канала или его разрушение.
Задачей изобретения является создание простой в изготовлении, дешевой и удобной в работе кюветы, обеспечивающей эффективное уплотнение базисного материала для компенсации его усадки при полимеризации без применения физического воздействия, и возможность адаптации к разным размерам челюстей.
Для решения поставленной задачи предложена кювета для изготовления зубных протезов, содержащая разборный корпус, состоящий из нижней и верхней частей, состыкованных и сжатых между собой, снабженный отверстиями под выходные литниковые каналы. Согласно изобретению, кювета выполнена из металлической трубы цилиндрической формы со съемными крышками в каждой из частей с возможностью их поджатия с помощью струбцины и с толщиной стенок, обеспечивающей стыковку обеих частей с помощью установленных в стенках частей кюветы металлических штифтов, выходные литниковые каналы образованы двумя отводными трубками, нижние концы которых расположены диаметрально в зоне разъема с возможностью установки в создаваемых при выполнении гипсовой формы углублениях, примыкающих к щечным поверхностям репродукции восковой модели, располагаемой в центральной части кюветы, а верхние выступающие над кюветой концы отводных трубок пропущены через отверстия, выполненные в крышке верхней части, крышка нижней части снабжена ступенчатой вставкой, соосно установленной с возможностью осевого перемещения вверх и давления на гипс, при этом внутренние поверхности кюветы защищены от взаимодействия с гипсом с помощью изоляции, а под вставкой установлен прижатый к ней струбциной упругий вкладыш с возможностью давления на вставку при тепловой обработке в процессе полимеризации пластмассового базиса.
Согласно изобретению, внутренние поверхности частей кюветы и крышек изолированы от гипса писчей бумагой.
Согласно изобретению, кювета содержит стопорные винты в стенках частей кюветы, предотвращающие выпадение гипса при разборке кюветы.
Согласно изобретению, высота нижней части кюветы увеличена до 40 мм.
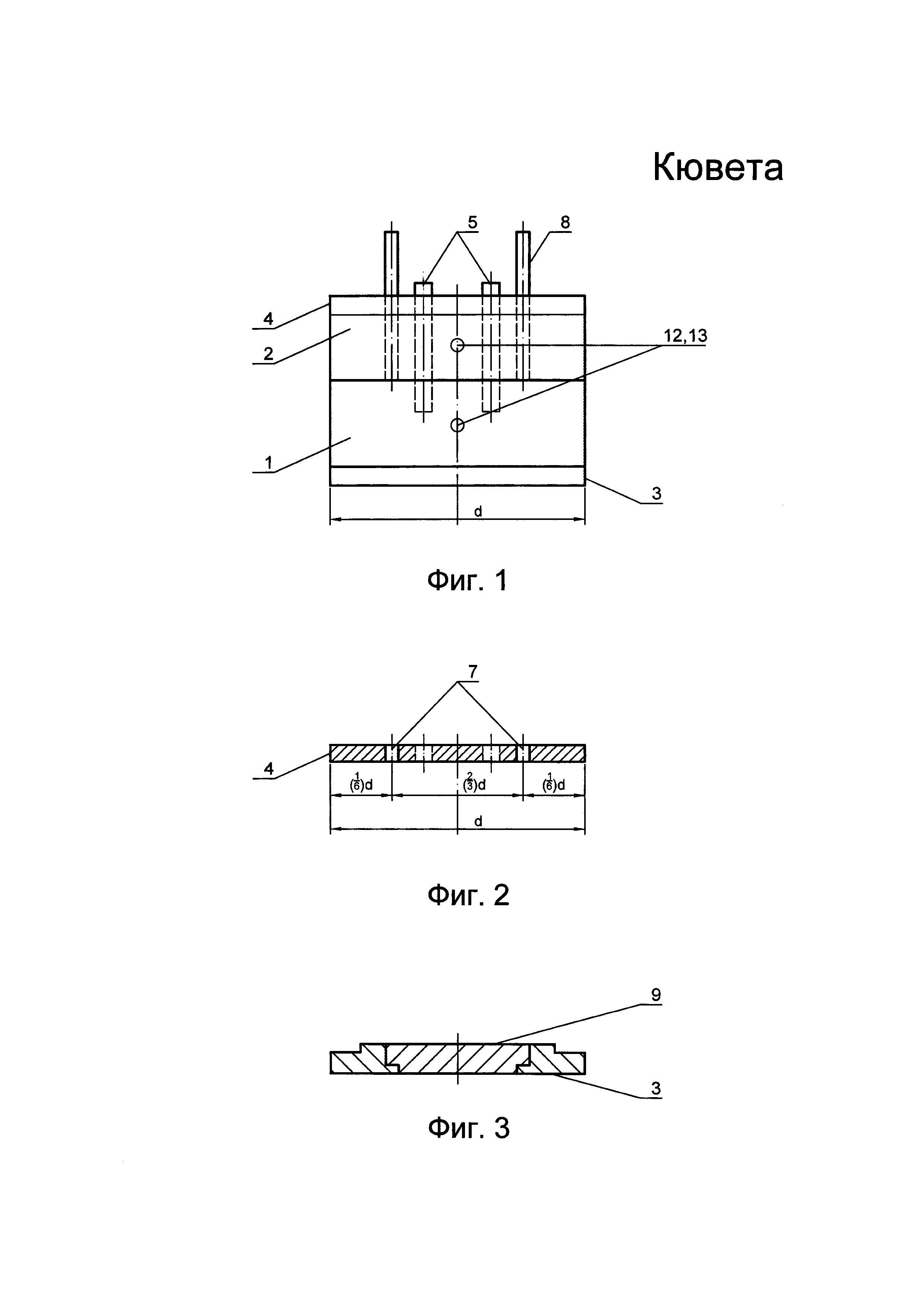
На фиг. 1 схематично показана кювета, общий вид; на фиг. 2 изображена крышка верхней части кюветы, продольный разрез; на фиг. 3 - крышка нижней части кюветы, продольный разрез; на фиг. 4 приведена схема монтажа при изготовлении пластмассового базиса, продольный разрез; на фиг. 5 - средняя часть кюветы в области разъема с пластмассовым базисом, продольный разрез; на фиг. 6 показано сечение А-А на фиг. 5.
Кювета, изображенная на фиг. 1, содержит разборный корпус, который состоит из нижней 1 и верхней 2 частей, выполненных из металлической трубы определенного диаметра с толщиной стенки от 10 мм до 20 мм и имеющих съемные крышки соответственно 3, 4. Нижняя часть 1, верхняя часть 2 и крышка 4 верхней части кюветы состыкованы с помощью металлических штифтов 5, установленных в отверстиях 6, выполненных в стенках частей и в крышке. В крышке 4 верхней части также выполнены диаметрально отверстия 7, через которые пропущены выступающие над крышкой отводные трубки 8, нижние концы которых расположены на уровне разъема частей кюветы.
В качестве отводных трубок 8 могут быть использованы пластиковые трубки с наружным диаметром, например, 5 мм и длиной не менее 80 мм, причем длина должна быть выбрана такой, чтобы через верхние концы в отводные трубки 8 не попадала вода в процессе тепловой обработки. Кроме того, рекомендовано оптимальное расположение отверстий 7 под отводные трубки 8 в зависимости от размера диаметра кюветы, приведенное на фиг. 2. При этом для соблюдения данной рекомендации отводные трубки 8 могут быть изогнуты. Для удобства изготовления протезов на челюсти больших размеров и обеспечения универсальности высота нижней 1 и верхней 2 частей кюветы может быть разной, например для нижней части 1 высота может быть увеличена до 40 мм, а оптимальная высота верхней части 2 составляет 30 мм.
Крышка 3 нижней части 1 для удобства сборки выполнена с направляющим выступом, как показано на фиг. 3. Кроме того, в крышке 3 соосно установлена ступенчатая вставка 9, обращенная большим диаметром вверх, с возможностью осевого перемещения и воздействия на гипс. Наличие ступенчатой вставки 9 позволяет создать дополнительное давление на гипс внутри кюветы. При этом в рабочем положении кюветы, заполненной гипсом, под ступенчатой вставкой 9 в используемой для зажатия кюветы струбцине 10 установлен упругий вкладыш 11 с возможностью давления на гипс через ступенчатую вставку. Упругий вкладыш 11 может быть выполнен, например, из резинового медицинского бинта толщиной 1 мм, причем толщина сформированного из него вкладыша 11 может составлять до 5 мм, а диаметр вкладыша соответствовать меньшему диаметру ступенчатой вставки 9 для эффективного распределения давления (фиг. 4).
Для исключения адгезии гипса к металлу, а также удобства извлечения гипсовой формы из кюветы внутренние поверхности частей кюветы и крышек изолированы от гипса писчей бумагой (условно не показано).
Для предотвращения выпадения гипса при разборке кюветы в стенках частей кюветы выполнены отверстия 12, в которых установлены стопорные винты 13.
Порядок работы с кюветой заключается в следующем.
Перед работой осуществляют подготовку кюветы, для чего внутренние поверхности частей кюветы 1, 2 и крышек 3, 4 изолируют полосками писчей бумаги.
Нижняя часть 1 с крышкой 3, снабженной ступенчатой вставкой 9, заливается гипсом. На гипс устанавливается восковая модель 14, а в отверстия 6 в стенке устанавливаются штифты 5. Восковую модель 14 следует расположить в центральной части кюветы, причем для лучшей ориентировки модели 14 необходимо обратить заднюю часть восковой модели 14 к штифтам 5, как показано на фиг. 6. По мере затвердевания гипса по обеим сторонам восковой модели в гипсе диаметрально выполняются углубления 15 для фиксации положения отводных трубок 8, примыкающих к щечным поверхностям репродукции восковой модели (фиг. 5, 6).
На нижнюю часть 1 кюветы устанавливают с фиксацией на штифтах 5 верхнюю часть 2, заливают в нее гипс, одновременно контролируя положение отводных трубок 8. Затем верхнюю часть 2 накрывают крышкой 4, фиксируя ее на штифтах 5. При этом через отверстия 7 в крышке 4 выводят отводные трубки 8, которые в зависимости от размера базиса могут иметь изгиб, а их верхние концы должны быть выше уровня воды при осуществлении тепловой обработки.
Также в стенках нижней 1 и верхней 2 частей кюветы подкручивают стопорные винты 13, которые предохраняют гипс от случайного падения в процессе разборки кюветы.
В процессе тепловой обработки осуществляется удаление воска через отводные трубки 8, что предотвращает искажение формы гипсовой модели и сохраняет первоначальный объем базиса, не допуская образования грата.
После вымывания воска и получения гипсовой модели изготавливается пластмассовый базис путем полимеризации тестообразного базисного материала, уложенного в нижней части 1 кюветы после отделения от нее верхней части с гипсом. Затем собранная кювета помещается в струбцину 10 и зажимается в ней с резиновым вкладышем 11, установленным под ступенчатой вставкой 9, как показано на фиг. 4, что позволяет за счет расширения резины в процессе нагревания компенсировать колебания внутреннего давления в гипсе, возникающие из-за изменения объема базисного материала, и, тем самым, сохранить постоянное давление на пластмассовый базис. Во время тепловой обработки излишки пластмассы попадают в отводные трубки 8, что предотвращает искажение формы модели.
Оптимальное время обработки модели составляет примерно 2 часа. Из них примерно 1,5 часа отводится на пребывание кюветы в кипящей воде. Увеличение времени нахождения кюветы в кипящей воде необходимо для достижения температуры кипящей воды в центре кюветы, так как именно при этих условиях можно добиться полной полимеризации. Такой режим позволяет получить минимальную пористость и максимальные прочностные характеристики готового изделия.
После окончания процесса тепловой обработки удаляются струбцина 10, резиновый вкладыш 11 и штифты 5, снимается крышка 4 верхней части 2, раскрываются обе части кюветы, выкручиваются стопорные винты 13, после чего легко вынимается гипс из обеих частей кюветы и извлекается готовое изделие.
Заявляемая кювета по сравнению с известными аналогами и прототипом имеет следующие преимущества:
- простота конструкции, а также доступность и дешевизна материалов кюветы позволяют изготовить ее даже в небольшой мастерской;
- повышенная универсальность кюветы вследствие увеличения высоты нижней половины кюветы до 40 мм, что дает возможность использовать кювету для челюстей больших размеров;
- возможность изготовления кювет различных типоразмеров;
- простота удаления гипсовых форм в связи с отсутствием необходимости механической очистки кюветы от гипса;
- возможность использования простых пластиковых отводных трубок, которые легко адаптируются к моделям челюстей;
- повышение качества готовых изделий ввиду практически полного устранения пористости.
Технический результат изобретения - эффективное уплотнение базисного материала для компенсации его усадки при полимеризации, снижении трудозатрат при эксплуатации и повышение универсальности.
Реферат
Изобретение относится к медицинской технике и предназначено для использования при изготовлении зубных протезов. Предлагается кювета для изготовления зубных протезов, содержащая разборный корпус, состоящий из нижней и верхней частей, состыкованных и сжатых между собой, снабженный отверстиями под выходные литниковые каналы. Кювета выполнена из металлической трубы цилиндрической формы со съемными крышками в каждой из частей с возможностью их поджатия с помощью струбцины и с толщиной стенок, обеспечивающей стыковку обеих частей с помощью установленных в стенках частей кюветы металлических штифтов. Выходные литниковые каналы образованы двумя отводными трубками, нижние концы которых расположены диаметрально в зоне разъема с возможностью установки в создаваемых при выполнении гипсовой формы углублениях, примыкающих к щечным поверхностям репродукции восковой модели, располагаемой в центральной части кюветы. Верхние выступающие над кюветой концы отводных трубок пропущены через отверстия, выполненные в крышке верхней части. Крышка нижней части снабжена ступенчатой вставкой, соосно установленной с возможностью осевого перемещения вверх и давления на гипс. Внутренние поверхности кюветы защищены от взаимодействия с гипсом с помощью изоляции, а под вставкой установлен прижатый к ней струбциной упругий вкладыш с возможностью давления на вставку при тепловой обработке в процессе полимеризации пластмассового базиса. Изобретение позволяет упростить конструкцию кюветы, снизить трудозатраты при изготовлении и эксплуатации, а также в повысить универсальность. 3 з.п. ф-лы, 6 ил.
Комментарии