Устройство центрирования и пробивания форм и цилиндрических отверстий - RU2244611C1
Код документа: RU2244611C1
Чертежи


Описание
Область техники
Настоящее изобретение касается устройства для выполнения в стенке полой лопатки газотурбинного двигателя электроэрозионным способом по меньшей мере одного прямолинейного канала для охлаждающего воздуха, имеющего расширяющееся выходное отверстие. Устройство содержит по меньшей мере один формообразующий электрод, закрепленный на первом держателе электрода и предназначенный для выполнения расширенного вводного отверстия, и средства управления перемещением первого держателя электрода, причем формообразующий электрод содержит задний концевой участок, предназначенный для закрепления на первом держателе электрода.
Предшествующий уровень техники
Характеристики газотурбинных или турбореактивных двигателей, используемых в авиации, непрерывно совершенствуются. Известно, что тяга турбореактивных двигателей возрастает в случае, когда удается увеличить температуру газов, поступающих на вход турбины.
Однако повышение температуры входящих в турбину газов ограничено термомеханической прочностью лопаток направляющего аппарата и рабочих колес турбины, поскольку механические свойства материалов, из которых изготовлены эти элементы конструкции, ухудшаются по мере повышения температуры.
Известен способ охлаждения наружной стенки лопаток при помощи отбираемого на уровне компрессора охлаждающего воздуха, который циркулирует во внутренних полостях, сформированных в лопатках, и который отводится через каналы, выполненные в наружной стенке лопаток. Выходные отверстия этих каналов выполнены расширяющимися для того, чтобы охлаждающий воздух формировал охлаждающую пленку, которая растекается вдоль стенки лопатки.
Известен электроэрозионный способ формирования каналов. Однако в указанном способе используется один электрод для мортирования и расширенного выходного отверстия канала и самого канала, при этом электрод имеет достаточно сложную форму и его изготовление сопряжено с определенными трудностями.
Кроме того, одновременно формируют только один канал для воздуха, при этом необходимо осуществлять регулировку электрода по отношению к данной лопатке после каждого цикла обработки, что значительно увеличивает общее время изготовления.
Краткое изложение существа изобретения
Технической задачей данного изобретения является создание устройства, которое позволяет уменьшить затраты на выполнение каналов для охлаждающего воздуха, путем использования взаимозаменяемых электродов достаточно простой формы.
В соответствии с предлагаемым изобретением поставленная техническая задача решается путем создания устройства, содержащего формообразующий электрод, имеющий первую поверхность, в которой выполнена направляющая канавка для выполнения прямолинейной части канала для воздуха, средний участок постоянного поперечного сечения и передний заостренный концевой участок, поперечное сечение которого уменьшается в области между средним участком и вершиной формообразующего электрода.
Предпочтительно, чтобы передний заостренный концевой участок содержал первую поверхность и три скошенные грани.
Грани могут быть наклонены под различными углами, что позволяет определить геометрию любого типа расширяющегося выходного отверстия.
Средний участок формообразующего электрода предпочтительно имеет поперечное сечение четырехугольной формы. По существу формообразующий электрод изготовлен из стержня, имеющего прямоугольное поперечное сечение, а канавка имеет поперечное сечение V-образной формы.
Таким образом, формообразующий электрод изготовлен из стержня, имеющего прямоугольное поперечное сечение, на котором выполнена продольная канавка, причем канавка имеет V-образную форму в поперечном сечении, а конец стержня заострен.
Предпочтительно устройство согласно изобретению дополнительно содержит второй держатель электрода, на котором закреплен по меньшей мере один прямолинейный электрод, имеющий возможность скользить в упомянутой канавке.
То обстоятельство, что предлагаемое устройство содержит два электрода, позволяет использовать формообразующие электроды, которые имеют форму, легкую для обработки. Кроме того, регулирование положения прямолинейного электрода по отношению к формообразующему электроду позволяет устанавливать различные геометрические параметры выполняемых каналов. Следует отметить, что в случае износа достаточно заменить вышедший из строя электрод, сохраняя при этом второй электрод.
Предпочтительно прямолинейный электрод имеет цилиндрическую форму, поэтому в случае износа он легко может быть заменен.
Предлагаемое устройство дополнительно содержит ползун для удержания прямолинейного электрода.
Электроды обычно имеют достаточно большую длину по сравнению с их поперечным сечением, что приводит к поломке в тем большей степени, чем дальше держатель электрода расположен от зоны обработки. Ползун позволяет сформировать крышку, которая совместно с V-образной канавкой в электроде образует ложемент для цилиндрического электрода, который, таким образом, расположен в непосредственной близости к участку выполнения каналов для охлаждающего воздуха.
Предлагаемое устройство предпочтительно содержит средства для одновременного перемещения первого держателя электрода и второго держателя электрода.
Оба держателя электродов перемещаются совместно, причем цилиндрический электрод расположен с некоторым смещением назад по отношению к формообразующему электроду, чтобы вначале обеспечить обработку расширенной части выходного отверстия канала для охлаждающего воздуха.
Предпочтительно предлагаемое устройство дополнительно содержит средства для перемещения первого держателя электрода и второго держателя электрода независимо друг от друга.
После завершения формирования расширенной части канала для воздуха цилиндрический электрод продолжает свое движение до того момента, когда будет полностью выполнено цилиндрическое отверстие этого канала. Таким образом усилия, воздействию которых подвергаются электроды в процессе обработки, распределены наилучшим образом.
Предпочтительно первый держатель электрода удерживает несколько формообразующих электродов, а второй держатель электрода удерживает несколько прямолинейных электродов.
Поскольку упомянутые электроды могут перемещаться независимо один от другого в процессе одного и того же этапа обработки, обеспечивается возможность обработки множества каналов для охлаждающего воздуха на одной и той же лопатке.
Краткое описание чертежей
Другие характеристики и преимущества предлагаемого изобретения будут лучше поняты из приведенного ниже описания со ссылками на сопровождающие чертежи, на которых:
Фиг.1 изображает общий вид устройства для обработки изделия электроэрозионным способом, согласно изобретению;
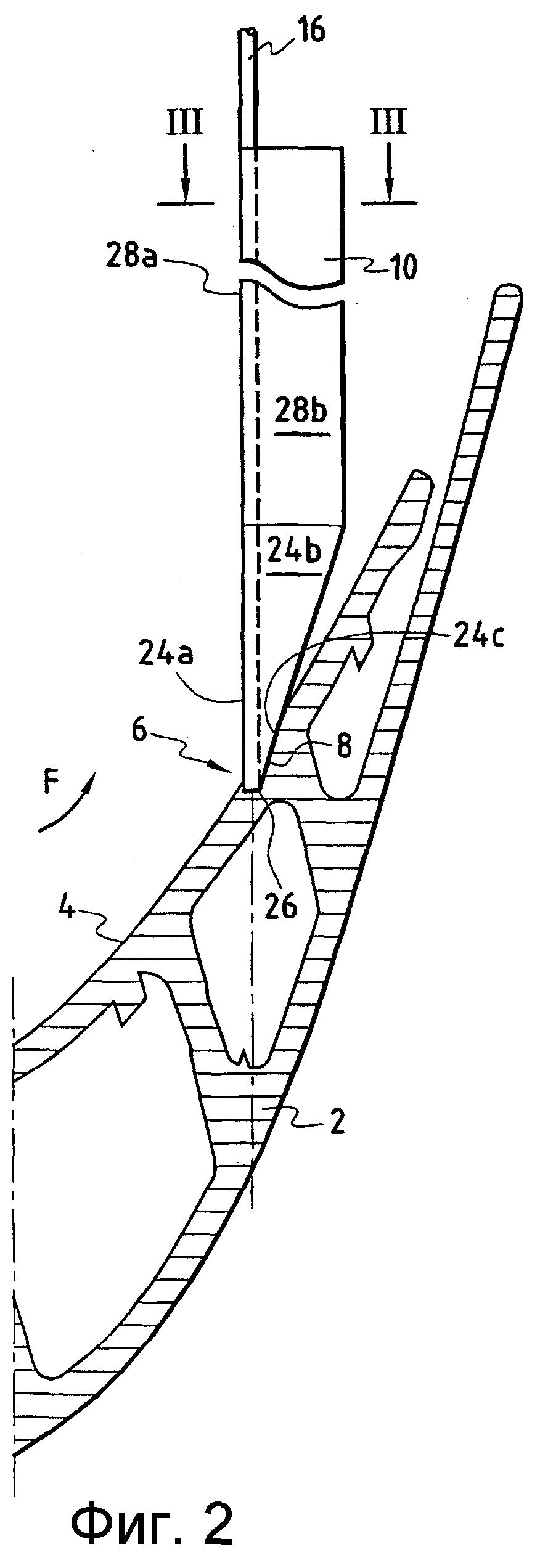
Фиг.2 - разрез по плоскости II-II на фиг.1 полой лопатки турбореактивного двигателя в процессе выполнения расширенного входного канала для охлаждающего воздуха, согласно изобретению;
Фиг.3 - разрез по линии Ш-Ш на фиг.2, согласно изобретению;
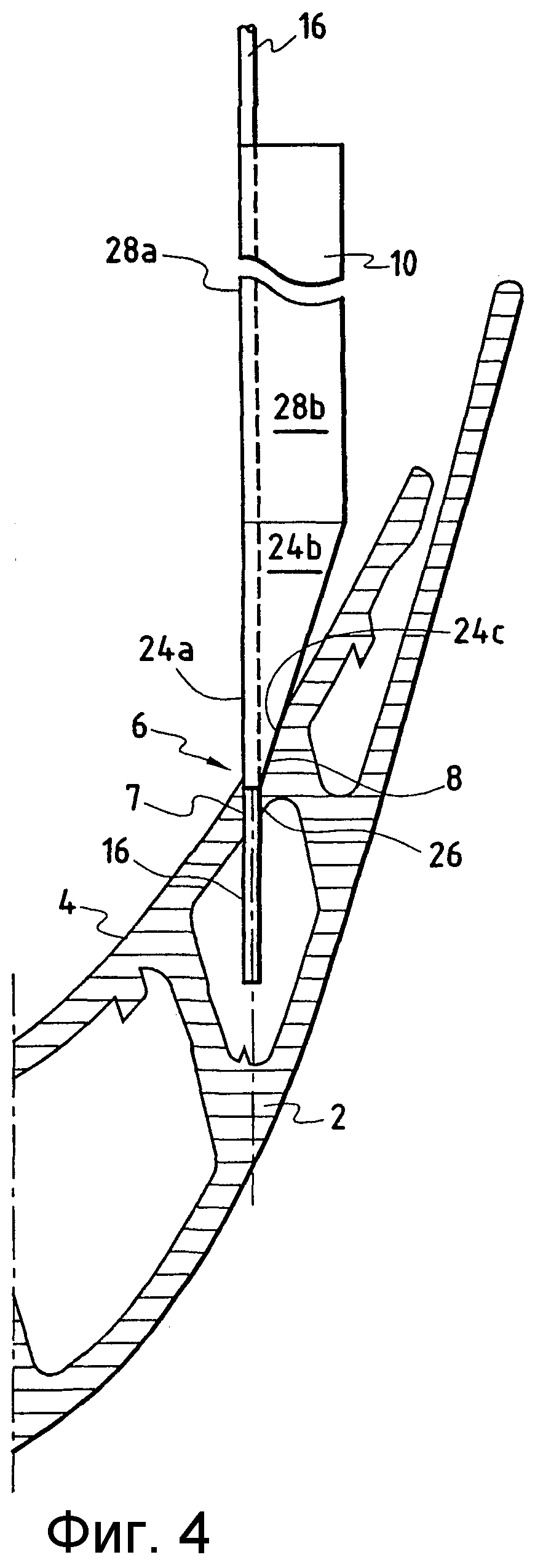
Фиг. 4 - разрез по плоскости II-II полой лопатки на фиг.1 в конце процесса выполнения канала для охлаждающего воздуха, согласно изобретению;
Фиг.5 - общий вид одного формообразующего электрода;
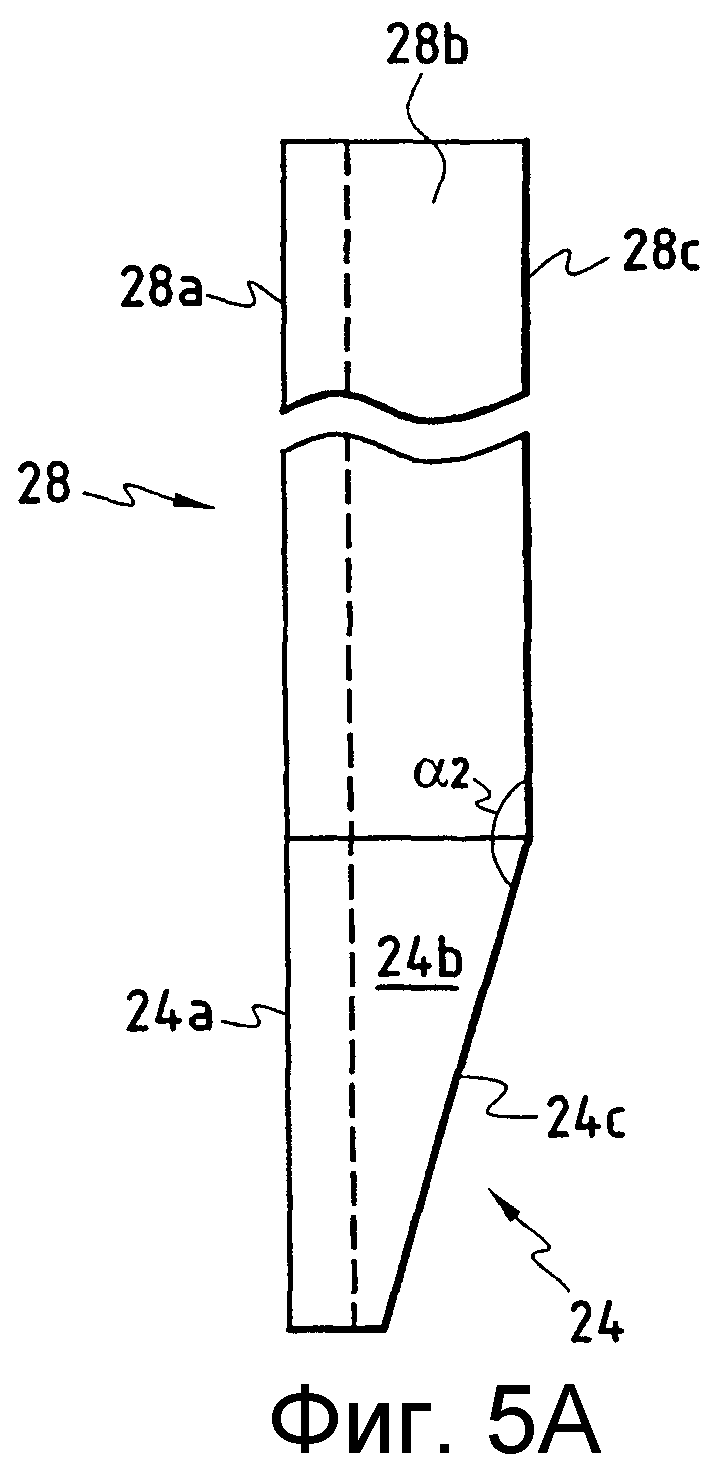
Фиг.5А - вид по стрелке А на фиг.5, согласно изобретению;
Фиг.5В - вид по стрелке В на фиг.5, согласно изобретению;
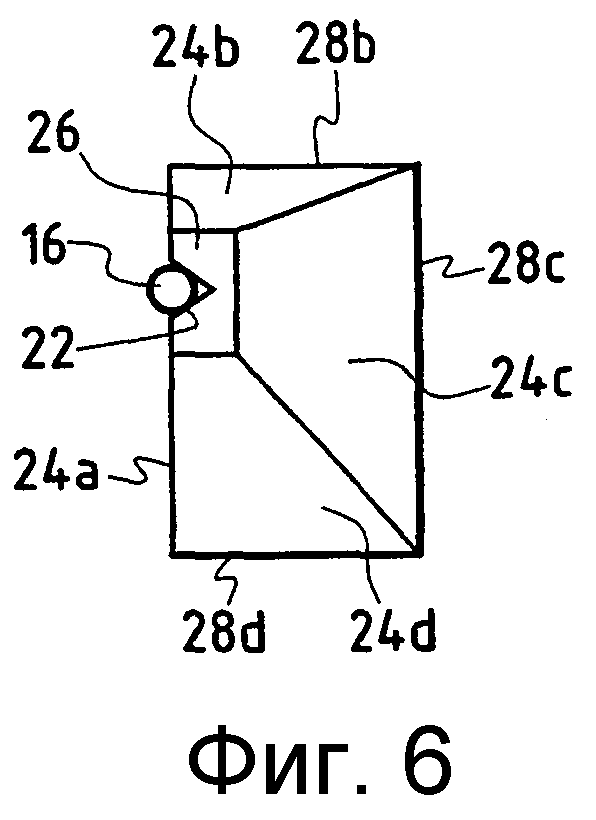
Фиг. 6 - вид снизу формообразующего электрода совместно с цилиндрическим электродом, согласно изобретению.
Описание предпочтительного варианта выполнения изобретения
Системы управления, предназначенные для приведения в движение электродов, известны из уровня техники и не представлены на сопровождающих чертежах. В соответствии с предлагаемым изобретением каждый электрод может иметь свою собственную, действующую независимо систему управления.
На фиг.1 схематически представлен общий вид устройства для электроэрозионной обработки, согласно изобретению, полой лопатки 2 турбореактивного двигателя, установленной в специальном держателе (не показан). Лопатка 2 содержит наружную стенку 4, в которой выполнены каналы 6 для охлаждающего воздуха.
На фиг.2 показано, что каждый из каналов 6 для охлаждающего воздуха содержит выходное отверстие 8, которое постепенно расширяется в сторону выхода в направлении течения газообразных продуктов сгорания (схематически показано стрелкой F) и имеет прямолинейный участок. Различные каналы 6 для охлаждающего воздуха выполнены электроэрозионным способом при помощи двух типов электродов.
Электроды первого типа представляют собой формообразующие электроды 10, посредством которых выполняют расширенную часть выходного отверстия 8. Каждый из формообразующих электродов 10 содержит задний концевой участок (не показан), посредством которого каждый электрод 10 закрепляется в требуемом положении поперечно по отношению к лопатке 2, на первом держателе 12 электрода, расположенном над лопаткой 2. Этот держатель 12 электрода установлен с возможностью поступательного перемещения в вертикальном направлении на стойке 14 устройства таким образом, чтобы одновременно приводить в движение формообразующие электроды 10 в процессе обработки данной лопатки.
Формообразующий электрод 10 (фиг.2) содержит концевой участок 24, который имеет заостренный конусообразный конец 26. Для выполнения расширенного выходного отверстия 8 специфической формы концевой участок 24 содержит три скошенные грани 24b, 24с и 24d. При этом на фиг.2 можно видеть только скошенные грани 24b и 24с.
Канавка 22, предназначенная для частичного размещения в ней электрода второго типа, выполнена в продольном направлении на поверхности 28а среднего участка 28 каждого формообразующего электрода 10 и на поверхности 24а его переднего концевого участка 24. Предпочтительно обе эти поверхности 24а и 28а располагаются в одной и той же плоскости.
Канавка 22 (фиг.3), имеющая в описываемом варианте поперечное сечение V-образной формы, позволяет обеспечить скольжение в ней прямолинейного электрода 16. Форма поперечного сечения канавки 22 может быть различной в зависимости от формы подлежащего выполнению канала 6 для охлаждающего воздуха.
Электроды второго типа предпочтительно представляют собой цилиндрические электроды 16, которые установлены на втором держателе 18 электродов, также имеющем возможность совершать поступательные движения в вертикальном направлении на упомянутой стойке 14 устройства, как показано на фиг.1.
В соответствии с изобретением второй держатель 18 электродов расположен выше, чем первый держатель 12 электродов и каждый из электродов 16 цилиндрической формы имеет возможность скользить в канавке 22, выполненной в соответствующих формообразующих электродах 10, чтобы сформировать пары 1 электродов 10, 16.
Конфигурация этих держателей 18 и 12 электродов такова, что расстояние между зоной удержания электродов 16 цилиндрической формы и подлежащей обработке лопаткой 2 является достаточно большим. Для уменьшения опасности возникновения деформаций в процессе обработки ползун 20 закреплен на стойке 14, чтобы обеспечить точное направление цилиндрических электродов 16 в канавках 22 в непосредственной близости от зоны обработки. Ползун 20 расположен напротив канавок 22 и образует своего рода крышку, которая удерживает цилиндрические электроды 16 в канавках 22 и направляет эти электроды в область в непосредственной близости к зоне обработки лопатки.
Оба держателя 12 и 18 электродов позволяют регулировать положение каждого формообразующего электрода 10 и каждого цилиндрического электрода 16 независимо, чтобы была обеспечена возможность одновременной обработки нескольких каналов 6 для охлаждающего воздуха, располагающихся по существу на одной линии на одной и той же лопатке 2.
На начальной стадии обработки свободный конец цилиндрического электрода 16 убран в передний концевой участок 24 формообразующего электрода 10, и осуществляется одновременное опускание двух держателей 12 и 18 электродов при помощи средств (не показаны) до того момента, когда электрод 10 обеспечит выполнение расширенного выходного отверстия 8 (Фиг.2).
После того, как обработка расширенного выходного отверстия 8 завершена, производится опускание при помощи средств (не показаны) только одного держателя 18 электрода, удерживая при этом электрод 10 на месте в выходном отверстии 8, чтобы цилиндрический электрод 16 обеспечил выполнение цилиндрического сечения 7 канала 6 для охлаждающего воздуха.
Формообразующий электрод 10 изготовлен из стержня, имеющего постоянное и прямоугольное поперечное сечение, и конец которого выполнен скошенным. Средний участок 28 (фиг.5) содержит четыре плоские поверхности 28а, 28b, 28с и 28d. При этом поверхность 28а содержит канавку 22 V-образной формы, которая проходит по всей длине электрода 10 (фиг.3).
На фиг.5а, 5b и 6 схематически представлены этапы выполнения электрода 10. При этом концевой участок 24 электрода содержит четыре грани 24а, 24b, 24с и 24d, которые связаны соответственно с четырьмя плоскими поверхностями 28а, 28b, 28с и 28d. Упомянутая выше канавка 22 проходит по грани 24а вплоть до поперечного сечения вершины 26.
Скошенная грань 24b и соответственно скошенные грани 24с и 24d отклонены на угол α1, и соответственно на углы α2 и α3, по отношению к плоской стороне 28b, и по отношению к плоским сторонам 28с и 28d. Таким образом, наклон граней 24а, 24b, 24с и 24d позволяет определить передний концевой участок, поперечное сечение которого изменяется между поперечным сечением на его вершине 26, постепенно увеличиваясь вплоть до среднего поперечного сечения 30.
На фиг.6 схематически представлен формообразующий электрод 10 совместно с цилиндрическим электродом 16 на предназначенном для него месте в канавке 22. В соответствии с величиной различных углов α1, α2 и α3 можно получать в результате обработки различную форму выходного отверстия 8. В частности, в соответствии с предлагаемым изобретением угол α1 имеет величину, меньшую, чем величина угла α3, чтобы получить форму выходного отверстия 8, которая не является симметричной.
Реферат
Изобретение может быть использовано при изготовлении полой лопатки газотурбинного двигателя для выполнения в ее стенке прямолинейного канала для охлаждающего воздуха. Устройство содержит по меньшей мере один формообразующий электрод, закрепленный на первом держателе электрода и предназначенный для выполнения расширенного выходного отверстия. Формообразующий электрод имеет задний концевой участок для закрепления в держателе, средний участок с постоянным поперечным сечением и передний заостренный концевой участок, поперечное сечение которого уменьшается в области от среднего участка до вершины формообразующего электрода. Формообразующий электрод имеет поверхность с направляющей канавкой для прямолинейного электрода, предназначенного для выполнения прямолинейной части канала для охлаждающего воздуха. Устройство содержит средства перемещения держателя электрода. Устройство позволяет использовать взаимозаменяемые электроды простой формы и уменьшить затраты на выполнение каналов. 10 з.п. ф-лы, 6 ил.

Комментарии