Многоэлектродный инструмент - RU170108U1
Код документа: RU170108U1
Чертежи

Описание
Полезная модель относится к области электроэрозионной обработки и может быть использована при прошивке массива отверстий в металлических заготовках.
Известен электрод-инструмент для электрической обработки, содержащий державку с установленными в ней проволочными электродами (авт.св. № 1284752, МКИ В23Н 7/26, 1987 г.).
Недостатки данного электрода-инструмента следующие. Необходимость в жестком закреплении твердеющим материалом (например припоем) проволочных электродов в державке приводит к дополнительным операциям, что увеличивает трудоемкость изготовления данного электрода-инструмента. Длина рабочей части проволочных электродов не должна превышать величину, при которой она теряет жесткость. Из-за жесткого закрепления проволочных электродов изменение длины рабочей части после выработки предыдущей невозможно, что существенно снижает период работы электрода-инструмента и делает его "одноразовым".
Известен многоэлектродный инструмент для электроэрозионной обработки отверстий, содержащий державку с закрепленными в ней электродами и кондукторную планку, установленную с возможностью перемещения относительно державки (патент РФ № 2193476, МПК В23Н 7/26, 2001 г.).
Недостатки данного многоэлектродного инструмента следующие. Основное тело электродов (между державкой и гильзой) не защищено от механических повреждений, в случае которых весь инструмент приходит в негодность и подлежит переборке. Необходимость в заливке твердеющим материалом (например припоем) электродов для закрепления их в державке приводит к дополнительным операциям, что увеличивает трудоемкость изготовления данного многоэлектродного инструмента. Перемещение кондукторной планки относительно державки осуществляется посредством затяжки 2 винтовых пар, что приводит к перекосу державки, электродов и, как следствие, к нарушению точности позиционирования электродов в рабочей зоне.
Задачей настоящей полезной модели является повышение точности обработки за счет исключения вероятности нарушения позиционирования электродов инструмента.
Задача, решаемая полезной моделью, направлена на устранение недостатков прототипа и создание повышенной точности обработки деталей, за счет исключения вероятности нарушения позиционирования электродов инструмента.
Техническим результатом настоящей полезной модели является повышение точности расположения электродов в инструменте, предназначенном для электроэрозионной обработки отверстий в металлической детали.
Сущность полезной модели заключается в том, что в многоэлектродном инструменте для электроэрозионной обработки отверстий в металлической детали, содержащем корпус, державку и кондукторную планку, установленные в корпусе, и группу электродов, размещенных в соосных отверстиях державки и кондукторной планки, причем их верхние торцы зафиксированы с помощью расположенного в державке уплотнения, в отличие от прототипа имеется хвостовик, предназначенный для крепления инструмента в шпинделе технологического оборудования, длина которого превышает длину электродов, при этом корпус выполнен в виде охватывающей электроды цилиндрической гильзы, которая крепится на хвостовике с возможностью разъемного соединения по типу цангового механизма, причем державка размещена в гильзе с возможностью установочных перемещений под воздействием хвостовика и связана с ней посредством шпоночного соединения, обеспечивающего соосность упомянутых отверстий, а кондукторная планка закреплена в нижнем торце гильзы неподвижно.
Дополнительные отличия состоят в том, что в частных случаях исполнения:
расположение электродов в державке и кондукторной планке, а также их форма сечения или диаметр D соответствуют расположению и форме отверстий в подлежащей обработке детали;
соединение гильзы с хвостовиком по типу цангового соединения образовано резьбовым соединением скошенного верхнего торца гильзы с накидной гайкой, имеющей ответный скос.
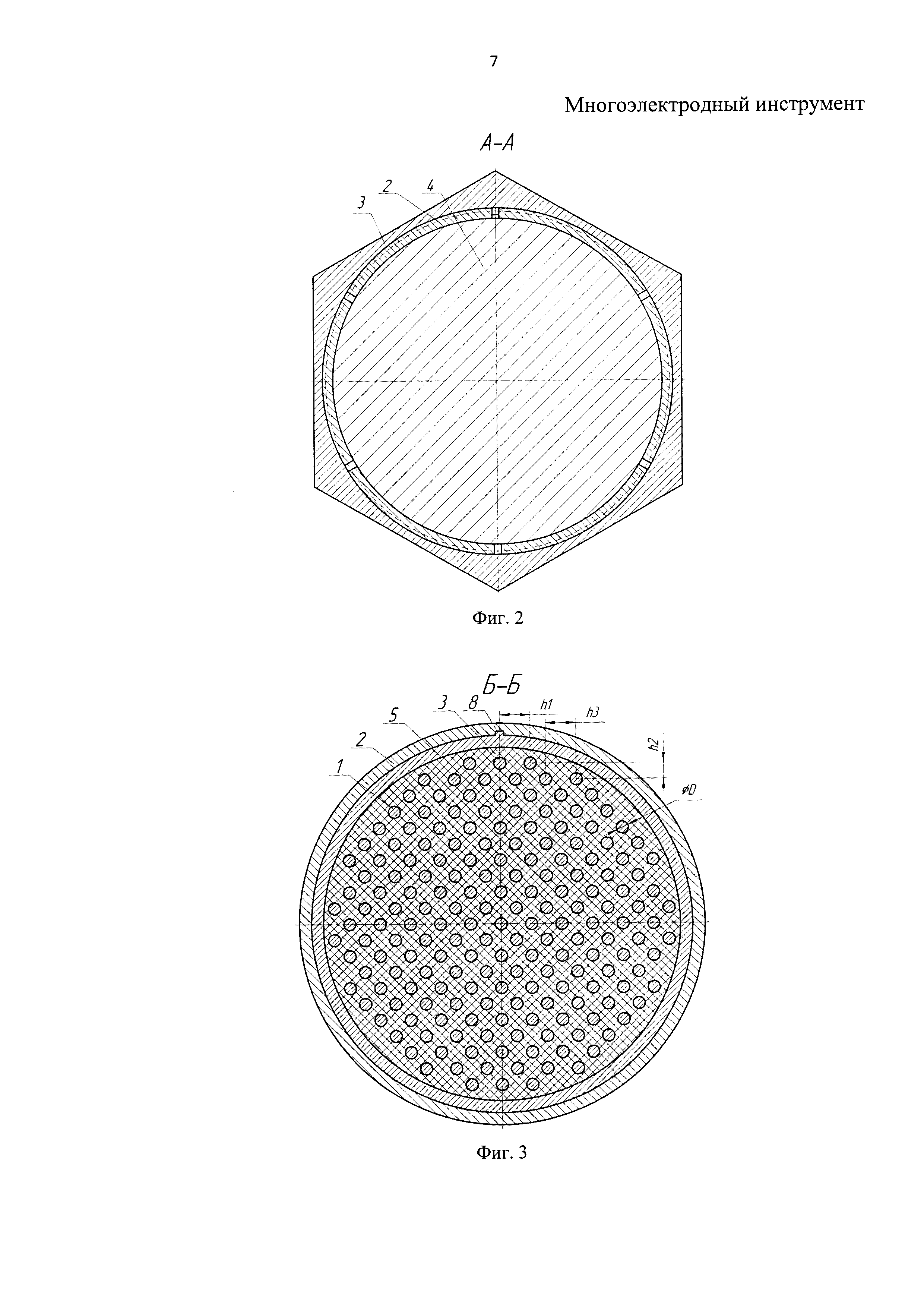
Сущность полезной модели поясняется чертежами, где на фиг. 1 представлен продольный разрез многоэлектродного инструмента; на фиг. 2 разрез А-А на фиг. 1; на фиг. 3 разрез Б-Б на фиг 1.
В многоэлектродном инструменте, предназначенном для электроэрозионной обработки отверстий в металлической детали (фиг. 1) с целью предохранения основного тела группы электродов (1) от механических повреждений, установлена цилиндрическая гильза (2), имеющая в верхней части разъемное соединение по типу цангового механизма (3), образованное резьбовым соединением скошенного верхнего торца гильзы с накидной гайкой, имеющей ответный скос, предназначенный для закрепления гильзы (2) на хвостовике (4). Группа электродов (1), представляющих собой детали из электропроводного материала, форма сечения которых зависит от формы обрабатываемых отверстий, размещена в отверстиях державки (5) с уплотнением (6) и кондукторной планки (7). Державка (5) установлена внутри гильзы (2) с возможностью установочных перемещений, а кондукторная планка (7) - неподвижно. Кондукторная планка (7) предназначена для ориентации группы электродов (1) относительно обрабатываемой детали (не показана). Соосность отверстий, предназначенных для размещения группы электродов (1), выполненных в державке (5) с уплотнением (6) и кондукторной планке (7), обеспечивается шпоночным соединением (8) (фиг. 3). Уплотнение (6) выполнено из упругого мягкого материала с высоким коэффициентом трения, например из резины, и способствует нежесткому закреплению группы электродов (1). Геометрические параметры расположения группы электродов (1) в державке (5) и кондукторной планке (7) (h1, h2 и h3), a также форма сечения или диаметр D могут изменяться в зависимости от расположения и формы отверстий в обрабатываемой детали. Оптимальная высота рабочей части Н многоэлектродного инструмента регулируется с помощью хвостовика (4), длина которого должна превышать длину группы электродов (1).
Сборка многоэлектродного инструмента осуществляется следующим образом.
Перед началом работы на нижний торец хвостовика (4), закрепленного в шпинделе технологического оборудования (не показан), по посадке с натягом надевают державку (5), на которой сверху, например, на клеевой основе, крепится уплотнение (6). Затем хвостовик (4) с державкой (5) и уплотнением (6) ориентируют по шпоночному пазу (8), располагая в цилиндрической гильзе (2) по скользящей посадке с возможностью ее продольного перемещения. Кондукторную планку (7) крепят в цилиндрической гильзе (2) без возможности продольного перемещения, при этом отверстия в кондукторной планке (7) должны быть соосны отверстиям в державке (5). После этого устанавливают каждый из электродов группы электродов (1), пропуская сквозь согласованные отверстия в кондукторной планке (7) и державке (5), и нежестко закрепляют в уплотнении (6). После выставления рабочей части Н группы электродов (1) хвостовик (4) закрепляют в цилиндрической гильзе с помощью цангового механизма (3).
Устройство работает следующим образом.
Многоэлектродный инструмент для электроэрозионной обработки отверстий в металлической детали закрепляют в шпинделе станка. Кондукторная планка (7) при этом жестко закреплена на оптимальной высоте Н от рабочих торцев группы электродов (1). Опуская многоэлектродный инструмент, производят перфорацию обрабатываемой детали отверстиями. По мере износа концов группы электродов (1) кондукторная планка (7) совместно с гильзой (2) поднимается вверх по скользящей посадке с хвостовиком (4) и ориентирована по шпоночному пазу державкой (5). Такое перемещение гильзы (2), совместно с кондукторной планкой (7), исключает возможность перекоса кондукторной планки (7) относительно державки (5), тем самым, исключая вероятность нарушения позиционирования группы электродов (1) многоэлектродного инструмента в рабочей зоне. Такое перемещение кондукторной планки (7) возможно производить необходимое число раз, вплоть до полного износа группы электродов (1).
Реферат
Полезная модель относится к области машиностроения и может быть использована при прошивке массива отверстий в металлических заготовках.Техническим результатом настоящей полезной модели является повышение точности расположения электродов в инструменте.Указанный технический результат обеспечивается за счет того, что в многоэлектродном инструменте, содержащем корпус и установленные в корпусе державку и кондукторную планку, а также группу электродов, размещенных в соосных отверстиях державки и кондукторной планки так, что их верхние торцы зафиксированы с помощью расположенного в державке уплотнения, в отличие от прототипа, имеется предназначенный для крепления инструмента в шпинделе технологического оборудования хвостовик, длина которого превышает длину электродов, при этом корпус выполнен в виде охватывающей электроды цилиндрической гильзы, которая крепится на хвостовике с возможностью разъемного соединения по типу цангового механизма, державка размещена в гильзе с возможностью установочных перемещений под воздействием хвостовика и связана с ней посредством шпоночного соединения, обеспечивающего соосность упомянутых отверстий, а кондукторная планка закреплена в нижнем торце гильзы неподвижно.Дополнительные отличия состоят в том, что в частных случаях исполнения:геометрические параметры расположения электродов в державке и кондукторной планке, а также форма сечения или диаметр D определяются в соответствии с расположением и формой отверстий подлежащей обработки детали;соединение гильзы с хвостовиком по типу цангового соединения образовано резьбовым соединением скошенного верхнего торца гильзы с накидной гайкой, имеющей ответный скос.
Комментарии