Способ изготовления пустотелого протеза-обтуратора верхней челюсти - RU2789201C1
Код документа: RU2789201C1
Чертежи
Описание
Предлагаемый способ относится к области медицины, а конкретно, к ортопедической стоматологии, и предназначен для протезирования пациентов после хирургической операции резекции верхней челюсти. Технический результат - повышение точности соответствия протезному ложу и прочностных характеристик протеза.
Технический уровень.
Аналогом известен способ изготовления обтуратора - пострезекционного протеза верхней челюсти, включающий снятие слепка дефекта, получение модели слепка в кювете при горизонтальном размещении путем поочередного заполнения частей кюветы гипсом и последующего их разъема после затвердевания гипса с размещением в каждой части кюветы половины модели, формирование трапециевидного хвостовика путем соединения обеих половин кюветы и вырезания в гипсе трапециевидного хвостовика, соединяющего основание полученой модели с боковым отверстием кюветы, после раскрытия кюветы моделирование из воска на модели обтуратора с заданной толщиной стенок, соединение половин кюветы, заполнение жидким гипсом через боковое отверстие с последующей выдержкой до полного затвердевания, раскрытие кюветы и удаление воска методом выпаривания, получение гипсового штампа обтуратора, заполнение модели обтуратора тестообразной пластмассой -паковку, помещение в одну половину штампа из гипса конгруэнтной поверхностью таким образом, чтобы его хвостовик занял первоначальное положение, соединение обеих половин кюветы, прессование пластмассы одновременно в вертикальном и горизонтальном направлениях и полимеризацию пластмассы, (патент РФ №2283063, МПК АИС опубликованный 10.09.2006 г.)
Недостатком известного способа является шовное соединение обтуратора с базисом протеза, ведущее к снижению прочностных свойств конструкции и неточности соответствия протеза протезному ложу.
Наиболее близким техническим решением является способ изготовления обтуратора -пострезекционного протеза верхней челюсти при котором получают слепок с дефекта, и изготавливают модель, моделируют восковой шаблон протеза-обтуратора, изготавливают гипсовый штамп обтуратора с хвостовиком, обжимают модель одним слоем базисного воска с образованием углубления в соответствии с дефектом и моделируют восковой аналог искусственного альвеолярного отростка, проводят постановку зубов, формируют небную пластинку с отверстием 10-15 мм, закрывающую дефект небной части и закрепляют воском по краям дефекта, а протез-обтуратор гипсуют в кювету, в нижнюю часть, устанавливая верхнюю часть кюветы заполняют гипсом, затекающим через отверстие в небной пластинке внутрь обтуратора и проводят армирование хвостовика путем установки в отверстие петли из металлической проводки диаметром 1,0-1,5 мм, после раскрытия кюветы и удаления воска проводят паковку и полимеризацию базисной пластмассы, а после через отверстие в пластине удаляют гипс и армирующую проволку из полости обтуратора, которое в последствии закрывают самотвердеющей пластмассой (патент РФ на изобретение №2254829, МПК АИС 13/00, опубликованный 26.06.2005 г.).
Недостатком данного способа является невозможность точного соответствия заходящего гипсового штампа в сложноформенный объем дефекта с наличием ретенционных поднутрений с сохранением тонкостенности конструкции, ведущее к неточности соответствия обтурирующей части протезному ложу.
Задачей предлагаемого изобретения является повышение точности соответствия протеза протезному ложу и повышение прочностных свойств протеза с сохранением тонкостенности конструкции.
Поставленная задача решается следующим образом.
Способ изготовления пустотелого протеза-обтуратора верхней челюсти включающий получение оттиска дефекта, изготовление модели, после обжатия дефекта слоем базисного воска, моделируют обтурирующую часть со сложной рельефной архитектоникой точно соответствующей протезному ложу верхнечелюстного дефекта с использованием П-образного армирующего проволочного элемента. Фиксируют его в основании модели гипсового штампа обтурирующей части. Моделируют восковой протез - обтуратор, пакуют и полимеризуют пластмассу и изготавливают зуботехническое изделие одноментно без соединяющих швов в виде единого цельного протеза и обтуратора, чем обеспечивают полную обтурацию и пространственно-объемную конфигурацию верхнечелюстного дефекта. Отличие в том, что при моделировании воскового протеза-обтуратора строят диаграмму сагиттальных и трансверзальных размеров формы реконструированного после верхнечелюстной резекции верхнего зубного ряда, что обеспечивает оптимальную форму построения верхнего зубного ряда при моделировании. Предлагаемый способ поясняется фигурами:
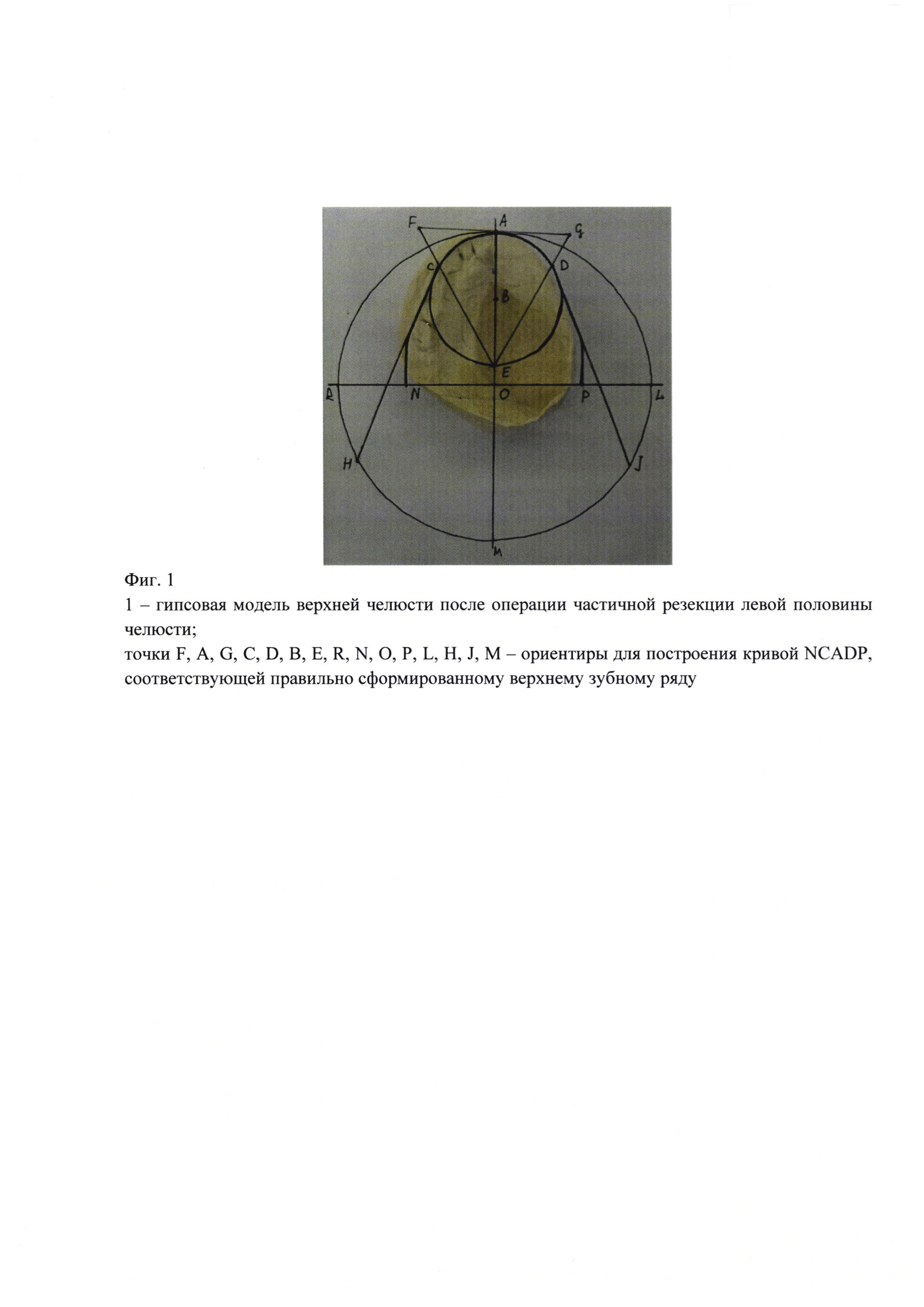
Фиг. 1 - гипсовая модель верхнечелюстного дефекта на фоне наложенной на нее диаграммы.
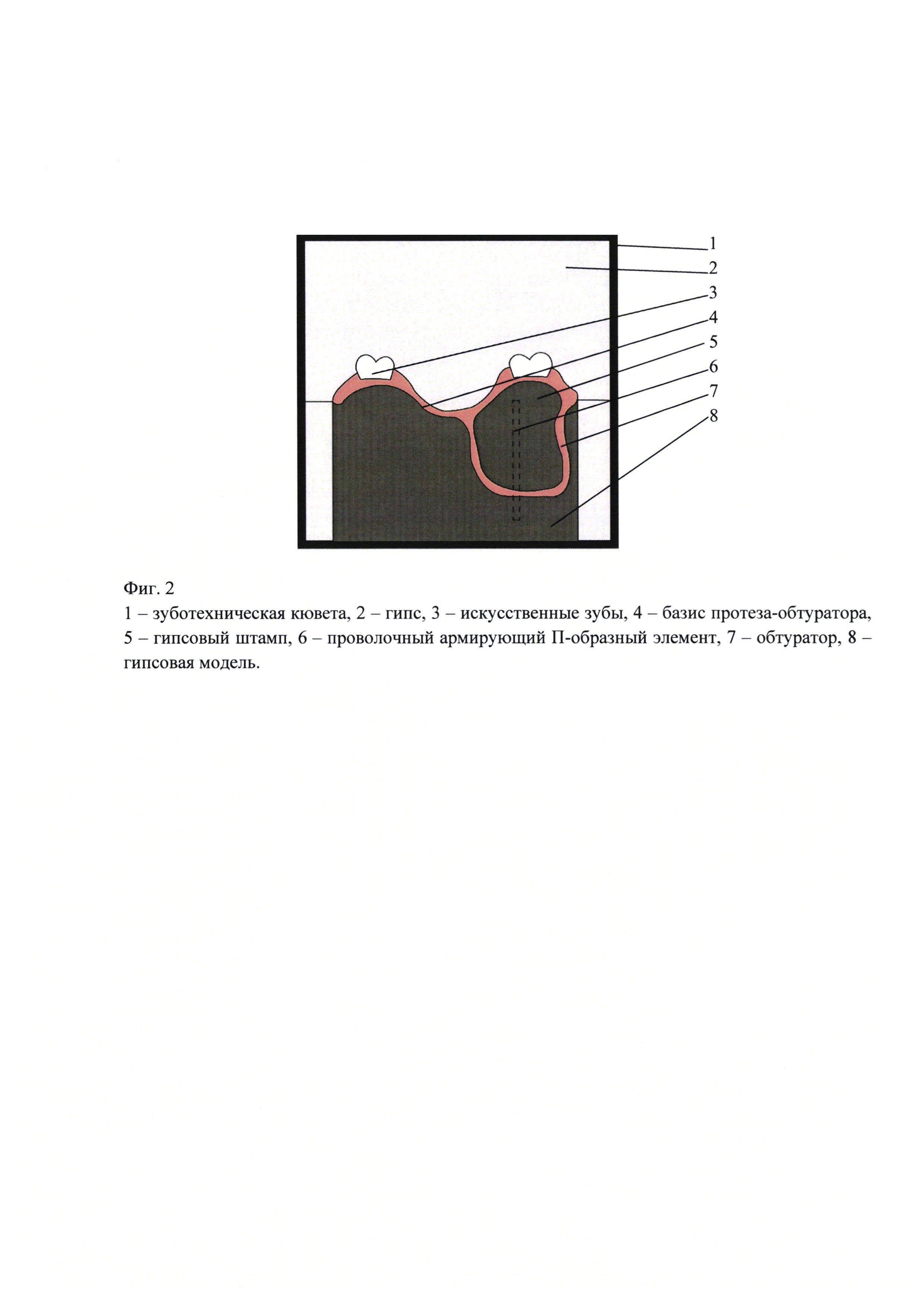
Фиг. 2 - гипсовая модель верхнечелюстного дефекта с отмоделированной восковой репродукцией пустотелого протеза-обтуратора, загипсованная в зуботехническую кювету (схема, фронтальная проекция)
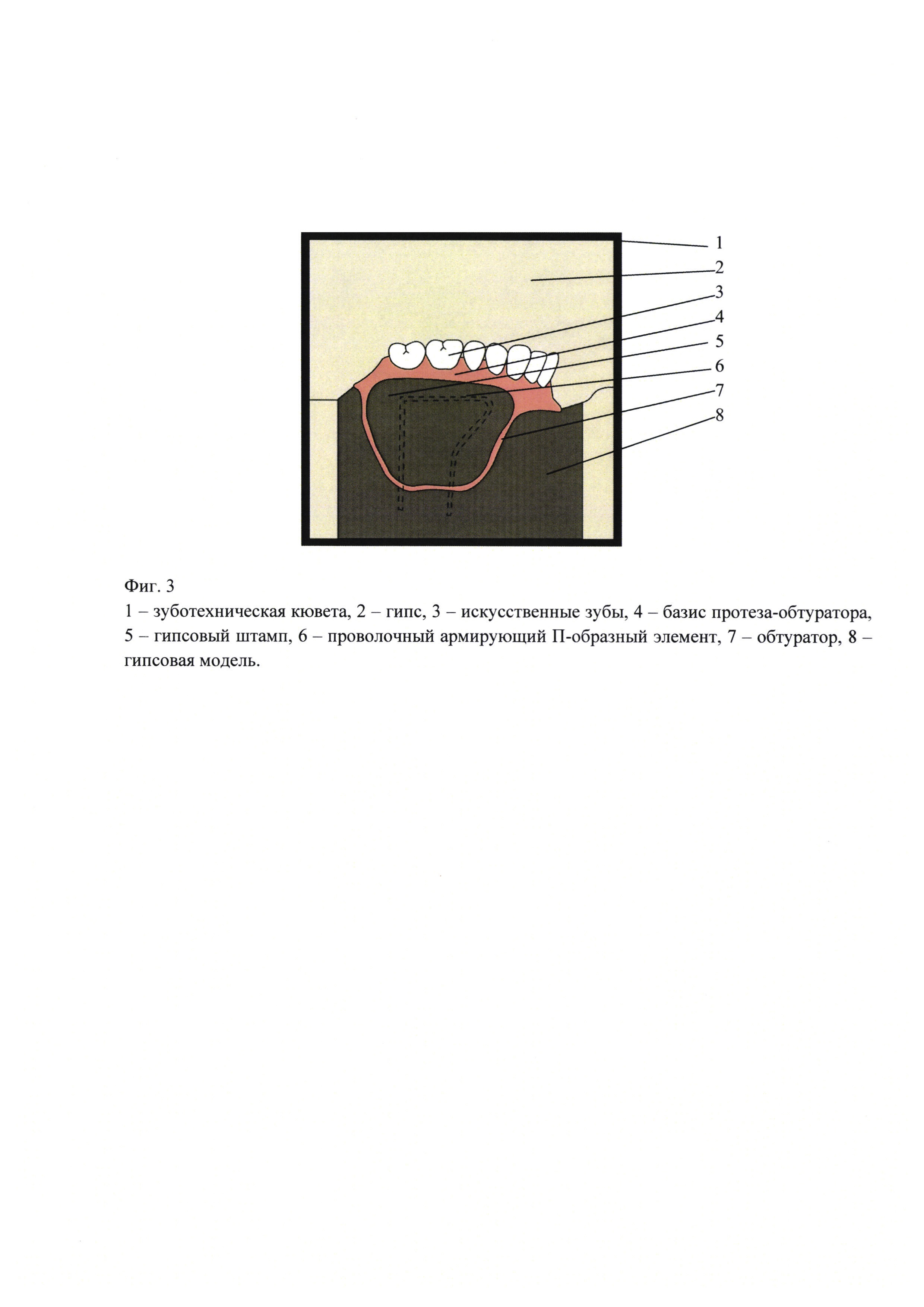
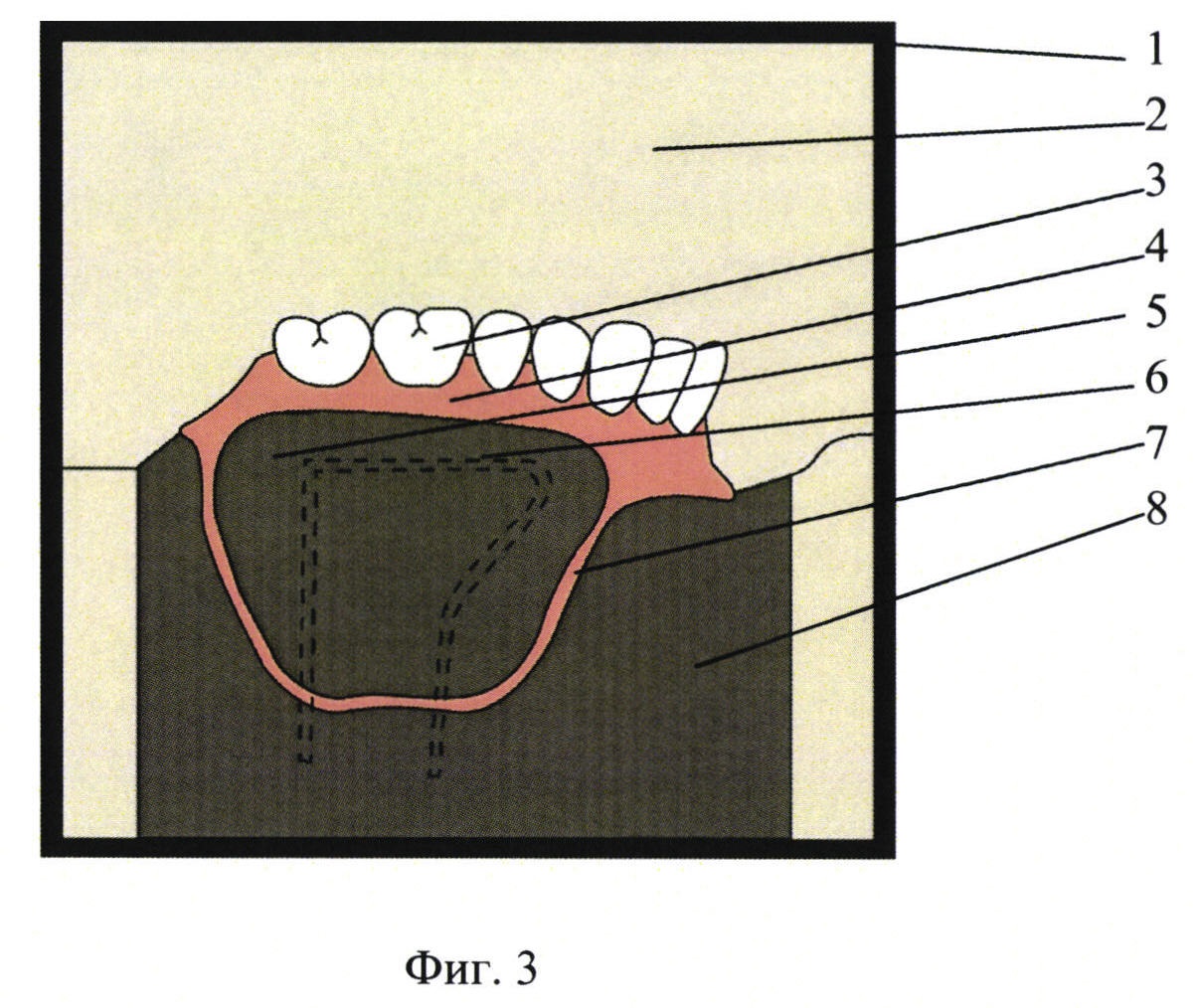
Фиг. 3 - гипсовая модель верхнечелюстного дефекта с отмоделированной восковой репродукцией пустотелого протеза-обтуратора, загипсованная в зуботехническую кювету (схема, боковая проекция)
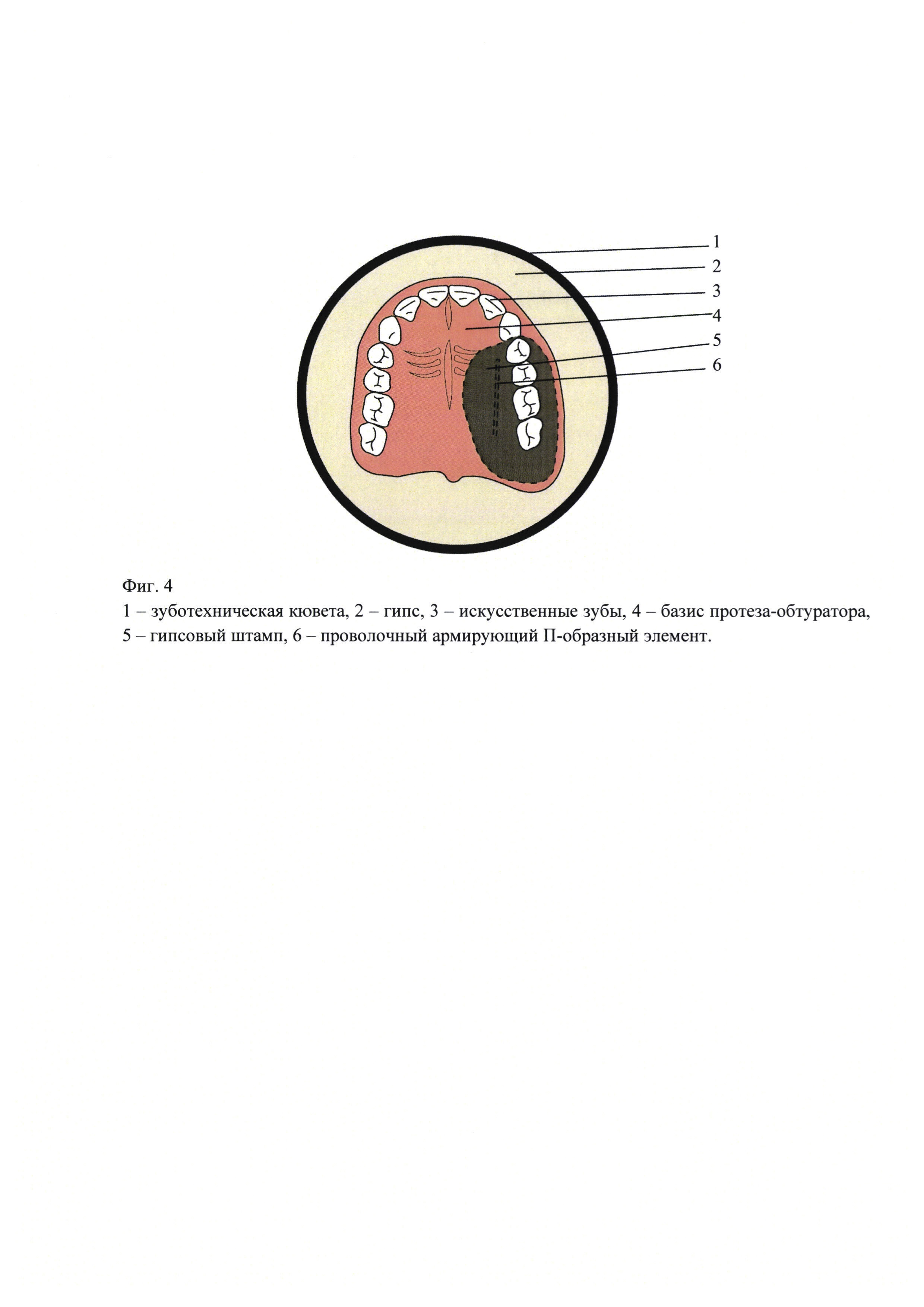
Фиг. 4 - гипсовая модель верхнечелюстного дефекта с отмоделированной воскопой репродукцией пустотелого протеза-обтуратора, загипсованная в зуботехническую кювету (схема, верхняя проекция).
На фигуре 1 обозначено:
Сумма мезиодистальных размеров центрального, латерального резцов и клыка - это радиус АВ, которым из точки В описывают круг
На окружности тем же радиусом из точки А откладывают отрезки АС и AD. Дуга CAD представляет собой кривую расположения 6 фронтальных зубов
Из точки Е радиуса BE проводят прямые через точки С и D до пересечения с касательной к точке А и получают равносторонний треугольник EFG. Для определения расположения боковых зубов описывают еще один круг
Радиусом, равным стороне этого треугольника, из точки А на продолжении диаметра АЕ отмечают точку О, из которой описывают круг радиусом EF
На дополнительном круге из точки М диаметра AM откладывают радиусом АО точки Н и J Соединив точку Н с точкой С и точку J с точкой D, получают кривую HCADJ, которая является кривой всей верхней зубной дуги. На отрезках НС и DJ должны располагаться боковые зубы
При замене боковых прямых линии дугами (CN и DP). Центрами этих дуг являются точки L и K, лежащие на диаметре (KL), перпендикулярном диаметру AM
Дугу CN описывают радиусом LC и дугу DP - радиусом KD
Таким образом, дуга NCADP является кривой правильно сформированного верхнего зубного ряда
На фигуре 2 обозначено:
1 - зуботехническая кювета,
2 - гипс,
3 - искусственные зубы,
4 - базис протеза-обтуратора,
5 - гипсовый штамп,
6 - проволочный армирующий П-образный элемент,
7 - обтуратор,
8 - гипсовая модель.
На фигуре 3 обозначено:
1 - зуботехническая кювета,
2 - гипс,
3 - искусственные зубы,
4 - базис протеза-обтуратора,
5 - гипсовый штамп,
6 - проволочный армирующий П-образный элемент,
7 - обтуратор,
8 - гипсовая модель.
На фигуре 4 обозначено:
1 - зуботехническая кювета,
2 - гипс,
3 - искусственные зубы,
4 - базис протеза-обтуратора,
5 - гипсовый штамп,
6 - проволочный армирующий П-образный элемент.
Способ осуществляется следующим образом:
Получают оттиск дефекта верхней челюсти предварительно изготовленной индивидуальной ложкой и отливают его гипсовую модель.
Проводят измерение мезиодистальных размеров центрального резца, латерального резца и клыка на сохранившейся части верхней челюсти (или размеры несъемных ортопедических стоматологических конструкций - зубных коронок, восстанавливающих дефекты твердых тканей соответствующих зубов), с использованием штангенциркуля. Выполняют построение диаграммы, отображающей графическое изображение оптимальной формы верхнего зубного ряда в сагиттальном и трансверзальном направлениях, характерное для соответствующего индивидуума (Фиг. 1).
Моделируют восковой шаблон обтурирующей части протеза-обтуратора (7). Модель обжимают одним слоем базисного воска, при этом на обтурирующей части образуется углубление в соответствии с формой верхнечелюстного дефекта, уменьшенное на величину толщины базисного воска.
В вершине обтурирующей части модели сверлом диаметром 1 мм через восковую пластинку в гипсовом основании модели формируют два отверстия на расстоянии 10 мм друг от друга глубиной 5 мм (Фиг. 2).
Из проволоки диаметром 1 мм изгибают армирующий П-образный элемент с небольшим ответвлением по высоте и длине предполагаемого реконструируемого после верхнечелюстной резекции альвеолярного отростка и расстоянием между ножек 10 мм (6). Устанавливают проволочный армирующий П-образный элемент на модель в просверленные ранее отверстия в основании гипсовой модели.
Жидким гипсом заполняют полость обтуратора и мануально моделируют предполагаемый объем утраченного в результате операции альвеолярного отростка на стороне верхнечелюстной резекции, с учетом необходимой будущей толщины базиса протеза-обтуратора (5), необходимой с зуботехнической точки зрения для постановки искусственных зубов в проекции верхнечелюстной резекции.
Из базисного воска формируют пластину в виде крышки, закрывающую полость обтуратора, и восковой аналог искусственного альвеолярного отростка (4).
Пластину закрепляют по краям дефекта воском, формируют небную и вестибулярные части базиса. Проводят постановку искусственных зубов (3), моделируя искусственный зубной ряд на стороне верхнечелюстной резекции, ориентируясь в сагиттальном и трансверзальном направлениях на результаты построения диаграммы, в вертикальном направлении - на взаимоотношение с зубами антагонистами в положении центральной окклюзии верхнечелюстной и нижнечелюстной гипсовых моделей челюстей, загипсованных в анатомическом артикуляторе.
Отмоделированную таким образом восковую репродукцию пустотелого верхнечелюстного протеза-обтуратора гипсуют (2) в зуботехническую кювету, состоящую из двух частей, основания и верхней части (1). Кювета снабжена пазами и выступами для фиксации ее разъемных частей.
В нижнюю часть кюветы гипсуют модель (8) с восковой репродукцией пустотелого протеза-обтуратора в горизонтальном положении, затем устанавливают верхнюю часть кюветы и заполняют ее жидким гипсом на вибростолике (2).
Кювету выдерживают до полного затвердевания гипса под давлением настольного пресса. После удаления воска методом выпаривания кювету раскрывают. В результате на нижней части модели образуется овоидной формы штамп с тонкими хвостовиками проволочного армирующего П-образного элемента, фиксируемыми в основании модели. Овоидной формы штамп повторяет рельефную пространственно-объемную конфигурацию верхнечелюстного дефекта, при этом геометрическая его поверхность по всему объему уменьшена на толщину воскового шаблона обтуратора.
Гипсовый штамп извлекают из основания модели, сглаживают острые края, формируя необходимую толщину стенок обтуратора по всему периметру, выполняют его изоляцию разделительным лаком и прочно вклеивают на свое посадочное место, после выполнения покрытия изоляционным лаком нижней и верхней частей пресс форм зуботехнической кюветы.
Модель обтуратора заполняют формовочной массой (замешанной пластмассовой массой жидкой консистенции - композиции полимера и мономера), а верхнюю часть кюветы -формовочной массой (замешанной пластмассовой массой тестообразной консистенции -композиции полимера и мономера). Соединяют обе половины кюветы и прессуют замешанную пластмассовую композицию в вертикальном направлении с помощью настольного пресса. За счет особенностей конструкции штампа с тонкими хвостовиками образуется равномерное давление, позволяющее получить требуемую толщину стенки обтуратора и всего протеза в целом.
Проводят полимеризацию пластмассы по методике М.М. Гернера соавт. (1979), заключающейся в том, что полимеризация происходит в условиях влажной среды - это открытая или закрытая водяная баня (когда крышка емкости с водой позволяет создать в ней дополнительное давление). Источником внешней энергии является электроплита, на которую помещают емкость с водой и находящейся в ней гипсовой пресс-формой (кюветой) после формовки полимер-мономерной композиции. Температурное воздействие на этот процесс осуществляют погружением кюветы, в которой находится масса, в емкость с водой при постепенном ее нагревании. При этом следует отметить, что температурные изменения воды при ее нагревании не соответствуют по времени таковым в отвердеваемой полимер-мономерной композиции. Температурно-временные условия, обеспечивающие полноту реакции полимеризации (двухступенчатая полимеризация) заключаются в том, что, нагрев воды от комнатной t до t=65°C осуществляется в течение 30 мин (обеспечивает полимеризацию пластмассы под действием теплоты реакции). Далее выполняется выдержка при t=60-65°C в течении 60 мин (предотвращает снижение температуры в отверждаемой пластмассе). Далее следует нагрев воды до t=100°C в течение 30 мин и последующая выдержка при t=100°C в течении 60 мин, с последующем охлаждением кюветы на воздухе до полного остывания. Данный подход к проведению полимеризации обусловлен тем, что при повышении температуры в твердеющей массе до 60°С процесс полимеризации протекает плавно. При температуре выше 65°С остаточная перекись бензоила быстро расщепляется и скорость полимеризации мономера возрастает, а масса уменьшается в объеме. По достижении температуры 65-68°С масса начинает увеличиваться в объеме вследствие термического расширения. Температурный коэффициент объемного расширения ПММА высок - 81×10-6°С-1. Расширение является основным фактором, компенсирующим усадку при полимеризации и изделие, получается меньше восковой модели на 0,2-0,5% в линейных размерах, что является допустимой погрешностью в клинической ортопедической стоматологической практике.
Зуботехническую кювету раскрывают, распаковывают, извлекают протез из кюветы и через отверстия в верхней части свода обтуратора удаляют гипс и проволочный армирующий П-образный элемент из полости обтуратора, которые в последующем закрывают самотвердеющей пластмассой.
Проводят шлифовку и полировку ортопедической конструкции, после которой пустотелый протез-обтуратор припасовывается в полости рта пациента.
Преимущества: Предлагаемый способ изготовления пустотелого протеза-обтуратора верхней челюсти позволяет создать высоко прецизионную в трехмерном пространстве, пространственно-объемную конструкцию со сложной рельефной архитектоникой, точно соответствующую протезному ложу верхнечелюстного дефекта, путем выполнения базиса протеза и обтуратора одномоментно в виде единого цельного зуботехнического изделия без соединяющих швов. Протез может быть выполнен из жесткой или эластичной пластмассы, а также их комбинации. Данная конструкция обладает минимальным весом за счет тонких стенок обтуратора и его пустотелости, заранее запрограммированных и контролируемых в процессе зуботехнического производства. Создание куполообразной обтурирующей части с точной рельефообразной пространственной конфигурацией, соответствующей дефекту, обеспечивает полную обтурацию верхнечелюстного дефекта с опорой замещающей части ортопедической конструкции на сохранившиеся костные образования дна верхнечелюстного дефекта, что сводит к минимуму вертикальную и горизонтальную балансировку замещающей части протеза, перегрузку опорных зубов и окружающих опорных тканей протезного ложа. Отсутствие между обтуратором и базисом протеза соединяющих швов повышает точность соответствия протеза протезному ложу, его прочностные свойства и долговечность в процессе эксплуатации пациентом. Предварительный расчет на основании графического построения диаграммы сагиттальных и трансверзальных размеров формы реконструируемого после верхнечелюстной резекции зубного ряда, позволяет объективно индивидуализировать постановку искусственных зубов, минимализируя погрешности и исключая неточности человеческого фактора технического изготовления ортопедической стоматологической конструкции, в условиях отсутствия анатомических ориентиров, утраченных в результате оперативного вмешательства, традиционно используемых для выполнения данных зуботехнических задач. Техническая возможность извлечения штампа, повторяющего внутренние очертания пустотелой конструкции обтурирующей части протеза, а также возможность его коррекции и независимой изоляции от основных верхней и нижней частей зуботехнической кюветы после вываривания восковой репродукции протеза, позволяют на этапе прессования формовочной массы замешанной пластмассовой композиции полимера и мономера, обеспечить оптимальные условия для формирования заранее запрограммированной толщины стенок обтурирующей части конструкции и максимальную ее точность в монолитном единстве с базисной частью ортопедической конструкции. Данные обстоятельства в совокупности повышают качественные характеристики зуботехнического производства по изготовлению пустотелых верхнечелюстных протезов-обтураторов и эффективность ортопедической стоматологической реабилитации данной категории больных в целом.
Реферат
Изобретение относится к медицине, а именно к способу изготовления пустотелого протеза-обтуратора верхней челюсти. Способ включает в себя получение оттиска дефекта верхней челюсти и изготовление модели дефекта верхней челюсти. После обжатия модели дефекта слоем базисного воска осуществляют моделирование обтурирующей части с рельефной пространственно-объемной конфигурацией, точно соответствующей протезному ложу верхнечелюстного дефекта, с использованием П-образного армирующего проволочного элемента. Фиксируют его в основании модели гипсового штампа обтурирующей части и моделируют восковой протез-обтуратор. Осуществляют паковку и полимеризацию пластмассы и изготавливают зуботехническое изделие одномоментно без соединяющих швов в виде единого цельного протеза и обтуратора, обеспечивая полную обтурацию и пространственно-объемную конфигурацию верхнечелюстного дефекта. При моделировании воскового протеза-обтуратора строят диаграмму формы реконструированного после верхнечелюстной резекции верхнего зубного ряда и, используя диаграмму, изготовляют верхний зубной ряд. Достигается повышение точности соответствия протезному ложу и прочностных характеристик протеза. 4 ил.
Комментарии