Способ электроэрозионного формирования радиусного профиля на алмазно-шлифовальном круге - RU2776570C1
Код документа: RU2776570C1
Чертежи
Описание
Изобретение относится к области электрофизической обработки и может быть использовано для репрофилирования (правки) алмазно-шлифовальных кругов, предназначенных для обработки кромки стекла и камня, а также для выполнения радиусного профиля на новых дисках.
В процессе электроэрозионной обработки (правки) алмазно-шлифовальных кругов фасонными профилирующими электродами происходит износ профиля электродов, а также возможна деформация электрода, связанная с переносом продуктов эрозии связки алмазного круга на поверхность электрода-инструмента и образованием на ней нароста. Соответственно возникает необходимость правки и/или очистки электрода.
Существует множество способов решения данной проблемы. Например, периодически отводят электрод и обрабатывают его специальным инструментом. Вид специального инструмента зависит от материала электрода. Подобный способ, раскрыт, например, в описании к патенту RU 2014183 C1 («Способ электроэрозионной правки алмазных кругов на металлических связках», МПК B23H 7/00, з. 06.08.1990, оп. 15.06.1994). Назначение способа: правка алмазных кругов на металлических связках. Сущность изобретения: электрод-инструмент и алмазный круг подключают к полюсам источника питания, задают им рабочие движения и проводят правку в два этапа. На первом этапе правку осуществляют в режиме электрической дуги U=41-50 B; I=100-150 A. Процесс сопровождается формированием нароста из продуктов эрозии на поверхности электрода-инструмента. Для поддержания постоянного зазора в процессе правки электрод-инструмент отводят от поверхности круга. Скорость отвода контролируют по величине рабочего тока. На втором этапе кругом шлифуют нарост из продуктов эрозии при U-10 - 25 В и J-10 - 30 А. Технический результат - снижение износа электрода-инструмента при осуществлении высокопроизводительной качественной правки. Периодическая правка электрода-инструмента - это по меньшей мере большие временные затраты на обработку одного изделия.
Известны также способы непрерывной правки обрабатывающего инструмента (электрода). Например, устройство для электроэрозионного шлифования с непрерывной правкой круга, известное из патента RU 133450 U1 («Устройство для правки кругов при электроэрозионном шлифовании», МПК B23H 5/00, B24B 53/00, з. 26.12.2012, оп. 20.10.2013, Бюл. №29), содержит закрепленный на шпинделе станка шлифовальный круг (электрод) с токосъемником, который соединен с блоком управления, содержащим трансформатор переменного тока, один вывод средней точки которого через токосъемник подключен к кругу, а другие три вывода образуют электрические цепи, причем первый вывод через тиристор, с помощью устройства для непрерывной правки круга, образует электрическую цепь правки круга, второй вывод через тиристор образует электрическую цепь анодного растворения обрабатываемой детали, третий вывод через тиристор образует электрическую цепь катодного осаждения пленок, при этом тиристоры управляются блоком управления тиристорами и имеют независимую регулировку, а контуры всех электрических цепей замыкаются через токосъемник на круг и работают в разных направлениях, при этом контуры электрических цепей сблокированы с основными движениями станка и работают независимо друг от друга, а в зазоры между анодом и катодом электрических цепей подается электролит из сопла, установленного в устройстве для непрерывной правки круга, отличающееся тем, что оно выполнено с возможностью реализации режимов ультразвуковых колебаний при правке шлифовального круга и дополнительно содержит пластину, совершающую колебания в диапазоне ультразвуковых частот, установленную в периферийной части шлифовального круга, причем на одном из концов пластины закреплен пластинчатый вибратор, а другой конец пластины шарнирно закреплен относительно станка и подпружинен относительно неподвижного кронштейна для поджатия пластины к шлифовальному кругу, а по краям пластины в торцевых плоскостях шлифовального круга установлены, по крайней мере, два гидравлических сопла, подающих под давлением жидкофазную среду на периферийную поверхность шлифовального круга, и выполняющие функции гидростатических опор, фиксирующих зазор между шлифовальным кругом и колеблющейся пластиной, в который через сопло подается электролит.
Известное решение характеризуется высокой технической сложностью и мало подходит для использования в комплекте с дисковым профилирующим электродом для формирования радиусного профиля.
В качестве прототипа выбран способ, в котором отсутствует этап (этапы) правки профилирующего электрода (патент RU2553779C2 «Способ электроэрозионного профилирования шлифовального круга на токопроводящей связке», МПК B23H 1/02, B23H 9/00, з. 07.10.2013, оп. 20.06.2015, Бюл. №17). Изобретение направлено на повышение производительности и точности обработки за счет повышения быстродействия регулирования и стабилизации величины межэлектродного промежутка на оптимальном уровне путем автоматического регулирования подачи электрода.
Поставленная задача в решении-прототипе достигается тем, что электроэрозионное профилирование шлифовального круга на токопроводящей связке включает электроэрозионную обработку вращаемого шлифовального круга фасонным электродом с поддержанием заданной величины межэлектродного промежутка путем автоматического регулирования подачи электрода, при этом устанавливают величину межэлектродного промежутка из условия обеспечения равенства величины отношения амплитуды импульсов тока к значению тока короткого замыкания и величины отношения амплитуды импульсов напряжения к значению напряжения холостого хода, а затем поддерживают ее путем регулирования подачи электрода посредством пропорционально-интегрального регулятора привода подачи электрода.
Сущность известного способа заключается в том, что автоматическое регулирование подачи электрода при электроэрозионном профилировании шлифовальных кругов осуществляется по наблюдаемым электрическим параметрам, в результате чего достигается стабилизация величины промежутка между шлифовальным кругом и электродом на оптимальном уровне, соответствующем максимальной производительности и точности профилирования. Согласно предлагаемому изобретению в качестве наблюдаемых электрических параметров выбираются амплитуды импульсов напряжения и импульсов тока генератора технологических импульсов, которые выделяются в межэлектродном промежутке. Данный способ позволяет поддерживать заданную величину межэлектродного промежутка, но не исключает необходимость правки электрода, пусть и с большей периодичностью.
Задачей предлагаемого изобретения являлась разработка такого способа электроэрозионной обработки алмазно-шлифовальных кругов с радиусным профилем, при которой необходимость правки дискового профилирующего электрода была бы сведена к минимуму или исключена совсем.
Указанная задача решается способом электроэрозионного формирования радиусного профиля на алмазно-шлифовальном круге на токопроводящей связке, включающим электроэрозионную обработку вращаемого алмазно-шлифовального круга профилирующим дисковым электродом с поддержанием заданной величины межэлектродного промежутка, в котором, согласно предложению, пред началом обработки на электроэрозионный станок устанавливают ось С с оснасткой, включающей привод вращения профилирующего дискового электрода и позволяющей выравнивать профилирующий дисковый электрод относительно плоскости обрабатываемого алмазно-шлифовального круга и наклонять профилирующий дисковый электрод относительно плоскости алмазно-шлифовального круга (то есть выставлять электрод в двух взаимно перпендикулярных плоскостях, наклоняя его вперед-назад или вправо-влево), а при формировании радиусного профиля ось вращения профилирующего дискового электрода отклоняют от плоскости, проходящей через ось вращения алмазно-шлифовального круга и центр вращения профилирующего дискового электрода.
Наиболее простой вариант реализации способа заключается в том, что ось вращения профилирующего дискового электрода отклоняют в плоскости, перпендикулярной плоскости, проходящей через ось вращения алмазно-шлифовального круга и центр вращения профилирующего дискового электрода (вперед-назад).
В наиболее распространенных случаях отклонение оси вращения профилирующего дискового электрода составляет 2 - 7 градусов. Подбором комбинации толщины профилирующего дискового электрода (с учетом межэлектродного промежутка, который зависит, например, от связки алмазно-шлифовального круга) и угла наклона в указанных пределах можно добиться высокого качества (точности) заданного радиусного профиля алмазно-шлифовального круга. Неожиданно выяснилось, что при соблюдении указанных условий профилирующий дисковый электрод сохраняет свою форму на протяжении всего времени работы и не требует правки вообще. При этом следует учитывать, что при величине наклона менее 2-х градусов обнаруженный эффект теряется, а при угле наклона более 7-и градусов происходит искажение радиусного профиля, который начинает приобретать V-образную форму.
При репрофилировании или обработке новых алмазно-шлифовальных кругов угол наклона может достигать 30-и градусов при соответствующей толщине профилирующего дискового электрода (необходимые соотношения можно получить опытным путем) и, возможно, при снижении качества получаемого радиусного профиля при одновременном выигрыше, например, во времени обработки одного алмазно-шлифовального круга, во времени бесперебойной работы дискового электрода и т.п.
Изобретение поясняется графическими материалами.
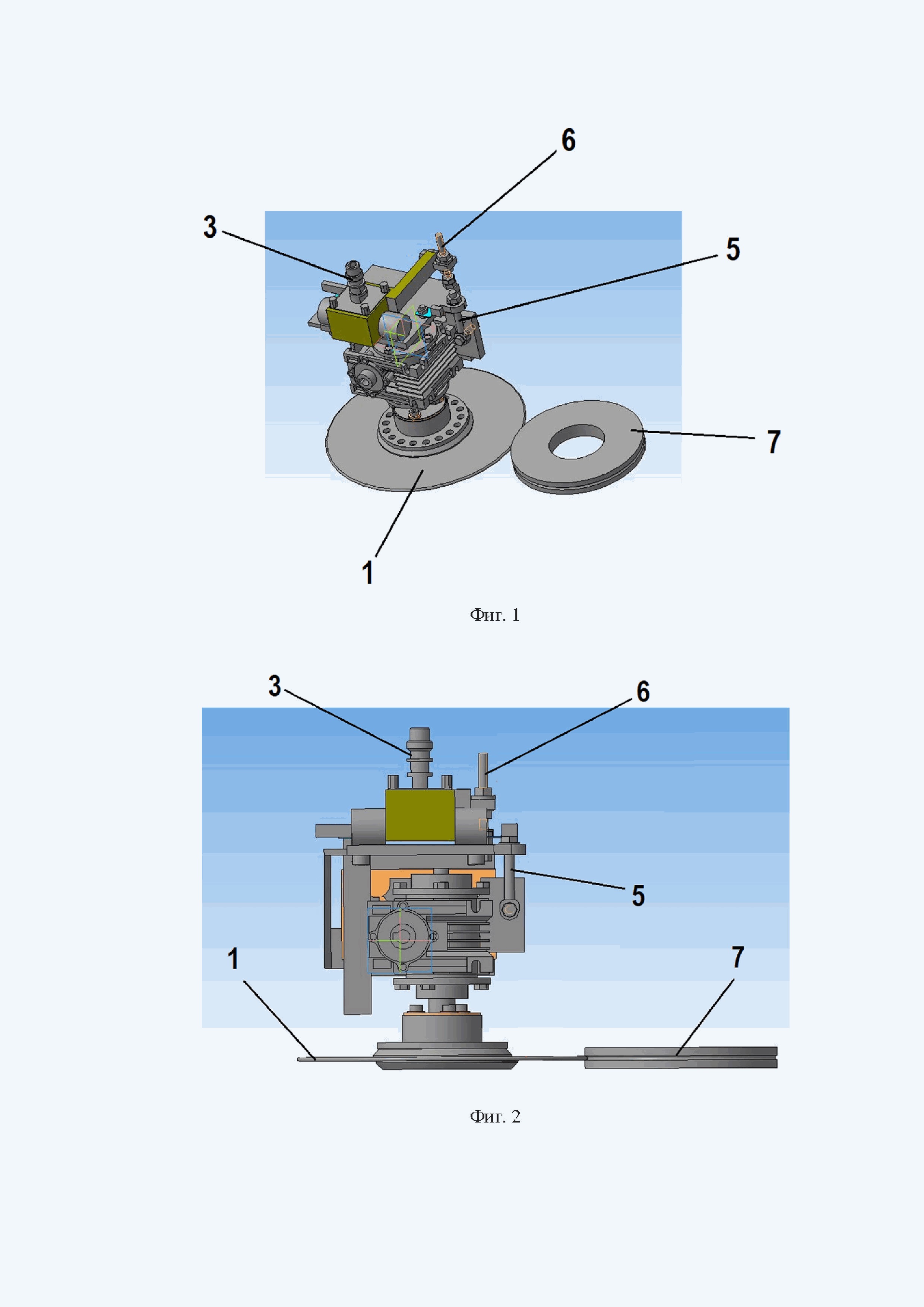
На фиг. 1 показан общий вид оснастки электроэрозионного станка (ось C) для реализации способа.
На фиг. 2 показан фронтальный вид на узел электроэрозионной обработки.
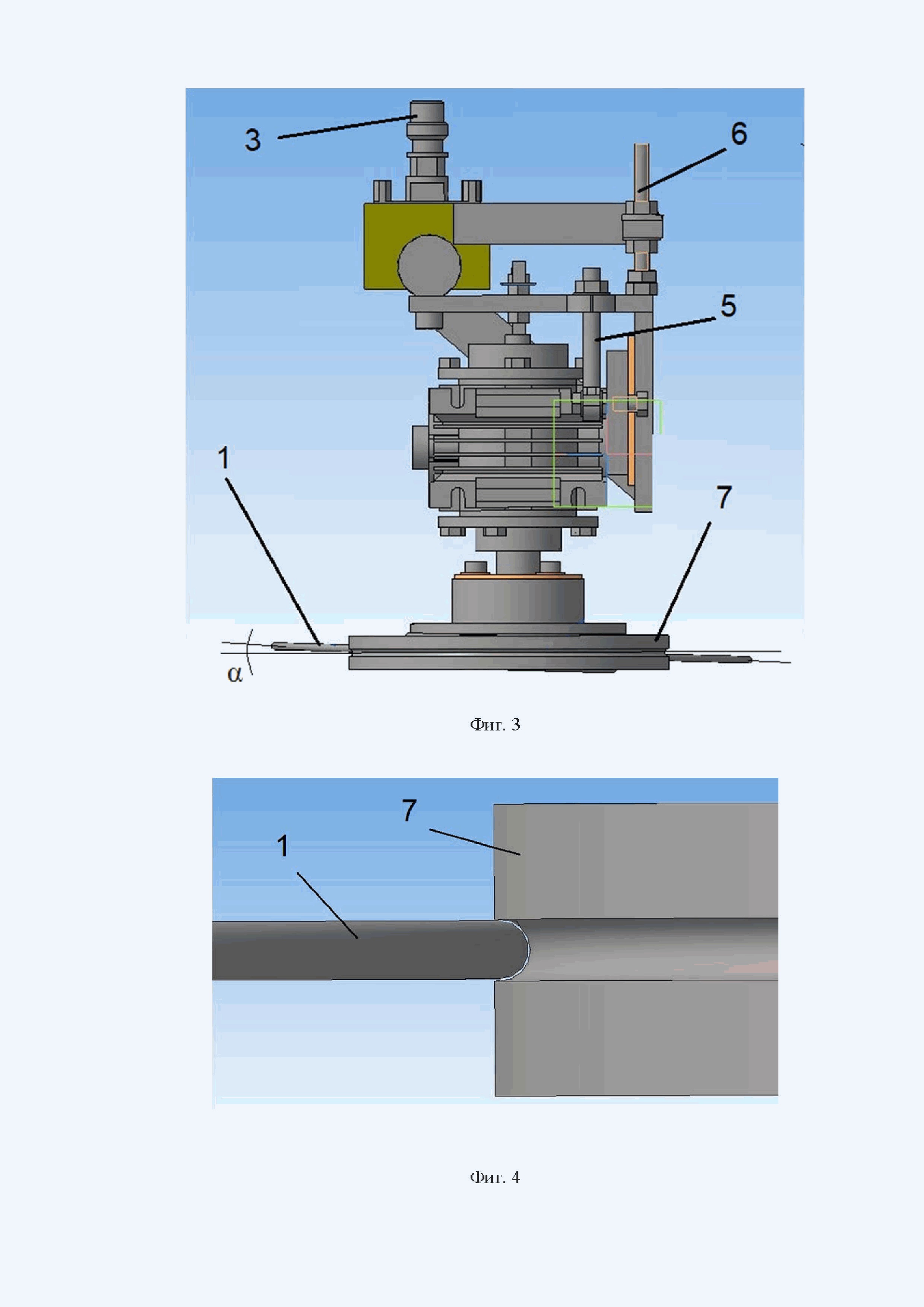
На фиг. 3 показан вид сбоку (справа) на узел электроэрозионной обработки.
На фиг. 4 показан крупно контакт профилирующего дискового электрода и обрабатываемого алмазно-шлифовального круга во время работы (виден просвет (межэлектродный промежуток) между профилирующим электродом и обрабатываемым алмазно-шлифовальным кругом).
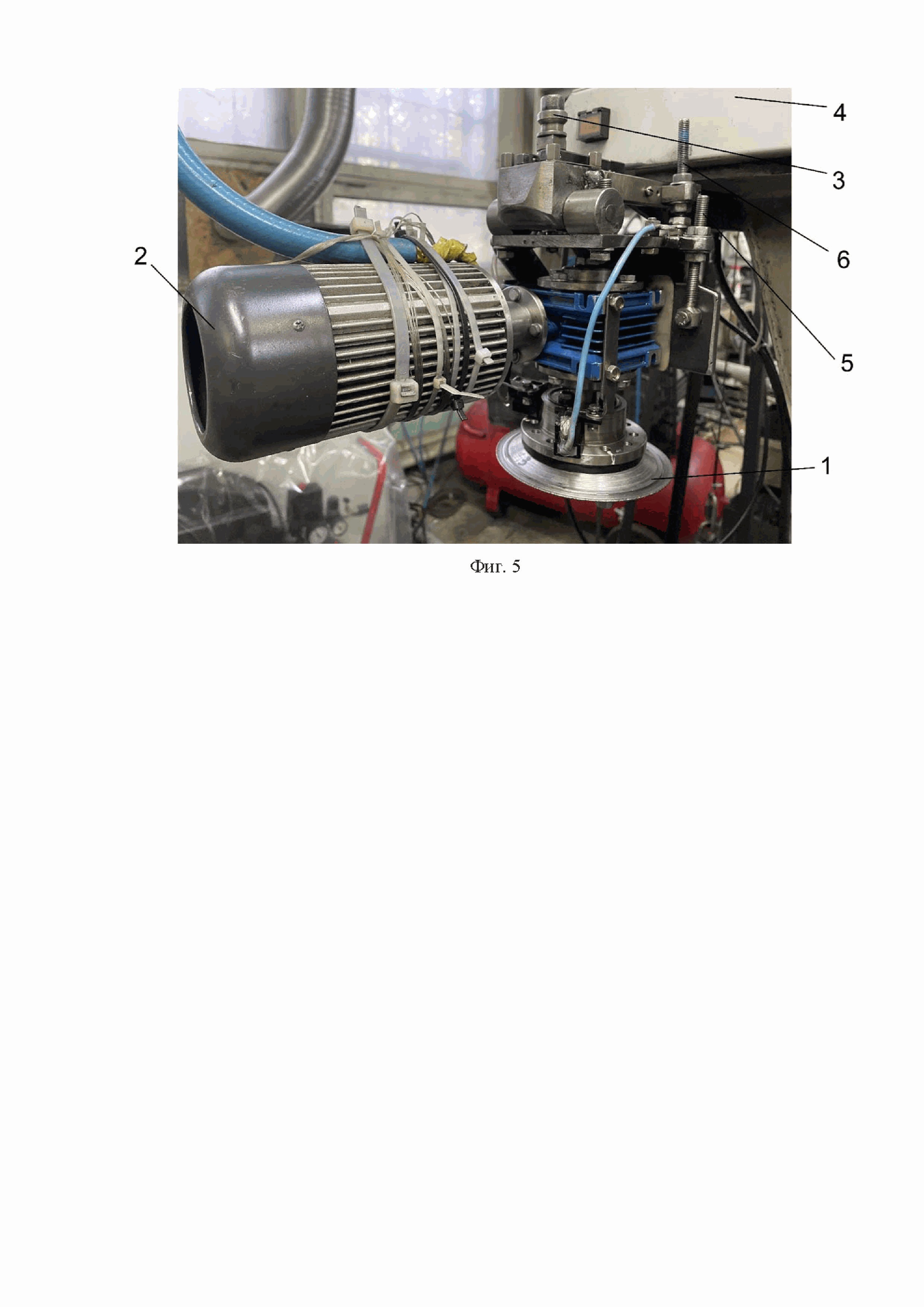
На фиг. 5 (фото) показана оснастка (ось С) для реализации способа, установленная на электроэрозионном станке.
Способ электроэрозионного формирования радиусного профиля на алмазно-шлифовальном круге на токопроводящей связке может быть реализован посредством оснастки, включающей привод вращения профилирующего дискового электрода 1 от электродвигателя 2. Конструкция 3 оси С с оснасткой крепится на станок 4 при помощи зажима (крепление EROWA). Оснастка также включает тягу 5 позволяющую выравнивать профилирующий дисковый электрод 1 относительно плоскости обрабатываемого алмазно-шлифовального круга 7 и тягу 6, позволяющую наклонять профилирующий дисковый электрод 1 относительно плоскости алмазно-шлифовального круга 7.
Способ осуществляют следующим образом.
Оснастка оси С крепится на станок 4 при помощи зажима (не показан). Устанавливают профилирующий дисковый электрод 1 на посадочное место. Выравнивают дисковый электрод 1 относительно плоскости обрабатываемого алмазно-шлифовального круга 7 при помощи регулировочной тяги 5.
Регулировочной тягой 6 ось вращения профилирующего дискового электрода 1 отклоняют от плоскости, проходящей через ось вращения алмазно-шлифовального круга 7 и центр вращения профилирующего дискового электрода 1 на угол α. После этого включают электроэрозионный станок 4 в работу. Привод профилирующего дискового электрода 1 (вращение) осуществляют при помощи электродвигателя 2.
Реализация способа характеризуется примерами.
Обработка дисков осуществлялась на станке электроэрозионном копировально-прошивном Mitsubishi EA8.
Пример 1.
Стальной электрод толщиной 3.2 мм прожигает алмазно-шлифовальный круг на вольфрамо-кобальтовой связке с углом подвода (наклона) электрода в 2 градуса, образуя радиус 1,8 мм. Время обработки связки 17 минут.
Пример 2.
Стальной электрод толщиной 2,1 мм прожигает алмазно-шлифовальный круг на медно-латунной связке с углом подвода 5 градусов, образуя радиус 1,3 мм. Время обработки связки 15 минут.
Пример 3.
Стальной электрод толщиной 3.6 мм прожигает алмазно-шлифовальный круг на металлической связке (М2-00) с углом подвода 7 градусов, образуя радиус 3,5 мм. Время обработки 18 мин.
Во время работы не требуется правка электрода 1, заданный радиус профиля алмазно-шлифовального круга остается постоянным.
Реферат
Изобретение относится к области электрофизической обработки и может быть использовано для репрофилирования алмазно-шлифовальных кругов, предназначенных для обработки кромки стекла и камня, а также для выполнения радиусного профиля на новых дисках. Способ включает электроэрозионную обработку вращаемого алмазно-шлифовального круга профилирующим дисковым электродом на электроэрозионном станке при поддержании заданной величины межэлектродного промежутка. Перед началом обработки на электроэрозионный станок устанавливают ось С с оснасткой, содержащей привод вращения профилирующего дискового электрода и выполненной с возможностью выравнивания профилирующего дискового электрода относительно плоскости обрабатываемого алмазно-шлифовального круга в двух взаимно перпендикулярных плоскостях. При формировании радиусного профиля ось вращения профилирующего дискового электрода отклоняют от плоскости, проходящей через ось вращения алмазно-шлифовального круга и центр вращения профилирующего дискового электрода, при этом отклонение оси вращения профилирующего дискового электрода осуществляют на угол, составляющий 2-7 градусов. Исключается необходимость правки дискового профилирующего электрода при электроэрозионном формировании радиусного профиля на алмазно-шлифовальном круге. 1 з.п. ф-лы, 5 ил., 3 пр.

Комментарии