Способ анодного магнитоабразивного полирования немагнитных трубчатых изделий - RU2779560C1
Код документа: RU2779560C1
Чертежи

Описание
Изобретение относится к области в машиностроения и приборостроения и может быть использовано при обработке криволинейных каналов, каналов переменного и малого сечения.
Известен способ магнито-абразивной обработки каналов волноводов, при котором кинематика процесса полирования реализуется главным движением - вращением индуктора с частотой n и движением подачи S вдоль обрабатываемого канала Кунгуров Д.А., Филькин Н.М., Способ магнито-абразивного полирования волноводного канала прямоугольного сечения/ Научный альманах, 2016, №2-2(160) с 367-370). Индуктор изготовлен из постоянных магнитов Nd-Fe-B, с чередующими полюсами магнитов, создающими магнитную индуктивность В=0,8Тл. Процесс полирования осуществляют в среде магнито-абразивного наполнителя ФАД-9к315/100 мкм В процессе обработки внутри трубы между полюсами образуются плотные щетки из магнито-абразивного наполнителя, которые примагничиваются к обрабатываемой поверхности и полируют ее.
Состав ФАД-9к315-ферромагнитная составляющая сплав железа (75-97%), алюминий, кремний, фосфор, углерод 5,0-0,01 (SU703321).
Этот способ может быть применен для изделий из немагнитных материалов с толщиной стенки менее 2 мм. Способ не позволяет получить равномерную шероховатость при полировании поверхности большой длины из-за ухудшения абразивных свойств наполнителя, а также не может быть применен для изделий из меди М0, ввиду шаржирования обрабатываемой поверхности магнито-абразивными частицами.
Известен способ комбинированной обработки каналов малого сечения на основе анодно-абразивного полирования при одновременном воздействии низковольтного электрического поля и абразива, путем совмещения механической и электрической составляющей анодно-абразивного удаления микронеровностей. Электролитом могут являться растворы нейтральных солей NaNO, Na2OS4 и др., растворы кислоты H2SO4 и др., а абразивом может служить электрокорунд М3-М5 (Родионов А.О. Технологическое обеспечение эксплуатационных характеристик деталей с щелевыми каналами комбинированной обработкой. Диссертация на соискание кандита технических наук. Воронеж, 2014 г). Недостатком этого способа является то, что абразивные частицы не обладают электрическими и магнитными свойствами, они не могут участвовать в анодно-абразивном процессе полирования. Другим недостатком является то, что ток протекающий через электролит в канале, распределяется неравномерно, что приводит к неравномерности шероховатости обрабатываемой поверхности.
Известен также способ магнитно-абразивной обработки внутренних поверхностей немагнитных трубчатых изделий (SU1627383, Чачин В.Н.), при котором магнитное поле создают вращающимся цилиндрическим полюсным наконечником магнитной системы с торцевой рабочей поверхностью в виде сектора, образованного двумя скосами, точка пересечения которых отстоит от оси вращения полюсного наконечника на расстоянии (0,5-1)d, где d внутренний диаметр трубчатого изделия. В полость трубчатого изделия вводят порцию магнито-абразивного порошка. Под воздействием магнитного поля из магнито-абразивного порошка создается вращающаяся щетка, которая производит черновую обработку участка внутренней поверхности трубы, при этом изделию сообщают вращение относительно его оси и движение подачи относительно магнитной системы. Способ предназначен для обработки прямолинейных каналов малого сечения.
Недостатком способа является то, что он не может быть применен для обработки криволинейных каналов и каналов большого сечения и не обеспечивает равномерной и низкой шероховатости поверхности.
За прототип принят способ комбинированной обработки каналов сложной формы (RU2764538), включающий анодно-абразивную обработку канала в проточном электролите с абразивными частицами, в качестве которых используют токопроводящие электрически поляризованные магнитоабразивные заряженные частицы, выполненные на основе композиционных материалов, включающих ферромагнитные или магнитные материалы, модифицированные высокотокопроводящими наночастицами графена и/или графеновых нанотрубок (УНТ), на которые воздействуют внешним магнитным полем с обеспечением возникновения вибрационных колебаний магнитоабразивных электрически поляризованных заряженных частиц или обрабатываемой детали. На магнитоабразивные заряженные частицы могут воздействовать постоянным или переменным, а также осциллирующим или вращающимся магнитным полем. Для анодного растворения используют постоянное, переменное или импульсное электрическое поле, как низковольтное, так и высоковольтное.
Недостатком этого способа является то, что магнитоабразивные заряженные частицы могут загрязняться шламом и микрочастицами обрабатываемого материала, что снижает их электрическую и режущую способность при анодно-абразивном полировании. Недостатком также является неравномерность распределения электрического поля и плотности тока по обрабатываемой поверхности из-за изменения свойств электролита по длине канала, образования оксидных пленок на обрабатываемой поверхности и изменения электрических свойств магнитоабразивных заряженных частиц.
Это приводит к неравномерности удаления припуска из-за недостаточной стабильности локализации тока по микронеровностям в процессе анодно-абразивного полирования, что может не обеспечивать сохранение исходной точности канала.
Задачей настоящего изобретения является повышение производительности и равномерности формирования шероховатости поверхности криволинейных каналов и каналов малого сечения
Поставленная задача достигается тем, что в способе обработки канала сложной формы, включающем анодно-абразивную обработку в проточном электролите, содержащем абразивные частицы из магнитных материалов, модифицированных высокотокопроводящими наночастицами графена и/или графеновых нанотрубок, при наложении на электролит и обрабатываемую деталь электрического напряжения с одновременным воздействием внешним магнитным полем, обеспечивающим возникновение вибрационных колебаний абразивных частиц, согласно изобретению, в качестве электролита используют 2-5% водный раствор соли NaNO3 с содержанием в нем 4-5% отрицательно заряженных частиц магнито-абразивного порошка, например, FeB, причем на обрабатываемую деталь подают электрический потенциал (+), а на поток электролита с магнито-абразивными частицами потенциал (-) напряжением постоянного тока 4-8 В, и воздействуют вращающимся магнитным полем с магнитной индукцией 0,1-1,2Тл, создаваемым при помощи полюсного наконечника или вращающегося индуктора магнитной системы, которому при этом сообщают вертикальную вибрацию частотой 20-50 Гц и амплитудой 0,2-3 мм за счет чего образуется насыпной би-полярный вибрирующий электрод, дополнительно создающий импульсы тока, участвующие совместно со стационарным током в анодном растворении микронеровностей.
Анодно-абразивная магнитная обработка базируется на анодном растворении и механическом (абразивном) воздействии на микронеровности обрабатываемой детали отрицательно заряженных магнито-абразивных частиц в электролите. При этом на микронеровности обрабатываемой поверхности воздействует постоянный импульсный электрический ток, вызывающий анодное растворение, и механическая сила резания, создаваемая магнито-абразивными отрицательно заряженными частицами. Рельеф получается более гладкий, чем при механической обработке путем обновления магнитоабразивных заряженных частиц и поддержания их режущих свойств, за счет создания вращающейся вертикально вибрирующей магнитной щетки с частотой 20-50 Гц и амплитудой 0,2-3 мм под действием вращающегося и осциллирующего магнитного полюсного наконечника магнитной системы, создающего переменную напряженность магнитного поля 0,1-1,2 Тл, а также путем локализации импульсного тока по гребешкам обрабатываемой поверхности со стороны образующегося насыпного би-полярного электрода. Эти два фактора позволяют сохранить точность за счет снижения удаляемого припуска, требуемого для достижения установленной шероховатости поверхности и повысить качество обрабатываемой поверхности путем повышения локального растворения микронеровностей по сравнению с микровпадинами и качество поверхности, (см. О.Ф. Вячеславов, В.Н. Потапов Би-полярный электрод, как инструмент реализации синергетических принципов управления процессом электрохимической обработки деталей машин https://cyberleninka.ru/article.
Магнито-абразивные электрически заряженные частицы, которые могут быть заряжены и от отдельного источника тока, например, в баке установки, а затем подаваться совместно с раствором электролита в зону обработки или могут заряжаться дополнительно при помощи кольцевых изолированных электродов непосредственно в потоке электролита, обладают высокой электроемкостью (более 180Ф/г) и низковольтной эмиссией (ЗВ). Энергоемкость графена составляет 65кВт*ч/кг (Графен, его производство, свойства и применение https://втораяиндустриализация.рф/grafen/).
Высокой эффективности анодного магнито-абразивного полирования каналов сложной формы токопроводящей средой, обладающей магнито-абразивными свойствами можно добиться путем применения ферромагнитных композиционных материалов, модифицированных сочетанием оксида графена и углеродных нанотрубок на основе повышения переноса в потоке электролита отрицательного заряда к микронеровностям обрабатываемой поверхности наряду с ионами электролита. Электроемкость оксида графена и УНТ при этом может составить 1235Ф/г при плотности тока 1А/г (см. диссертацию Нижегородова А.О. Нанокомпозитные металл-полимерные материалы на основе оксидов переходных металлов и поли-3,4-этилендиокситиофена: синтез и электрохимические свойства: автореферат дис.кандидата химических наук: Санкт-Петербург, 2016, С.22). Для модификации ферромагнитных композиционных материалов может также применяться сочетание графена и графеновых нанотрубок.
Материалы, применяемые для анодного магнито-абразивного полирования немагнитных материалов - медь, латунь, алюминий и др., могут быть различными. При внешнем воздействии магнитного поля и вибрации для полирования, например, меди могут применяться наномодифицированные графеном или одностенными УНТ диаметром от 1 нм ферромагнитные абразивные частицы, которые могут представлять собой стальные шарики, чугунную крошку (как в патенте SU№867619).
Внешнее магнитное поле, которое мы применяем для воздействия и управления процессом полирования на труднообрабатываемых участках, например, изгибах канала, способно воздействовать на магнито-абразивные отрицательно заряженные частицы, модифицированные графеном или УНТ, концентрируя их и придавая им вибрацию и вращение с повторением конфигурации обрабатываемой поверхности. В качестве ферромагнитных материалов могут применяться Fe3C; FeB; FeB2 (см. патент SU1763161). Ферромагнетики имеют большую магнитную восприимчивость т.е. способны намагничиваться под действием магнитного поля и легко размагничиваются.
Могут также применяться магнито-абразивные композиционные гранулы, состоящие из нескольких компонентов магнитных материалов и химических компонентов, имеющих функциональные возможности по повышению выходных показателей комбинированного процесса анодного магнито-абразивного полирования.
Такие многокомпонентные композиционные материалы, применяемые, например, для обработки каналов малого сечения могут быть созданы на основе углеродных трубчатых нанотрубок и NiO, обладающего электроемкостью 257Ф/г магнитными свойствами (см. Чжо Аунт Хейн Получение, характеризация и фотокаталитические свойства трубчатых наноструктур оксидов меди и никеля. Диссертация кандидата физмат. Наук. Курск 2020).
При этом электрический заряд магнито-абразивной частицы Q будет равен:

где С - электрическая емкость, Ф; U - напряжение на электродах, В.
Энергию заряда W можно оценить по формуле:

(см. Трифанов В.И., Васильева Е.К. Комбинированное анодно-абразивное полирование каналов малого сечения деталей машин //Решетневские чтения: матер. XXV Междунар. конф. / СибГУ им. М.Ф. Решетнева. - г. Красноярск, 2021.- С. 543-544). Изобретение поясняется чертежами.
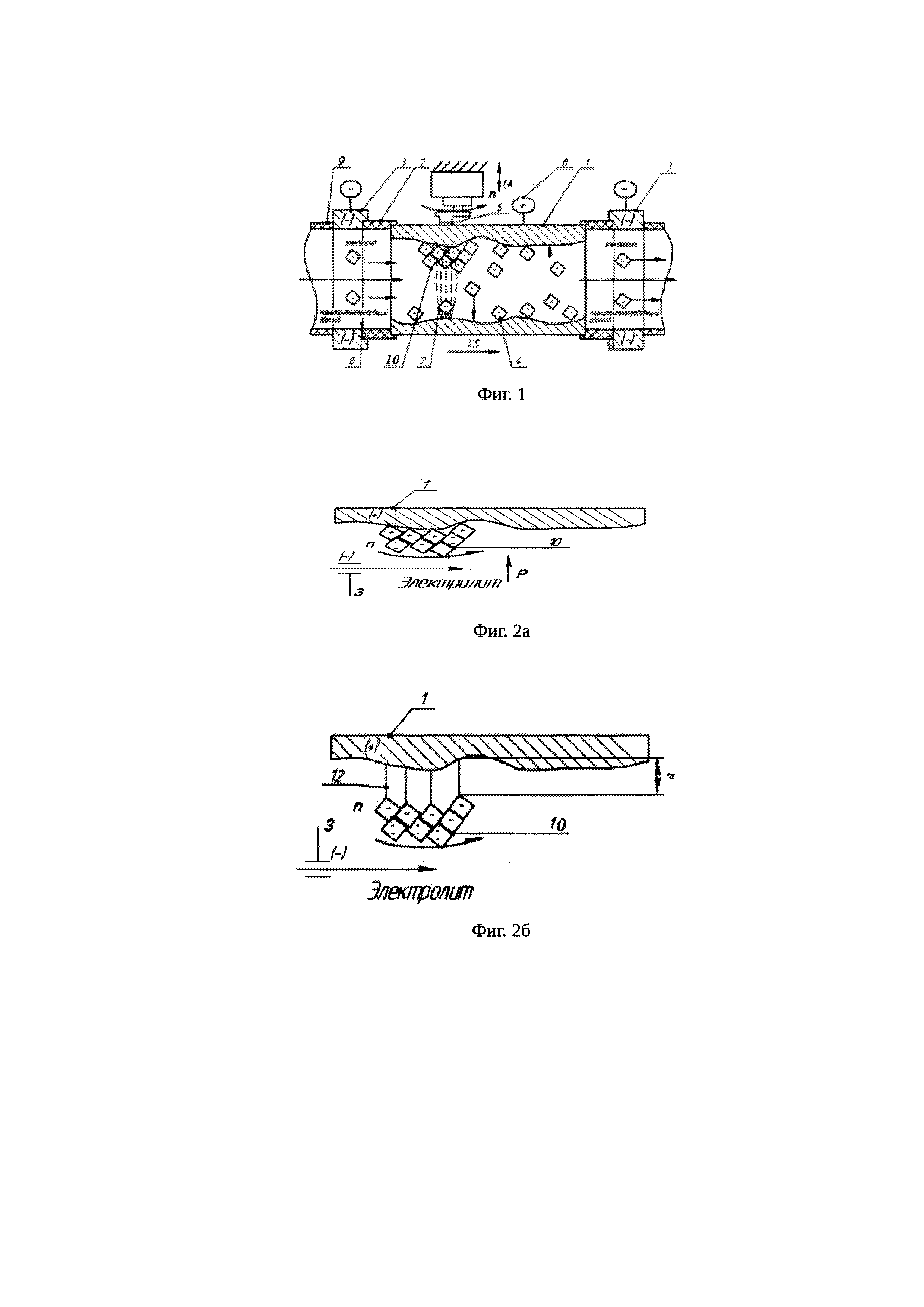
На фиг. 1 представлена схема способа процесса анодного магнито-абразивного полирования. На фиг. 2 - схема взаимодействия насыпного би-полярного электрода и обрабатываемой поверхности. На фиг. 3 показаны осциллограммы импульсного тока.
На схеме (фиг. 1) показаны: обрабатываемая деталь 1 - труба волновода, выполненная из латуни Л63, изолятор 2, кольцевые электроды 3, магнито-абразивные отрицательно заряженные частицы 4, вращающийся полюсный осциллирующий магнитный наконечник 5, электролит 6, в который добавлен магнито-абразивный порошок FeB, модифицированный оксидом графена и углеродными нанотрубками, силовые линии магнитного поля 7, положительно заряженный электрод 8, шланг 9, магнито-абразивная вибрирующая щетка 10, периодически создающая насыпной нерастворимый би-полярный электрод. В качестве полюсного наконечника 5 может применяться магнитотвердый редкоземельный неодимовый магнит NdFeB, что снижает энергозатраты по сравнению с электромагнитами.
На фиг. 2 представлена схема взаимодействия периодически образующегося за счет вибрации насыпного би-полярного электрода и обрабатываемой поверхности детали 1. Процесс полирования реализуется следующим способом: электролит, содержащий ферромагнито-абразивные отрицательно заряженные частицы FeB, поступает через шланг 9 и кольцевые отрицательно поляризованные электроды 3 и изолятор 2 в обрабатываемый канал детали 1, на которую подается потенциал (+) через электрод 8. При этом на магнитоабразивные заряженные частицы воздействуют магнитным полем 7 напряженностью 0,1-1,2Тл со стороны вращающегося магнитного наконечника 5 одновременно совершающего вертикальные колебания частотой 20-50 Гц и амплитудой 0,2-3 мм. Вследствие этого создается магнито-абразивная вибрирующая щетка 10 и, периодически, при отскакивании от обрабатываемой поверхности - насыпной нерастворимый би-полярный электрод, полирующий обрабатываемую поверхность детали, а именно, канал прямоугольной формы с размерами 5,2×2,6 мм, при совершении поступательного движения Vs детали. Во время отклонения на амплитуду 0,2-3 мм между ферромагнито-абразивными отрицательно заряженными частицами, образующими насыпной би-полярный нерастворимый электрод и обрабатываемой поверхностью происходит анодный процесс растворения микронеровностей в среде электролита 2-5% NaNO3+4-5% FeB, модифицированного сочетанием оксида графена и углеродных нанотрубок, при напряжении электрического поля 4-8 В. При этом из ферромагнито-абразивных заряженных частиц при их отскакивании от обрабатываемой поверхности образуется насыпной нерастворимый биполярный отрицательно заряженный катод, между которым и микронеровностями обрабатываемой поверхности, заряженными положительно, протекает дополнительно импульсный электрический ток, который усиливает их анодное растворение по сравнению с микровпадинами. Импульсный ток способствует равномерному распределению напряженности электрического поля и локализации плотности тока на микронеровностях, на которых концентрируется, в основном, электрический заряд, то есть действует избирательно в заданном месте. На фиг. 3 показаны осциллограммы импульсного тока I0, создаваемого вибрирующим би-полярным насыпным электродом, и стационарного тока IС, протекающего между электродом 3 и обрабатываемой деталью 1. При притягивании ферромагнито-абразивных частиц к обрабатываемой поверхности происходит их механическое воздействие на микронеровности и срезание их вращающейся металлической щеткой 10, а также изменение знака потенциала (-) на (+). В процессе вибрации, отрицательно заряженные ферромагнитные частицы постоянно обновляются, очищаются от шлама и микрочастиц обрабатываемого металла. Это способствует повышению качества полирования по длине и ширине обрабатываемой поверхности и увеличению производительности процесса за счет использования рациональных управляющих параметров: импульсной плотности тока, амплитуды и частоты вибрации, напряжения на электродах, состава и скорости подачи электролита. При вибрации ферромагнито-абразивные заряженные частицы становятся периодически с частотой вибрации насыпным нерастворимым би-полярным промежуточным электродом между катодом, представленным электролитом, и анодом, представленным обрабатываемой поверхностью детали. При этом наблюдается эффект би-полярного электрода, который функционирует как анод одной ячейки и катод другой ячейки (см. ГОСТ Р 58593-2019) при вибрации с амплитудой 0,2-3 мм. Ферромагнито-абразивные частицы, модифицированные оксидом графена и углеродными нанотрубками, обладают электрохимической стойкостью, так как графен и УНТ электрохимически не растворимы, высокой электроемкостью 1235Ф/г и низковольтной эмиссией 3В, что позволяет им эффективно участвовать в анодном магнито-абразивном полировании при напряжении U=4-6B между обрабатываемой деталью 1 и кольцевыми электродами 3.
За счет периодической частоты вибрации абразивной щетки 10 с амплитудой а=0,2-3 мм в потоке электролита у обрабатываемой поверхности образуется би-полярный (фиг. 2б) отрицательно заряженный электрод, создающий электрическое поле 12 и дополнительно импульсный ток I0, наряду со стационарным IC (фиг. 3). Импульсный ток I0 способствует локализации процесса анодного растворения микронеровностей и выравниванию рисок на обрабатываемой поверхности, а также повышает точность геометрии и равномерность шероховатости поверхности.
При продольном перемещении обрабатываемой заготовки магнит удерживает магнитный порошок и происходит полирование поверхности канала по всей длине.
На фиг. 2а показано взаимодействие магнитоабразивных заряженных частиц, образующих вращающуюся щетку 10, с микронеровностями обрабатываемой поверхности канала детали 1, где Р - направление силы магнитного прижатия микрочастиц к обрабатываемой поверхности. При этом первый слой заряженных частиц приобретает потенциал (+), т.к. для него токоподводом является обрабатываемая поверхность, второй (+) и (-), последующий слой (-). При механическом взаимодействии магнитоабразивных заряженных частиц с микронеровностями происходит их механическое срезание, удаление оксидных пленок, протекание электрохимического процесса анодного растворения с локализацией процесса в двойном электрическом слое, образованном между микронеровностями, ионами электролита и электрически поляризованными заряженными частицами. При этом магнитоабразивные заряженные частицы могут загрязняться микрочастицами обрабатываемого металла, а также шламом, образующимся в результате анодного растворения обрабатываемого металла в электролите, что снижает их эффективность.
При отскакивании магнитоабразивных поляризованных заряженных частиц от обрабатываемой поверхности с частотой f=20-50 Гц образуется зазор а=0,2-3 мм (см. фиг. 2б). При этом магнитоабразивные заряженные частицы, образующие между собой кластер, благодаря своим магнитным свойствам, механически взаимодействуют между собой, меняют свои электрический заряд на (-), т.к. токопроводом для них является отрицательно заряженный электролит.
В результате механического взаимодействия, перезарядки и электрохимического процесса магнитоабразивные частицы очищаются от продуктов обработки. При этом магнитоабразивная щетка 10, периодически заряженная (+) или (-) - во время отклонения от обрабатываемой поверхности на амплитуду а=0,2-3 мм за счет вибрации, становится насыпным нерастворимым би-полярным отрицательно заряженным электродом, который «висит» в потоке электролита 6. Магнитоабразивная щетка механически воздействует на микронеровности, срезает их и активирует путем удаления окисной пленки, а биполярный катод заряжается отрицательно, создает импульсный ток, который локализует и процесс анодного растворения микронеровностей. При этом повышается равномерность распределения электрического поля (силовые линии 12 электрического поля), а плотность тока, преимущественно локализована на анодное растворение микронеровности обрабатываемой поверхности детали 1. За счет этого обеспечивается саморегулирование синергетического эффекта параметров (равномерной плотности тока, свойств частиц) процесса анодно-абразивного полирования на основе преимущества обновляемого насыпного би-полярного электрода.
Это позволяет снизить энергоемкость процесса путем концентрации электрического заряда и локализации процесса анодного растворения по гребешкам микронеровностей, повысить равномерность шероховатости поверхности в продольном и поперечном направлениях, а также точность геометрических размеров канала за счет уменьшения удаляемого припуска при анодно-абразивном полировании.
Пример 1. Канал сечением 3,6×2 мм, выполненный из меди Ml с исходной шероховатостью поверхности Ra 0,63 мкм, длиной L=100mm проходил анодную магнито-абразивную полировку. Применялся электролит 5% NaNO3+5% FeB, модифицированный сочетанием оксида графена и УНТ и отрицательно заряженный при U=12B, напряжение на электродах U=4B. Давление подачи электролита 0,1 МПа, вращение полюсного наконечника n=60 об/мин, частота вибрации 50 Гц, амплитуда 0,2 мм, магнитная индукция 0,1-0,6Тл. Продольная подача обрабатываемой детали Vs 14 мм/мин. Время обработки 7 мин. Шероховатость поверхности после обработка Ra 0,18-0,12 мкм.
Пример 2. Канал круглого сечения, выполненный из латуни Л-96, диаметр 05 мм, длина 80 мм с исходной шероховатостью поверхности Ra 1,25 мкм обрабатывался анодной магнито-абразивной полировкой в электролите 3% NaNO3+4% FeB, модифицированном графеном, заряженным отрицательно. Напряжение электрического тока U=6B на электродах. Давление подачи электролита 0,1-0,12 МПа, вращение полюсного наконечника n=30об/мин, частота вибрации 35 Гц, амплитуда 2 мм, магнитная индукция 0,2-1 Тл. Продольная подача обрабатываемой детали Vs 10 мм/мин. Вращение полюсного наконечника 40 об/мин. Время обработки 8 мин. Шероховатость поверхности после обработки Ra 0,32-0,25 мкм.
Пример 3. Изгиб канала трубы 5×4 мм радиусом 30 мм, длина канала 120 мм, выполненного из латуни Л-63, с исходной шероховатостью поверхности Ra 1,75 мкм. Для полирования применялся электролит 2% NaNO3+4% FeB, модифицированный графеном. Вибрация магнитного наконечника 20 Гц, амплитуда 3 мм, вращение полюсного наконечника n=20 об/мин, магнитная индукция 0,2-1,2 Тл. Напряжение анодного тока U=8B. Давление подачи электролита 0,15-0,2 МПа. Vs=3 мм/мин. Величина зерна абразивного порошка 60-100 мкм. Время обработки Юмин, шероховатость после обработки Ra 0,42-0,36 мкм.
Анодное магнито-абразивное полирование электрически поляризованными заряженными частицами, с созданием нерастворимого би-полярного катода позволяет повысить производительность процесса в 1,5-2,5 раза по сравнению с магнито-абразивным полированием, обеспечить равномерный гладкий рельеф поверхности, а также снизить энергозатраты за счет уменьшения удаляемого припуска в пределах 0,02-0,03 мм, самоорганизации электрохимического процесса удаления микронеровностей путем управления и стабилизации плотности тока, механических и электрических свойств электрически поляризованных заряженных частиц, а также синергетического принципа процесса анодно-абразивного полирования, осуществляемого с применением нерастворимого периодически вибрирующего би-полярного катода.
Реферат
Изобретение относится к области машиностроения и приборостроения и может быть использовано при обработке криволинейных каналов, каналов переменного и малого сечения. Способ анодного магнитоабразивного полирования немагнитных трубчатых изделий осуществляют в проточном электролите, в качестве которого используют 2-5% водный раствор соли NaNO3 с содержанием 4-5% отрицательно заряженных частиц магнитоабразивного порошка, например, FeB, модифицированных высокотокопроводящими наночастицами графена и/или графеновых нанотрубок. На обрабатываемое изделие подают электрический потенциал (+), а на поток электролита с магнитоабразивными частицами потенциал (-) напряжением постоянного тока 4-8 В и воздействуют вращающимся магнитным полем с магнитной индукцией 0,1-1,2 Тл, создаваемым при помощи полюсного наконечника, которому при этом сообщают вертикальную вибрацию частотой 20-50 Гц и амплитудой 0,2-3 мм, за счет чего образуется насыпной биполярный вибрирующий электрод, дополнительно создающий импульсы тока, участвующие совместно со стационарным током в анодном растворении. Анодное магнитоабразивное полирование позволяет по сравнению с магнитоабразивным полированием обеспечить равномерный гладкий рельеф поверхности, а также снизить энергозатраты за счет уменьшения удаляемого припуска в пределах 0,02-0,03 мм. 3 ил., 3 пр.
Формула
Документы, цитированные в отчёте о поиске
Способ комбинированной обработки каналов сложной формы и устройство для его реализации
Комментарии