Станок для электроэрозионно-электрохимической обработки - RU210289U1
Код документа: RU210289U1
Чертежи




Описание
Данная полезная модель станка электроэрозионно-электрохимического прошивочно-вырезного ЭП310ПВ относится к области станкостроения, в частности к электроэрозионной и электрохимической обработке труднообрабатываемых металлов и сплавов, предназначен для изготовления тонкостенных деталей, в том числе - стопорных колец типоразмеров от 10 мм до 210 мм и толщиной от 0,5 мм до 5 мм с отсутствием дефектного слоя, который образуется после электроэрозионной обработки.
Известно изобретение Устройство для электрического удаления металла с заготовки (GB 919010 А, В23Н 11/00 20.02.1963), предназначенное для удаления металла с заготовки путем искровой эрозии и/или электролиза, имеющее резервуар для рабочей жидкости, опору для заготовки, которая во время процесса удаления металла поддерживает заготовку в указанном резервуаре, который регулируется по вертикали реверсивным электродвигателем, головку 919010 для закрепления рабочего электрода.
Рабочая жидкость в резервуаре может быть электролитом либо диэлектриком, металл может быть удален с заготовки либо путем электролиза, либо путем сочетания электролиза и электроэрозии.
Опускание и подъем резервуара для обработки производится посредством цепной и винтовой передач при реверсивном включении электродвигателя. Резервуар может быть опущен так, чтобы заготовку можно было поставить и снять, не контактируя с рабочей жидкостью.
Электроэрозионно-электрохимическая прошивка отверстий происходит при включенном источнике питания, создающем пульсирующую разность потенциалов между инструментом и заготовкой.
Указанное устройство имеет следующие сходства с заявленной полезной моделью:
возможность электроэрозионно-электрохимической прошивки отверстий,
наличием ванны для обработки с погружением заготовки в дистиллированной воде, либо электролите,
наличием источника электропитания, создающего пульсирующую разность потенциалов между инструментом и заготовкой
Технический результат полезной модели заключается в возможности электроэрозионно-электрохимической прошивки отверстий и вырезки тонколистовой заготовки или пакета заготовок на одном оборудовании и вести обработку как поливом, так и погружением в рабочую жидкость. Данный результат достигается наличием двух баков с насосами для раздельного хранения электролита и диэлектрика; двух электроклапанов слива, открывающихся/закрывающихся в зависимости от вида обработки; механизма автоматической заправки и отрезки электрода-инструмента; программного управления (ЧПУ), управляющего перемещением трех координат и двух актуаторов, позволяющего автоматизировать циклы отрезки и заправки электрода-проволоки, включение продувки сопла, открытия/закрытия кранов слива, насосов на баках, а также имеющего обратную связь с генератором импульсов, что позволяет автоматически регулировать межэлектродный зазор, возможностью охлаждения температуры электролита.
Сущность полезной модели поясняется графическими материалами, на которых
фиг. 1 - общий вид станка
фиг. 2 - кинематическая схема горизонтального суппорта
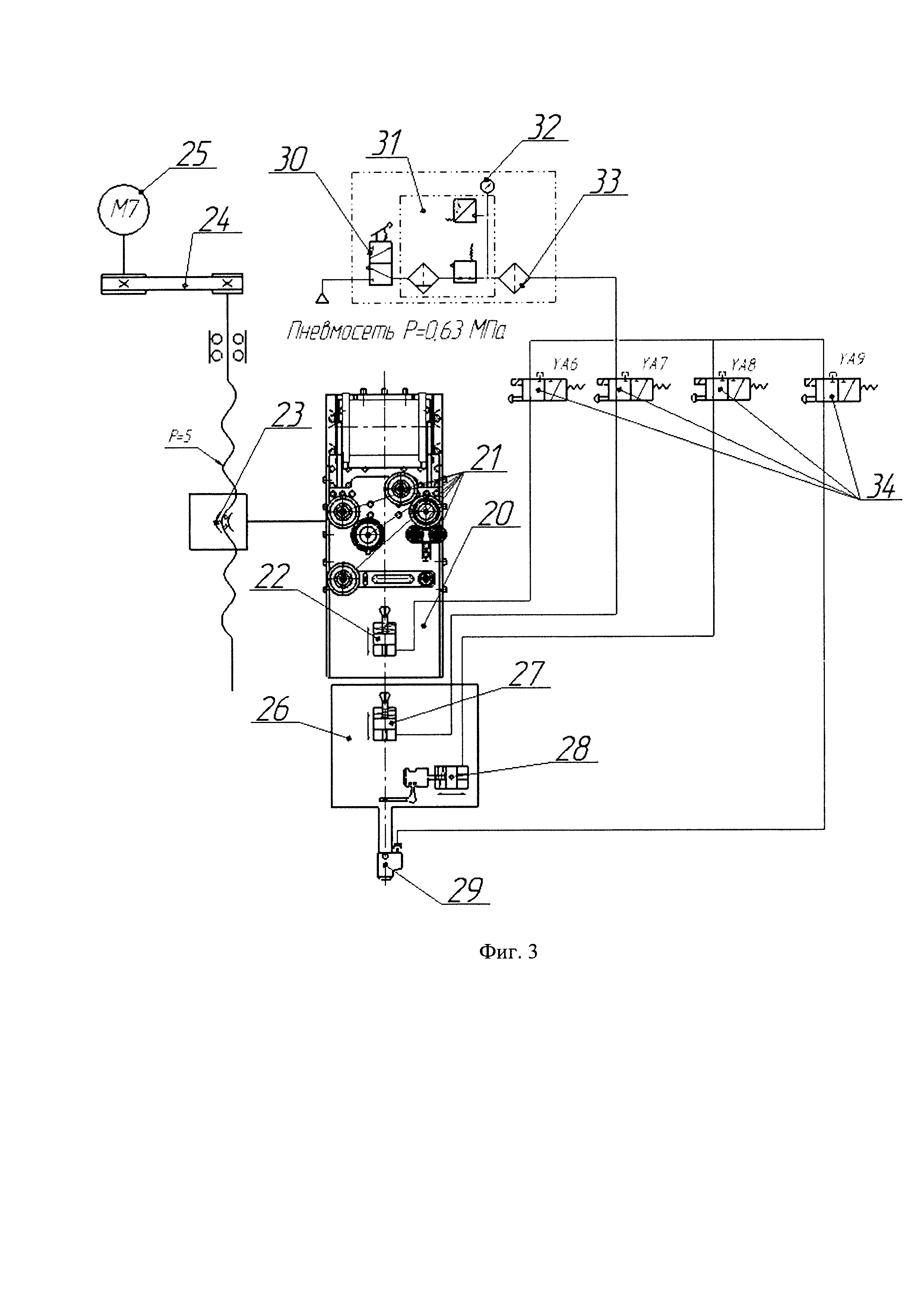
фиг. 3 - кинематическая схема вертикального суппорта и пневмосистема
фиг. 4 - кинематическая схема механизма вертикального перемещения электрода-инструмента в актуаторе
фиг. 5 - гидросистема и механизм подачи электрода-проволоки
На фиг. 1 показан общий вид станка. Он состоит из станины 1, горизонтального суппорта 2, вертикального суппорта 3, ванны 4, механизма вертикального перемещения электрода-проволоки 5, привода подачи электрода-проволоки 6, бака для электрода-проволоки 7, пульта управления 8, шкафа электрооборудования 9, слива 10, насосов 11 и 12.
Горизонтальный суппорт (фиг. 2) состоит из приспособления 13, куда устанавливается лист или пакет листов-заготовок. Приспособление 13 перемещается по осям X,Y посредством ШВП 14 и 15, зубчато-ременных передач 16 и 17, двигателей 18 и 19.
Вертикальный суппорт (фиг. 3) состоит из плиты вертикального суппорта 20, на которой расположен механизм натяжения электрода-проволоки 21 и верхний зажим электрода-проволоки 22. Плита вертикального суппорта 20 перемещается по оси Z с помощью ШВП 23, зубчато-ременной передачи 24, двигателя 25 относительно неподвижного кондуктора 26 с нижним зажимом электрода-проволоки 27, механизмом отрезки 28 и соплом 29. Зажимы 22 и 27, механизм отрезки 28 и продувка сопла 29 приводятся в действие посредством пневмосистемы, состоящей из крана 30, фильтра-регулятора 31, манометра 32, фильтра 33, пневмоклапанов 34.
Справа и слева от вертикального суппорта 3 расположены два механизма вертикального перемещения электрода-инструмента (фиг. 4) каждый из которых состоит из актуатора 35 с электродами-инструментами для электрохимии 36. Перед началом обработки регулируется и фиксируется горизонтальное положение актуатора с помощью винта 37, а актуатор 35 перемещает электрод-инструмент 36 по осям W и R параллельно оси Z. Регулировочный винт с упором 38 служит для точного позиционирования по вертикали электрода-инструмента.
Гидросистема (фиг. 5) состоит из ванны 4, в которой ведется обработка с подачей либо диэлектрика, либо электролита (в зависимости от текущей операции). Слив жидкости из ванны 4 происходит в бак 39 для диэлектрика или в бак для электролита 40 (в зависимости от текущей операции). Для этого предусмотрены два слива с кранами с электродвигателями 10, которые закрываются/открываются по сигналам системы ЧПУ. Жидкость фильтруется и подается по гидросистеме обратно в зону обработки с помощью насосов 11 и 12. С помощью кранов 41 электролит направляется либо на левый актуатор №1, либо на правый актуатор №2, либо на электрод-проволоку. Рабочие жидкости заливаются в баки 39 и 40. Электролит в баке 39 охлаждается находящейся в баке охлаждающей системой, представляющей из себя спиральную трубу с циркулирующей в ней холодной водой. Отработанная электрод-проволока отрезается и уводится с помощью привода электрода-проволоки 6 в бак для электрода-проволоки 7, т.к. на электроде-проволоки остается остаточная жидкость, то в нижней части бака для электрода-проволоки предусмотрена сетка 41 и бак для жидкости 42. Падающая электрод-проволока задерживается сеткой 41, и жидкость постепенно стекает в бак 42. Оттуда она удаляется с помощью крана слива 43.
Рабочая зона и механизмы станка ограждены ограждением для защиты оператора и окружающей среды. На крыше станка предусмотрено отверстие для цеховой вытяжки.
Реферат
Полезная модель относится к области комбинированной электроэрозионно-электрохимической обработки. Станок содержит станину и установленные на ней горизонтальный суппорт, вертикальный суппорт, первый актуатор, выполненный с возможностью горизонтального регулировочного перемещения электрода-инструмента для электрохимической обработки и его вертикального перемещения и ванну для размещения обрабатываемой заготовки в электролите, имеющую слив. При этом он снабжен вторым актуатором, выполненным идентично первому, двумя баками соответственно для электролита и дистиллированной воды, расположенными на станине под сливом, баком для отработанной проволоки, механизмом для отрезки отработанной электрода-проволоки и соплом для продувки, горизонтальный суппорт выполнен с возможностью перемещения обрабатываемой заготовки, а упомянутый слив ванны снабжен двумя кранами, выполненными с возможностью открытия и закрытия посредством электродвигателей с обеспечением слива жидкости из ванны в один из упомянутых баков. Использование полезной модели позволяет расширить технологические возможности станка. 5 ил.

Формула
Документы, цитированные в отчёте о поиске
Способ комбинированной многоэлектродной электрохимической и эрозионно-химической прошивки глубоких отверстий малого сечения в металлической детали и устройство для его осуществления
Способ электроэрозионно-химической прошивки отверстий малого диаметра и устройство для его осуществления
Комментарии