Способ импульсной электрохимической обработки - RU2465992C2
Код документа: RU2465992C2
Чертежи


Описание
Изобретение относится к области импульсной электрохимической обработки (ЭХО) сталей и сплавов и может быть использовано для выполнения различных прецизионных копировально-прошивочных операций при изготовлении сложнофасонных поверхностей деталей машин и инструментов из труднообрабатываемых материалов, например закаленных сталей и сплавов.
Известен способ электрохимической размерной обработки, в котором при использовании импульсного источника питания с падающей вольтамперной характеристикой обработку выполняют при вибрации одного из электродов и подаче импульсов напряжения в фазе сближения электродов, и контролируют текущее значение импульсов напряжения, выделяя выбросы напряжения на участках сближения и удаления электродов, значения которых регулируют, изменяя давление электролита на входе межэлектродного зазора (Авторское свидетельство СССР №717847, МПК В23Н 3/02, 1977).
Известен способ электрохимической размерной обработки, в котором, при использовании импульсного источника питания с падающей вольтамперной характеристикой, обработку выполняют при вибрации одного из электродов и подаче импульсов напряжения в фазе сближения электродов, и контролируют текущее значение импульсов напряжения, выделяя выбросы напряжения на участках сближения и удаления электродов, регулируют подачу импульсов относительно момента максимального сближения электродов, задерживая подачу импульсов при наличии выброса напряжений на участке сближения электродов и подают импульсное напряжение с опережением при наличии выброса напряжения на участке разведения электродов, при этом скорость подачи электрода-инструмента (ЭИ) увеличивают до образования третьего локального экстремума максимума напряжения в середине импульса и поддерживают эту скорость, чтобы выброс напряжения не превышал значения напряжения в середине импульса, более чем на 20 процентов (Патент РФ №2038928, МПК В23Н 3/02, опубл. 10.07.1995 г.).
Так как при осуществлении указанных способов используют длинные импульсы (длительностью в несколько миллисекунд), они не позволяют получить достоверную информацию об опасной с точки зрения возникновения короткого замыкания между электродами величине минимального межэлектродного зазора (МЭЗ) при использовании микросекундных импульсов или пакетов микросекундных импульсов, что не позволяет вести процесс на наименьших значениях величины МЭЗ и, следовательно, достичь максимальной точности и качества. При использовании длительных (~1…10 мс) импульсов за время их действия межэлектродный промежуток успевает заполняться продуктами анодного растворения - шламом и парогазовой смесью, температура электролита повышается. В условиях использования малых межэлектродных зазоров нарушается стабильность протекания процесса, что приводит к снижению производительности, качества и точности формообразования обрабатываемой поверхности.
Известен также способ электрохимической обработки, когда электрод-инструмент позиционируют относительно поверхности электрода-заготовки на заданном расстоянии. В процессе обработки между электродом-инструментом и электродом-заготовкой пропускают импульсы электрического тока. Определяют параметры, характеризующие плотность тока, например сопротивление, и принимают их в качестве критерия межэлектродного расстояния (зазора). По данному способу определяют момент времени, когда характеристики плотности тока в течение соответствующего импульса напряжения сначала превышают эталонный набор характеристик, имеющих одинаковую форму, а затем следует снижение ниже указанного набора характеристик, что считается критерием межэлектродного зазора [WO 02/086198 - PCT/DE02/01450 МПК В23Н 3/00, опубл. 31.10.2002].
Недостатком данного способа является то, что при обработке с использованием группы импульсов анализ изменения характеристик плотности тока, например сопротивления, отдельных импульсов не дает достоверную информацию о состоянии свойств межэлектродного промежутка (МЭП). Кроме того, при использовании группы импульсов микросекундной длительности (10 мкс и менее) по отдельным импульсам практически невозможно определить начальное превышение, а затем снижение характеристик плотности тока относительно эталонного. Оценка межэлектродного расстояния по начальному превышению, а затем снижению ниже эталонного является сугубо частным случаем. Это связано с тем, что изменение плотности тока в течение отдельных импульсов зависит как от свойств применяемого электролита, так и от состава материала обрабатываемой заготовки. Поэтому известный способ не дает достоверную информацию о величине минимального межэлектродного зазора, которая бы позволила надежно осуществить процесс и повысить производительность, точность и качество обработки.
Таким образом, известные способы электрохимической обработки в условиях применения импульсов микросекундной длительности и колебательного движения электрода, синхронизированного с подачей пакетов импульсов, не обеспечивают достижение высокой точности, производительности при заданной точности обработки при формообразовании сложнофасонных поверхностей, так как не гарантируют стабильного поддержания малых межэлектродных зазоров без возникновения коротких замыканий и пробоев межэлектродного промежутка.
Наиболее близким к предложенному является способ электрохимической обработки жаропрочных сплавов с вибрацией электрода-инструмента, включающий подачу пакетов микросекундных импульсов напряжения, синхронизированных с моментом максимального сближения электрода-инструмента и детали, измерение одного или нескольких согласованных значений напряжения и тока в каждом импульсе, вычисление соответственных значений сопротивлений межэлектродного промежутка и регулирование скорости подачи электрода-инструмента в процессе обработки по изменению формы огибающих, построенных по значениям сопротивлений межэлектродного промежутка для одноименных точек импульсов (Патент РФ №2266177, МПК В23Н 3/00, опубл. 20.12.2005 г.).
Известный способ позволяет осуществлять процесс обработки на малых межэлектродных зазорах, однако при обработке сложнофасонных деталей, имеющих малоразмерные (менее 1 мм) элементы, особенно элементы с соотношением высоты к ширине более 1, не обеспечивает высокую точность копирования указанных элементов из-за того, что процесс растворения протекает на всех локальных участках детали - как на участках с минимальным МЭЗ, так и на участках, удаленных от поверхности электрода-инструмента, т.е. из-за низкой локализации процесса растворения. Таким образом, известный способ обработки не обеспечивает контроль локализации процесса ЭХО, соответственно обработка по известному способу приводит к «смазыванию» профиля копируемого малоразмерного элемента и не позволяет достигать максимальной точности копирования.
Задачей, на решение которой направлено заявляемое изобретение, является повышение точности копирования и производительности обработки при заданной точности копирования сложнофасонных поверхностей путем обеспечения высокой локализации процесса электрохимического растворения.
Поставленная задача решается способом импульсной электрохимической обработки сталей и сплавов путем копирования формы колеблющегося электрода-инструмента, включающий подачу пакетов микросекундных импульсов тока прямой и обратной полярности, синхронизированных с моментом максимального сближения электрода-инструмента и детали, измерение нескольких согласованных значений напряжения и тока в каждом импульсе тока прямой полярности, вычисление соответствующих значений сопротивлений межэлектродного промежутка (МЭП) и регулирование процесса обработки по изменению сопротивления МЭП, в котором в отличие от прототипа в процессе обработки определяют длительность процесса установления сопротивления МЭП, вычисляют отношение данной длительности к длительности импульса тока прямой полярности и регулируют амплитудно-временные параметры импульсов тока прямой или обратной полярностей таким образом, чтобы обеспечить заданное значение вычисленного отношения.
Согласно изобретению для обеспечения заданной точности копирования уменьшают или увеличивают длительность импульса тока прямой полярности таким образом, чтобы отношение длительности процесса установления сопротивления к длительности импульса тока прямой полярности было равно заданному значению.
Согласно изобретению для обеспечения заданной точности копирования уменьшают или увеличивают амплитуду импульса тока прямой полярности таким образом, чтобы отношение длительности процесса установления сопротивления к длительности импульса тока прямой полярности было равно заданному значению.
Согласно изобретению для обеспечения высокой производительности процесса обработки при обеспечении заданной точности копирования, на начальном этапе обработки задают значение отношения длительности процесса установления сопротивления к длительности импульса тока прямой полярности менее 0,1, а на финишном этапе обработки - более 0,5.
Согласно изобретению для обеспечения заданной точности копирования уменьшают или увеличивают длительность импульса тока обратной полярности таким образом, чтобы отношение длительности процесса установления сопротивления к длительности импульса тока прямой полярности было равно заданному значению.
Согласно изобретению для обеспечения заданной точности копирования уменьшают или увеличивают амплитуду импульса тока обратной полярности таким образом, чтобы отношение длительности процесса установления сопротивления к длительности импульса тока прямой полярности было равно заданному значению.
Предлагаемый способ электрохимической обработки позволяет выполнять различные копировально-прошивочные операции в заготовках из труднообрабатываемых сталей и сплавов с высокой точностью и производительностью обработки за счет регулирования значения отношения длительности процесса установления сопротивления МЭП (установления электродных потенциалов и заряда конденсатора двойного электрического слоя (ДЭС)) к длительности импульса прямой полярности, дающего информацию о локализации процесса растворения. Локализация процесса растворения при определенной (заданной) величине МЭЗ однозначно характеризует точность электрохимической обработки.
В дальнейшем предлагаемое изобретение поясняется конкретными примерами его выполнения и прилагаемыми рисунками, подтверждающими возможность его осуществления, на которых представлено:
фиг.1 схематичное изображение зависимостей напряжений, токов и сопротивления электролита в МЭП при использовании источников с пологой (а) и крутопадающей характеристикой (б);
фиг.2 осциллограммы напряжения и тока в МЭП для условий: ЭИ и ЭЗ сталь 12Х18Н9Т; электролит 8% NаNO3; плотность тока 20 А/см2, частота следования импульсов 10 Гц (а), 100 Гц (б) и 100 Гц с импульсом обратной полярности длительностью 50 мкс и плотностью 2 А/см2 (в);
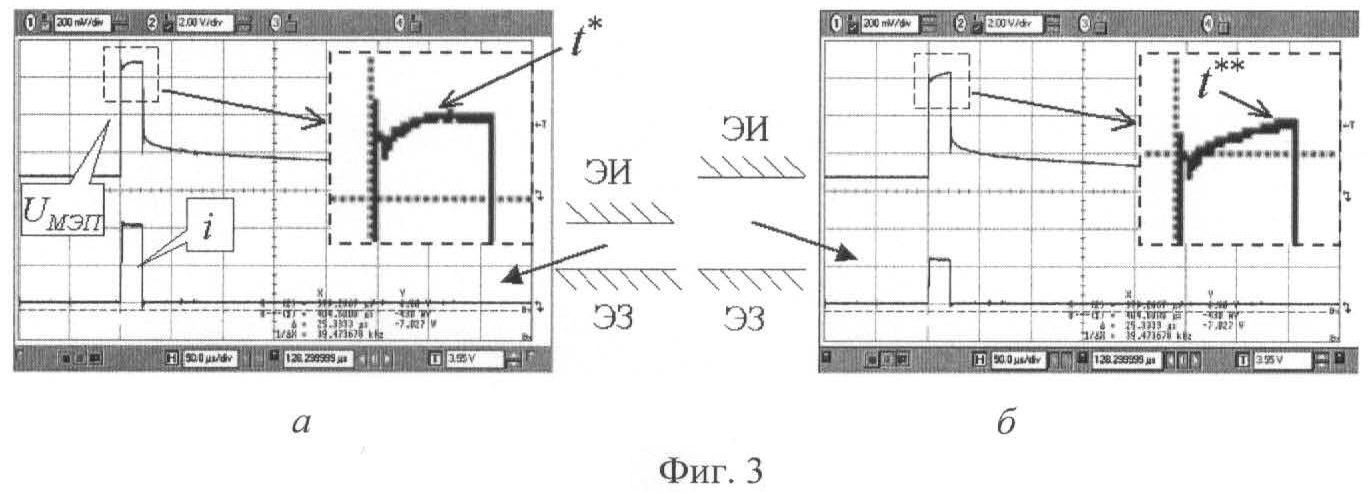
фиг.3 осциллограммы напряжения и тока в МЭП при наличии (а) и отсутствии (б) растворения (t* - время заряда ДЭС), материал детали 12Х18Н10Т, электролит 20% NаNO3, длительность импульса 20 мкс, плотность тока 80 А/см2(а) и 40 А/см2 (б).
Способ осуществляют следующим образом.
При подаче на электрохимическую ячейку (ЭХЯ) импульса тока прямой полярности происходит заряд конденсаторов ДЭС анода и катода (процесс установления сопротивления МЭП), после чего начинает протекать процесс электрохимического растворения (установившийся процесс).
При подаче последовательности импульсов, когда в паузе между импульсами поляризация не успевает спадать до стационарного значения, можно предположить, что емкость ДЭС практически постоянна. Тогда при заряде ДЭС через сопротивление столба электролита Rэл ток будет монотонно изменяться по экспоненциальному закону (фиг.1, а) при использовании источника импульсов прямой полярности с пологой вольтамперной характеристикой и по линейному закону (фиг.1, б) при использовании источника импульсов прямой полярности с крутопадающей вольтамперной характеристикой.
Во время заряда конденсатора ДЭС анода и катода постоянным током напряжение увеличивается по линейному закону до момента t*, когда достигается потенциал растворения (фиг.1, б и фиг.2, а). С увеличением частоты следования импульсов тока прямой полярности суммарная емкость ДЭС в течение паузы не успевает разрядиться, и время заряда t* уменьшается (фиг.2, б). При подаче дополнительных импульсов тока обратной полярности между импульсами тока прямой полярности происходит ускоренный разряд конденсатора ДЭС, и время t* увеличивается (фиг.2, в). Таким образом, можно увеличивать частоту подачи импульсов (а значит и производительность обработки) при сохранении требуемой точности обработки, за счет подачи импульсов обратной полярности.
Заданное значение отношения длительности процесса установления сопротивления МЭП к длительности импульса тока прямой полярности для достижения заданной точности обработки определяют следующим образом (фиг.3):
1) рассчитывают распределение плотностей тока в МЭП;
2) на ЭХЯ подают импульсы тока плотностью, соответствующей участку МЭЗ, на котором не должен протекать процесс растворения;
3) длительность импульса выбирают меньше длительности t* заряда конденсатора ДЭС;
4) на ЭХЯ подают импульсы тока прямой полярности плотностью, соответствующей участку МЭЗ, на котором должен протекать процесс растворения. При этом на осциллограмме напряжения МЭП наблюдается участок нарастания напряжения, соответствующий процессу установления сопротивления МЭП, и горизонтальный участок, связанный с протеканием реакции растворения металла;
5) определяют заданное значение как отношение длительности процесса установления сопротивления МЭП к длительности импульса тока прямой полярности.
Пример конкретной реализации
Предлагаемый способ электрохимической обработки реализован на модернизированном копировально-прошивочном станке модели СЭП-905. Электрод-инструмент выполнен из материала 12Х18Н10Т, а обрабатываемая заготовка - из материала 12Х18Н10Т. Площадь обработки - 0,5 см2. Прокачка электролита - центральная. Используемый источник - генератор импульсов прямой полярности с крутопадающей вольтамперной характеристикой. Электролит - 8%-ный водный раствор азотнокислого натрия.
Перед началом обработки вибрирующий электрод-инструмент и обрабатываемую заготовку сближают до взаимного касания при отсутствии на них напряжения и отводят на заданную величину начального межэлектродного зазора Smin1, равную 20 мкм.
Затем устанавливают следующий режим обработки:
- частота пакета импульсов напряжения и вибрации электрода-инструмента (Гц) - 50 (период Т колебаний 20 мс);
- длительность пакета tр (мс) - 1;
- длительность импульса тока (мкс) - 20,
- длительность паузы между импульсами tp=100 мкс;
- амплитуда импульсов напряжения в пакете Up (В) - 8,5;
- амплитуда колебаний электрода-инструмента Ав (мм) - 0,2;
- давление электролита на входе межэлектродного зазора (кПа) - 100;
- температура электролита (°С) - 20.
При осуществлении процесса ЭХО контролировалась и регулировалась длительность импульса тока таким образом, чтобы отношение длительности процесса установления сопротивления МЭП (установления электродных потенциалов и заряда конденсатора ДЭС) к длительности импульса прямой полярности, было равно 0,5. При этом на участках поверхности заготовки, удаленных от поверхности электрода-инструмента на величину более 40 мкм, протекали процессы, не связанные с растворением металла, то есть процессы растворения были локализованы в пределах 40 мкм от поверхности электрода-инструмента. Такое повышение локализации процесса растворения позволило формировать малоразмерные элементы порядка 0,1 мм с соотношением высоты к ширине более 1, то есть повысить точность копирования. Способ по прототипу не позволяет обеспечить описанной точности копирования и соответственно формировать элементы с размерами порядка 0,1 мм.
Таким образом, предложенное изобретение позволяет повысить точность копирования сложнофасонных поверхностей, производительность обработки при заданной точности копирования.
Реферат
Изобретение относится к области импульсной электрохимической обработки сталей и сплавов и может быть использовано для выполнения различных прецизионных копировально-прошивочных операций при изготовлении сложнофасонных поверхностей деталей машин и инструментов из труднообрабатываемых материалов. В способе импульсной электрохимической обработки сталей и сплавов путем копирования формы колеблющегося электрода-инструмента осуществляют подачу пакетов микросекундных импульсов тока, синхронизированных с моментом максимального сближения электрода-инструмента и детали, измерение нескольких согласованных значений напряжения и тока в каждом импульсе тока, вычисление соответствующих значений сопротивлений межэлектродного промежутка (МЭП) и регулирование процесса обработки по изменению сопротивления МЭП. В процессе обработки определяют длительность процесса установления сопротивления МЭП, вычисляют отношение данной длительности к длительности импульса тока и регулируют амплитудно-временные параметры импульсов тока таким образом, чтобы обеспечить заданное значение вычисленного отношения. Изобретение позволяет повысить точность копирования и производительность обработки при заданной точности копирования. 5 з.п. ф-лы, 7 ил., 1 пр.
Формула
Документы, цитированные в отчёте о поиске
Способ электрохимической обработки титана и титановых сплавов
Патенты аналоги
Способ электрохимической обработки титана и титановых сплавов
Комментарии