Способ электрохимической обработки материалов - RU2450897C2
Код документа: RU2450897C2
Чертежи


Описание
Изобретение относится к области импульсной электрохимической обработки (ЭХО) высоколегированных сталей, сплавов и композитных токопроводящих материалов, содержащих компоненты с существенно разными электрохимическими свойствами. В частности, предлагаемое изобретение может быть использовано для выполнения различных копировально-прошивочных операций при изготовлении сложнофасонных поверхностей деталей машин и инструментов из твердых WC-Co, WC-TiC-Co сплавов и композитных материалов.
Известен способ ЭХО биполярными импульсами тока [US №5,833,835, МПК B23H 3/02, опубл. 10.11.1998], при котором импульсы прямой полярности чередуются с импульсами обратной полярности. По данному способу ограничивают напряжение импульсов тока обратной полярности из условия отсутствия растворения рабочей поверхности электрода-инструмента. Для этого, в процессе обработки, последовательно уменьшают напряжение каждого импульса обратной полярности в диапазоне от напряжения поляризации, определяемого в момент прекращения подачи импульса тока прямой полярности, до напряжения, при котором начинается электрохимическое растворение рабочей поверхности электрода-инструмента (ЭИ), далее измеряют мгновенное значение напряжения импульса тока прямой полярности в заданной точке, вычисляют разность измеренных мгновенных значений для каждых последующего и предыдущего импульсов прямой полярности и при изменении знака этой разности с минуса на плюс определяют верхнюю границу, а при последующей смене знака с плюса на минус - нижнюю границу напряжения импульсов тока обратной полярности, и ведут процесс обработки, удерживая напряжение импульсов тока обратной полярности в этих границах, и завершают процесс обработки импульсом тока обратной.
Недостатком данного способа являются ограниченные возможности управления процессом для создания определенного химического состава поверхностного слоя, либо выравнивания скоростей анодного растворения компонентов обрабатываемого материала, с целью обеспечения минимальной шероховатости поверхности.
Известен способ ЭХО с использованием модулированного реверсивного электрического поля [US №6,402,931, МПК B23H 3/02, опубл. 11.06.2002], при котором электрохимическая обработка выполняется с использованием импульсов прямого (анодного) и обратного (катодного) электрического тока. При этом обратный (катодный) импульс тока подается перед прямым (анодным) импульсом, что позволяет создать необходимую геометрию и качество (полировку) поверхности при электрохимической обработке легкопассивируемых металлов и сплавов.
Недостатком данного способа являются ограниченные возможности управления процессом для создания определенного химического состава поверхностного слоя, либо выравнивания скоростей анодного растворения компонентов обрабатываемого материала, с целью обеспечения минимальной шероховатости поверхности.
Известен способ импульсной электрохимической обработки [US №5,242,556, МПК B23H 3/00, опубл. 07.09.1993] в нейтральном электролите, при котором поочередно применяют положительные и отрицательные импульсы электрического тока с изменением интервалов времени от отрицательного импульса до положительного импульса.
Недостатком данного способа являются ограниченные возможности управления процессом для создания определенного химического состава поверхностного слоя, либо выравнивания скоростей анодного растворения компонентов обрабатываемого материала, с целью обеспечения минимальной шероховатости поверхности.
Известен способ и оборудование для электрохимической обработки токопроводящих материалов в электролите [US №6,231,748, МПК B23H 3/00, опубл. 15.05.2001], при котором к электроду-инструменту и заготовке прикладывают рабочие и пассивирующие импульсы напряжения. Амплитуда пассивирующих импульсов напряжения увеличивается постепенно от нуля до напряжения, при котором начинается анодное растворение материала детали. После каждого увеличения напряжения измеряется электрическое сопротивление межэлектродного промежутка. Значение напряжения, при котором электрическое сопротивление межэлектродного промежутка наибольшее, используется для дальнейшей обработки.
Недостатком данного способа являются ограниченные возможности управления процессом для создания определенного химического состава поверхностного слоя, либо выравнивания скоростей анодного растворения компонентов обрабатываемого материала, с целью обеспечения минимальной шероховатости поверхности.
Известен также способ электрохимической обработки титана и титановых сплавов в электролитах с применением анодных активирующих регулируемых высокочастотных прямоугольных импульсов тока, подаваемых пакетами, которые синхронизируют с моментом максимального сближения колеблющегося электрод-инструмента с заготовкой и ведут обработку на малых межэлектродных зазорах. При этом регулируют длительность пакета импульсов, фазу подачи пакета импульсов относительно момента максимального сближения электродов и скорость подачи электрод-инструмента, поддерживая такое минимальное значение межэлектродного зазора, при котором количество импульсов напряжения в пакете, имеющих характер понижения, будет наибольшим [RU 2271905, МПК B23H 3/00, опубл. 20.03.2006].
Недостатком данного способа является то, что при обработке сильнолегированных сплавов и токопроводящих композитных материалов ограничены возможности управления процессом для создания определенного химического состава поверхностного слоя, либо выравнивания скоростей анодного растворения компонентов обрабатываемого материала, с целью обеспечения минимальной шероховатости поверхности.
Известен способ импульсной электрохимической обработки высоколегированных сталей, сплавов и композитных токопроводящих материалов, содержащих компоненты с существенно разными электрохимическими свойствами, где изменяют соотношение параметров импульсов прямой и обратной полярности для обеспечения определенного соотношения скоростей анодного растворения компонентов в зависимости от изменения кислотности прианодного слоя. Обработка осуществляется в нейтральных электролитах на малых межэлектродных зазорах с применением анодных высокочастотных микросекундных импульсов тока, подаваемых пакетами, которые синхронизируют с моментами максимального сближения колеблющегося электрод-инструмента с заготовкой и дополнительных импульсов, подаваемых между пакетами [EP 1714725, МПК B23H 3/00, опубл. 18.04.2005].
Данный способ является наиболее близким к заявляемому и принят нами в качестве ближайшего аналога.
Недостатком данного способа является невозможность управления процессом обработки ввиду отсутствия критериев для оперативного принятия решения об изменении параметров импульсов. Кроме того, для оптимального осуществления процесса обработки недостаточно только управление кислотностью межэлектродной среды. Так, например, для достижения минимальной шероховатости обрабатываемой поверхности, процессы электрохимического анодного растворения никелевой компоненты металлокерамического WC-Ni твердого сплава желательно осуществлять при повышенных температурах в нейтральной среде, a WC компоненты в щелочной среде. Очевидно, что для осуществления процесса электрохимической обработки, в котором перед подачей каждого рабочего пакета анодных импульсов осуществлялось бы оптимальное (для достижения заданной технологической цели) изменение физико-химических свойств межэлектродной среды (температуры, кислотности) и физико-химических свойств поверхности, необходимо иметь быстродействующее внешнее воздействие.
Такую функцию может выполнять дополнительный предшествующий импульс тока обратной полярности (катодный импульс). Однако его роль должна быть шире, чем та, которая представлена в аналогичных технических решениях. А именно, выбор параметров импульсов прямой и обратной полярности должен влиять на ряд показателей: кислотность электролита (pH), нагрев электролита и поверхности, заряд и разряд емкости двойного электрического слоя на границе раздела «поверхность-электролит».
Таким образом, известные способы электрохимической обработки не могут обеспечить условия для оперативного контроля процесса ЭХО и выбора параметров импульсов для достижения определенного соотношения скоростей анодного растворения компонентов материала, относящихся к различным классам по электрохимической обрабатываемости. Следовательно, при использовании этих способов технологически сложно добиться значительного снижения шероховатости поверхности, либо получения поверхностного слоя с определенным соотношением компонентов обрабатываемого материала.
Задачей, на решение которой направлено заявляемое изобретение, является достижение заданного химического состава поверхностного слоя и качества поверхности при электрохимической обработке токопроводящих материалов с компонентами, имеющими разные электрохимические свойства, за счет оперативного контроля и регулирования параметров процесса обработки, обеспечивающего управление интенсивностью анодного растворения компонентов.
Поставленная задача решается способом электрохимической обработки на малых межэлектродных зазорах заготовки из токопроводящего материала, содержащего компоненты с разными электрохимическими свойствами, включающим обработку заготовки группами высокочастотных микросекундных анодных или биполярных импульсов тока, подаваемыми синхронно с моментами максимального сближения колеблющегося электрода-инструмента и заготовки, и регулировку показателя кислотности электролита в межэлектродном промежутке до установленного значения, в котором регулировку кислотности электролита в межэлектродном промежутке осуществляют подачей дополнительного единичного катодного импульса тока в паузах между подаваемыми группами импульсов тока, изменяя длительность дополнительного единичного катодного импульса тока до и после момента появления на вершине упомянутого импульса тока переходного излома, вызванного изменением электрического сопротивления межэлектродного промежутка и контролируемого в процессе обработки по осциллограмме напряжения.
Кроме того, согласно изобретению длительность дополнительного единичного катодного импульса тока после момента появления указанного излома уменьшают при увеличении показателя кислотности электролита и увеличивают при уменьшении показателя кислотности электролита.
Кроме того, согласно изобретению длительность дополнительного единичного катодного импульса тока после момента появления указанного излома увеличивают при увеличении количества импульсов тока в группе и уменьшают при уменьшении количества импульсов тока в группе.
Кроме того, согласно изобретению длительность дополнительного единичного катодного импульса тока после момента появления указанного излома увеличивают при увеличении длительности анодных импульсов тока в группе и уменьшают при уменьшении длительности анодных импульсов тока в группе.
Кроме того, согласно изобретению длительность дополнительного единичного катодного импульса тока после момента появления указанного излома увеличивают при увеличении амплитуды анодных импульсов тока в группе и уменьшают при уменьшении амплитуды анодных импульсов тока в группе.
Кроме того, согласно изобретению при обработке заготовки из содержащего кобальт твердого сплава, например из твердого сплава WC-Co или WC-TiC-Co, длительность дополнительного единичного катодного импульса тока после момента появления указанного излома уменьшают при увеличении содержания кобальта в материале обрабатываемой заготовки и увеличивают при уменьшении содержания кобальта в материале обрабатываемой заготовки.
Кроме того, согласно изобретению длительность дополнительного единичного катодного импульса тока до и после момента появления указанного излома регулируют посредством изменения амплитуды катодных импульсов тока в группе биполярных импульсов тока.
Предлагаемый способ электрохимической обработки позволяет при обработке деталей из токопроводящих материалов, содержащих компоненты с существенно разными электрохимическими свойствами, достигать низкую шероховатость поверхности и заданный химический состав поверхностного слоя с разным соотношением компонентов.
Указанный технический результат достигается благодаря возможности управления процессом обработки, исходя из обеспечения определенной формы дополнительного единичного катодного импульса тока, а именно - чтобы на осциллограмме напряжения, создаваемого катодным импульсом тока, на вершине импульса наблюдался переходный излом, вызванный окончанием переходного процесса изменения электрического сопротивления межэлектродного промежутка и началом установившегося процесса. Длительности участков дополнительного импульса до и после точки указанного переходного излома изменяют в зависимости от режима обработки и состава обрабатываемого материала.
Назначение дополнительного единичного катодного импульса тока в паузе между группами импульсов состоит в том, чтобы очистить поверхность детали от пленок и осадков пузырьками водорода, а также для того, чтобы создать в межэлектродном промежутке (МЭП) перед группой коротких импульсов сильнощелочную среду с большим значением pH.
Для ведения обработки по рассмотренному способу, управление процессом осуществляют таким образом, чтобы скорость растворения компонентов материала заготовки была одинаковой. При этом переходный излом на вершине дополнительного единичного катодного импульса характеризует два процесса, протекающих во время подачи данного импульса. Первый процесс (от начала импульса до точки излома) является переходным и связан с зарядом двойного электрического слоя, а второй (от точки излома до окончания импульса) - установившийся процесс, при котором энергия дополнительного импульса начинает тратиться на выделение водорода и изменение pH приэлектродного слоя электролита.
При подаче анодных импульсов протекают процессы окисления на поверхности заготовки. При этом pH приэлектродного слоя смещается в «кислую» сторону (снижается). При подаче дополнительных катодных импульсов протекают процессы восстановления на поверхности заготовки. При этом pH приэлектродного слоя смещается в «щелочную» сторону (повышается). Соответственно значение pH электролита в приэлектродной области зависит от амплитудно-временных параметров импульсов. Следовательно, регулирование значения pH можно осуществлять за счет изменения амплитудно-временных параметров как рабочих (анодных), так и дополнительных (катодных) импульсов.
В дальнейшем предлагаемое изобретение поясняется конкретным примером его выполнения и прилагаемыми рисунками, подтверждающими возможность его осуществления, на которых:
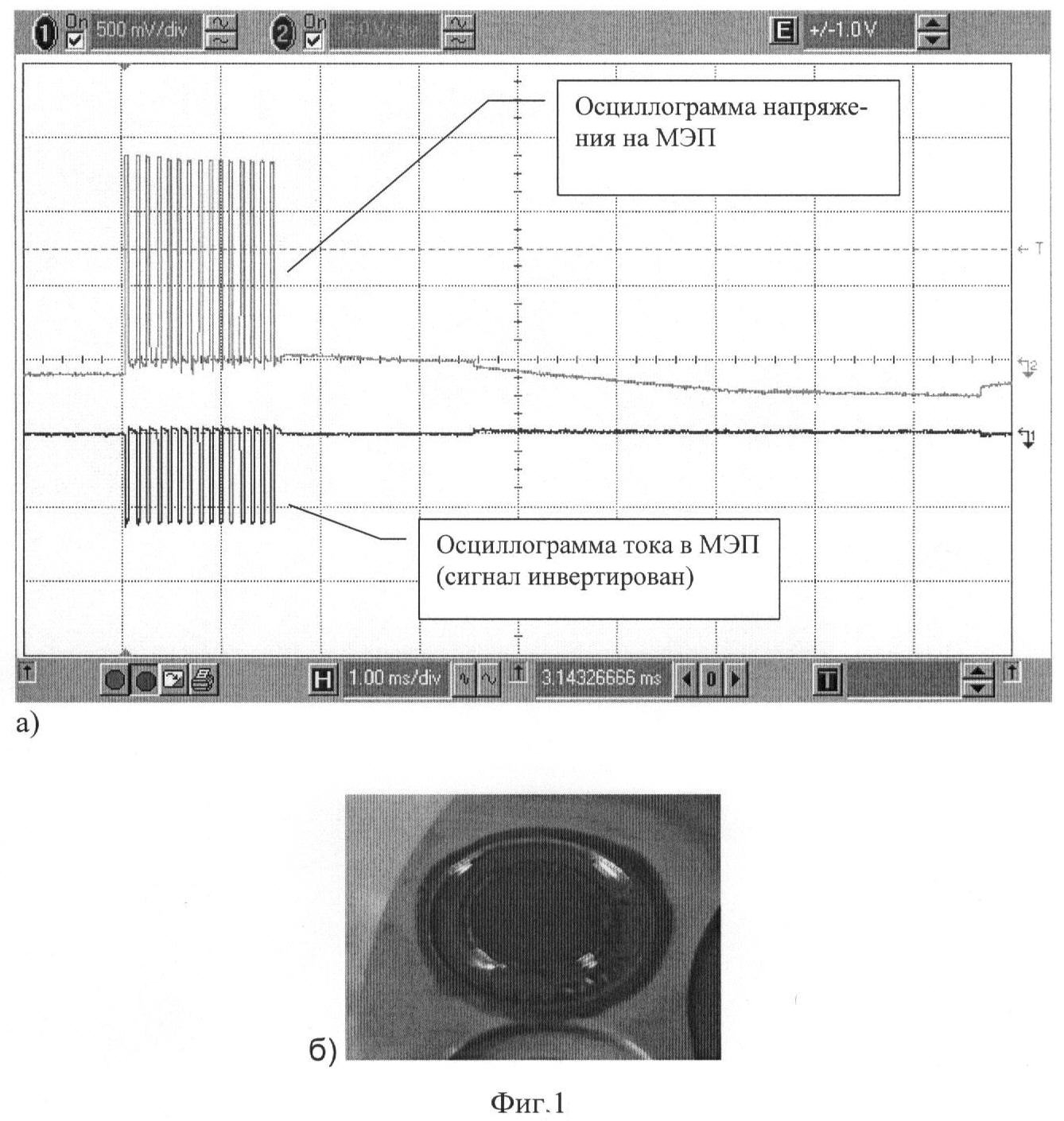
Фиг.1: а) осциллограммы напряжения и тока в условиях электрохимической обработки сплава ВК8 группами импульсов биполярного тока при величине тока дополнительного импульса 2 А, б) фотография детали, обработанной в данном режиме.
Фиг.2: а) осциллограммы напряжения и тока в условиях электрохимической обработки сплава ВК8 группами импульсов биполярного тока при величине тока дополнительного импульса 4 А, б) фотография детали, обработанной в данном режиме.
Фиг.3: а) осциллограммы напряжения и тока в условиях электрохимической обработки сплава ВК8 группами импульсов биполярного тока при величине тока дополнительного импульса 8 А, б) фотография детали, обработанной в данном режиме.
Пример конкретной реализации.
Предлагаемый способ электрохимической обработки реализован на модернизированном копировально-прошивочном станке модели СЭП-905. Электрод-инструмент выполнен из материала 12Х18Н10Т, электролит на основе водного раствора NaNO3 с добавлением NaOH, а обрабатываемая заготовка из WC-Co сплава ВК8, содержащего 8% кобальта.
После установки начального зазора (20 мкм) подают группы рабочих анодных или биполярных импульсов синхронно с вибрацией электрода-инструмента, количество импульсов в группе 15. При этом устанавливают длительность импульса 50 мкс и амплитуду 14 В. В паузах между группами рабочих импульсов подают дополнительные единичные катодные импульсы длительностью 5,2 мс для обеспечения требуемого показателя кислотности электролита. При этом осуществляют управление процессом обработки: плавно увеличивают амплитуду дополнительного катодного импульса до момента появления переходного излома на его вершине, контролируемого в процессе обработки по осциллограмме напряжения. Из фиг.1 видно, что сила тока дополнительного катодного импульса 2 А недостаточна, переходный излом на осциллограмме напряжения, создаваемого дополнительным катодным импульсом тока, выражен слабо, при этом энергия импульса преимущественно тратится на переходный процесс и pH электролита не может достигнуть оптимальной величины, необходимой для равномерного растворения компонентов сплава, а поверхность детали покрыта окисной пленкой.
Далее увеличивают амплитуду дополнительного катодного импульса тока до момента, когда на осциллограмме создаваемого напряжения соотношение длительностей участков до и после точки излома будет соответствовать заранее экспериментально установленному значению. Для обрабатываемого сплава ВК8 соотношение длительностей участков должно находиться в диапазоне 0,9-1 (фиг.2), при котором происходит равномерное растворение компонентов сплава и достигается требуемое качество поверхности Ra=0,16 мкм. При силе тока 4 А излом на вершине дополнительного катодного импульса на осциллограмме напряжения выражен хорошо и поверхность детали чистая.
При дальнейшем увеличении силы тока до 8 А (фиг.3) переходный излом выражен хорошо, но смещен к началу дополнительного импульса, т.е. не выдержано требуемое соотношение длительностей участков до и после точки излома. Участки поверхности детали покрыты окисной пленкой.
Таким образом, предложенное изобретение позволяет при обработке деталей из токопроводящих материалов, содержащих компоненты с существенно разными электрохимическими свойствами, создавать на их поверхности низкую шероховатость и достигать заданный состав компонентов поверхностного слоя за счет управления процессом обработки с достижением требуемого pH.
Реферат
Изобретение относится к области импульсной электрохимической обработки высоколегированных сталей, сплавов и композитных токопроводящих материалов, содержащих компоненты с существенно разными электрохимическими свойствами. Способ включает обработку заготовки из токопроводящего материала на малых межэлектродных зазорах группами высокочастотных микросекундных анодных или биполярных импульсов тока, подаваемыми синхронно с моментами максимального сближения колеблющегося электрода-инструмента и заготовки, и регулировку показателя кислотности электролита в межэлектродном промежутке до установленного значения, осуществляемую подачей дополнительного единичного катодного импульса тока в паузах между подаваемыми группами импульсов тока, изменяя длительность дополнительного единичного катодного импульса тока до и после момента появления на вершине упомянутого импульса тока переходного излома, вызванного изменением электрического сопротивления межэлектродного промежутка и контролируемого в процессе обработки по осциллограмме напряжения. Изобретение позволяет при обработке деталей из токопроводящих материалов, содержащих компоненты с существенно разными электрохимическими свойствами, создавать на их поверхности низкую шероховатость и достигать заданный состав компонентов поверхностного слоя за счет управления процессом обработки с достижением требуемого pH электролита. 7 з.п. ф-лы, 3 ил., 1 пр.
Формула
Документы, цитированные в отчёте о поиске
Способ электрохимической обработки титана и титановых сплавов
Патенты аналоги
Способ электрохимической обработки титана и титановых сплавов
Комментарии