Метчик - SU506476A1
Код документа: SU506476A1
Чертежи
Описание
конструктивными параметрами, то есть различным числом зубьев и наклоном их к оси инструмента, углом профиля резьбы и величиной затылования. Изменение указанных параметров производится -путем перенастройки соответствующих гитар резьбошлифовального станка в момент, когда шлифовальный круг находится в канавке а с одновременной компенсацией погрешности по шагу переходного витка заборного конуса. Кратное число зубьев 4 и 6 обеспечивает затылование вершин зубьев заборного конуса и калибруюш,ей части при чистовых проходах при одной настройке станка. При эксплуатации такой метчик обеспечивает высокую точность и чистоту обработки , например пластически деформируемой резьбы, с максимальной прочностью и стойкостью инструмента.
Такое выполнение метчика позволяет получить следующие технико-экономические преймущества по повышению технологичности конструкции:
при изготовлении зстраняется погрешность но шагу резьбы зубьев переходного витка, обеспечивается выполнение заборного конуса и калибрующей части с разными, но оптимальными параметрами нри минимальной трудоемкости;
при эксплуатации обеспечивается высокая точность и чистота обработки, прочность и стойкость инструмента.
Формула изобретения
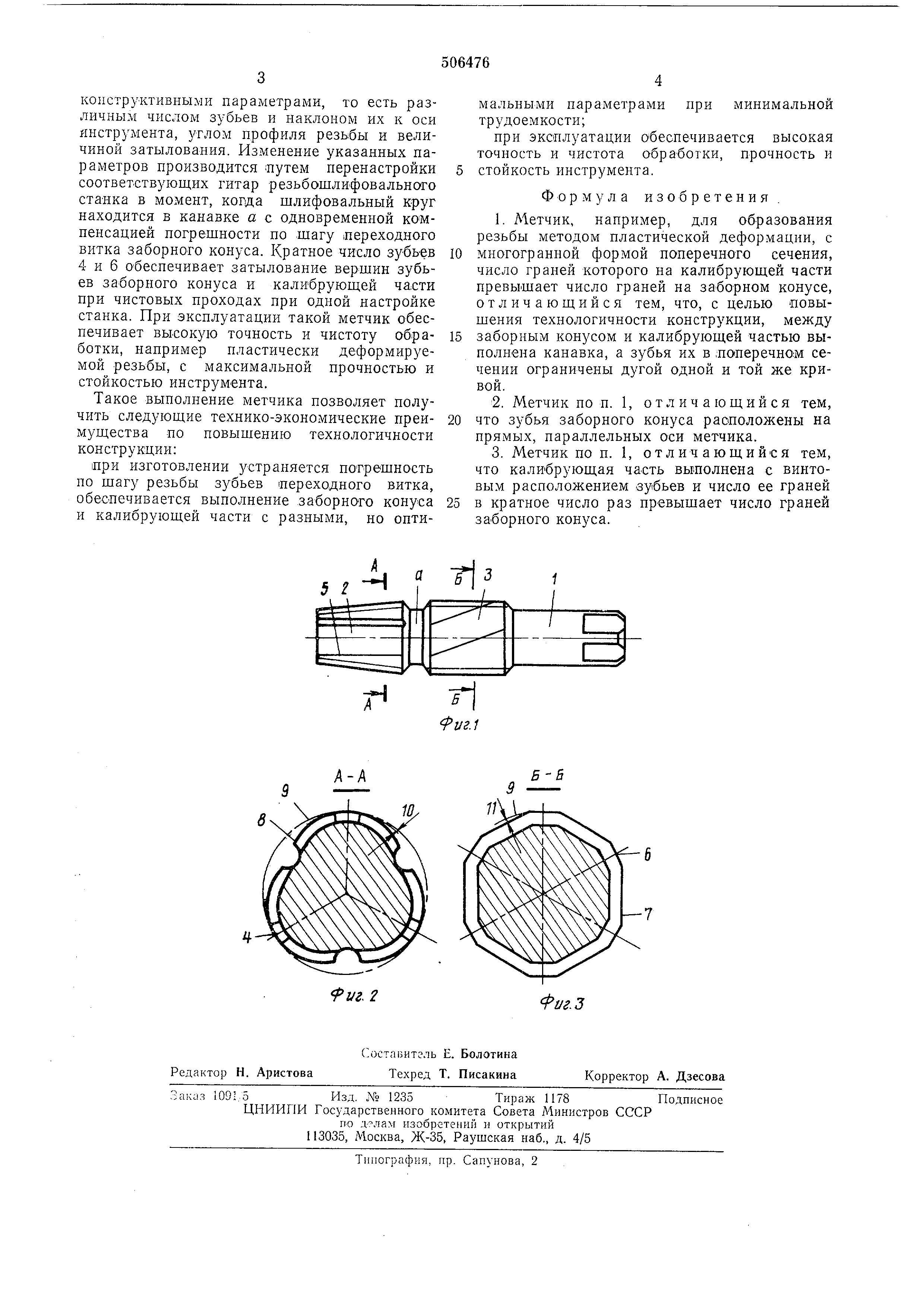
1.Метчик, например, для образования резьбы методом пластической деформации, с многогранной формой поперечного сечения, число граней которого на калибрующей части превыщает число граней на заборном конусе, отличающийся тем, что, с целью повышения технологичности конструкции, между заборным конусом и калибрующей частью выполнена канавка, а зубья их в .поперечном сечении ограничены дугой одной и той же кривой .
2.Метчик по п. 1, отличающийся тем, что зубья заборного конуса расположены на прямых, параллельных оси метчика.
3.Метчик по п. 1, отличающийся тем, что калибрующая часть выполнена с винтовым расположением зубьев и число ее граней в кратное число раз превыщает число граней заборного конуса.
Реферат
Формула
Комментарии