Инструмент для планетарного накатывания резьбы с осевым колебанием формообразующей поверхности - RU2612857C1
Код документа: RU2612857C1
Чертежи
Описание
Область техники
Изобретение относится к области обработки резьбовых поверхностей и может быть использовано как исполнительный инструмент на металлообрабатывающих станках для обработки чередующихся винтовых канавок и выступов постоянного сечения (на примере наружной и внутренней резьбы). Надежность резьбовых соединений зависит от точности исполнительных размеров резьбы, формы профиля резьбы и шероховатости ее поверхности. Наиболее полно задачу повышения надежности резьбовых соединений решает пластическая деформирующая обработка резьбы, которая характеризуется степенью, градиентом и глубиной наклепа упрочненного поверхностного слоя.
Уровень техники
Известен инструмент для накатывания резьбы в предварительно подготовленных отверстиях. Этот инструмент содержит хвостовую часть для своего крепления и резьбообразующую часть, содержащую одну или несколько формообразующих поверхностей в виде кольцевых выступов, осевое сечение которых подобно профилю обрабатываемой резьбы. Указанные формообразующие поверхности перпендикулярны оси инструмента, который формирует резьбу, вращаясь вокруг собственной оси, оси формируемой резьбы и перемещаясь вдоль оси резьбы [Патентная заявка США US 2004/0179914 Thread forming tool with annular ridge. МПК B23G 7/02; B23C 3/32; B23G 5/18. Опубл. 16.09.2004].
Недостатком данного инструмента можно считать то, что формообразующие поверхности инструмента установлены перпендикулярно его оси, что не позволяет использовать дополнительные колебания формообразующих поверхностей для получения большей степени наклепа поверхности резьбы.
Раскрытие изобретения
Задачей изобретения является разработка инструмента для обеспечения окончательного формообразования резьбы в изделиях из различных материалов посредством пластической деформации поверхности витков предварительно изготовленной наружной или внутренней резьбы или изготовления резьбы в предварительно подготовленном отверстии или на стержне, что обеспечивает повышение прочности и износостойкости резьбы, уменьшение шероховатости поверхности резьбы.
Технический результат предлагаемого изобретения заключается в повышении прочности и износостойкости обрабатываемой резьбы (или упрочнения поверхности предварительно изготовленной наружной или внутренней резьбы) и возможности управления степенью упрочнения, глубиной упрочненного слоя и шероховатостью поверхности получаемой резьбы с упрочненным поверхностным слоем.
Технический результат достигается тем, что в инструменте для планетарного накатывания резьбы методом пластического деформирования с осевым колебанием формообразующей поверхности, содержащем хвостовую часть для крепления инструмента на станке и резьбообразующую часть, состоящую по меньшей мере из одного основного кольцевого выступа с деформирующей формообразующей поверхностью, упомянутая формообразующая поверхность представляет собой поверхность, полученную перемещением формообразующего профиля, подобного профилю обрабатываемой резьбы, по направляющей в виде плоской замкнутой кривой, образованной пересечением исходной цилиндрической поверхности и расположенной наклонно к ней плоскостью «γ», при этом исходная цилиндрическая поверхность представляет собой поверхность, полученную перемещением прямолинейной образующей по направляющей в виде плоской замкнутой кривой, лежащей в плоскости, перпендикулярной указанной прямолинейной образующей, и вписанной в окружность с диаметром d, равным заданному максимальному размеру основного кольцевого выступа в радиальном направлении, а упомянутая плоскость «γ» представляет собой плоскость, полученную поворотом плоскости «α» поперечного сечения исходной цилиндрической поверхности вокруг горизонтальной оси упомянутого поперечного сечения на угол
В конкретных случаях реализации направляющей исходной цилиндрической поверхности может быть окружность или, в альтернативе, n-гранная кривая, где n=3, 4, 5 и более. Резьбообразующая часть может быть снабжена по меньшей мере одним дополнительным кольцевым выступом с деформирующей формообразующей поверхностью, аналогичной поверхности основного кольцевого выступа, и с размером меньшим, чем у основного кольцевого выступа, при этом дополнительные кольцевые выступы расположены с монотонным уменьшением их размера от основного выступа в сторону к торцу резьбообразующей части или в сторону хвостовой части.
Перечень фигур
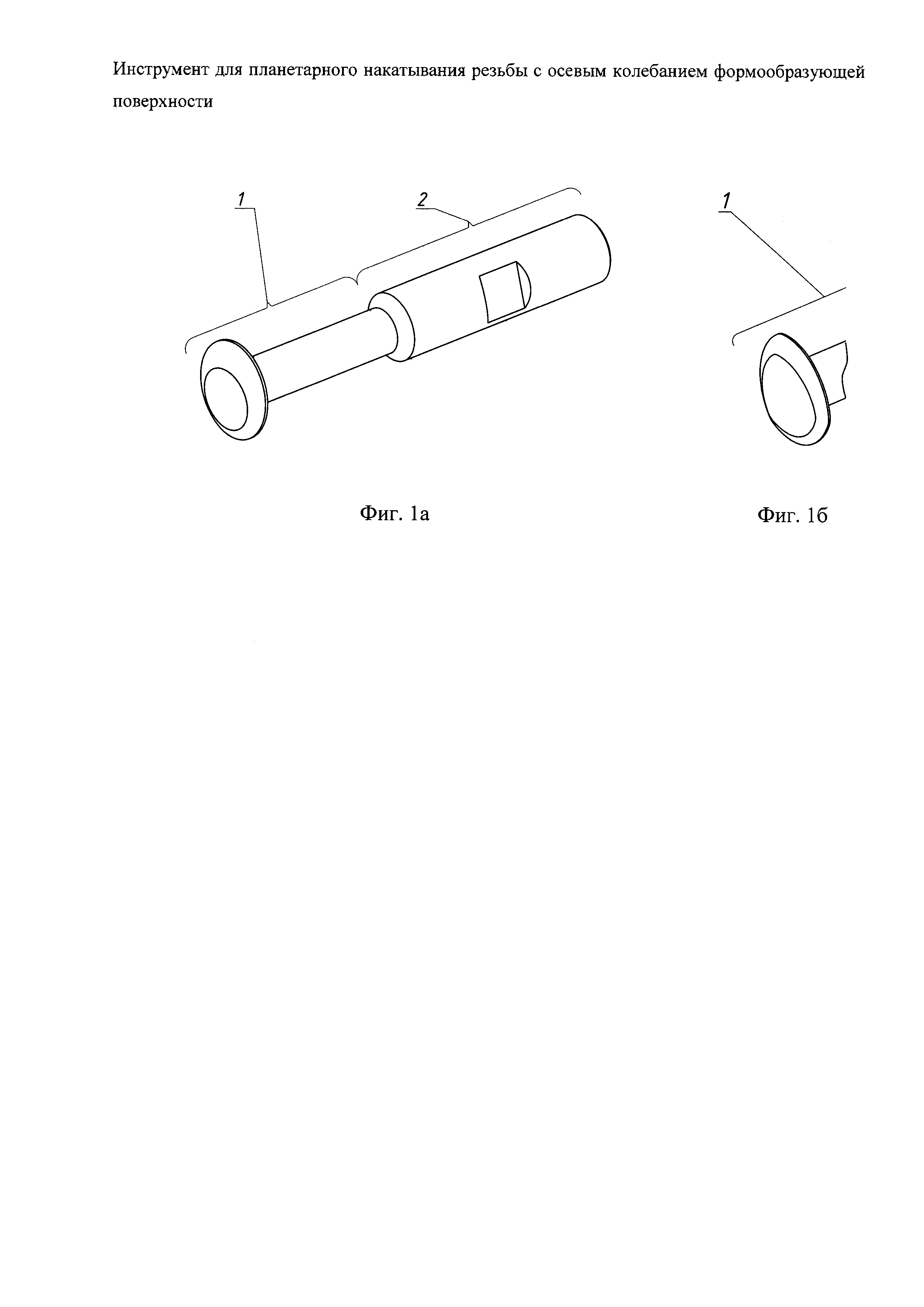
На фиг. 1а показан общий вид инструмента для планетарного накатывания резьбы с осевым колебанием формообразующих поверхностей с одним основным кольцевым выступом, который получен с использованием исходной цилиндрической поверхности с направляющей в виде окружности.
На фиг. 1б показан общий вид инструмента для планетарного накатывания резьбы с осевым колебанием формообразующих поверхностей с одним основным кольцевым выступом, который получен с использованием исходной цилиндрической поверхности с направляющей в виде n-гранной кривой.
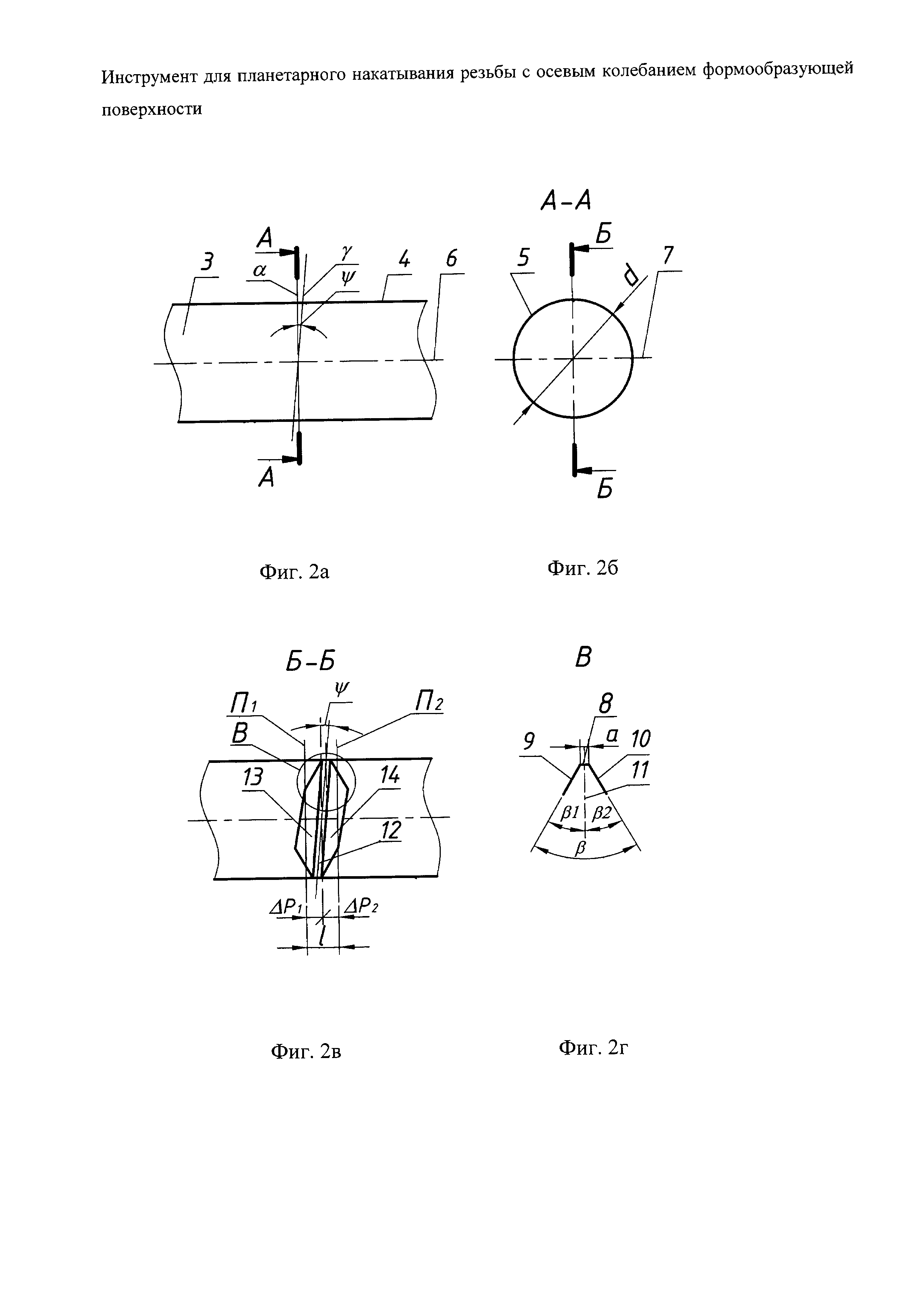
На фиг. 2а показана исходная цилиндрическая поверхность с направляющей в виде окружности;
на фиг. 2б показано сечение А-А исходной цилиндрической поверхности на фиг 2а;
на фиг. 2в показано сечение Б-Б исходной цилиндрической поверхности на фиг. 2б;
на фиг. 2г показана выноска В формообразующего профиля на фиг. 2в.
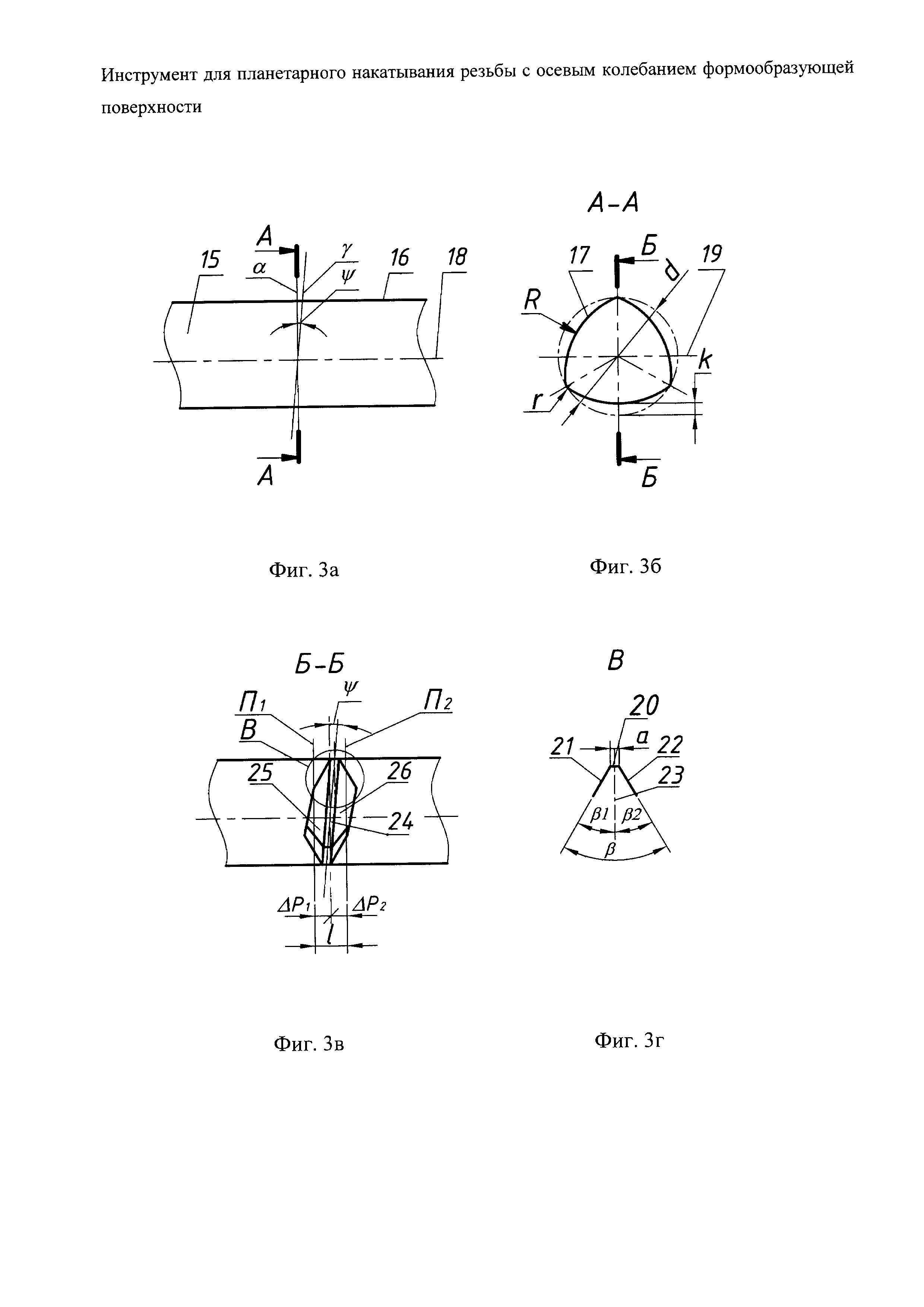
На фиг. 3а показана исходная цилиндрическая поверхность с направляющей в виде n-гранной кривой;
на фиг. 3б показано сечение А-А исходной цилиндрической поверхности на фиг. 3а;
на фиг. 3в показано сечение Б-Б исходной цилиндрической поверхности на фиг. 3б;
на фиг. 3г показана выноска B формообразующего профиля на фиг. 3в.
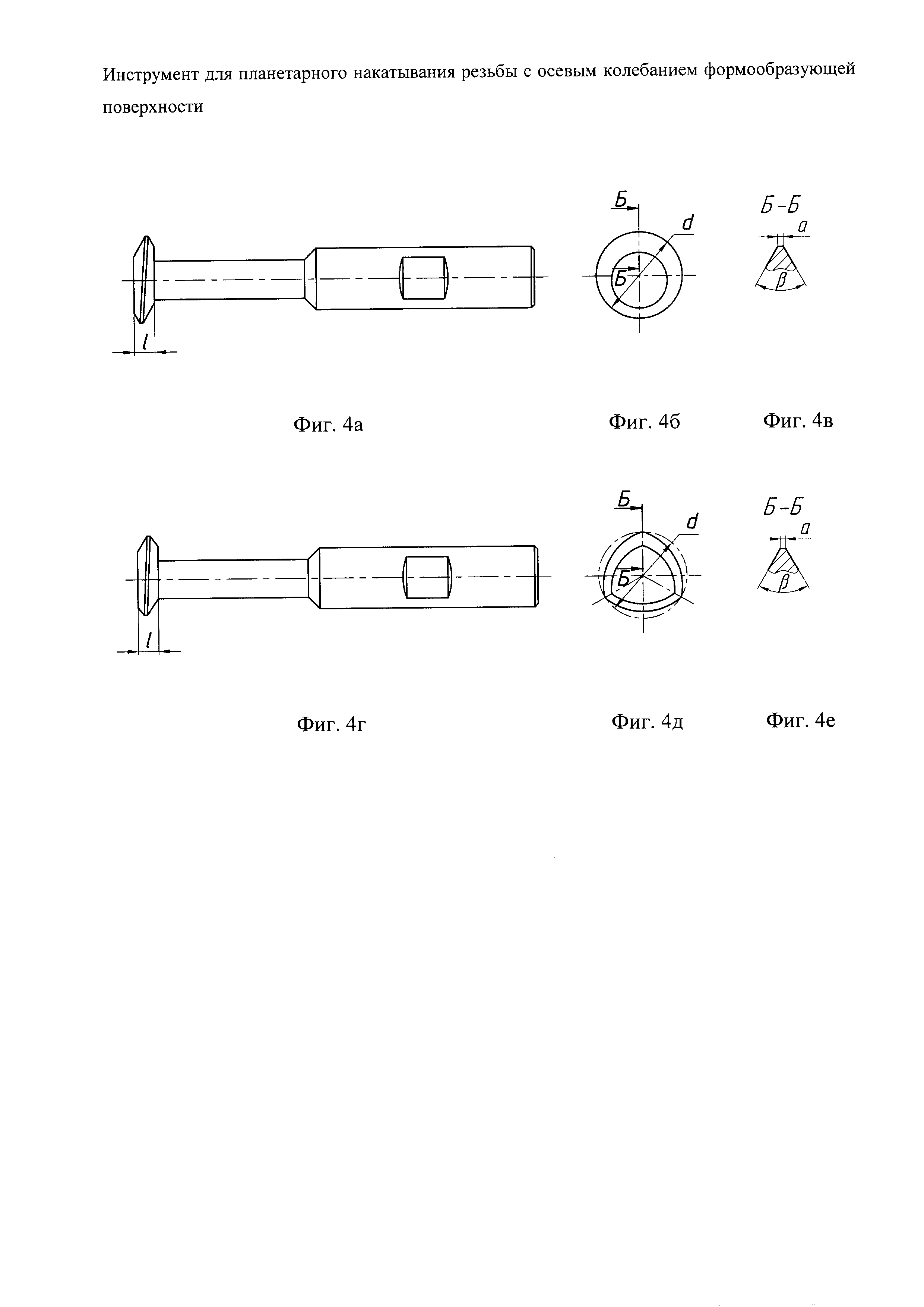
На фиг. 4а показана конструкция инструмента с одним основным кольцевым выступом, образованным из исходной цилиндрической поверхности с направляющей в виде окружности;
на фиг. 4б показан вид слева на конструкцию инструмента фиг. 4а;
на фиг. 4в показан формообразующий профиль в осевом сечении Б-Б на фиг. 4б;
на фиг. 4г показана конструкция инструмента с одним основным кольцевым выступом, образованным из исходной цилиндрической поверхности с направляющей в виде n-гранной кривой;
на фиг. 4д показан вид слева на конструкцию инструмента фиг. 4г;
на фиг. 4е показан формообразующий профиль в осевом сечении Б-Б на фиг. 4д.
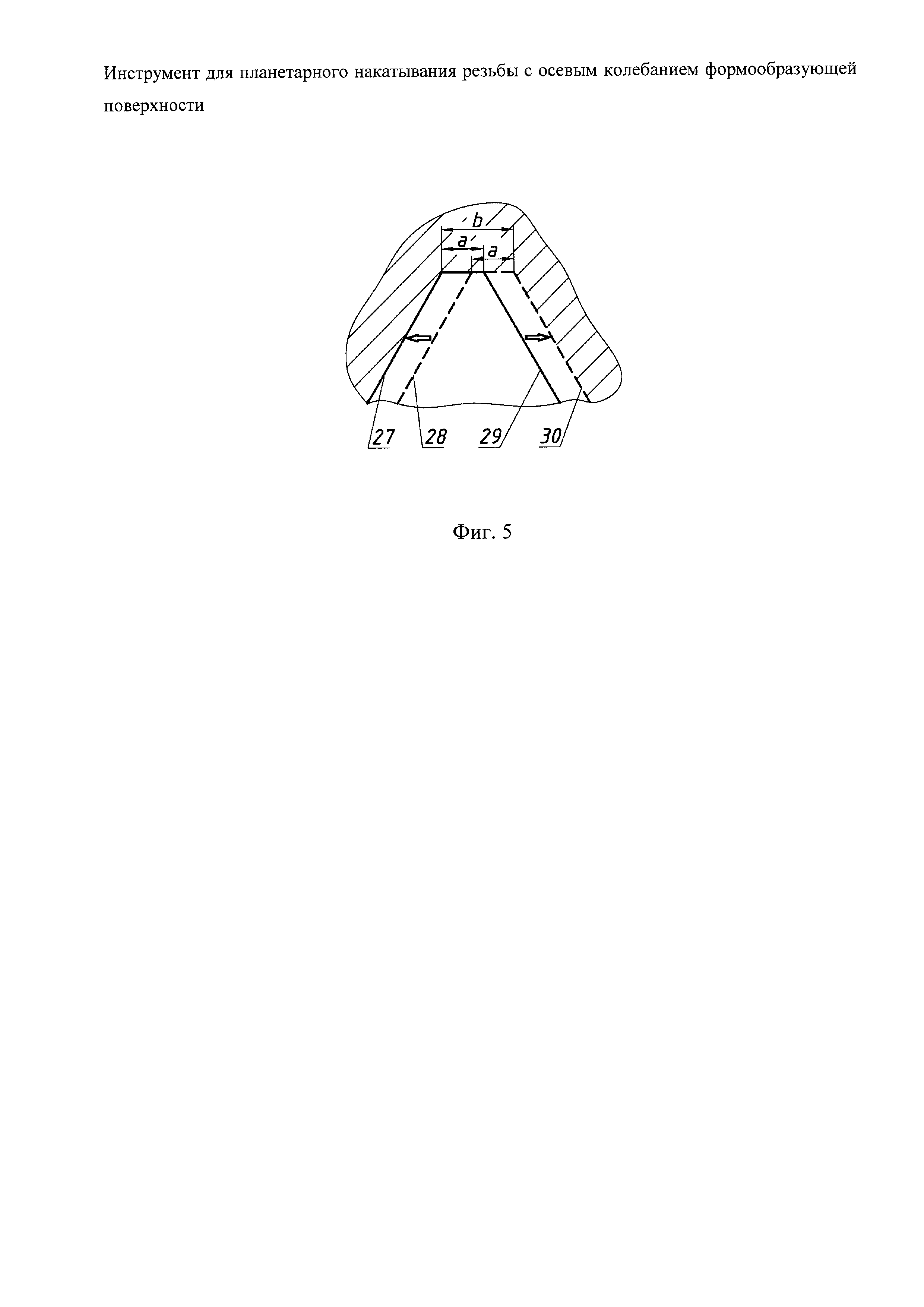
На фиг. 5 показано осевое колебание формообразующей поверхности в пределах ширины впадины резьбы за один оборот инструмента.
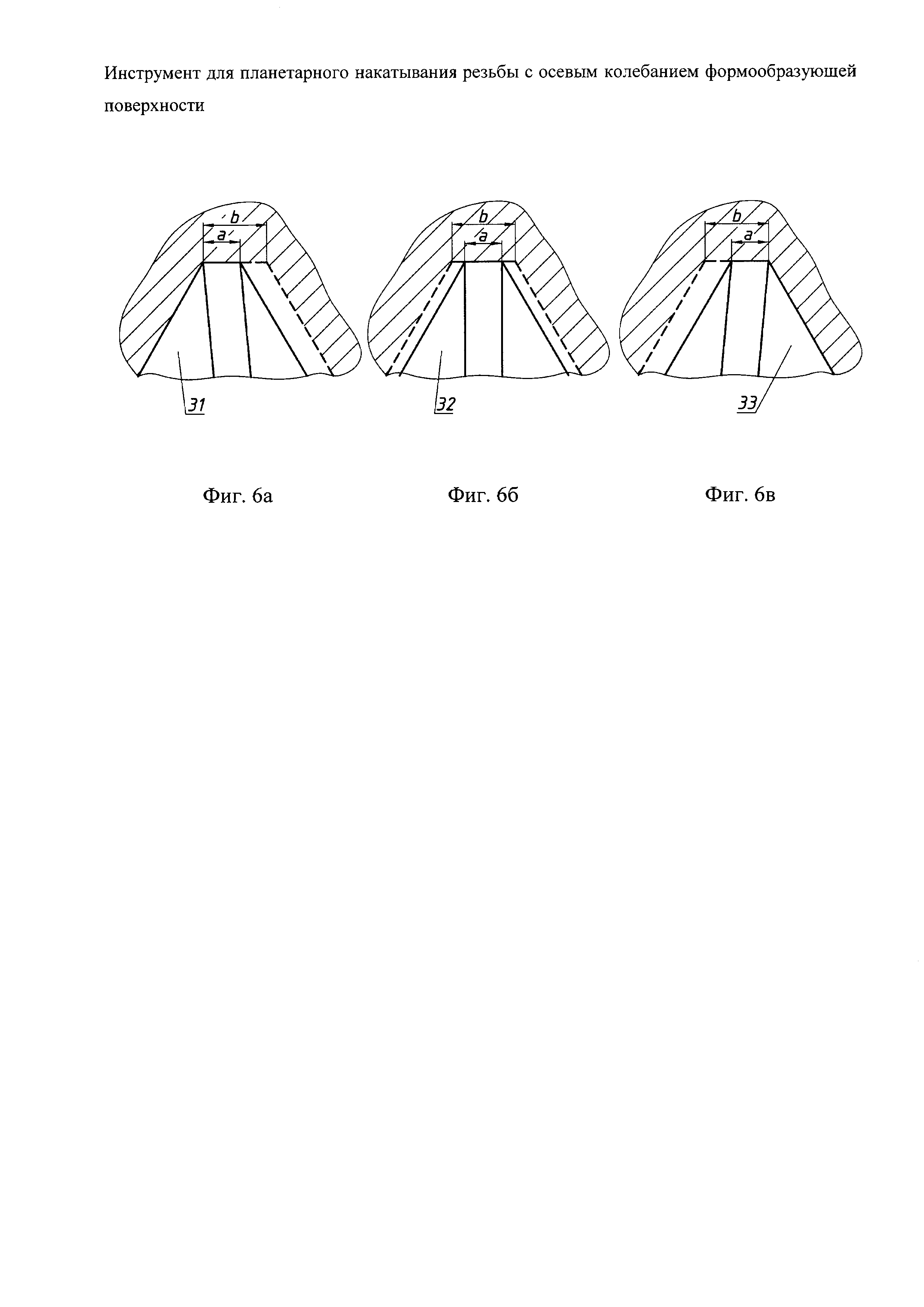
На фиг. 6а показано крайнее левое положение формообразующего профиля кольцевого выступа относительно формируемого профиля резьбы при повороте инструмента от половины до одного оборота;
на фиг. 6б показано промежуточное положение формообразующего профиля кольцевого выступа относительно формируемого профиля резьбы при повороте инструмента от половины до одного оборота;
на фиг. 6в показано крайнее правое положение формообразующего профиля кольцевого выступа относительно формируемого профиля резьбы при повороте инструмента от половины до одного оборота.
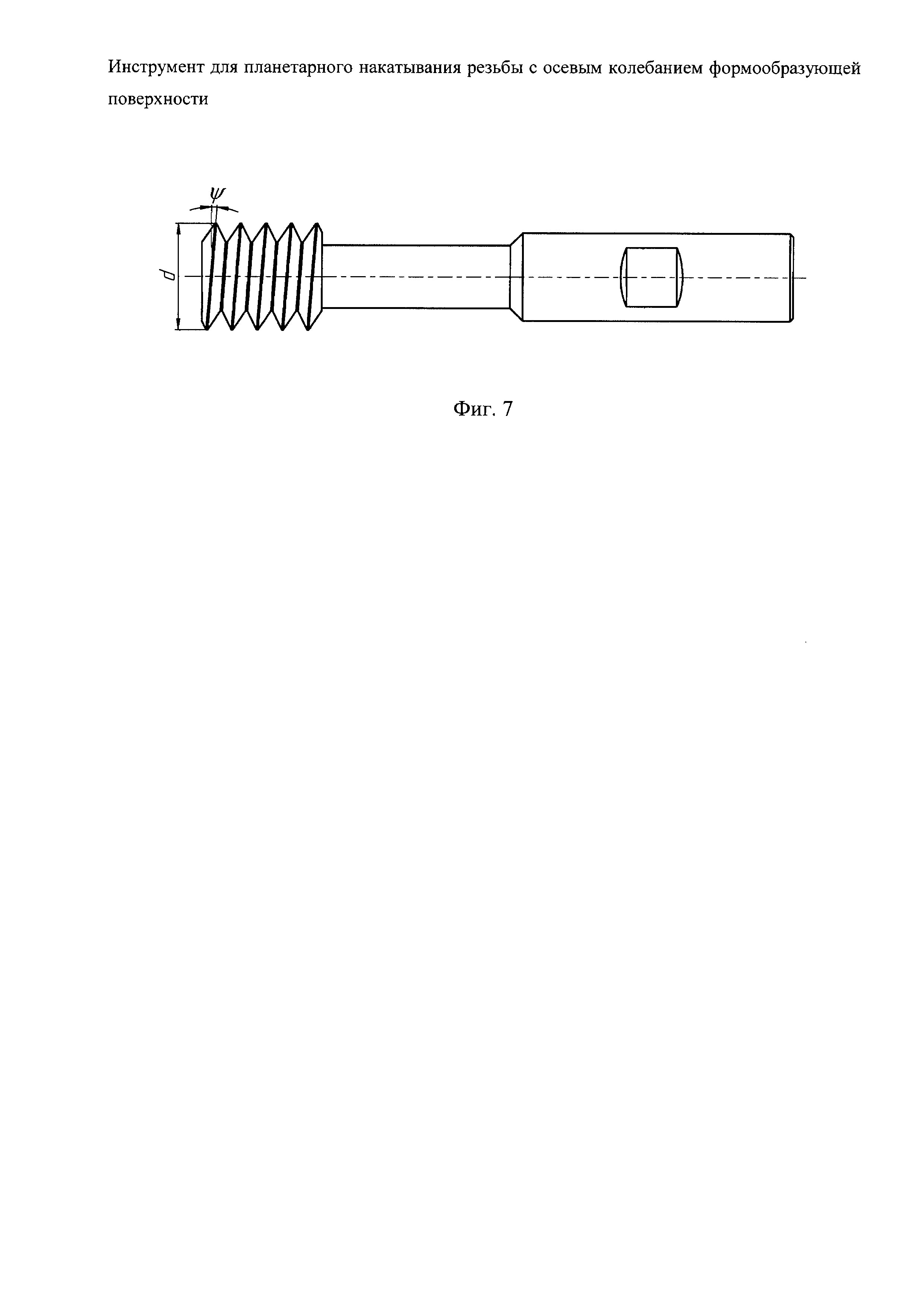
На фиг. 7 показана конструкция инструмента с резьбообразующей частью в виде нескольких основных кольцевых выступов.
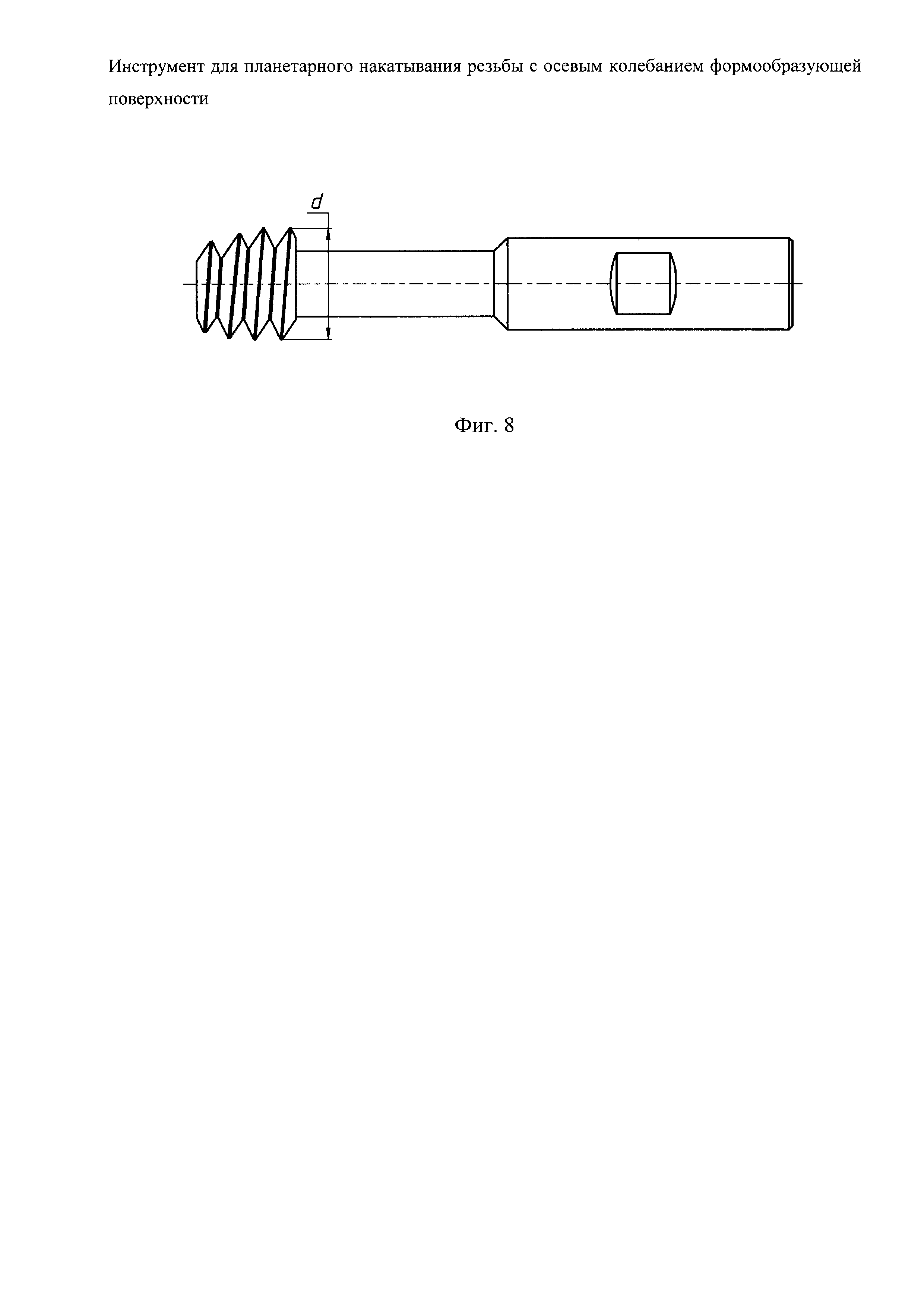
На фиг. 8 показана конструкция инструмента с резьбообразующей частью в виде основных и дополнительных кольцевых выступов.
Осуществление изобретения
Инструмент для планетарного формообразования резьбы имеет хвостовую часть (поз. 2, фиг. 1) и резьбообразующую часть (поз. 1, фиг. 1), которая содержит на торцевой части, по меньшей мере, один основной кольцевой выступ с деформирующей частью (далее - кольцевой выступ), содержащей формообразующую поверхность, образующую и упрочняющую поверхность резьбы. Резьбообразующая часть выполняется цельной, а инструмент может быть представлен как в виде цельной конструкции, так и в виде конструкции с неразъемным соединением кольцевых выступов, резьбообразующей и хвостовой частей.
Для образования формообразующей поверхности используется исходная цилиндрическая поверхность (поз. 3, фиг. 2а), которая получена перемещением прямолинейной образующей (поз. 4, фиг. 2а) по направляющей в виде замкнутой кривой, например в виде окружности диаметра d (поз. 5, фиг. 2б), лежащей в плоскости «α», перпендикулярной указанной прямолинейной образующей (плоскость «α» совпадает с плоскостью поперечного сечения А-А исходной цилиндрической поверхности, перпендикулярной ее продольной оси (поз. 6, фиг. 2а)) [определение цилиндрической поверхности см., например, М.Я. Выгодский, Справочник по элементарной математике, С. 368]. Плоскость «γ» повернута относительно плоскости «α» вокруг горизонтальной оси направляющей окружности (поз. 7, фиг. 2б) на расчетный угол
Образование формообразующей поверхности происходит таким образом, что формообразующий профиль при его перемещении по направляющей в плоскости «γ» располагается в плоскости осевых сечений исходной цилиндрической поверхности так, чтобы образующая исходной цилиндрической поверхности была касательной к вершине формообразующего профиля, а ось формообразующего профиля была перпендикулярна продольной оси исходной цилиндрической поверхности.
Направляющая замкнутая кривая исходной цилиндрической поверхности, лежащая в плоскости «α», может быть также n-гранной кривой, где n=3, 4, 5 и более, имеющей форму, выполненную в виде правильного многоугольника, стороны которого являются дугами окружности большего радиуса R, сопряженные дугами окружности меньшего радиуса r, а одна из осей, проходящая через центр дуги окружности радиуса r, ориентирована вертикально. Для образования n-гранной формообразующей поверхности используется исходная цилиндрическая поверхность (поз. 15, фиг. 3а), которая получена прямолинейной образующей (поз. 16, фиг. 3а) и направляющей (поз. 17, фиг. 3б), которая описывается тремя параметрами: d - диаметр окружности, описанной вокруг многогранного профиля, R - больший радиус дуги окружности, k - величина затылования, являющаяся максимальным расстоянием между описанной вокруг многогранного профиля окружностью диаметра d и дугой радиуса R, измеренным по нормали к описанной окружности диаметра d [см., например, В.М. Меньшаков, Г.П. Урлапов, В.С. Середа. Бесстружечные метчики, 1976, С. 8]. Направляющая лежит в плоскости «α», перпендикулярной указанной прямолинейной образующей (плоскость «α» совпадает с сечением А-А перпендикулярным оси исходной цилиндрической поверхности (поз. 18, фиг. 3а). Продольной осью исходной цилиндрической поверхности служит линия, проходящая через центр окружности, описанной вокруг ее направляющей, расположенной в плоскости «α», параллельно образующим исходной цилиндрической поверхности. Секущая плоскость «γ» повернута относительно плоскости «α» вокруг горизонтальной оси (поз. 19, фиг. 3б), совпадающей с горизонтальной осью окружности, описанной вокруг направляющей в плоскости «α», на расчетный угол
Основной кольцевой выступ резьбообразующей части инструмента ограничен по периферии формообразующей поверхностью (поз. 12, 13, 14, фиг. 2в - для формообразующей поверхности с направляющей исходной цилиндрической поверхности в виде окружности, поз. 24, 25, 26, фиг. 3в - для формообразующей поверхности с n-гранной направляющей исходной цилиндрической поверхности) и с торцов - двумя плоскостями (П1 и П2 на фиг. 2в и фиг. 3в), перпендикулярными продольной оси исходной цилиндрической поверхности, совпадающей с осью хвостовой части инструмента. Расстояние между указанными плоскостями l=ΔP1+ΔP2 (фиг. 2в и фиг. 3в) не должно быть меньше шага обрабатываемой резьбы (l≥P), а их расположение относительно формообразующей поверхности должно быть таким, чтобы хотя бы в одном осевом сечении следы боковых поверхностей формообразующей поверхности были не меньше сторон профиля обрабатываемой резьбы. В этом сечении расстояние между осью формообразующего профиля и плоскостями П1 и П2 составляет ΔP1 и ΔP2 соответственно. В общем случае ΔP1≠ΔP2, в частном случае при симметричном формообразующем профиле ΔP1=ΔP2. Ось сформированного основного кольцевого выступа совпадает с осью хвостовой части инструмента.
На фиг. 4 (а, б, в, г, д, е) представлены конструкции инструментов с резьбообразующей частью, состоящей из одного основного кольцевого выступа с деформирующей частью, построенных на основе формообразующих поверхностей с круглой (фиг. 2 (а, б, в, г)) и n-гранной (фиг. 3 (а, б, в, г)) направляющими (фиг. 4 (а, б, в) и фиг. 4 (г, д, е) соответственно). В обоих случаях продольная ось формообразующей поверхности совпадает с осью хвостовой части, а радиальный размер резьбообразующей части инструмента (размер инструмента) равен заданному максимальному размеру d основного кольцевого выступа в радиальном направлении.
Применение n-гранной формы позволяет снизить момент резьбовыдавливания за счет размещения материала перед зоной контакта, что связано с особенностями течения материала не только в направлении заполнения профиля резьбы, но и в направлении вращения инструмента. Обычно применяют 3-, 4- и 6-гранные формы поперечного сечения инструмента, которые целесообразно выполнять в виде правильных фигур (треугольник, квадрат, шестиугольник) со сторонами в виде дуг большого радиуса. Наиболее целесообразно применение n-гранной формы поперечного сечения с полным профилем резьбы, выполненным вдоль всего периметра формообразующей поверхности инструмента [см., например, В.М. Меньшаков, Г.П. Урлапов, В.С. Середа. Бесстружечные метчики, 1976, С. 7, 8, 30].
Представленная конструкция формообразующей поверхности обеспечивает колебания формообразующего профиля с шириной вершины а и углом профиля β (фиг. 2г и фиг. 3г) вдоль оси инструмента при вращении его хвостовой части по отношению к профилю получаемой или предварительно подготовленной резьбы в пределах ширины впадины резьбы b за один оборот инструмента (фиг. 5). При этом крайнее правое положение формообразующего профиля (поз. 28, фиг. 5, изображен пунктирной линией) формирует правую часть профиля резьбы (поз. 30, фиг. 5), а крайнее левое положение осевого сечения кольцевого выступа (поз. 29, фиг. 5) формирует левую часть профиля резьбы (поз. 27, фиг. 5). Поскольку угол ψ определяется указанными выше параметрами a, b и d, то выбор значения угла ψ, отличающегося от расчетного, приведет к тому, что профиль формируемой резьбы не попадет в поле допуска резьбы заданной степени точности, что будет означать несоответствие полученной резьбы заданным параметрам.
На фиг. 6 (а, б, в) представлены последовательные промежуточные положения формообразующего профиля кольцевого выступа при повороте инструмента от половины до одного оборота: крайнее левое положение (поз. 31, фиг. 6а), промежуточное положение (поз. 32, фиг. 6б) и крайнее правое положение (поз. 33, фиг. 6в). На фиг. 6 сплошной линией показана деформирующая часть кольцевого выступа инструмента, а пунктирной - профиль получаемой резьбы.
При обработке внутренней резьбы размер резьбообразующей части инструмента выполняется меньше внутреннего диаметра формируемой резьбы при упрочняющей обработке предварительно подготовленной резьбы и должен быть меньше диаметра предварительно подготовленного отверстия для изготовления резьбы. В общем случае при обработке наружной и внутренней резьбы размер инструмента не совпадает с диаметром формируемой резьбы. При обработке внутренней резьбы инструмент помещается в предварительно подготовленное отверстие (гладкое или резьбовое) диаметром большим размера инструмента. При изготовлении резьбы инструмент внедряется в материал заготовки с усилием, превышающим предел текучести, и материал перераспределяется в радиальном направлении, формируя профиль получаемой резьбы.
На фиг. 7 представлен вариант инструмента с резьбообразующей частью в виде нескольких основных кольцевых выступов одного размера с постоянным шагом P и углом наклона ψ. Резьбообразующая часть этой конструкции формируется путем последовательного расположения основных кольцевых выступов, сформированных на основе формообразующих поверхностей представленных на фиг. 2 (а, б, в, г) и фиг. 3 (а, б, в, г). Шаг расположения кольцевых выступов равен шагу формируемой резьбы или предварительно подготовленной для упрочнения резьбы. Количество кольцевых выступов выбирается с учетом длины обрабатываемой резьбы определенного шага, заданной или требуемой точности резьбы и возникающей при обработке силы, связанной с углом контакта, применяемым инструментальным и обрабатываемым материалами и параметрами режима обработки.
На фиг. 8 представлен вариант инструмента с резьбообразующей частью, которая содержит, по меньшей мере, один основной кольцевой выступ и, по меньшей мере, один дополнительный кольцевой выступ с деформирующей формообразующей поверхностью, аналогичной поверхности основного кольцевого выступа, и с размером меньшим, чем у основного кольцевого выступа, при этом дополнительные выступы расположены с одной или с другой стороны от основного выступа. Дополнительные кольцевые выступы расположены с монотонным уменьшением их размера от основного выступа в сторону к торцу резьбообразующей части или в сторону хвостовой части. Инструмент с различными размерами кольцевых выступов в радиальном направлении может использоваться при планетарной обработке резьбы в труднообрабатываемых материалах, когда деформирование резьбы одним кольцевым выступом за один проход затруднительно, а применение кольцевых выступов различного размера позволяет разделить припуск при обработке. Шаг расположения кольцевых выступов равен шагу формируемой резьбы или предварительно подготовленной для упрочнения резьбы. В конструкции инструмента могут быть использованы кольцевые выступы, сформированные на основе формообразующих поверхностей, представленных на фиг. 2 (а, б, в, г) и фиг. 3 (а, б, в, г).
При изготовлении наружной или внутренней резьбы инструментом с одним основным кольцевым выступом инструмент совершает вращательное движение вокруг своей оси, планетарное движение вокруг оси формируемой резьбы и перемещение вдоль оси резьбы на один шаг резьбы за планетарный оборот. Совершается столько планетарных оборотов инструмента, сколько витков резьбы необходимо изготовить. Может быть изготовлена резьба различного диаметра с различным шагом, установленным в пределах возможности работы кольцевого выступа.
При использовании инструмента с резьбообразующей частью, состоящей из нескольких основных кольцевых выступов одного размера, может быть изготовлена резьба различного диаметра с шагом, равным шагу расположения кольцевых выступов инструмента. В этом случае процесс является более производительным за счет обработки одновременно всех витков резьбы по следующей схеме: вращающийся инструмент вводится в предварительно изготовленное отверстие (гладкое или резьбовое) (при обработке внутренней резьбы) или подводится к предварительно подготовленному стержню (гладкому или с предварительно подготовленной резьбой) (при обработке наружной резьбы) на всю длину получаемой резьбы, внедряется на глубину профиля резьбы и совершает планетарное движение вокруг оси формируемой резьбы и перемещение вдоль оси резьбы на один шаг резьбы за планетарный оборот.
При использовании инструмента с разделением припуска (фиг. 8) для обработки наружной или внутренней резьбы используется следующая схема обработки: инструмент совершает вращательное движение вокруг своей оси, планетарное движение вокруг оси формируемой резьбы и перемещение вдоль оси резьбы на один шаг резьбы за планетарный оборот. Совершается столько планетарных оборотов инструмента, сколько витков резьбы необходимо изготовить. При этом последний основной формообразующий кольцевой выступ имеет максимальный размер и является калибрующим. При перемещении инструмента вдоль оси резьбы следует учитывать расположение дополнительных кольцевых выступов с меньшим размером. При обработке резьбы инструментом с различными размерами кольцевых выступов происходит распределение снятия припуска. Кольцевым выступом меньшего размера удаляется первоначальный припуск, большим следующая часть и т.д. (по размеру), пока последний основной кольцевой выступ не сформирует окончательные параметры резьбы.
Испытания инструмента с одним основным кольцевым выступом с размером резьбообразующей части d=30 мм, при изготовлении внутренней резьбы М32×2 в предварительно изготовленном отверстии в заготовке из алюминиевого сплава АМг6БМ ГОСТ 21631-76 показали увеличение степени наклепа боковых сторон и впадины резьбы до 76% при глубине наклепа 0,09…0,12 мм. При изготовлении наружной резьбы М32×2 на прутке из алюминиевого сплава АМг6 ГОСТ 21488-97 степень наклепа увеличилась до 65% при глубине наклепа 0,08…0,11 мм.
Реферат
Изобретение относится к области обработки резьбовых поверхностей и может быть использовано в конструкциях инструмента для планетарного накатывания резьбы методом пластического деформирования с осевым колебанием формообразующей поверхности. Инструмент содержит хвостовую часть для крепления инструмента на станке и резьбообразующую часть, состоящую по меньшей мере из одного основного кольцевого выступа с деформирующей формообразующей поверхностью, которая получена перемещением формообразующего профиля, подобного профилю обрабатываемой резьбы, по направляющей в виде плоской замкнутой кривой, образованной пересечением исходной цилиндрической поверхности и плоскости, расположенной наклонно к ней под углом, где- заданная ширина вершины формообразующего профиля, b - заданная ширина впадины формируемой резьбы, с условием, что
Формула

Комментарии