Станок для нарезания зубьев конических колес - SU390703A3
Код документа: SU390703A3
Чертежи

Описание
1
Известен станок для нарезания зубьев конических колес, содержащий люльку с вращающейся резцовой головкой, установленной на шпинделе, снабженном приводом из сменных зубчатых колес, входящих в кинематическую день обкатки, и механизм изменения угла наклоиа нарезаемых зубьев.
Для повышения точности обработки путем сокращения кинематической цепи станка его механизм изменения угла наклона нарезаемых зубьев снабжен закрепленной «а люльке, кулачковой щайбой с цриводом от гидроцилиндра, а кинематическая цень обкатки выполнена с дифференциальным зубчатым механизмом, связанным управляющей однодисковой муфтой.
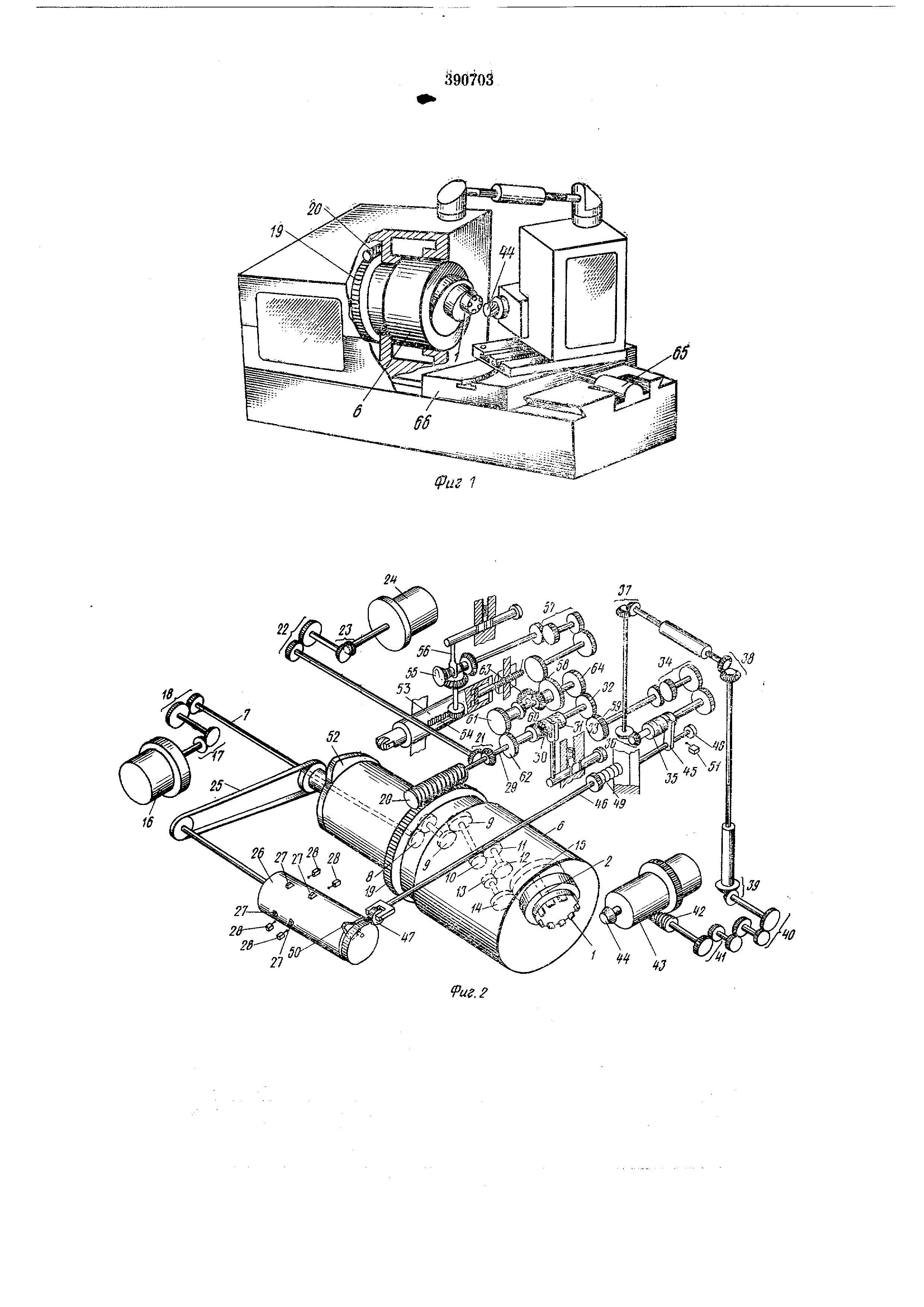
На фиг., 1 изображен предлагаемый станок; на фиг. 2-кииематическая схема станка; на фиг. 3 показана конструктивная схема люльки предлолсенного станка.
Инструмент / тина цилиндрической фрезы закреплен на валике 2j эксцентрично установленном в цилиндре 3, последний может поворачиваться вокруг своей оси А--Л в резцедержателе 4, который, в свою очередь, может поворачиваться вокруг оси Б-Б в раме 5. Рама может поворачиваться вокруг оси В-В в люльке 6. Цилиндр 3, резцедержатель 4 и рама 5 устанавливаются в определенном , зависящем от формы заготовки.
положении друг относительно друга и закренляются . Вращение инструменту / передается от валика 7 через щестерни 8-15. Валик ириводится во вращение электродвигателем 16 через щестерни 17 и 18.
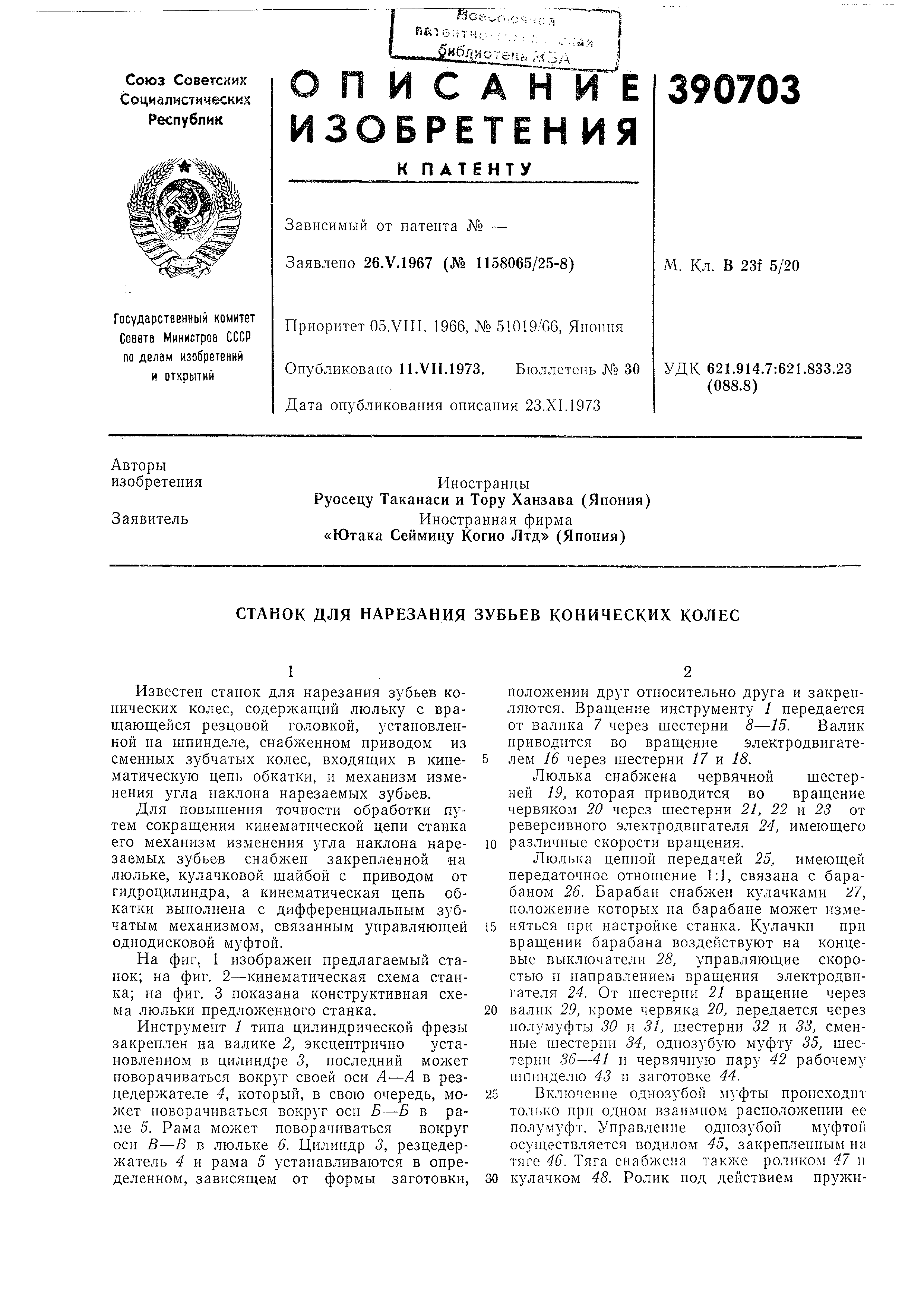
Люлька снабжена червячной шестерней 19, которая приводится во вращение червяком 20 через шестерни 21, 22 и 23 от реверсивного электродвигателя 24, имеющего
различные скорости вращения.
Люлька цепной передачей 25, имеющей передаточное отнощение 1:1, связана с барабаном 26. Барабан снабжен кулачкамн 27, положение которых на барабане может нзменяться при настройке станка. Кулачки при вращении барабана воздействуют на концевые выключатели 28, управляющие скоростью и направленнем вращення электродвигателя 24. От щестерни 21 вращенне через
валик 29, кроме червяка 20, передается через пол}/муфты 30 и 31, щестерни 32 и 33, сменные щестерни 34, однозубую муфту 35, щестерни 36-41 и червячиую пару 42 рабочему пшинделю 43 и заготовке 44.
Включеине однозубой муфты происходит только нрн одном взаимиом расположении ее нолумуфт. Управление однозубой муфтой осуи1ествляется водилом 45, закрепленным на тяге 46. Тяга снабжена также роликом 47
кулачком 48. Ролик под действием пружины 49 прижимается к барабану 26, который в этом месте снабжен кулачком 50. Кулачок 45 валика воздействует на концевой выключатель 5L
Люлька 6 снабжена также кулачком 52, с которым контактирует ролик, установленный на подвижном корпусе гидроцилиндра 53. Шток поршня гидроцилиндра закреплен на неподвижной стенке. При подаче рабочей жидкости под давлением в левую полость гидроцилиндра последний через ролик постоянно контактирует с кулачком 52 и при вращении люльки совершает возвратно-поступательное движение. При подаче рабочей жидкости в правую полость гидроцилиндра 53 последний отводится от кулачка 52, и движение его прекращается.
На наружной поверхности гидроцилиндра 5,3 нанесена зубчатая рейка 54, с которой сцеплена шестерня 55. От нее через реверсивную муфту 56, сменные шестерни 57 и шестерни 55 вращение передается шестерне 59, являющейся одной из солнечных шестерен дифференциального механизма. Другая солнечная шестерня 60 дифференциального механизма выполнена совместно с шестерней 61, находящейся в зацеплении с шестерней 62. Последняя установлена на валике червяка 20 и соединяется с ним при замыкании полумуфты 30. При этом вращение валика червяка передается заготовке 44 через шестерни 62, 61, 60, 63, 64, 32, 33 и т. д.
При включении муфты 35 от электродвигателя 24 приводится во вращение люлька с вращающимся вокруг оси инструментом 1 п заготовка нарезаемой щестерни. Нарезается один участок заготовки. После окончания нарезки участка заготовки происходит включение одного из концевых выключателей 28 кулачком 27 барабана 26. Срабатывает гидравлическое устройство 65, отводящее стол 66, станка с заготовкой 44 от режущего инструмента. Одновременно скорость вращения вала реверсивно-го электродвигателя 24 увеличивается и меняется на обратную . Затем кулачок 50 входит в контакт с роликом 47, и тяга 46 размыкает муфту 35 и замыкает концевой выключатель 51. Происходит деление заготовки в соответствии с профилем нарезаемых зубьев. Ведущая полумуфта однозубой муфты 35 после поворота на одни оборот относительно ведомой полумуфты вновь соединяется с ней. Происходит переключение концевых выключателей 28, н вал электродвигателя 24 начинает вращаться с обычной скоростью, необходимой для обработки заготовки инструментом.
Гидравлическое устройство 65 подводит
заготовку к инструменту и производится нарезание очередного зуба.
В случае, когда включена нолумуфта 30 шестерни 62, нарезание участка заготовки 5 ведется при подаче жидкости в правую полость гидроцилиндра 53. Гидроцилиндр отведен вправо, шестерни 55-59 не вращаются . Вращение заготовке передается через шестерни 62, 61, 60, 63, 64, 32, 33 и т. д. По10 еле нарезания одного зуба происходит дальнейший поворот люльки и заготовки до исходного положения инструмента относительно заготовки. Гидравлическим устройством 65 заготовка отводится от инструмента,
15 гидроцилиндр 53 перемещается влево и своим роликом прижимается к кулачку 52. В результате перемещения гидроцилиндра скрепленная с рейкой 54 щестерня 55 поворачивается и передается через дифференциал 59, 60, 63 дополнительное перемещение заготовке . После этого скорость вращения электродвигателя 24 переключается на ускоренную обратную. Заготовка гидравлическим устройством 65 подводится к режущему инструменту н происходит нарезание щестерни при обратном движении. При этом положение инструмента относительно заготовки несколько отличается за счет произведенного дополнительного поворота последней, и ши0 рина выработанной канавки увеличивается. Профиль кулачка 52 выполняется таким, чтобы перемещение гидроцилиндра 53 и поворот шестерни 55 происходили пропорционально углу поворота люльки. Вследствие
5 этого при обратном движении можно нарезать по заготовке зубья с поверхностями, имеющими Звеличенные спиральные углы по сравнению с нарезаемыми при поступательном движении режущего инструмента.
0
Предмет изобретения
Станок для нарезания зубьев конических колес, содержащий люльку с вращающейся
5 резцовой головкой, установленной на шпинделе , снабженном приводом нз сменных зубчатых колес, входящих в кинематическую цепь обкаткп, и механизм изменения угла наклона нарезаемых зубьев, отличающийся тем, что, с целью повышения точности обработки путем сокращения кинематической цепи станка, его механизм изменения угла наклона нарезаемых зубьев снабжен к лачковой шайбой с приводом от гидроцилиндра н
5 закрепленной на люльке, а кинематическая цепь обкатки выполнена с дифференциальным зубчатым механизмом, связанным управляющей однодисковой муфтой.
J.,. 1

Реферат
Формула
Комментарии