Сборная червячная фреза - SU1306659A1
Код документа: SU1306659A1
Чертежи
Описание
Изобретение относится к машиностроению и может быть использовано при нарезании зубчатых колес.
Цель изобретения - снижение трудоемкости изготовления червячных фрез путем исключения операций перестановки зубчатой рейки в корпусе.
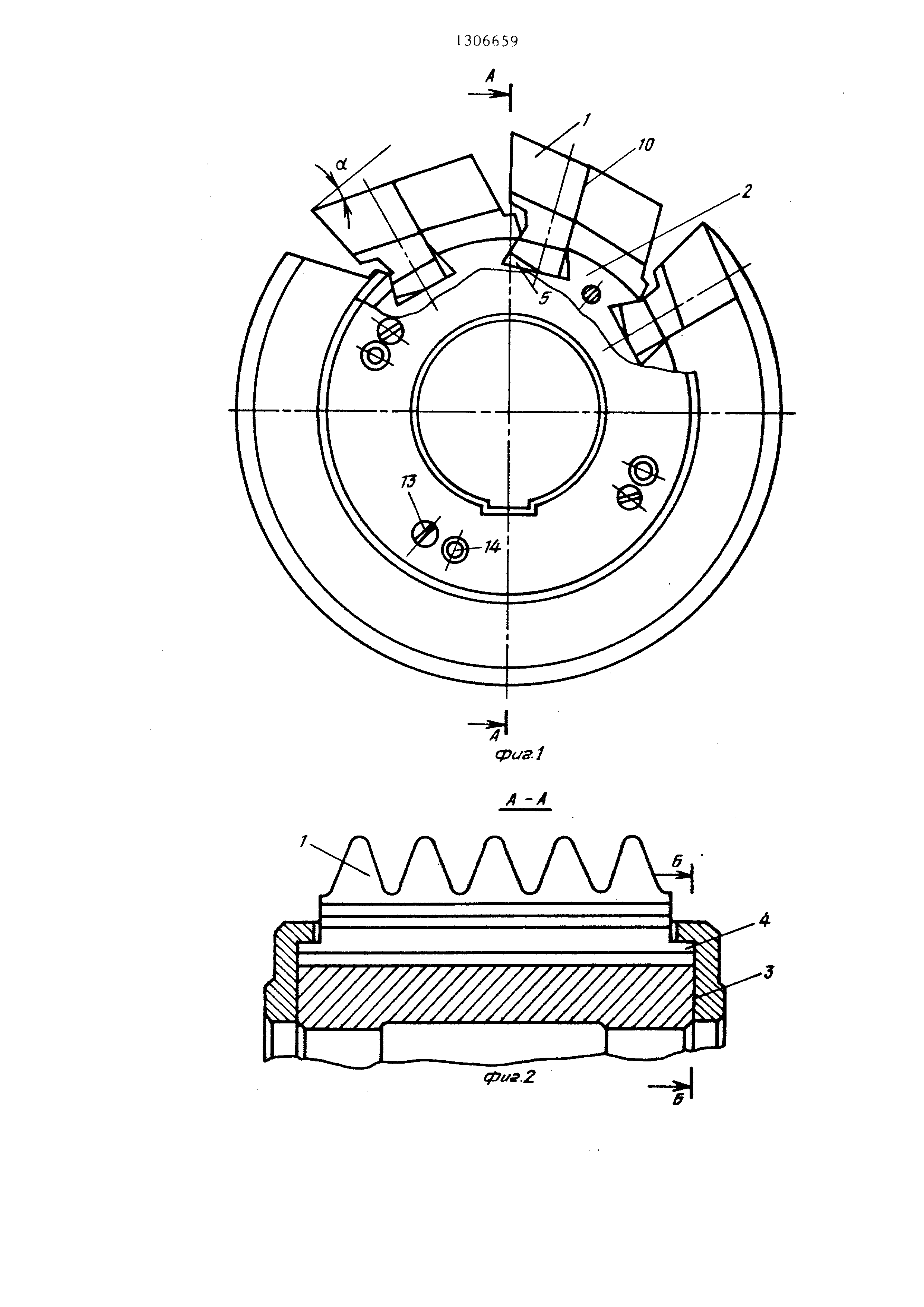
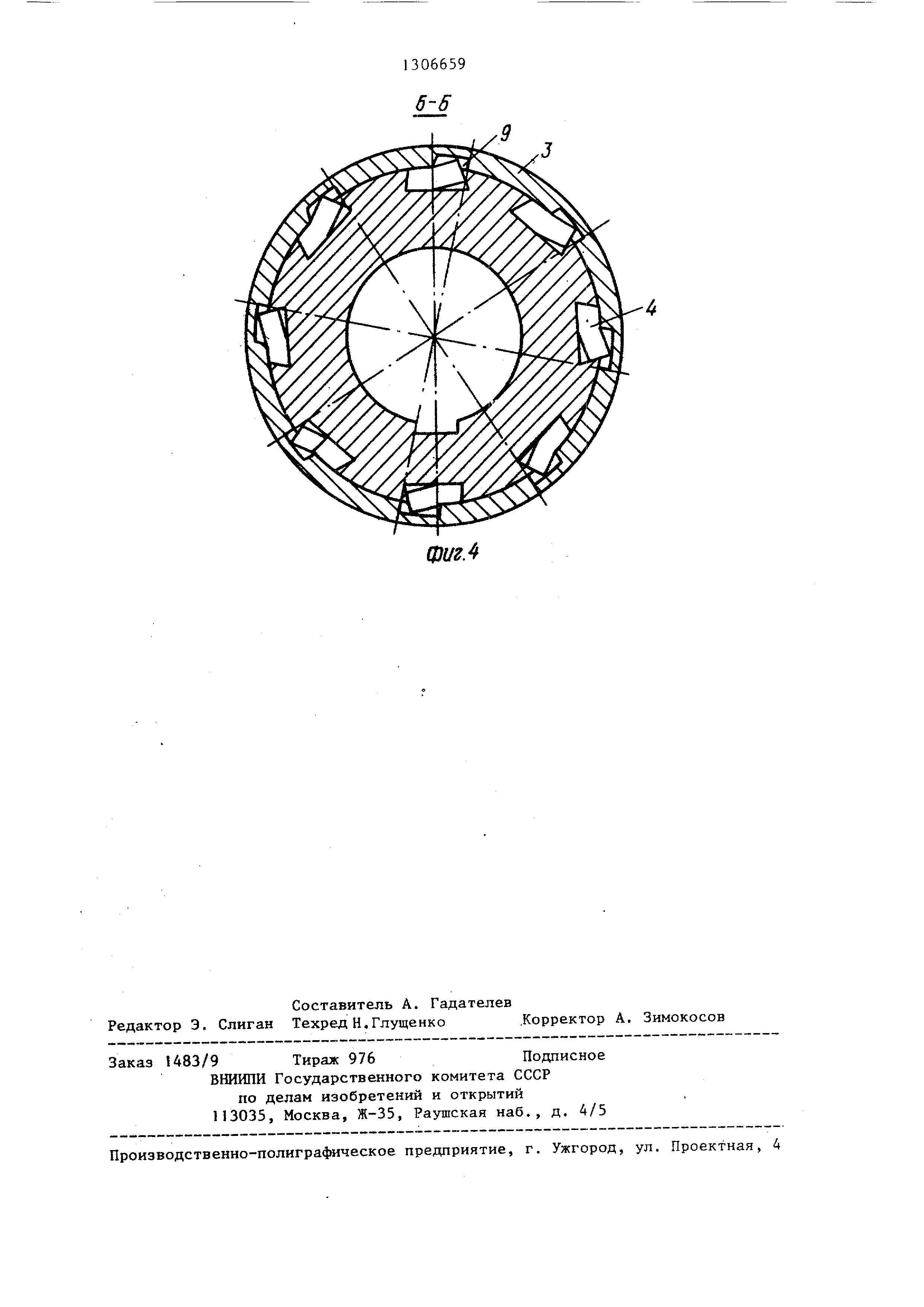
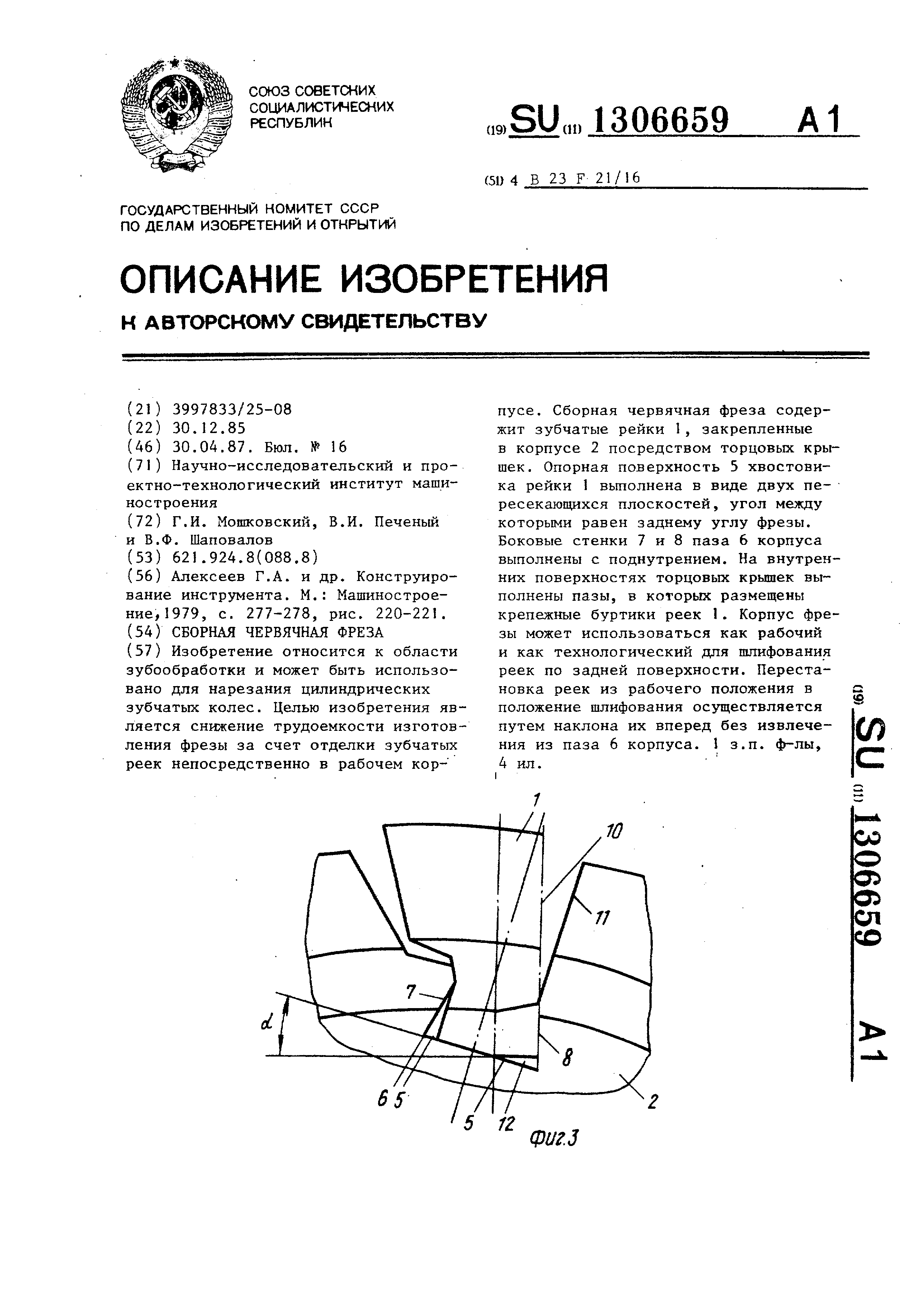
На фиг. t схематически изображена фреза с рейками, установленными в рабочем положении, общий вид; на фиг. 2 - сечение А-А на фиг. 1; на фиг.З - положение рейки в корпусе при шлифовании профиля по задним поверхностям; на фиг. 4 - сечение Б-Б на фиг. 2.
Сборная червячная фреза, зубчатые рейки 1 которой закреплены в корпусе 2 посредством торцовых крьпдек 3, содержат режущую часть, крепежные буртики 4 и призматический хвостовик с опорной поверхностью 5, предназначенной для фиксации реек в пазах 6 корпуса 3. Боковые стенки 7 и 8 пазов 6 выполнены относительно центральной оси паза. Опорная поверхность 5 хвостовика выполнена в виде двух пересекающихся под углом, величина которого равна заднему углу d- фрезы, плоскостей, а боковые стенки 7 и 8 пазов 6 корпуса выполнены с подвнут- рением. На внутренних поверхностях торцовых крышек 3 выполнены пазы 9, в которых размещены буртики 4.
Сборка фрезы осуществляется следующим образом.
В продольные пазы 6 корпуса 2 фрезы с торца вводятся зубчатые рейки и устанавливаются на опорную поверхность Ъ рейки. Задняя опорная поверхность 10 рейки в этом положении контактирует с поверхностью II, а основание рейки - с поверхностью 12 паза корпуса. На буртики 4 устанавливают торцовые крьш1ки 3 так, чтобы они своими внутренними пазами 9 контактировали с буртиками. Винты 13 устанавливают в отверстие 14, прижимая крьш1- ки 3 к торцам корпуса фрезы. Внутренняя расточка крышек 3 по в 1ешней поверхности буртиков центрирует рейки в пазу 6 корпуса 2 фрезы. В таком положении верхняя, задняя поверхность зубьев реек занимает положение на цилиндрической наружной поверхности
fO
066592
фрезы, боковые задние поверхности зубьев - на винтовой поверхности зубьев фрезы. В этом положении производят шлифовку задних поверхностей всех зубчатых реек на резьбошлифовальном станке.
После окончания шлифования зубьев реек по задним поверхностям крышки 3 снимают с корпуса 2 фрезы. Рейки переустанавливают в рабочее положение . Торцовые крышки 3 устанавливают в положение центрирования рейки в пазу 6 по рабочим поверхностям буртиков 4. Торцовые крьш1ки фиксируются винтами 13, установленными в отверстия 14 крышек 3. При такой установке зубчатых рееек фреза находится в рабочем положении с соответствующими значениями задних углов. Такая установка обеспечивает шлифование передней поверхности и получение необходимого переднего угла.
Червячная фреза позволяет использовать корпус фрезы в качестве рабочего и технологического и при меньшей трудоемкости изготовления, имеет большую жесткость и эксплуатационную надежность по сравнению с прототипом .
15
20
23
40
30
Формула изобретения
1.Сборная червячная фреза, зубчатые рейки которой, закрепленные в
35 корпусе посредством торцовых крьшгек, содержат режущую часть, крепежные буртики и призматический хвостовик с опорной поверхностью, предназначенной для фиксации реек в пазах корпуса , боковые стенки которых наклонены относительно центральной оси паза, отличающаяся тем, что, с целью снижения трудоемкости изготовления , опорная поверхность хвостовика выполнена в виде двух пересекаюш11хся под углом, величина которого равна заднему углу фрезы, плоскостей, а бо-- ковые стенки пазов корпуса выполнены с поднутрением.
2.Фреза по п. 1, о т л и ч а ю- щ а я с я тем, что на внутренней поверхности торцовых крышек вьшолнены пазы, в которых размещены буртики реек.
45
50
W
Реферат
Изобретение относится к области зубообработки и может быть использовано для нарезания цилиндрических зубчатых колес. Целью изобретения является снижение трудоемкости изготовления фрезы за счет отделки зубчатых реек непосредственно в рабочем корпусе . Сборная червячная фреза содержит зубчатые рейки 1, закрепленные в корпусе 2 посредством торцовых крышек . Опорная поверхность 5 хвостовика рейки 1 выполнена в виде двух пересекающихся плоскостей, угол между которыми равен заднему углу фрезы. Боковые стенки 7 и 8 паза 6 корпуса выполнены с поднутрением. На внутренних поверхностях торцовых крышек выполнены пазы, в которых размещены крепежные буртики реек 1. Корпус фрезы может использоваться как рабочий и как технологический для шлифования реек по задней поверхности. Перестановка реек из рабочего положения в положение шлифования осуществляется путем наклона их вперед без извлечения из паза 6 корпуса. 1 з.п. ф-лы, 4 ил. S (Л 10 00 о О5 05 ел о ФШ.З
Формула
Комментарии