Способ для создания антенны смарт-карты на термопластическом основании и результирующая смарт-карта - RU2337400C2
Код документа: RU2337400C2
Чертежи

Описание
ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к способам производства гибридной контактной-бесконтактной смарт-карты или антенны бесконтактной смарт-карты и, более конкретно, к способу производства антенны для смарт-карты на термопластическом основании и смарт-карты, полученной упомянутым способом.
УРОВЕНЬ ТЕХНИКИ
Бесконтактные смарт-карты или гибридные контактные-бесконтактные смарт-карты снабжены в основном антенной, встроенной в карту, и электронным модулем, соединенным с антенной. Эти карты позволяют обмен информацией с внешним миром при помощи удаленной и, следовательно, бесконтактной электромагнитной связи между их антеннами и второй антенной, расположенной в связанном с ними считывающем устройстве. В случае гибридной карты этот обмен может быть также осуществлен при помощи электрической передачи данных между утопленными контактами электронного модуля карты и контактами считывающей головки считывающего устройства, куда вставляется карта. Эти карты сейчас используются во многих отраслях. Таким образом, в транспортной отрасли, они используются как средство доступа к транспортной сети. Также они используются как банковские карты. Гибридные или бесконтактные карты используются во всех типах операций с дебетовыми/кредитными счетами, последним примером является электронный бумажник. Многие компании также разработали средство идентификации для своего персонала, используя бесконтактные смарт-карты.
Электронный модуль, вставленный с гибридную контактную-бесконтактную или бесконтактную смарт-карту, используется для разработки, хранения и обработки информации. Соединение электронного модуля и антенны является одной из значительных производственных проблем для смарт-карт. Размеры, требуемые обычными стандартами для смарт-карт, делают производство этих смарт-карт намного более сложным, когда должны быть вставлены электронный модуль и антенна, соединенные вместе.
Производство антенн способом трафаретной печати, используя проводящие чернила, позволяет значительно уменьшить производственные ограничения. Несколько антенн единовременно трафаретно печатаются при помощи одного или более напыления проводящих чернил, таких как серебро, и это делает этот первый этап производства гибридных или бесконтактных смарт-карт намного более быстрым и менее дорогим, чем при ранее используемых способах. Кроме того, производство антенн, полученных способом трафаретной печати, делает возможным очень большое сцепление, которое должно быть получено для антенны на ее термопластическом основании и, таким образом, частично решает проблему обнаружения контактов антенны в течение этапа соединения модуля и антенны в случае гибридных смарт-карт.
К сожалению, недостатки такого типа антенн появляются в течение второго этапа производства карты, который состоит в ламинировании различных слоев пластическим материалом, из которого состоит карта, с любой стороны основания антенны. Если течение материла значительно в течение этапа ламинирования в результате высокого давления и температуры, форм-фактор антенны не сохраняется. Проводящие чернила, образующие антенну, содержат только 15% связующего вещества, что приводит к тому, что механическая прочность недостаточна при режиме температуры и давления порядка 180°C и 280 бар. В результате, появляются изменения в электрических параметрах (индуктивности и сопротивлении) антенны, и это приводит к неправильной работе. Дополнительно, нередки случаи поломок антенн в областях, где присутствуют сильные касательные напряжения. Конкретно, в случае углов и электрических мостов.
Публикация WO 01/95252 описывает бесконтактную смарт-карту, включающую антенну на основании, и антенна может быть сделана при помощи печати, используя проводящие чернила. Описанное изобретение конкретно касается полосы смарт-карты, состоящей из опорной полосы (1), чья температура размягчения, по меньшей мере, равна 110°C, предпочтительно 180°C, и полосы покрытия, чья температура размягчения не больше, чем 110°C. Изобретение также касается способа, используемого для производства этих полос смарт-карты. Этот способ состоит в производстве этой полосы смарт-карты в виде непрерывной полосы, состоящей из опорной полосы и полосы покрытия, прикрепленных друг к другу.
Публикация EP 1189168 также описывает бесконтактную смарт-карту, включающую антенну на основании, антенну и кристалл, поддерживаемый биодеградируемым материалом.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
Задачей этого изобретения является обеспечить гибридную контактную-бесконтактную или бесконтактную смарт-карту, чья антенна, полученная способом трафаретной печати, на термопластическом основании не подвергается никаким повреждениям в течение процесса производства карты и, конкретно, на этапе ламинирования.
Задачей изобретения, таким образом, является производственный способ для антенны гибридной контактной-бесконтактной или бесконтактной смарт-карты, которая включает основание, на котором сделана антенна, два тела карты с каждой стороны основания, причем каждое тело карты состоит, по меньшей мере, из одного термопластического слоя, и кристалл или модуль, соединенный с антенной.
Этот способ включает этапы:
- напыляют слой материала, в основном состоящего из смолы, на предопределенную зону основания антенны,
- производят антенну, состоящую из витков трафаретной печати и двух контактных площадок из электрически проводящих полимерных чернил на зоне, заранее подготовленной на основании, и подвергают основание термической обработке, чтобы высушить чернила.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Цели, задачи и характеристики изобретения станут более очевидными из последующего описания, объединенного с сопроводительными чертежами, в которых:
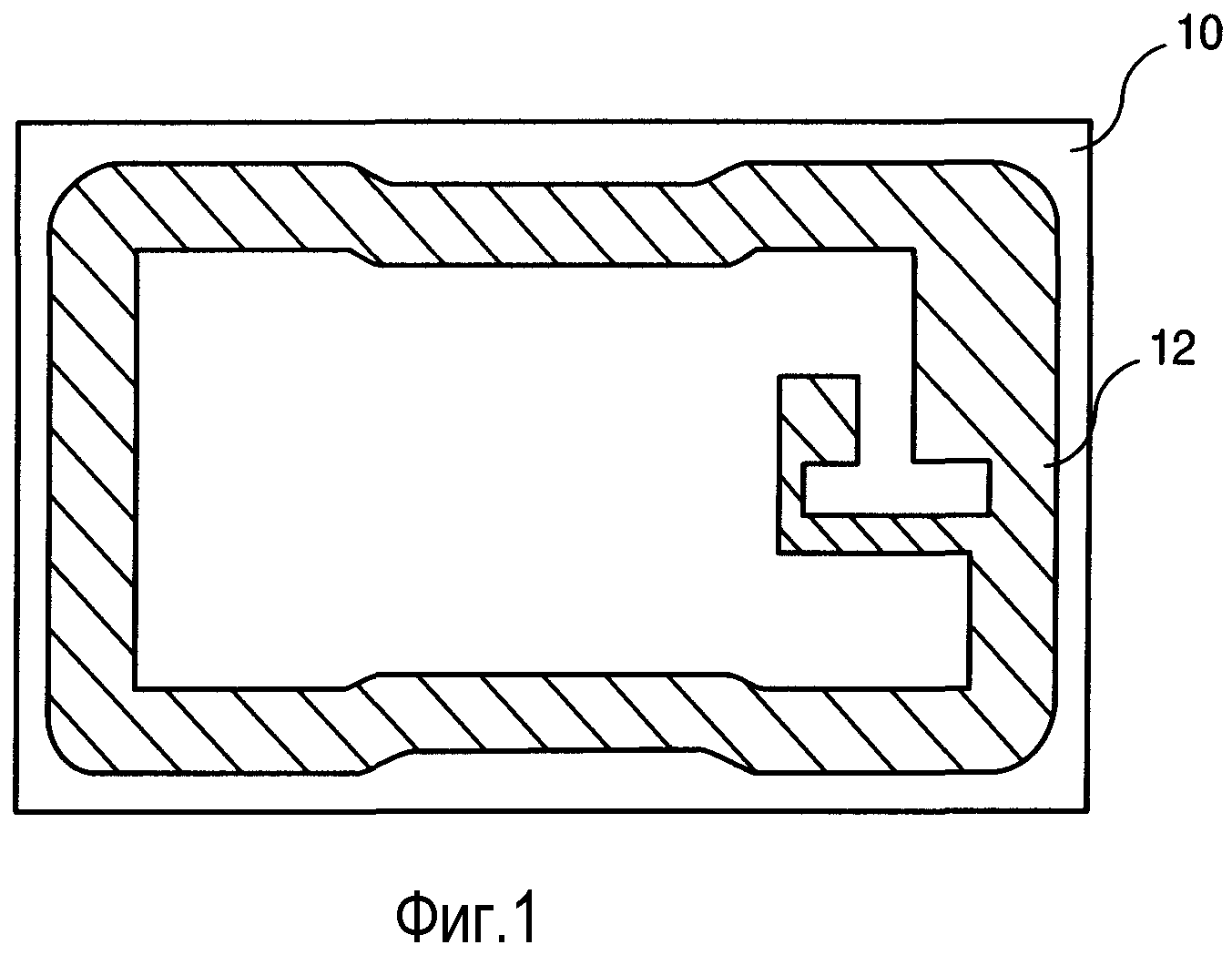
Фигура 1 представляет этап предварительного напыления смолы на основание антенны гибридной контактной-бесконтактной смарт-карты,
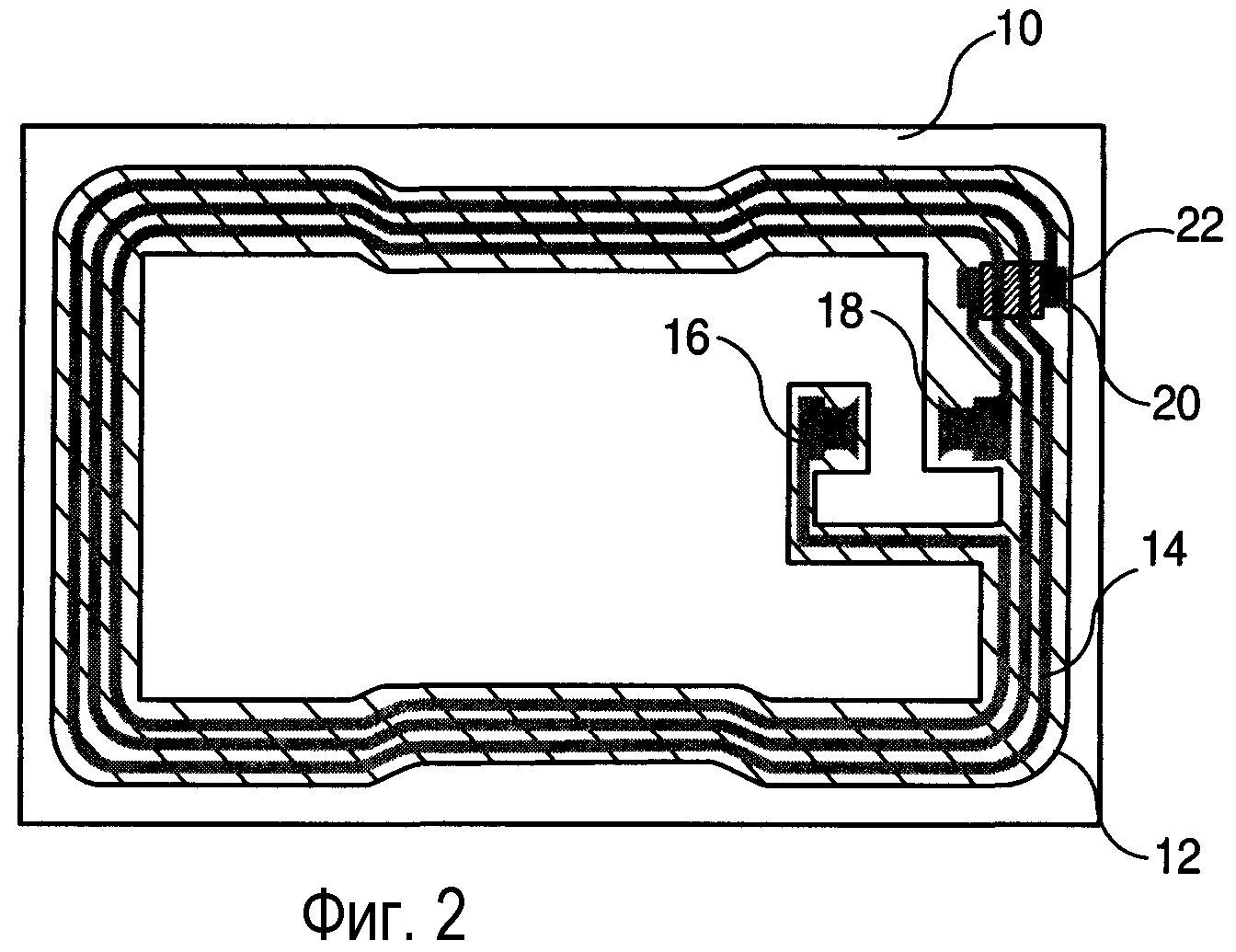
Фигура 2 представляет антенну, полученную способом трафаретной печати на ее основании, гибридной контактной-бесконтактной смарт-карты,
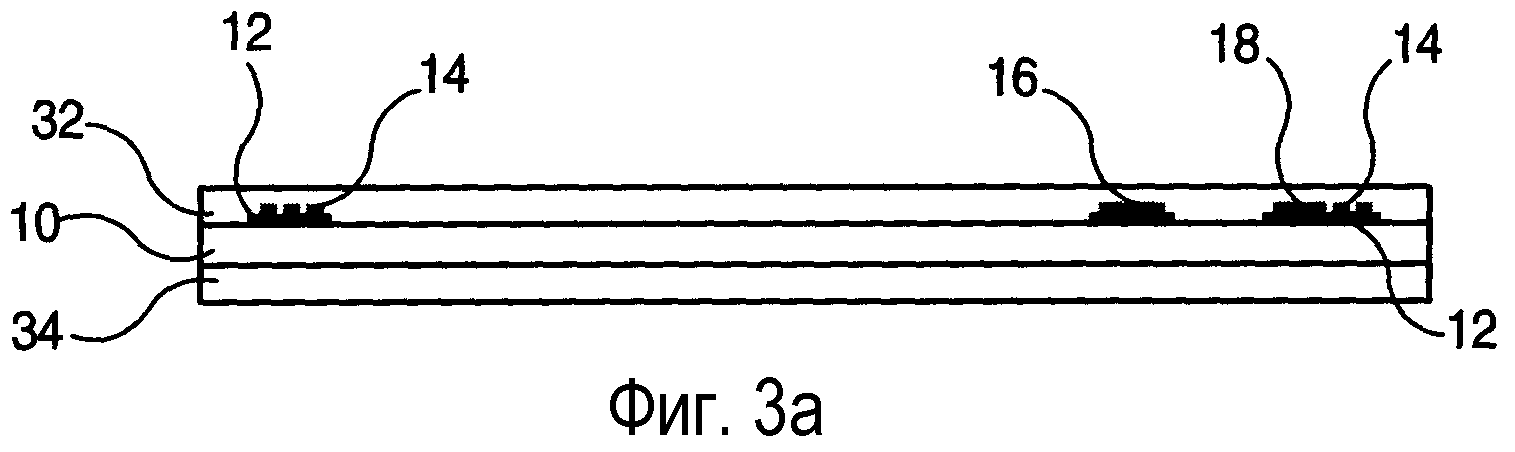
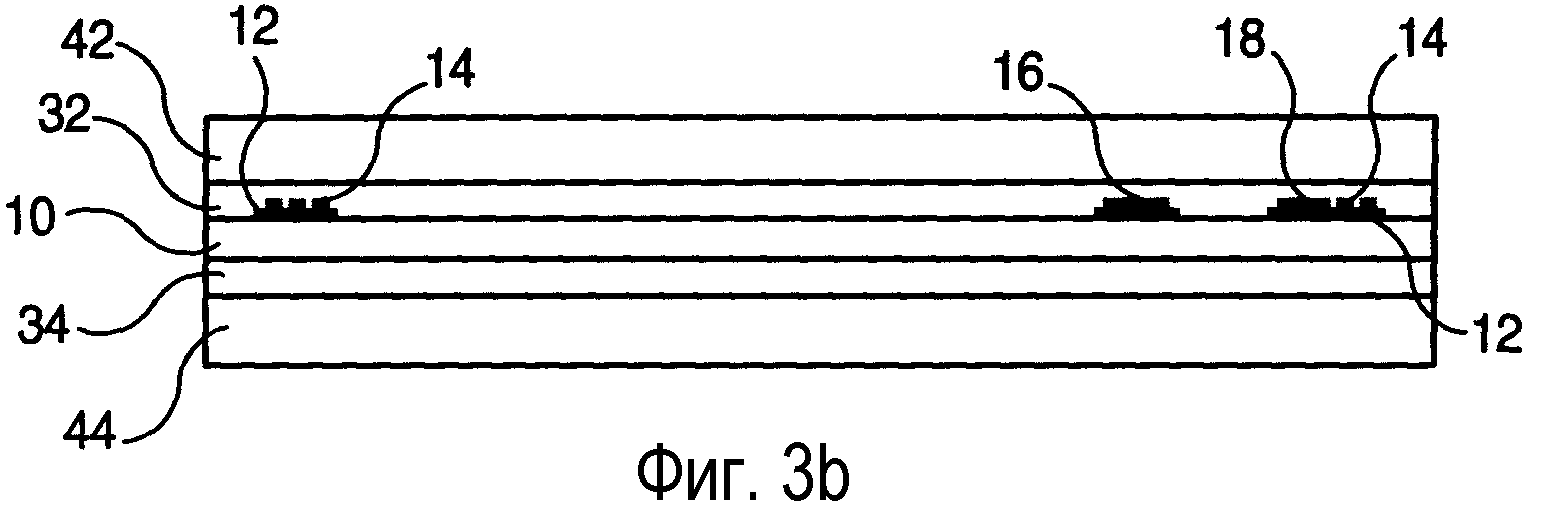
Фигуры 3a и 3b представляют сечение гибридной контактной-бесконтактной смарт-карты после первого и второго этапов ламинирования соответственно,
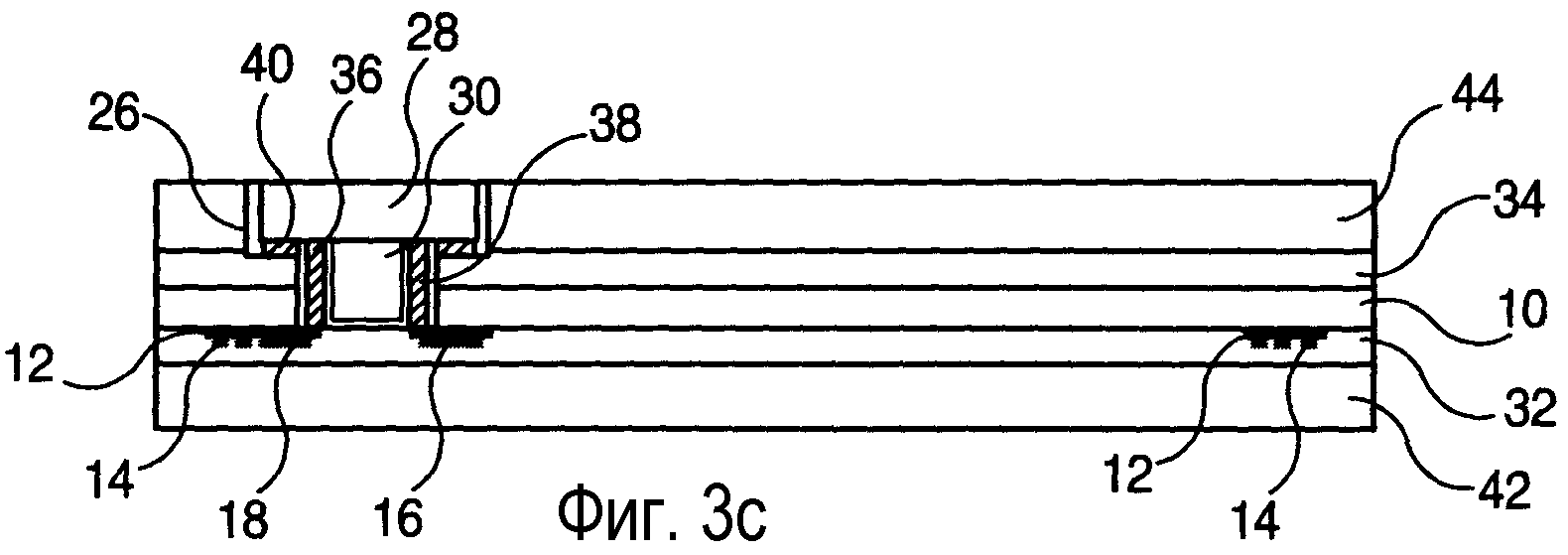
Фигура 3c представляет сечение гибридной контактной-бесконтактной смарт-карты с ее модулем,
Фигура 4 представляет предварительный этап напыления смолы на основание антенны бесконтактной смарт-карты,
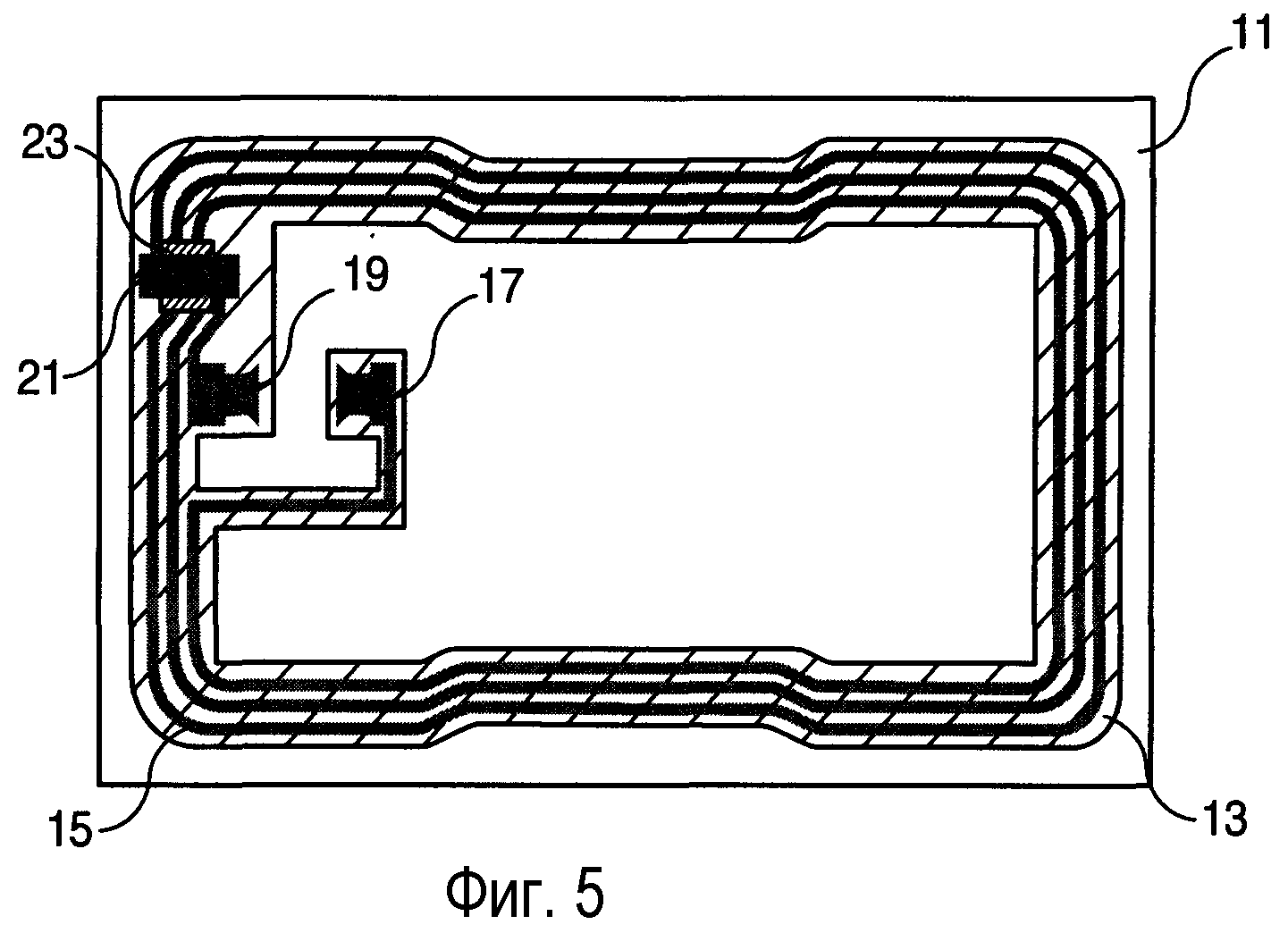
Фигура 5 представляет антенну, полученную способом трафаретной печати на ее основании, бесконтактной смарт-карты, и
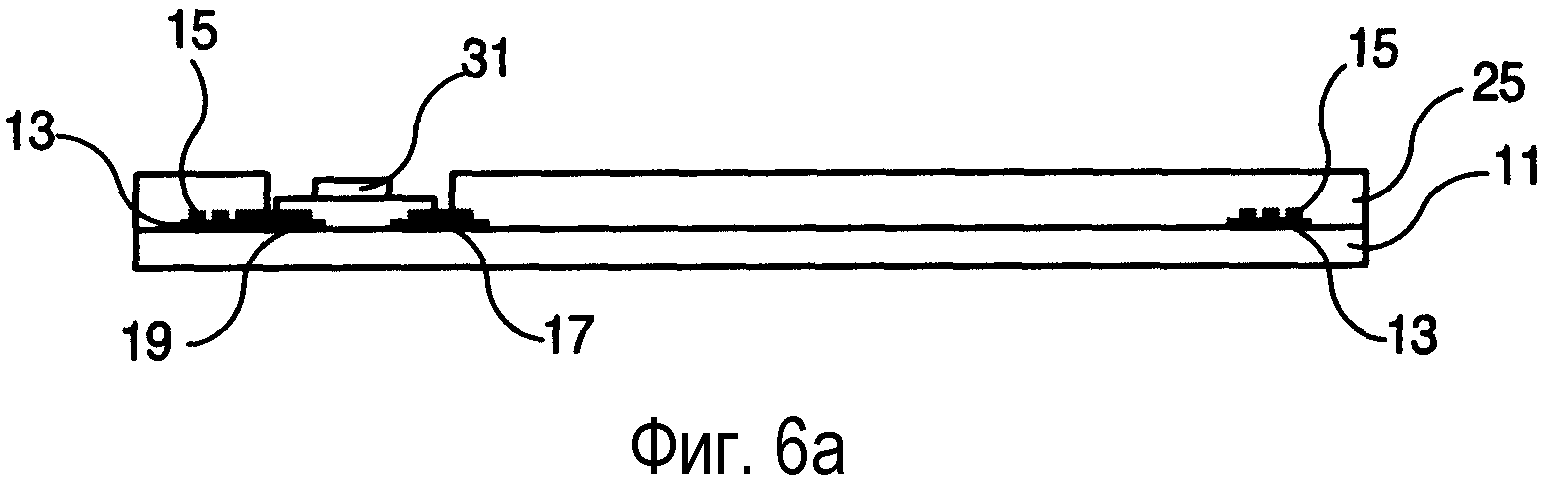
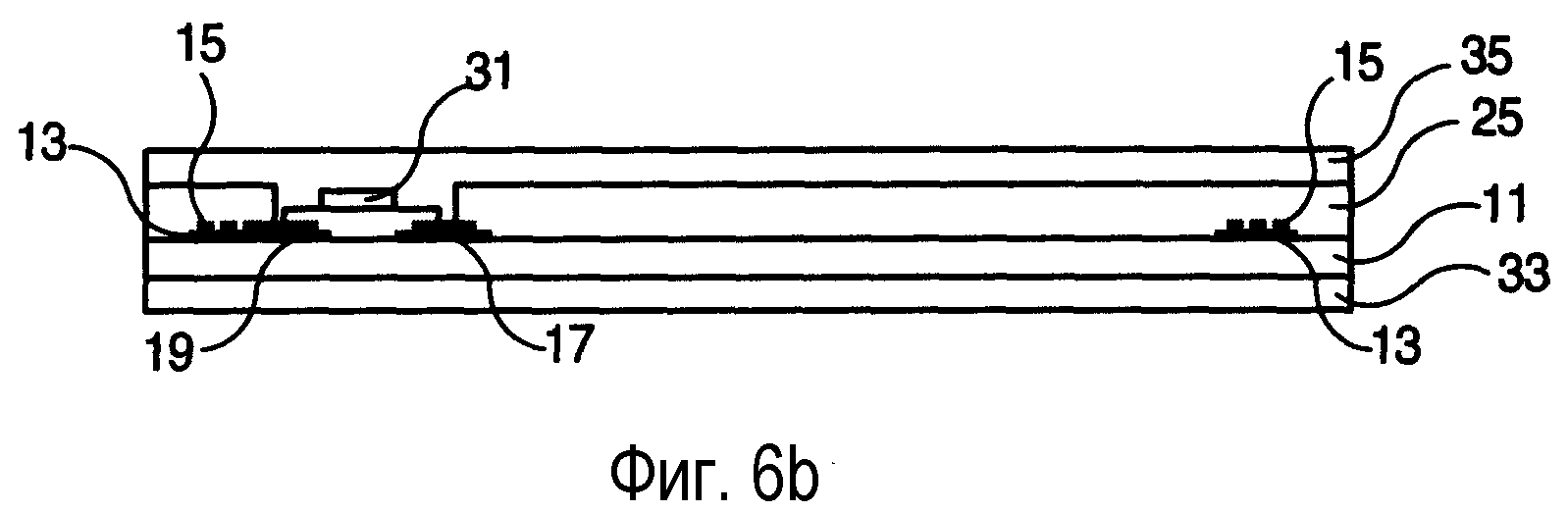
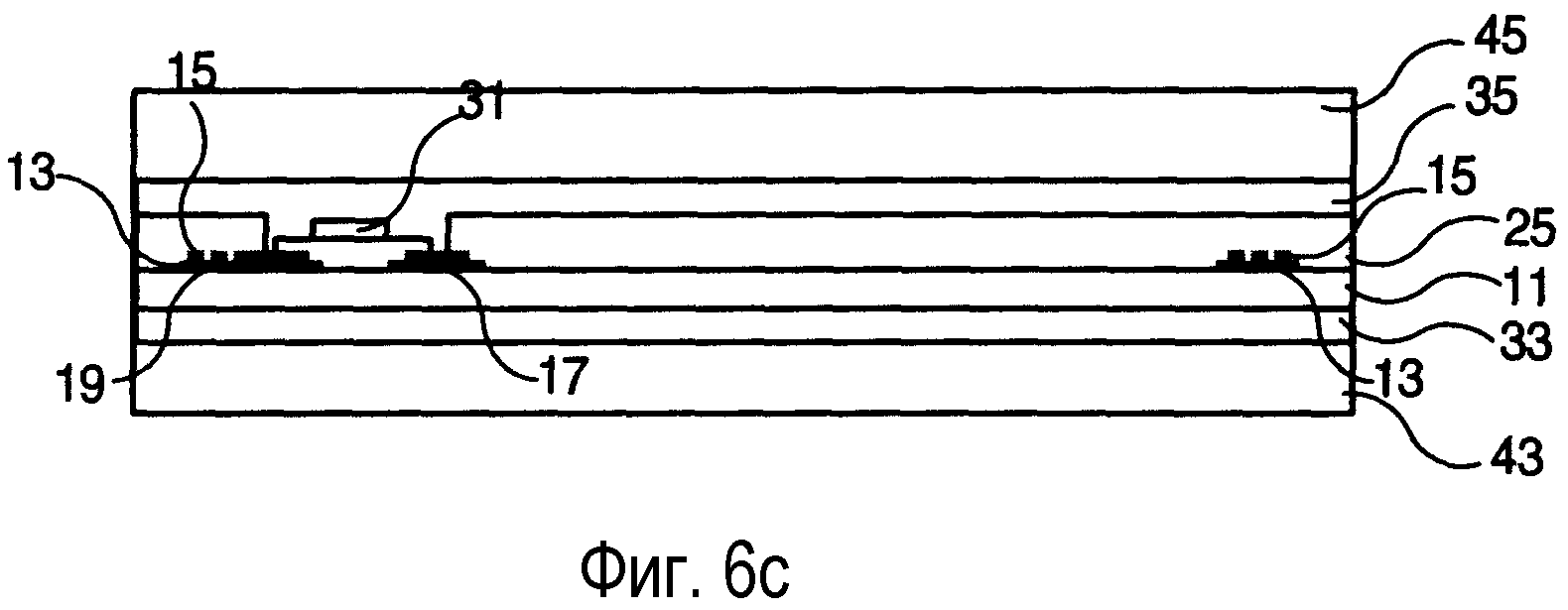
Фигуры 6a, 6b и 6c представляют участок бесконтактной смарт-карты после напыления модуля, первого и второго этапов ламинирования соответственно.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Согласно Фигуре 1 смолу напыляют на основание 10 антенны, сделанное из термопластического материала, гибридной контактной-бесконтактной смарт-карты, на зону 12, соответствующую расположению антенны и контактных площадок антенны с модулем. Подробности формы зоны 12 не ограничивают изобретение, основное ограничивающее условие состоит в том, что зона 12 определяет положение, где проводящие чернила, образующие витки, и контактные площадки антенны будут впоследствии напечатаны. Зона 12 предпочтительно немного больше, чем отпечаток антенны, как можно видеть на последующих фигурах 2 и 5. Толщина применяемого слоя смолы порядка 5 мкм.
Согласно предпочтительному воплощению антенны гибридной контактной-бесконтактной смарт-карты, показанной на фигуре 2, антенна трафаретно печатается на зоне 12 основания 10 антенны за несколько проходов и в обратном порядке по сравнению со стандартным способом трафаретной печати. Первый проход состоит в трафаретной печати двух контактных площадок 16 и 18 антенны для модуля и электрического моста, обычно называемого «кроссовер». Второй проход состоит в трафаретной печати изолирующей полосы 22 на вершине кроссовера. Третий проход трафаретной печати состоит в трафаретной печати витков антенны 14. Четвертый проход обеспечивается, чтобы добавить слой чернил на контактные площадки 16 и 18. Толщина слоя проводящих чернил порядка 50 мкм. Витки антенны 14 соединены с контактной площадкой 18, расположенной на одном конце кроссовера 20 и с другим концом кроссовера 20, где расположена контактная площадка 16. Чернила, образующие полную антенну, являются проводящими чернилами полимерного типа, в которые добавлены такие компоненты, как серебро, медь или углерод. Основание 10 антенны затем подвергается термической обработке, чтобы чернила затвердели.
Следующий этап состоит в ламинировании двух слоев или листов термопластического материала на основании антенны, как показано на фигуре 3a. Этот первый этап ламинирования состоит в приваривании при помощи горячего прессования литья к каждой стороне основания 10 антенны двух гомогенных слоев 32 и 34 пластического материала, которые имеют толщину 100 мкм. Температура и давление достигают порядка 180°C и 280 бар соответственно. В течение этого первого этапа ламинирования температура должна быть достаточной, чтобы полностью смягчить и расплавить материал, из которого состоят листы 32 и 34, чтобы захватить рельефные рисунки на основании антенны, такие как те, что были вызваны витками и контактами антенны. Таким образом, в течение ламинирования основание 10 антенны захватывается термопластической массой слоев 32 и 34.
Второй этап ламинирования различных слоев, которые составляют карту, состоит в ламинировании двух тел карты с каждой стороны основания антенны, полученного после первого этапа ламинирования со ссылкой на фигуру 3b. Этот второй этап, проводимый через определенный промежуток времени, соответствующий времени, которое требуется для отвердевания термопластических слоев 32 и 34, состоит в приваривании двух термопластических слоев 42 и 44 одинаковой толщины, равной около 260 мкм, составляющих тело карты, к термопластическим слоям 32 и 34 при помощи горячего прессования литья. Два тела 42 и 44 карты предварительно печатаются, используя заказное графическое изображение карты. Температура и давление, которые необходимы для этого этапа ламинирования, порядка 120°C и 150 бар соответственно.
Два этапа ламинирования, описанных ранее, могут быть заменены, без отклонения от объема изобретения, единственным этапом ламинирования, состоящим в сваривании при помощи горячего прессования литья на каждой стороне основания антенны по меньшей мере двух термопластических слоев, соответствующих, например, слоям 32 и 42 с одной стороны и 42 и 44 с другой стороны, составляющих два тела карты.
Карта, полученная после одного или более этапов ламинирования, следовательно, состоит из основания 10 и двух тел карты, расположенных с любой стороны основания, причем каждое тело карты сделано, по меньшей мере, из одного термопластического слоя и предпочтительно, по меньшей мере, из двух термопластических слоев 32 и 42 с одной стороны основания и 34 и 44 с другой стороны.
Ссылаясь на фигуру 3c, последним этапом производства гибридной контактной-бесконтактной карты является установка модуля. Полость 26, спроектированная, чтобы принимать модуль, состоящий из кристалла 30 и двусторонней схемы 28, фрезеруется в одном из тел карты. Процесс фрезеровки также делает возможным удаление контактных площадок 16 и 18 между антенной и модулем. Процесс фрезеровки проводится в теле карты, которое находится напротив лицевой стороны основания антенны с отпечатком, полученным способом трафаретной печати, то есть в теле карты, которое контактирует со стороной основания, которая не несет антенну, полученную способом трафаретной печати. Таким образом, в течение этапа фрезеровки основание антенны фрезеруется до чернил.
Модуль приклеивается на место. Используются два различных клея. Два пятна проводящего клея 36 и 38 используются, чтобы соединить модуль с контактами антенны. Кольцо клея 40, такого как цианакрилатный клей, прикрепляет периметр модуля к карте.
Способ согласно изобретению представляет преимущество создания более простого обнаружения антенны в течение этапа фрезеровки, который состоит в раскрытии контактных площадок антенны, чтобы присоединить электронный модуль. Так как контактные площадки антенны, полученной способом трафаретной печати, могут быть почти полностью разрезаны в течение этапа фрезеровки полости, нет опасности, что они отсоединятся от своего основания.
Согласно предпочтительному воплощению антенны бесконтактной смарт-карты, показанной на фигуре 4, на термопластическое основание 11 антенны бесконтактной смарт-карты напыляют смолу, на зону 13, соответствующую расположению антенны и контактных площадок антенны с модулем. Зона 13 смолы простой бесконтактной смарт-карты противоположна относительно зоны 12 гибридной контактной-бесконтактной смарт-карты. Этот особенный признак присущ следующим этапам производства бесконтактной карты. Таким образом, второй этап способа производства бесконтактной смарт-карты на ее основании, который состоит в трафаретной печати антенны за несколько проходов проводящих чернил, не выполняется в том же порядке, как для этапа производства антенны гибридной контактной-бесконтактной смарт-карты. Существенной характеристикой способа воплощений изобретения является то, что антенна производится на зоне 12 или 13, где предварительно напыляется смола, эта характеристика присутствует в производстве основания антенны согласно изобретению независимо от последующего использования карты.
Согласно предпочтительному воплощению антенны бесконтактной смарт-карты, показанной на фигуре 5, антенна получается способом трафаретной печати при помощи проводящих чернил за несколько проходов. Первый проход состоит в трафаретной печати витков 15 антенны и двух контактных площадок 17 и 19 антенны. Второй проход состоит в трафаретной печати изолирующей полосы 23, чтобы позволить виткам антенны перекрываться без электрического контакта. Третий проход состоит в трафаретной печати электрического моста или кроссовера 21. Четвертый проход обеспечивается, чтобы добавить слой чернил на контактные площадки 17 и 19. Витки 15 антенны соединяются с контактной площадкой 19 на одном из концов кроссовера 21 и с другим концом кроссовера 21 вплоть до контактной площадки 17.
Согласно фигуре 6a модуль 31, содержащий кристалл, помещается вверх дном, чтобы контакты карты контактировали с контактными площадками 17 и 19 антенны. Перфорированный термопластический лист 25 помещается на основание 11 антенны, чтобы модуль 31 был обращен лицевой стороной к отверстию, предварительно сделанному в листе 25, и чтобы избежать любой дополнительной толщины, обусловленной модулем.
Так же, как этапы ламинирования различных слоев, из которых состоят тела карты гибридной контактной-бесконтактной смарт-карты, первый этап ламинирования бесконтактной смарт-карты показан на фигуре 6b. Этот первый этап ламинирования состоит в приваривании при помощи горячего прессования литья двух гомогенных слоев термопластика к любой стороне основания 11 антенны, причем один слой 35 на термопластический слой 25 и один слой 33 на лицевую сторону основания 11 антенны, которая не несет антенну. В течение этого первого этапа ламинирования температура должна быть достаточной, чтобы полностью размягчить и расплавить материал, из которого состоят листы 25, 33 и 35, чтобы захватить модуль и антенну. Таким образом, в течение ламинирования основание 11 антенны захватывается термопластической массой слоев 25, 33 и 35.
Второй этап ламинирования различных слоев, из которых состоит карта, включает ламинирование двух тел карты на каждой стороне основания антенны, полученного после первого этапа ламинирования со ссылкой на фигуру 6b. Этот второй этап состоит в приваривании двух термопластических слоев 43 и 45, из которых состоят тела карты, к термопластическим слоям 33 и 35 при помощи горячего прессования литья. Два тела 43 и 45 карты предварительно напечатаны с заказанным графическим изображением карты.
Два этапа ламинирования, описанных ранее, могут быть заменены, без отклонения от объема изобретения, единственным этапом ламинирования, состоящим в сваривании при помощи горячего прессования литья на каждой стороне основания антенны по меньшей мере двух термопластических слоев, соответствующих, например, слоям 35 и 45 с одной стороны и 33 и 43 с другой стороны, составляющих два тела карты.
Термопластический материал, используемый для всех слоев, из которых состоят смарт-карты, и упоминаемый в этом документе, предпочтительно является поливинилхлоридом (PVC), но также может быть полиэфиром (PET, PETG), полипропиленом (PP), поликарбонатом (PC) или акрилонитрил-бутадиен-стиролом (ABS).
Смола, помещенная на зоны 12 и 13 основания антенны до печати антенны, используется из-за ее свойств для температуры и давления на первом этапе ламинирования относительно тех же свойств основания, на котором она применяется. Конкретно, смола используется, так как она стабильна по размерам и так как она остается твердой в течение первого этапа ламинирования относительно пластического материала, на который она помещается. При 180°C и 280 бар пластический материал основания антенны плавится и, таким образом, размягчается, в то время как смола стабильна. Таким образом, схема, состоящая из антенны, контактных площадок и, возможно, кристалла в случае бесконтактной смарт-карты, закрепленная на основании, находится на стабильной и твердой основе, образованной смолой. В течение этапов ламинирования эта та целая основа, которая двигается относительно ее основания и, таким образом, сохраняется форм-фактор антенны, так как последняя не подвергается касательным напряжениям между двумя верхним и нижним термопластическими слоями и, следовательно, не разрушается. Смола обеспечивает общую жесткость схемы в течение всех этапов производства карты, так как она может выдержать температуру и давление различных этапов производства смарт-карты, не теряя своей формы. Смола напыляется на зоны 12 и 13 быстрым и выгодным способом, таким как офсетная печать, трафаретная печать, гелиография или флексография. По этой причине и из-за цены используемая смола может быть гарпиусом или эпоксидной акрилатной смолой. Эти смолы используются при производстве чернил. Чернила состоят из приблизительно 70% лака, 20% пигмента и 10% добавок, таких как воск, сиккативы, разбавители. Лак содержит растительные масла, масляные разбавители и смолы. Способ согласно изобретению выполняется напылением материала, состоящего в основном из смолы. Предпочтительно способ выполняется с чернилами для офсетной печати, состоящими в основном из эпоксидной акрилатной смолы или состоящими в основном из гарпиуса.
Реферат
Изобретение касается способа для создания гибридной контактной/бесконтактной или бесконтактной смарт-карты, содержащей основание, на котором изготавливается антенна, два тела карты с каждой стороны основания, причем каждое тело карты состоит, по меньшей мере, из одного термопластического слоя, и один кристалл или модуль, соединенный с антенной. Упомянутый способ содержит следующие этапы: напыляют слой материла, состоящего по большей части из смолы, на предопределенную зону основания антенны; создают антенну, которая состоит из витков трафаретной печати и двух контактных площадок проводящих полимерных чернил на зоне, предварительно изготовленной на основании, и подвергают основание термической обработке, чтобы высушить чернила. Технический результат - создана возможность получения антенны, которая не подвергается никаким повреждениям в течение процесса производства карты и, конкретно, на этапе ламинирования. 2 н. и 8 з.п. ф-лы, 6 ил.
Формула
Документы, цитированные в отчёте о поиске
Способ изготовления электронной карточки или аналогичного электронного устройства
Комментарии