Способ обработки зубчатых колес с бочкообразным зубом и устройство для его осуществления - SU1333486A1
Код документа: SU1333486A1
Чертежи


Описание
Изобретение относится к машиностроению и может, быть использовано при чистовой обработке зубчатых изделий с бочкообразным зубом,
Известен способ отделки зубчатых колес, при котором ин трумент выполнен , в виде зубчатого колеса с внутренними зубьями, которое, находясь в зацеплении с обрабатываемым коле- сом, имитирует зацепление, имеющее место в зубчатых муфтах, инструмент вращают относительно его оси, а оси инструмента и.обрабатываеного Колеса поворачивают друг относительно друга
Известный способ имеет низкую производительность вследствие невозможности обработки исей длины зуба с одной установки.
Известно устройство для обработки зубчатых колес с бочкообразным зубом используемое на шевинговальном станке . Устройство содержит раму для установки обрабатьтаемого колеса, суппорт с прямыми направляющими, на котором установлена каретка с инструментом , которая может совершать возвратно-поступательные перемещения. Устройство содержит кулисный механизм , связанный с поворотной опорой. Суппорт, который является поворотным , установлен на неподвижной стойк .
Недостатком известного устройства является низкая производительность и точность вследствие того, что при обработке бочкообразного зуба невозможна обработка одновременно более двух зубьев.
Цель изобретения - повьшение про- изводительности и точности.
Поставленная цель достигается тем, что согласно способу обработки зубчатых колес с бочкообразным зубом инструментом, одновременно охватываю щкм все зубья колеса , крторому сообщают вращение вокруг своей оси, а инструмент относительно колеса в процессе обработки доворачивают, инструменту дополнительно сообщают синхронное с колесом вращение, возвратно- по.ступательное движение и тормозное усилие, при этом доворот инструмента производит вокруг оси, перпендикулярной оси обрабатываемого колеса и лежащей в его диаметральной плоское-- ти, причем нагрузку торможения изменяют от нуля в исходном положеникТ до максимума в конце цикла вращения,
а направление вращения инструмента изменяют при переходе инструмента через исходное положение за время
полного цикла поворота инструмента.
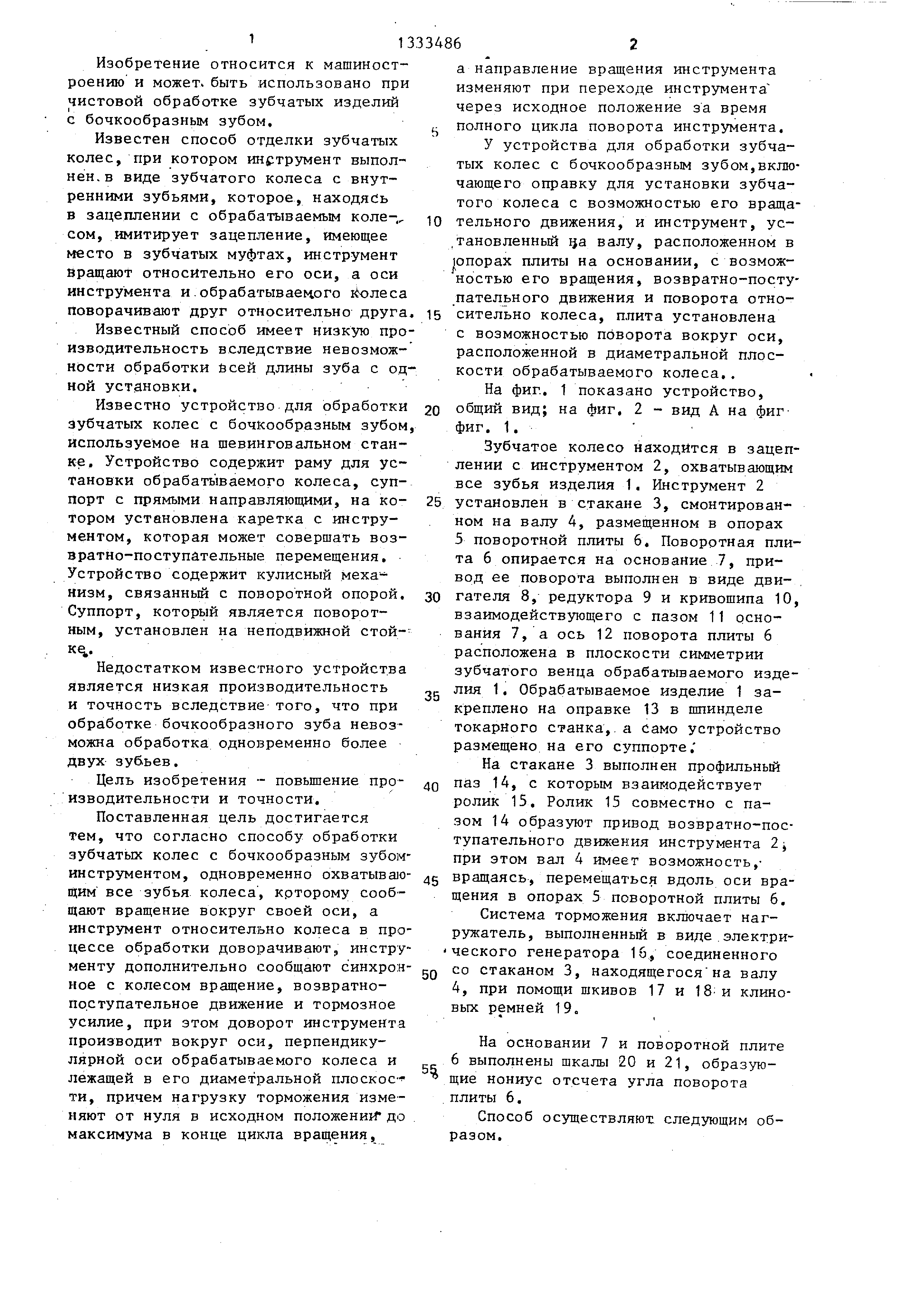
У устройства для обработки зубчатых колес с бочкообразным зубом,включающего оправку для установки зубчатого колеса с возможностью его вращательного движения, и инструмент, ус- .тановленный ца валу, расположенном в юпорах плиты на основании, с возможностью его вращения, возвратно-поступательного движения и поворота относительно колеса, плита установлена с возможностью поворота вокруг оси, расположенной в диаметральной плоскости обрабатываемого колеса.. На фиг. 1 показано устройство,
общий вид; на фиг, 2 - вид А на фиг- фиг. 1.
Зубчатое колесо находится в зацеплении с инструментом 2, охватывающим все зубья изделия 1. Инструмент 2
установлен в стакане 3, смонтированном на валу 4, размещенном в опорах 5 поворотной плиты 6, Поворотная плита 6 опирается на основание 7, привод ее поворота выполнен в виде двигателя 8, редуктора 9 и кривошипа 10, взаимодействующего с пазом 11 основания 7, а ось 12 поворота плиты 6 расположена в плоскости симметрии зубчатого венца обрабатываемого изделкя 1, Обрабатываемое изделие 1 закреплено на оправке 13 в шпинделе токарного станка,.а само устройство размещено на его суппорте;
На стакане 3 выполнен профильный
паз 14, с которым взаимодействует ролик 15, Ролик 15 совместно с пазом 14 образуют привод возвратно-поступательного движения инструмента 2j при этом вал 4 имеет возможность,вращаясь , перемещаться вдоль оси вращения в опорах 5 поворотной плиты 6. Система торможения включает наг- ружатель, выполненный в виде электри- ческого генератора 15, соединенного
со стаканом 3, находящегося на валу 4, при помощи шкивов 17 и 18 и клиновых ремней 19.
5%
На основании 7 и поворотной плите 6 выполнены шкалы 20 и 21, образующие нониус отсчета угла поворота плиты 6.
Способ осуществляют следующим образом .
313
Зубчатое изделие 1, закрепленное на оправке 13, совместно вращается с зубчатым инструментом 2, установленным в стакане 3 на валу 4. Обработка ведется за счет того, что охватывающему все зубья инструменту 2 сообщают притормаживание электрическим генератором 16 посредством щкивов 17, 18 и ремней 19 и возвратно-поступа- тельные движения за счет привода. Для получения бочкообразной боковой поверхности зубьев вал 4, установленный в опорах 5 на плите 6, поворачивается совместно с инструментом 2 вокруг оси 12 относительно основания 7. Поворот ослцествляется при помощи привода 8 - 11). Контроль поворота плиты 6 относительно основания осуществляется визуально по шкалам 20 и 21. Зубчато- му изделию 1 и кинематически связанному с ним зубчатому инструменту 2 сообщают совместное вращение вокруг своих осей. Инструментом 2 охватывают все зубья обрабатываемого изделия 1, при этом его притормаживают и перемещают возвратно-поступательно относительно изделия .1. Подачу инструмента 2 на обрабатываемые зубья ведут за счет одновременного поворота инструмента 2 и его притормаживания. Поворот инструмента 2 производят относительно оси 12, перпендикулярной оси изделия 1 и проходящей через плоскость симметрии его зубчатого венца.
Нагрузку торможения инструмента 2 изменяют от нуля, в исходном поло - жении до максимума в крайнем.
Для получения одинаковой бочкооб
разности на обеих сторонах зуба из
ю 15 20
25
0
86
делил 1 направление вращения и торможения инструмента 2 изменяют на противоположное при его переходе через исходное положение за время полного цикла поворота инструмента 2.
При обработке вследствие того, , что зубья изделия 1 охватывают зубча- ть1м инструментом 2, обеспечивается одновременная обработка зубьев, при этом сочетание поворота инструмента 2 и его притормаживание позволяет равномерно обрабатывать одновременно все зубья изделия 1.
П(5Лучение зубьев с пространственным бочкообразным профилем осуществляется за счет того, что инструмент совершает за время обработки совместное с изделием вращение и поворот инструмента производят относительно оси 12.
Изменение нагрузки торможения инструмента 2 позволяет исключить снятие стружки с боковых поверхностей зубьев при совмещении осей инструмента 2 и изделия 1.
За счет изменения направления вращения инструмента на противоположное, при его переходе через исходное положение за время полного цикла пово- рота инструмента 2,при обработке, получается одинаковая бочкообразность на обеих сторонах зуба изделия.
ю я 15 20
35
40
Амплитуда возвратно-поступательны движений инструмента 2 и щкива 18 .составляет 5-6 мм при межцентровом расстоянии между щкивами 17,18 400мм поэтому незначительное изменение 1то- ложения ремней 19 на обработку изделий 1 не оказывает влияния.
1 2 J
J2
15
бидА
Редактор Н. Горват
Составитель А. Гадателев
Техред М.ЛЧДЬККорректор В. Гирняк
Заказ 3907/12Тир.1Ж 974Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Раушская наб., д. 4/5
- - - - - -- - -----«.-.. - .„, .
- - - - --- - - - - -, - , -
Производственно-полиграфическое, предприятие, г. Ужгород, ул. Проектная,
фиг.г
Реферат
1. Способ обработки зубчатых колес с бочкообразным зубом-инструментом , одновременно охватывающим все зубья колеса, которому сообщают вращение вокруг своей оси, а инструмент относительно колеса -в процессе обработки доворачивают, отличающийся тем, что, с целью повышения производительности и точности, инструменту дополнительно сообщают синхронное с колесом вращение, возвратно-поступательное движение и тормозное усилие, при этом доворот инструмента производят вокруг о си, перпендикулярной оси обрабатываемо- : го колеса и лежащей в его диаметраль ной плоскости,. 2.Способ по п. 1,отличаю- щ и и с я тем , что нагрузку торможения изменяют от нуля в исходном положении до максимума в конце цикла вращения. 3.Способ, по п. 1, отличающийся тем, что, с целью получения одинаковой бочкообразности на обеих сторонах зуба колеса, направление вращения инструмента изменяют при переходе инструмента через исходное положение за время полного цикла поворота инструмента. 4.Устройство для обработки зубчатых колес с бочкообразным зубом, включающее оправку для установки зубчатого колеса с возможностью его вращательного движения и инструмент, установленный на валу, расположенном в опорах плиты на основании с возможностью его вращения, возвратно-поступательного движения и поворота относительно колеса, отлич ающе е- с я тем, что, с целью повьшения производительности и.точности,-плита установлена с возможностью поворота вокруг оси, расположенной в -диамет- ральной плоскости обрабатываемого колеса . (Л 00 со со 4 00 о

Формула
Комментарии