Станок для чистовой обработки профилей зубьев цилиндрических зубчатых колес - SU1145917A3
Код документа: SU1145917A3
Чертежи


Описание
Изобретение относится к машиностроению , в частности к станкам, предназначенньм для чистовой обработ ки профилей зубьев цилиндрических зубчатых колес, например, методами шевингования, хонингования, тонкого пластического деформирования и т.п. Известен станок для чистовой обработки профилей эубьев цилиндричес ких зубчатых колес в условиях свобод ного .обката инструментом в виде зубчатого колеса, содержащий станину со стойкой, на направляющей которйй с возможностью вертикального перемещения установлен суппорт с кареткой , вьтолненной из двух частей: верхней части, установленной в круглой направляющей суппорта, и нижней части, вьшолненной в виде шарнирно установленной на оси верхней части каретки, траверсы с кулисным механизмом и приводом, и ползуна с копирной линейкой, подвижно установлен ного в направляющих траверсы, причем копирная линейка установлена шарнирно с возможностью взаимодействия с кулисным механизмом при перемещении ползуна посредством привода, при этом инструментальная головка установлена с возможностью поворота в круглых направляющих нижней части каретки, а обрабатьгааемое зубчатое колесо закреплено в центрах передней и задней бабок, расположенных на станине с возможностыо регулирования расстояния между ними 1 . Данная конструкция станка позволяет получить зубья обрабатываемых зубчатых колес с некоторой кЪнусностью (с уменьшающейся толщиной зуба по ширине зубчатого венца) только при параллельной или диагональной подаче инструмента. При иных направлениях подачи инструмента (например тангенциальном) выполнение конусности на обрабатываемых зубьях затруднено . Цель изобретения - расширение технологических возможностей станка Поотавленная цель достигается тем, что в станке, содержащем станину со стойкой, на направляющей которой с возможностью вертикального перемещения установлен суппорт с карет кой, выполненной из двух частей: вер ней части, установленной в круглой направляющей суппорта, и нижней части , выполненной в виде шарнирно установленной на оси верхней части каретки , траверсы с кулисным механизмом и приводом, и ползуна с копиркой линейкой, подвижно установленной в направляющих траверсы, причем копирная линейка установлена шарнирно с возможностью взаимодействия с кулисным механизмом при перемещении ползуна посредством привода, при этом инструментальная головка установлена с возможностью поворота в круглых направляющих нижней части каретки, а обрабатываемое зубчатое колесо закреплено в центрах передней и задней бабок, расположенных на станине с возможностью/ регулирования расстояния между ними, верхняя часть каретки снабжена втулками с самоустанавливающимися подшипниками, в которых размещена ось, предназначенная для установки траверсы, при этом одна из втулок выполнена эксцентрично с возможностью поворота относительно верхней части каретки, На фиг. 1 изображен пример выполнения станка; на фиг. 2 - положение каретки в позиции при параллельной подаче инструмента; на фиг. 3 - то же, в позиции притангенциальной подаче инструмента; на фиг, 4 верхняя часть каретки, разрезJ на фиг. 5 - вид А на фиг. 4. На станине 1 жестко установлена . стойка 2, на вертикальных направляющих 3 которой подвижно установлен суппорт 4 с приводом, на нижней стороне суппорта смонтирована каретка 5, в нижней части каретки с возможностью поворота в круглой направляющей 6 вокруг вертикальной оси Н размещена инструментальная головка 7, в которой установлен дисковьй инструмент 8. На станине 1 станка установлены в продольных направляющих 9 передняя 10 и задняя 11 бабки, в центрах которых установлено обрабатываемое зубчатое колесо 12. Обработка профилей зубьев осуществляется при вращении инструмента 8, ось F вращения которого пересекает ось вращения обрабатьшаемого колеса 12. При этом инструмент 8 имеет возможность перемещения вдоль оси М. Возможность соответствующей установки и перемещения инструмента 8 обеспечивается за счет выполнения каретки 5 из трех частей установлен ных подвижно относительно одна другой: верхней части 13, траверсы 14
3 1
и ползуна 15. Верхняя часть 13 установлена в круглой направляющей 16 суппорта 4 и может поворачиваться вокруг вертикальной оси, совпадающей с осью Н и закрепляться в требуемом положении. Таким образом может быть установлено любое направление подачи в том числе S или S .
На верхней части каретки 13 на оси 17 шарнирно установлена с возможностью поворота вокруг горизонтальной оси L траверса 14. На нижней стороне траверсы в продольной направляющей 18 с предварительным натягом установлен ползун 15, при этом продольная направляющая 18 перпендикулярна оси L. Устройства для перемещения ползуна 15 (для поворота верхней части каретки 13), а также инструментальной головки 7 известны и в данном техническом решейии не описываются.
Ползун 15 имеет на одном конце регулируемый по длине кронштейн 19, на оси которого установлена копирная линейка 20, с возможностью поворота вокруг этой оси К, параллельной в I свою очередь оси L. Верхняя часть установленной каретки 13 имеет консоль 21, на конце которой установлена с возможностью поворота кулиса 22 В кулисе направляется копирная линейка 20.
Вследствие шарнирного соединения ползуна 15 с траверсой 14 и с верхней частью каретки 13 ползун 15 и травеЬса 14 могут совершать качатель ные движения по стрелке Р. Укорочение или удлинение кронщтейна 19 по сравнению с длиной, показанной на фиг. 2 вызьтает наклон ползуна траверсы 14 влево или вправо по стрелке Р, что позволяет осуществлят продольное перемещение инструмента с наклоном его оси на требуемый угол относительно оси обрабатьгоаемого зубчатого колеса, в результате чего обработанные профили зубьев получают некоторую конусность. С увеличением угла между направлением подачи инструмента и осью М обрабатываемого колеса при параллельном или диагональном способе обработки эффективность наклонного положения ползуна 15 и
74
траверсы 14 снижается, т.е. с увеличением угла наклона уменьшается конусность .
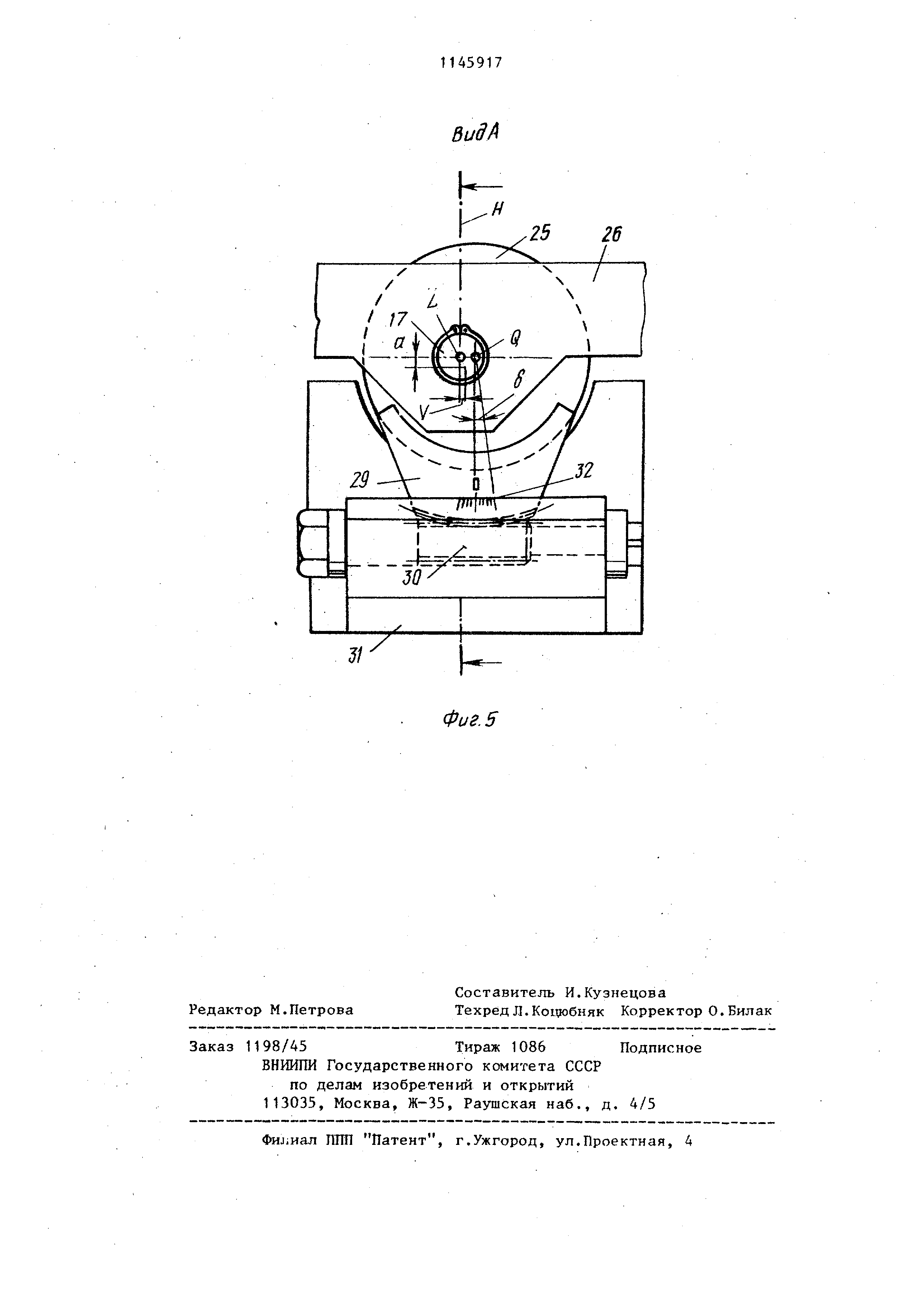
Для получения заданной конусности при обработке, например, с тангенциальной подачей инструмента станок снабжен устройством, показанным на фиг. 4 и 5.
В верхней части каретки 1J с помощью самоустанавливающихся подшипников 23 и 24 установлена ось 17, на одном конце которой между верхней частью каретки 13 и самоустанавливающимся подши тником 23 расположена эксцентриковая втулка 25. Такая же или подобная эксцентриковая втулка может быть установлена на другом конце оси 17.
На одном из концов этой оси может быть установлен рычаг 26 известного устройства для бочкообразной обработки профилей зубьев. Траверса 14 установлена на оси 17 с помощью роликовых подшипников 27 и 28. Эксцентриковая втулка 25 в верхней части каретки может поворачиваться на небольшой угол о относительно оси Q. Для этой цели она снабжена зубчатым сегментом 29, который взаимодействует с червяком 30, установленным в выступе 31. В результате вращения червяка 30 зубчатый сегмент 29, и, следовательно , эксцентриковая втулка 25 поворачиваются, при этом геометрическая ось L оси 17 опускается или поднимается на величину и . Одновременно с подъемом или опусканием этой оси поднимается или опускается траверса 14, несущая инструментальную головку 7, т.е. ось F вращения инструмента .8 наклоняется. Угол поворота эксцентриковой втулки 25 устанавливается по шкале 32. При подъеме или опускании оси 17 вследствие поворотнго движения эксцентриковой втулки 25 одновременно осуществляется и горизонтальное смещение оси перемещение V.
Таким образом, предлагаемая конструкция станка позволяет получить зубья с заданной конусностыо при различных методах обработки независимо от направления подачи инструмента .


Реферат
СТАНОК ДЛЯ ЧИСТОВОЙ ОБРАБОТКИ ПРОФИЛЕЙ ЗУБЬЕВ ЦШМНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС в уеловюле свободного обката инструментом, в виде зубчатого колеса, содержащий станину со стойкой на направляющей; которой с возможностью вертикального перемещения установлен суппорт с кареткой, выполненной из двух частей, верхней части, установленной в круглой направляющей суппорта, и ния(ней части, выполненной в виде шарнирно убтановленной на оси верхней части каретки, траверсы с кулисньм механизмом и приводом, и ползуна с копирной линейкой , подвижно установленного в направляющих траверсы, причем копирная линейка установлена шарнирно с возможностью взаимодействия с кулисным механизмом при перемещении ползуна посредством, привода, при зтом инструментальная головка установлена с возможностью поворота в круглых направляющих нижней части каретки, а обрабатываемое .зубчатое колесо закреплено в центрах передней и задней бабок, расположенных на станине с возможностью регулирования расстояния , между ними, отличающийс я тем, что, с целью расширения СО технологических возможностей станка, верхняя часть каретки снабжена втулками с самоустанавливающимися подшипниками , в которых размещена ось, предназначенная для установки траверсы , при этом одна из втулоК,выполнена зксцентричной с возможностью поворота относительно верхней части каретки. iu СП ;D

Комментарии