1
Изобретение относится к машиностроению , в частности к изготовлению
станков для чистовой обработки зубчатых колес методами шевингования ши хонингов ания зубвев.
Цель изобретения - повышение точности обработки зубчатых колес с
продольной модификацией зубьев,.
На фиг.1 изображена кинематичес-
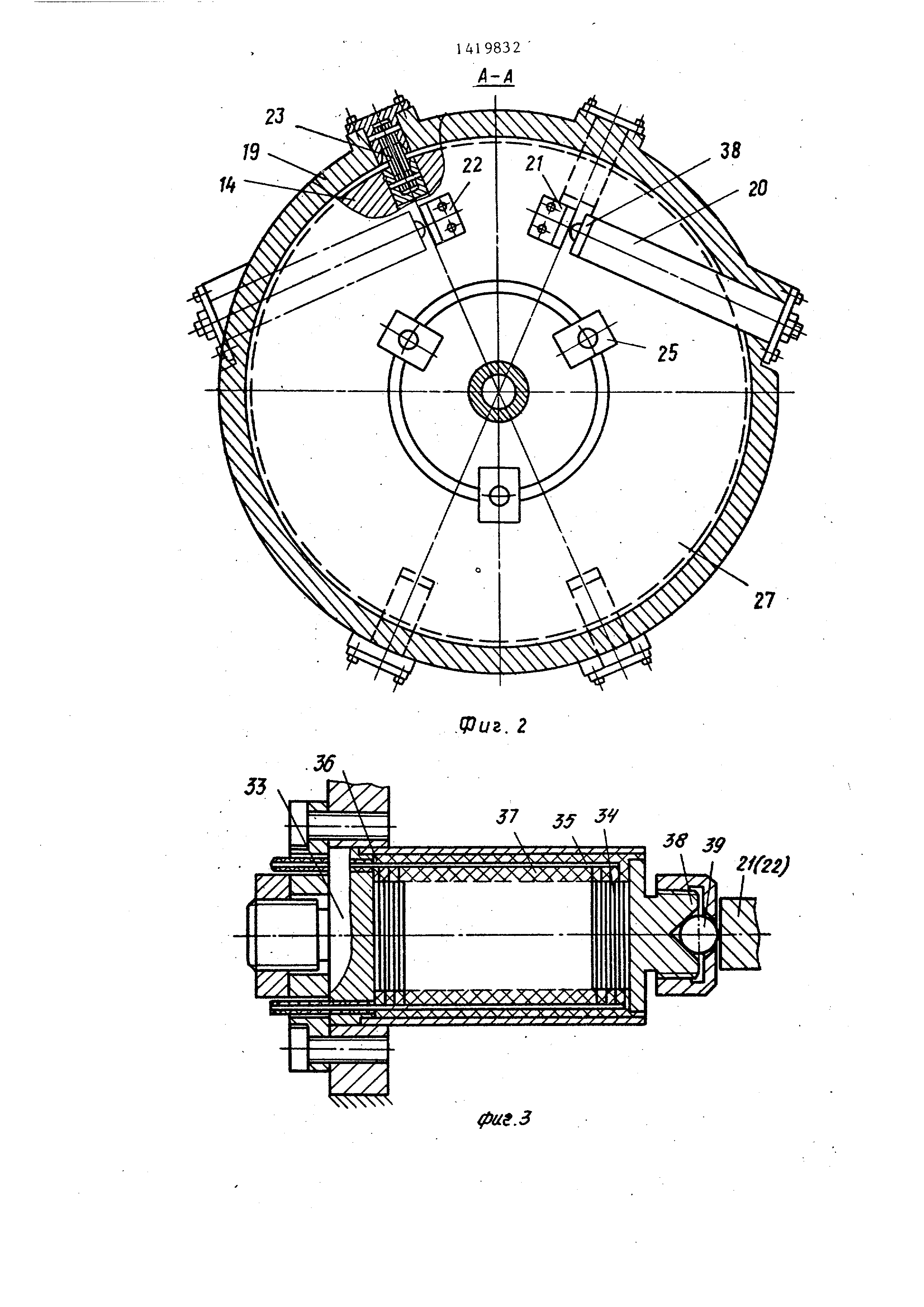
как схема устройства к зубошевинго- вашьному станку;.на фиг.2 - разрез
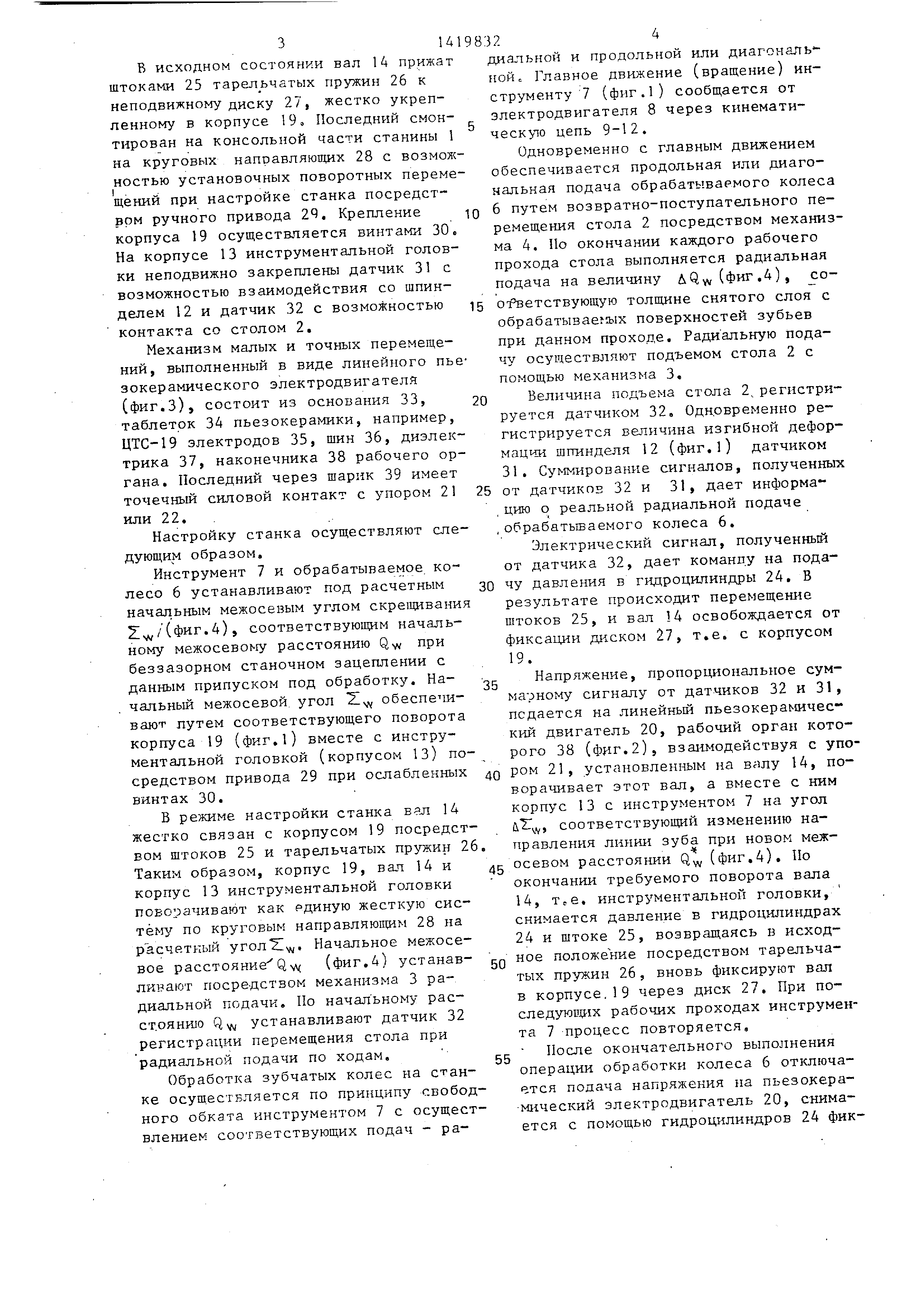
А-А на фиг.1; на фиг,3 - схема пьезо- керамнческого линейного электродвигателя;
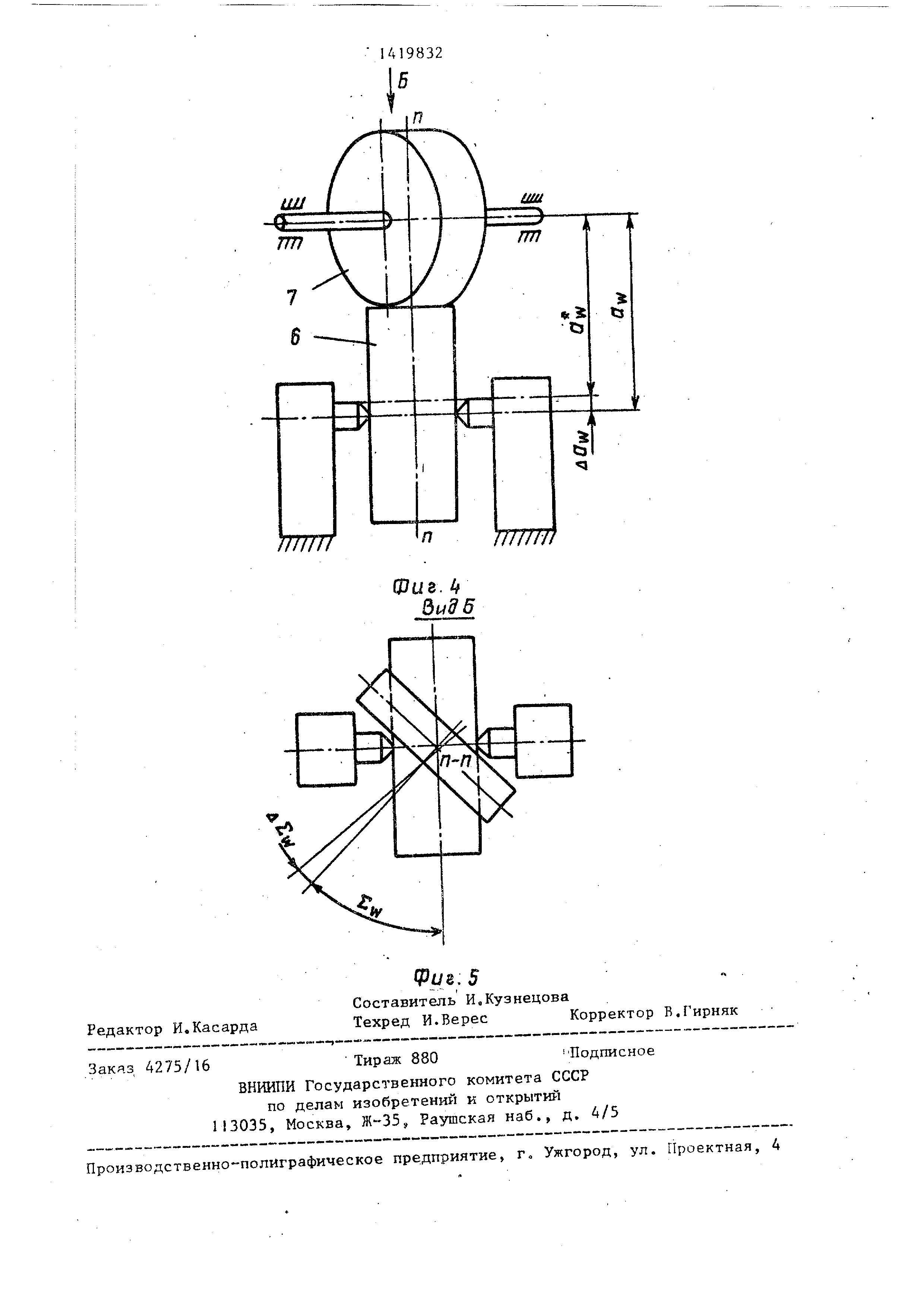
на фиг,4 - схема обработки (станочного зацеплрния); на фиг, 5 - вид Б на фиг.4«
На станине 1 станка размещен стол 2 с меха1сизмами радиальной 3 и продольной 4 подач. На столе 2 смонти-
роваш центровые бабкц 5, в которых устанавливается обрабатываемое зубчатое
колесо 6. В консольной части станины расположен механизм пр11вода главного двшсения - вращения -инстру-
мента 7.
Механизм привода состоит из двигателя 8, вала 9, конической зубчатой
передачи 10, гитары 11 цилиндрических колес и шпинделя 12. Коническая зуб-
чатая передача 10, гитара 11 и шпиндель 12 смонтированы в корпусе инструментальной головки 13, жестко
связанном с полым валом 14, Последний вместе с корпусом 13 смонтированы с
возможностью поворота вокруг межосевого перпендикуляра п-п станочного .
зацепления в радиальных сульфидированных подшипниках 15. и 16 скольжения
и упорных шарико-подшипниках 17 и 18, установленных на неподвижном корпусе
19 привода поворота. В корпусе 19 расположен привод поворота инструментальной
головки (корпуса П), состоящий из линейного пьезокерамического
электродвигателя 20, жестко закрепленного в корпусе 19 с возможйостью
взаимодействия его рабочего звена с упором 21 или 22, неподвижно смонтированным
на фланпе вала 14. Последний связан с неподвижным корпусом 19 с помощью пакетов ачоских пружин 23
(фиг.2),
В полости вала 14 смонтированы механизмы
фиксации углового положения инструментальной головки (корпуса 13),
каждый из которых состоит из однопо- лостного цилиндра 24, штока 25 и пакета
тарельчатых пружин 26 (фиг.1).
314
В исходном состоянии вал 14 прижат штоками 25 тарельчатых пружин 26 к
неподвижному диску 27, жестко укрепленному в корпусе 19, Последний смонтирован
на консольной части станины 1 на круговых направляющих 28 с возмол
ностью установочных поворотных перемещений при настройке станка посредст врм ручного привода 24, Крепление
корпуса 19 осуществляется винтами 30« На корпусе 13 инструментальной головки
неподвижно закреплены датчик 31 с возможностью взаимодействия со шпинделем 12 и датчик 32 с возможностью
контакта со столом 2.
Механизм малых и точных перемещений
, выполненный в виде линейного пье зокерамического электродвигателя (фиг.З), состоит из основания 33,
таблеток 34 пьезокерамики, например, ЦТС-19 электродов 35, шин 36, диэлектрика
37, наконечника 38 рабочего органа . Последний через шарик 39 имеет точечный силовой контакт с упором 21
или 22,
Настройку станка осуществляют следующим образом.
Инструмент 7 и обрабатываемое колесо 6 устанавливают под расчетным
начальным межосевым углом скрещивания Z,/(ФИГ.4), соответствующим начальному мeжoceвo ry расстоянию при
беззазорном станочном зацеплении с данным припуском под обработку. На-
чальный межосевой, угол обеспечивают путем соответствующего поворота
корпуса 19 (фиг,1) вместе с инструментальной головкой (корпусом 13) посредством
привода 29 при ослабленных винтах 30,
В режиме настройки станка вал 14
жестко связан с корпусом 19 посредством штоков 25 и тарельчатых пружин 26
Таким образом, корпус 19, вал 14 и корпус 13 инструментальной головки
поворачивают как единую жесткую систему по круговым направляю1щ м 28 на
р асчетный угол 51 v. Начальное межосевое расстояние Q4A( (фиг, 4) устанав-
ливают посредством механизма 3 радиальной подачи. По начальному рас-
ст.оянию Qyj устанавливают датчик 32 регистрации перемещения стола при радиальной подачи по ходам,
Обработка зубчатых колес на станке осуществляется по принципу свободного
обката инструментом 7 с осуществлением соответствующих подач - ра32А
диальной и продольной или диагонапь - ной. Главное движение (вращение) инструменту
7 (фиг.1) сообщается от злектродвигателя 8 через кинематическую цепь 9-12.
Одновременно с главным движением обеспечивается продольная или диагональная
подача обрабатываемого колеса 6 путем возвратно-поступательного перемещения
стола 2 посредством механизма 4. По окончании каждого рабочего прохода стола выполняется радиальная
подача на величину &Qyv (фиг,4), со- о Рветствующую толщине снятого слоя с
обрабатываемых поверхностей зубьев при данном проходе. Радиальную подачу осуществляют подьемом стола 2 с
помощью механизма 3,
Величина подъема стола 2, регистрируется
датчиком 32. Одновременно регистрируется величина изгибной деформации шпинделя 12 (фиг,1) датчиком
31, Суммирование сигналов, полученных от датчиков 32 и 31, дает информа
,цию о реальной радиальной подаче ,обрабатьшаемого колеса 6,
Электрический сигнал, полученный от датчика 32, дает команду на подачу давления в гидроцилиндры 24, В
результате происходит перемещение штоков 25, и вал 14 освобождается от
фиксации AiiCKOM 27, т,е. с корпусом 19,
Напряжение, пропорциональное суммарному сигналу от датчиков 32 и 31,
подается на линейный пьезокерамичес кий двигатель 20, рабочий орган которого
38 (фиг, 2) 5 вза1-1модействуя с упром 21, установленным на валу 14, поворачивает
этот вал, а вместе с ним корпус 13 с инструментом 7 на угол
ulT.,, соответствующий изменению направления линии зуба при новом межосевом
расстоянии Q,,, (фиг,4), По окончании требуемого поворота вала 14, , инструментальной головки,
снимается давление в гидроцилиндрах 24 и штоке 25, возвращаясь в исходное
положе ние посредством тарельчатых пружин 26, вновь фиксируют вал в корпусе.19 через диск 27, При по-
следуюидах рабочих проходах инструмента 7 процесс повторяется.
После окончательного выполнения операции обработки колеса 6 отключается
подача напряжения на пьезокера- мический электродвигатель 20, снимается
с помощью гидроцилиндров 24 фиксация вала 14 с корпусом 9, и вал
14; посредством пакетов гшоских пружин 23; поворачивается в исходное положе-
HHJe вместе с корпусом 13, т.е. шпин- дйпь занимает начальное угловое поло-
жйние 51, .(фиг,4) по отношению к оси .обрабатываемого.колеса.
: Предлагаемая конструкция позволяет пр( продольную модификацию зуб&ев.д
мальное линейное перемещ чаемое с помощью данного мического двигателя. Таб
набираются в пакет, к од которого крепится основа другому - наконечник 38,
щий точечный контакт с у и осевое приложение нагр
Использование такой к
привода поворота инструм головки позволяет обеспе инструмента с требуемой
дискретностью перестанов интервале за счет больше и компактности привода,
безинерционности его ра ние до минимума внешнего воляет осуществлять пере
15
обрабатываемого колеса 6 (фиг.1) путем
независимых поворотных движений инструмента 7 вокруг межосевого пендикуляра п-п в процессе обработки.
В этом случае механизм малых и точных пе ремещений должен работать по заданной
программеS обеспечивающей управле- mte напряжением, подаваемым на пьезо-
керамический линейный электродвигатель 20 в соответствии с требуемой величи- 2д деляемые долйми микрона.
ной поворота корпуса 13, определяемой модификацией, например, бочкооб- разной продольной формой зуба.
; Одновременно с этим должна быть у язана в соответствии с циклом обработки
рйбота механизма фиксации в,зла 14 - гидроцилиндров 24. В зависимости от направления зубьев обра
б 1тываемого колеса пьезокерамический дзигатель может быть установлен в
pksHbix гнездах () для взаимодействия с упором 22 или 21.
Формула изобр
Устройство к станку д 25 обработки зубчатых колес
30
которого размещена несущ инструмент Инструменталь
с приводом ее поворота в перпендикулярной оси цен назначенных для размещен
ваемого колеса, отли с я тем, что, с целью п ности обработки зубчатых
дольной модификаций зубь поворота инструментально полнен в виде установлен
пьезокерамического линей двигателя, полого вала с элементами и механизма ф
носительного углового по струментальной головки, лый вал установлен с воз
ворота посредством пьез го линейного электродвиг ко связан с инструментал
кой, а упругие элементы между корпусом и валом с свободного перемещения п
последнего.
Работа пьезокерамического линейного
электродвигателя 20 (фиг.З) основана на принципе обратного пьезо э фекта. При подаче напряжения на
шИнь 36 таблетки 34 пьезокерамики деформируются под действием электрического поля, приложенного между
электродами 35 Таблетка 34 пьезокерамики ЦТС-19, например, толщиной и i мм и диаметром 25 мм, позволяет
достичь удлинения в 1 мкм при изме нении напряжения от О до 1500 В. При
этом таблетка пьезокерамики ПТС-19 -- - . - н
.развивает давление- бОО ---г. От количества таблеток 34 зависит макси
.д
19832. 6
мальное линейное перемещение, получаемое с помощью данного пьезокера- мического двигателя. Таблетки 34
набираются в пакет, к одному торцу которого крепится основание 33, а к
другому - наконечник 38, обеспечивающий точечный контакт с упором 21 (22) и осевое приложение нагрузки.
Использование такой конструкции привода поворота инструментальной
головки позволяет обеспечить поворот инструмента с требуемой точностью и
дискретностью перестановок в данном интервале за счет большей жесткости и компактности привода, а также
безинерционности его работы. Сведе- . ние до минимума внешнего трения позволяет
осуществлять перемещения, опре15
2д деляемые долйми микрона.
еляемые долйми микрона.
ормула изобретения
Устройство к станку для чистовой
обработки зубчатых колес в корпусе
которого размещена несущая дисковый
инструмент Инструментальная .головка с приводом ее поворота вокруг оси, .
перпендикулярной оси центров, предназначенных для размещения обрабаты- ваемого колеса, отличающее
с я тем, что, с целью повьшения точности обработки зубчатых колес с проольной
модификаций зубьев, привод поворота инструментальной головки выполнен в виде установленных в корпусе
пьезокерамического линейного электродвигателя , полого вала с упругими
элементами и механизма фиксации от- носительного углового положения инструментальной
головки, при этом полый вал установлен с возможностью поворота посредством пьезокерамического
линейного электродвигателя и жестко связан с инструментальной голов-
кой, а упругие элементы размещены между корпусом и валом с возможностью
свободного перемещения при повороте последнего.
23
/9
Iff
37 ss , , .УЛ 39
i Vx A xOCyO xVA AOkV f 1 V
Зв
20
27
.Фиг. 2
фие.З
//77777
/7777777

Комментарии