Станок для обработки блочных зубчатых колес - SU1284743A1
Код документа: SU1284743A1
Чертежи
Описание
в поперечных ползунах, которые имеют винтовой привод подачи, содержаний винт разноименного шага, кинематически связанный через звено настройки с винтом вертикальной подачи каретки , при этом ползуны снабжены толкателями , взаимодействующими с регулируемым копирным устройством, установленным на неподвижном элементе станка . Ползуны дополнительных щпи1зделей размещены между червячными переда 1
Изобретение относится к машино-- строению, в частности к зубообраба- тывающему оборудованию.
Цель изобретения - расширение универсальности оборудования за сче возможности нарезания зубчатых венцов различных типов, в т.ч. конических и шевронных, а также повышение производительности совмещенной обработки блоков червячной фрезой и инструментом дискового типа за счет унификации режимов резания, поскольку формообразование осуществляется с одинаковой подачей.
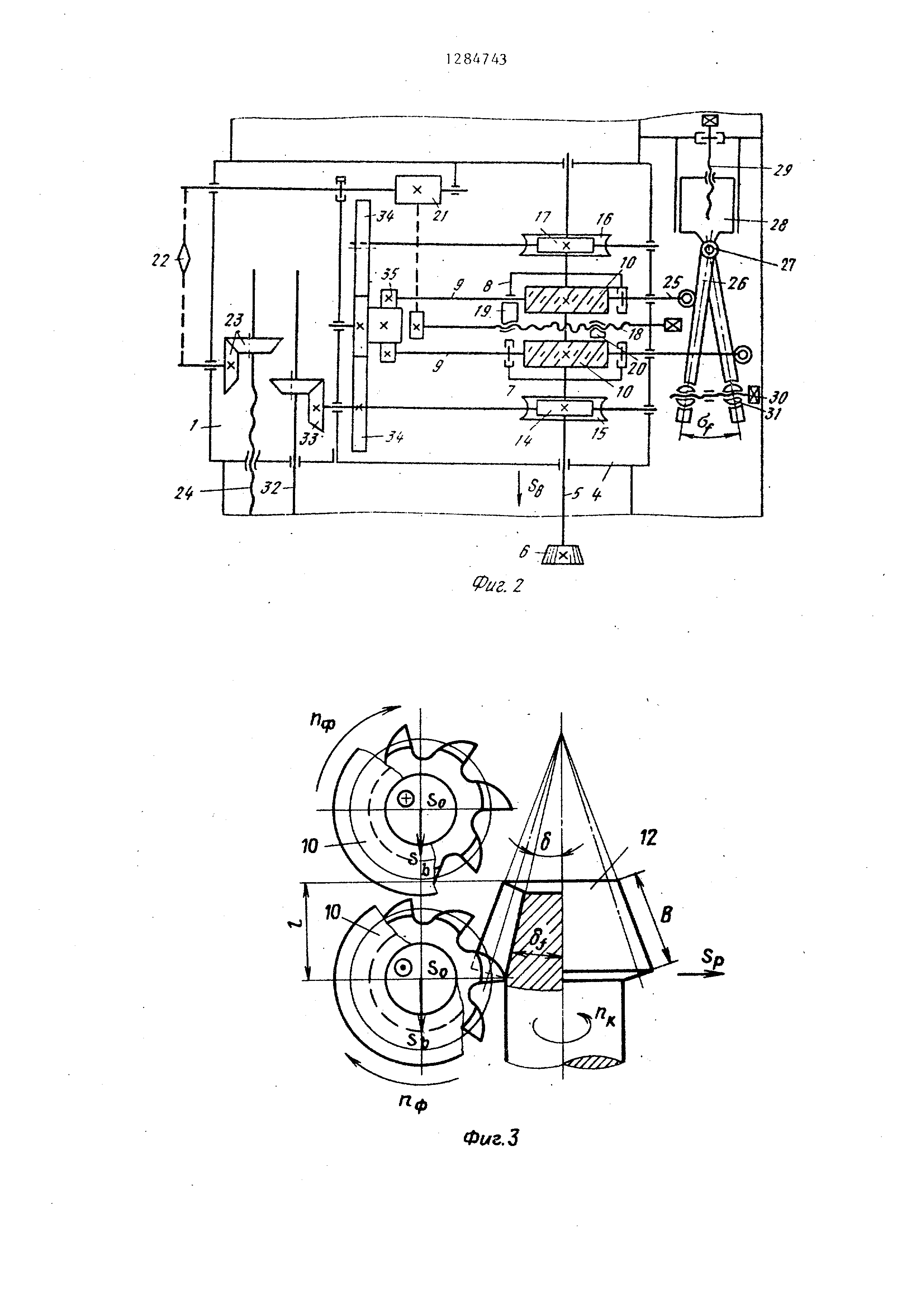
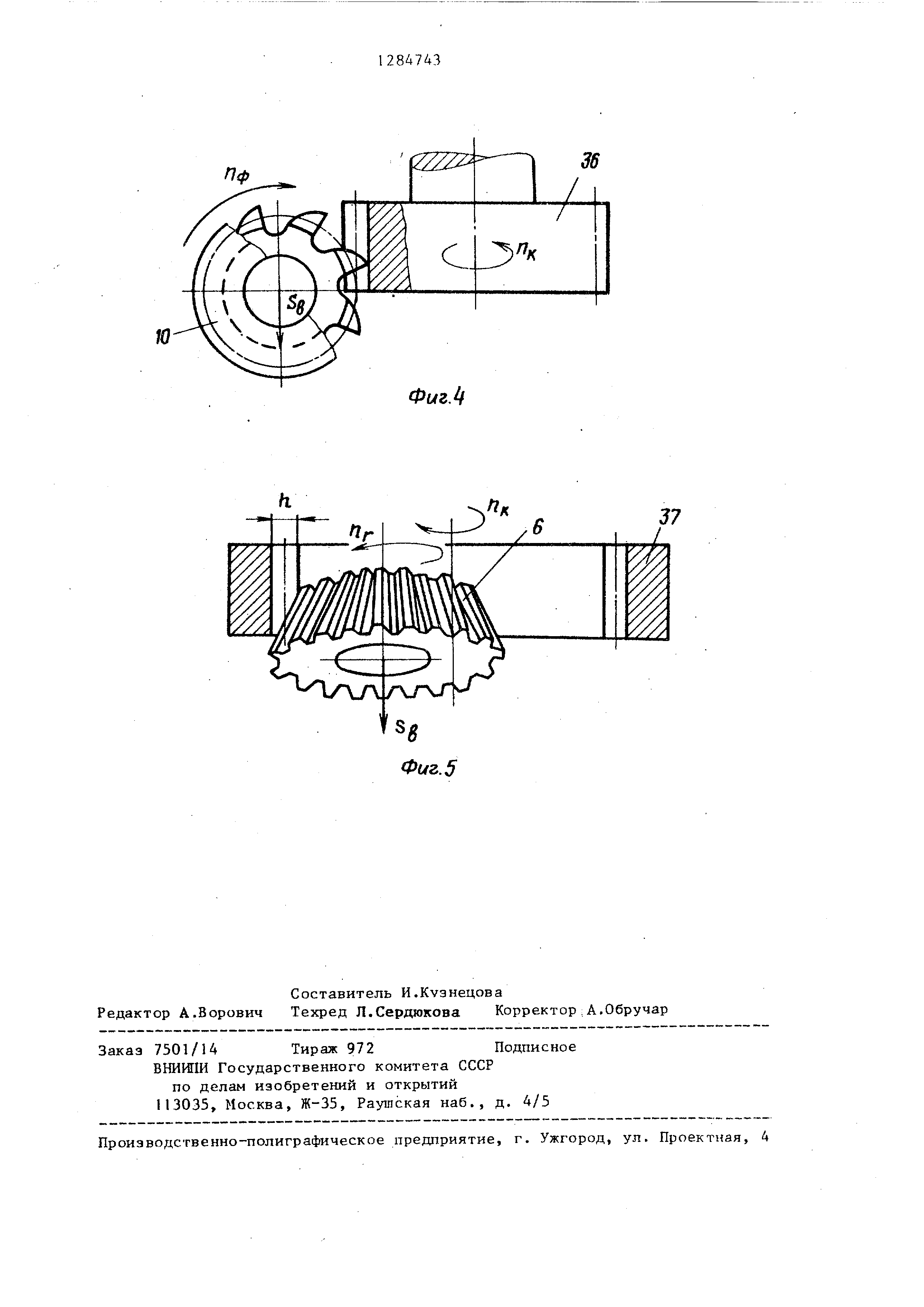
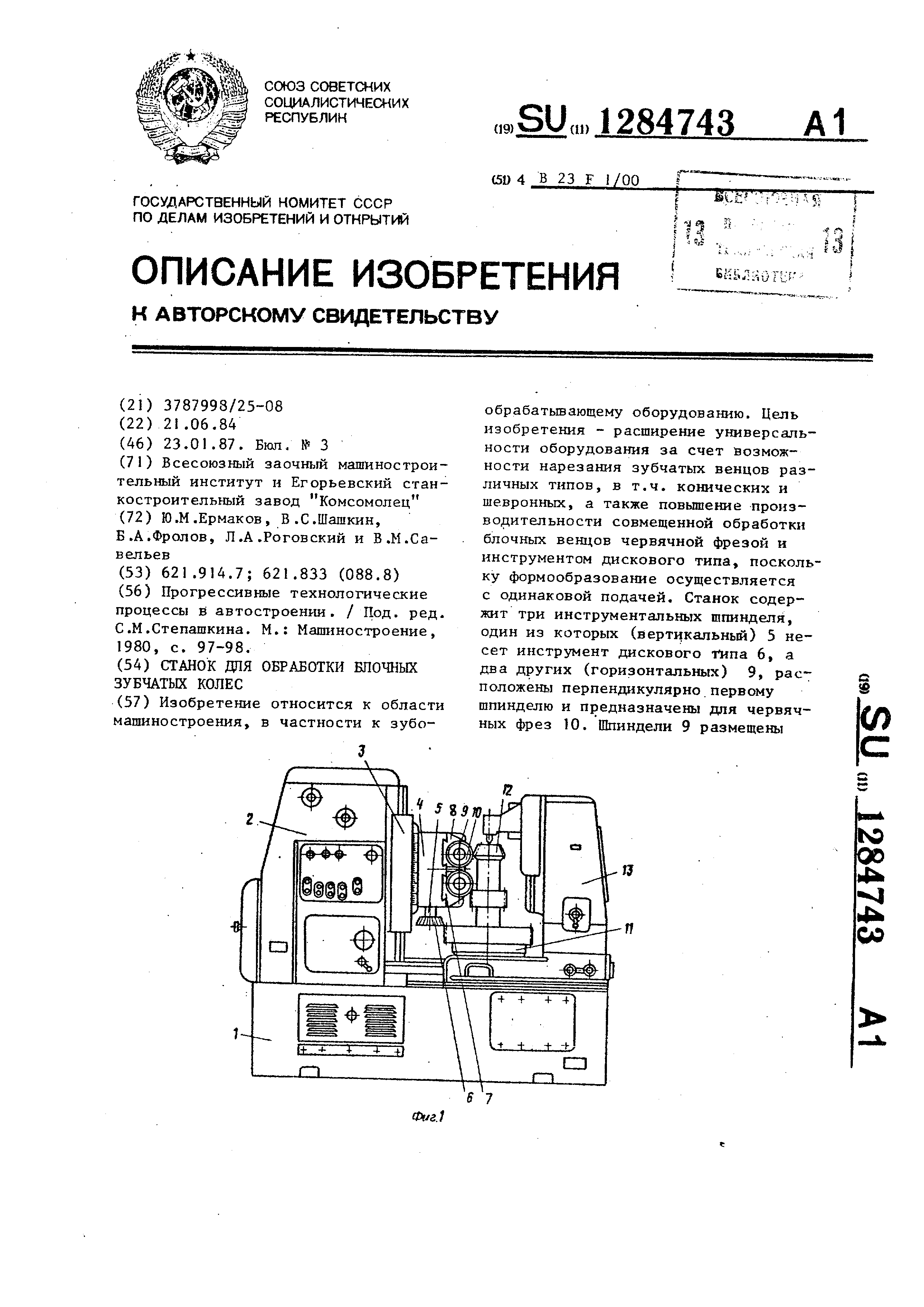
На фиг.1 показан станок, общий вид; на фиг.2 - фрагмент кинематической схемы; на фиг.З - нарезание конического зубчатого колеса двумя червячнь1ми фрезами; на фиг.4 - нарезание цилиндрического зубчатого колеса червячной фрезой; на фиг.З нарезание внутренних зубьев инструментом дискового типа.
Станок имеет станину 1 со стойкой 2 (фиг.1), каретку 3, установленную на вертикальных направляющих стойки, привод вертикальной подачи каретки, размещенный в стойке, поворотный суппорт 4, расположенный на каретке, шпиндель 5 с инструментом 6 (долбяком) дискового типа, ползуны 7 и.8 со шпинделями 9 червячных фрез. 10, стол 11 с обрабатываемым блоком 1, контрподдержку 3 Шпиндель 5 имеет привод вращения от червячной передачи 14-15, червячное колесо 15 которой установлено на шпинделе (фиг.2). Соосно ему на шпинделе установлено червячное кочами шпинделя 5,.. Копирное устройство выполнено в виде двух линеек, установленных на одной оси с возможностью поворота, и снабжено винтовой передачей ра зноименного шага, гайки которой шарнирно закреплены в указанных линейках, При этом ось поворота линеек расположена на ползуне , установленном с возможностью вертикального смещения. 1 з.п. ф-лы, 5 ил.
0
лесо второй червячной передачи 16-17 Между ними перпендикулярно к основному щпинделю расположены в поперечных ползунах 7 и 8 два других щпин- деля 9 рля червячных фрез 10. Шпиндели 9 кинематически связаны с червячными передачами 14-15 и 16-17,
Ползуны 7 и 8 имеют привод осевой подачи от винта 18 разноименного шага посредством гаек 19 и 20. Винт 18 через зубчатую передачу 21, звено 22 настройки, коническую пару 23 связан с винтом 24.привода вертикальной подачи каретки 3. При отключении винта 18 от привода вертикальной подачи каретки ползуны могут получать движение от копирного устройства,, установленного на станке. Для этого ползуны снабжены толкателями 25, взанмодействуюпщми с раздвижными линейками 26 копирного усройства. Рабочие поверхности линеек выполняются, различной формы в соответствии с требуемой формой нарезаемых зубьев.
Линейки установлены на одной оси 27 с возможностью поворота, ось закреплена на ползуне 28. Для смещения ползуна в вертикальном направлении служит винт 29.
Копирное устройство имеет винт 30 разноименного шага, взаимодействующий с гайками 31, закреплёнными в линейках. Винт 30 служит для установки линеек на угол сходимости зу- 5 бьев конического зубчатого колеса .
Привод вращения на червячные пары шпинделя 5 осуществляется от ведущего вала 32 через коническую пару 33.
0
5
0
-12.
Mi iuisii.n -I 11 1 () i::n; 4ani i r c;Kjiv yfiMHroii .одаче11 ЗД. Верхняя чер- нячная иерс Д.чча 16-17 служит дня вы боря зачоров и природе OCHOBHOI O шпинделя путем осевого смещения чер- вяка 16.
Вращение iiinHf ejieri 9 червячных фрез 10 осуществляется от промежуточного зубчатого колеса передачи 3ч через зубчать е колеса 35. Повы- шаю1щ-1е зубчатые передачи 34-35, а также червячные передачи 14-15 и 16-17 обеспечивают повышенную частоту вращения шпинделей 9 по сравнению со шпинделем 5 долбяка и обес- печивают кинематическую цепь обката при зубофрезеровании. Возможна другая компоновка суппортной группы, когда шпиндели червячных фрез непосредственно соединены с червяками чер- вячных передач вертикального шпинделя . В этом случае исключается промежуточная передача 35, но появляется необходимость в увеличении ширины
суппорта.
Станок работает следующим образом Нарезание конического зубчатого венца блока 12 производится двумя червячными фрезами 10 (фиг.З). Фрезы получают вращение с частотой п, по кинематической цепи: ведупщй вал 32, коническая пара 33, зубчатые передачи 34 и 35 (фиг.2). При вертикальном перемещении каретки 3 с суппортом 4 ползуны 7 и 8, несущие шпин дели червячных фрез, перемещаются в потивоположных осевых направлениях в соответствии с изменением ширины впадины обрабатываемого зуба конического венца, определяемой углом сходимости. Стол с деталью получает радиальное перемещение с подачей S-, согласованной с вертикальной подачей Si так, что их.равнодействующая соответствует углу конуса впадины зуба S. Согласованное движение подач обеспечивается кинематической настройкой цепей или по пpoгpa в«le в станках с программным управлением. Осевое перемещение ползунов осуществляется с подачей SQ от винта 18, получающего вращение от винта 24 вертикального хода каретки через коническую пару 23, звено 22 настройки и зубчатую передачу 21.
Уравнение кинематического баланса вертикального перемещения суппорта и осевого хода ползунов имеет эид
р
р Чз 71 71 P f, Ь tgG /COsS
24
де F - расчетное нертикялтяюе пе-- ремеи епие суппорта, эквивалентное дчипе нарезаемого I чуба Ь;
О - угол сходимости линий дна впадлнь зубчатого К(хпеса; угол делительного конусаj 25 гг передаточные отношения конической пары 23, звено 22 настройки, передачи 21; , Р шаги червяка 16 и винта 24
соответственно.
Формула настройки 22 сменых зубчатых колес имеет вид
, PZ . b tgGj 1,
-гг
Мб
Р
cos I
21
-2J
Для повышения точности осевого перемещения червячных фрез 10 толкатели 25 ползунов 7 и 8 вводят в контакт с линейками 26. Тогда винтовые пары 18-19 и 18-20 ползунов работают с натягом от линеек копирного устройства. Жесткое замыкание кинематической цепи осевых подач повыщает виброустойчивость ползунов и точность хода за счет выбора зазоров в передаточных звеньях.
В ряде случае при непрерывном нарезании конических и цилиндрических колес в блоке, а также при сложных формах зубьев, движеш е ползунам 7 и 8 задается непосредственно от линеек 26 копирного устройства. При этом гайки 19 и 20 ползунов размыкаются с винтом 18.
Нарезание цилиндрических зубчатых колес 36 на станке производится фрезами по способу зубофрезерования (фиг.4) и долбяками по способу зубо- точения (фиг.5). При нарезании червячными фрезами размыкается звено 22 настройки кинематической цепи ,. привода винта 18 ползунов. Обработка может осуществляться как одной фрезой, так и двумя фрезами с высокими зубьями. Во втором случае возможно нарезание зубьев большего модуля , чем модуль фрезы. Винт 18 служит для установки фрез в осевом . направлении для изменения модуля, а также дпя использования всей рабо-., чей части фрезы.
Вращение фрезы с частотой Пд, осуществляется так же, как и при нарезании конических колес. Остальные
5
движения колеса 36 и фрезы соотиет- ствуют известному способу обката.
ГТри нарезании цилиндрического колеса в блоке с коническим колесом обработка производится одними и тем же фрезами. Копирные линейки имеют профиль, обеспечивающий непрерывный переход с конического зуба на цилиндрический по мере продвижения фрезы по длине блока.
Одновременно с нарезанием рического венца фрезами производится зуботочение резцовой головкой (долбяком) другой ступени зубчатого венца, как показано на фиг.1. Движение подачи S, выбирается одинаковым для одновременной работы двумя инструментами.
Вместе с тем, возможно раздельное использование инструмента дискового типа (резцовой головки, долбя- ка) непосредственно для зуботочения внутренних зубьев колеса 37 (фиг.5) Нарезание зубьев производится при . согласованном вращении колеса с частотой п и долбяка с частотой п и вертикальной подаче S,
Предлагаемый станок позволяет значительно расширить диапазон нарезаемых зубчатых кол-ес в условиях мелкосерийного производства.
Формула изобретени
1. Станок для обработки блочных зубчатых колес, содержащий предназначенные для инструментов дискового и червячного типа инструментальные
5
шпиндели, оси которых взаимно пер- пендикуляр1 ы, при гэтстм принод вертикального итинделя содержит чврвячн по передачу, а горизонтальный шпиндель, размещенный в суппорте, содержит приводы вращения и осевого перемещения, отличающийся тем, что, с целью расширения универсальности оборудования, в суппорте параллельно горизонтальному шпинделю установлен дополнительный инструментальный шпиндель , предназначенный для размещения второй червячной фрезы, а на вертикальном шпинделе соосно червячному колесу червячной передачи установлено червячное колесо дополнительной червячной передачи, при этом обе передачи кинематически связань: с .горизонтальными шпинделями, привод осевого перемещения которых представляет собой ползуны с толкателями , копирное устройство и винтовую передачу, выполненную разноименного шага, винт которой закреплен на суппорте , а гайки соединены с ползунами , в которых размещены горизонтальные шпиндели.
2, Станок ПОП.1, отли.чаю- щ и и с я тем, что копирное устройство выполнено в виде даух лнне- ек, размещенных на одной оси с возможностью поворота, ползуна и винтовой передачи разноименного шагад гайки которой шарнирно закреплены
5 на каждой из линеек, при этом ось поворота последних расположена на ползуне, установленном с возможностью вертикального перемещения.
0
5
2
-2У
Реферат
Изобретение относится к области машиностроения, в частности к зубообрабатьшающему оборудованию. Цель изобретения - расширение универсальности оборудования за счет возможности нарезания зубчатых венцов различных типов, в т.ч. конических и шевронных, а также повьшгение производительности совмещенной обработки блочных венцов червячной фрезой и инструментом дискового типа, поскольку формообразование осуществляется с одинаковой подачей. Станок содержит три инструментальных шпинделя, один из которых (вертикальный) 5 несет инструмент дискового -funa 6, а два других (горизонтальных) 9, расположены перпендикулярно первому шпинделю и предназначены для червячных фрез 10. Шпиндели 9 размещены с (Л Од S 7
Формула
Комментарии