Способ нарезания зубчатого изделия с торцовыми кулачками - SU1057210A1
Код документа: SU1057210A1
Чертежи
Описание
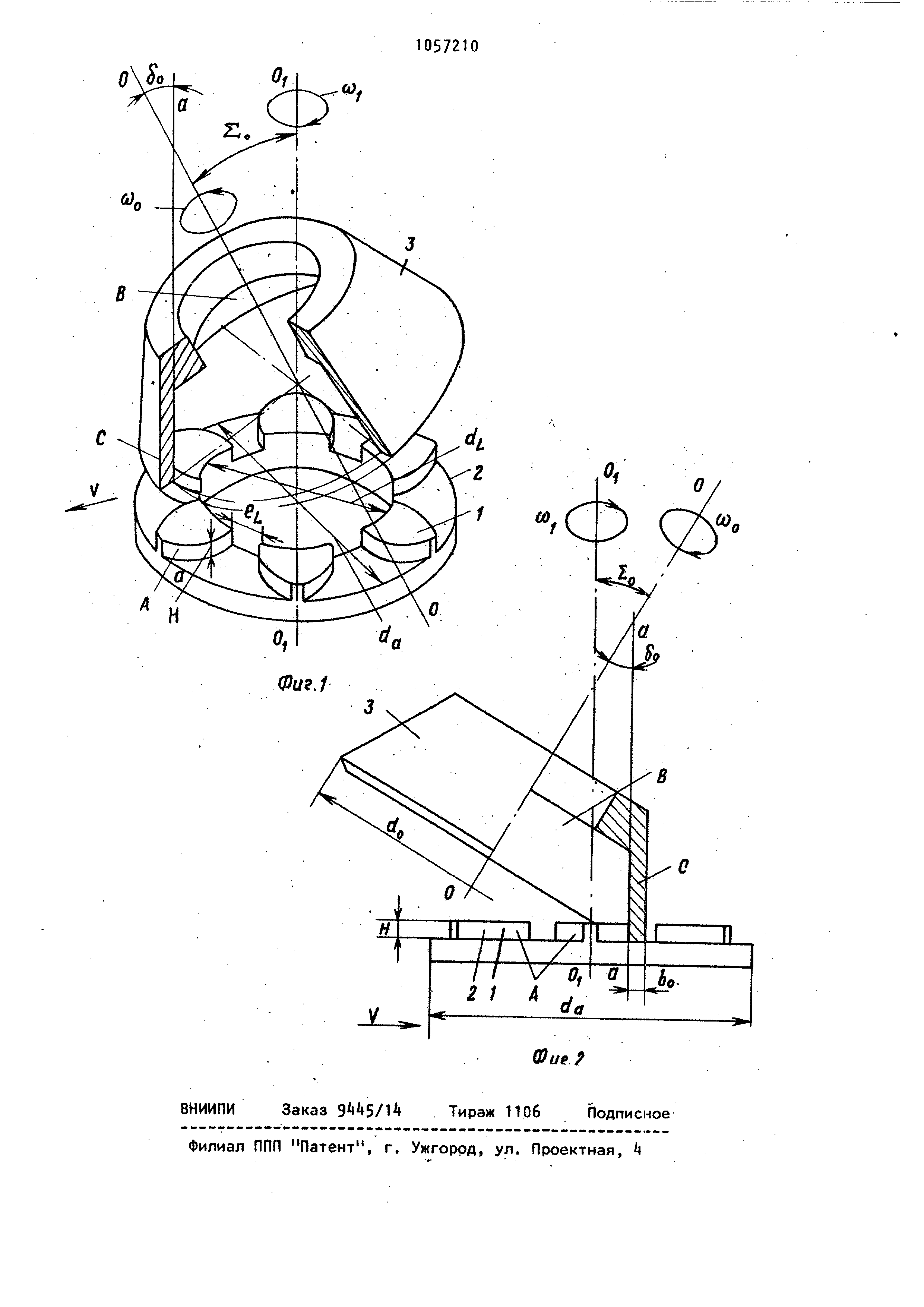
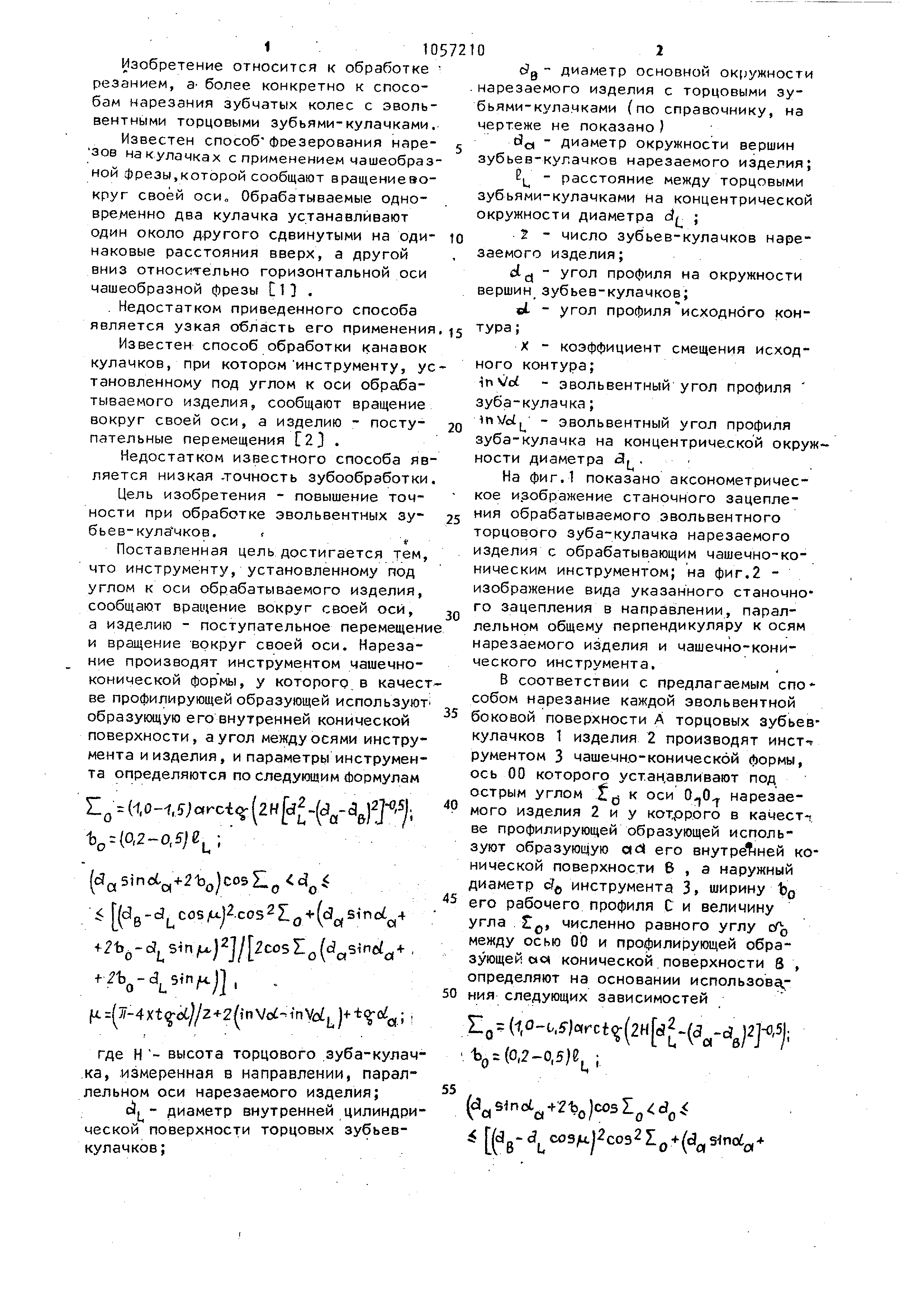
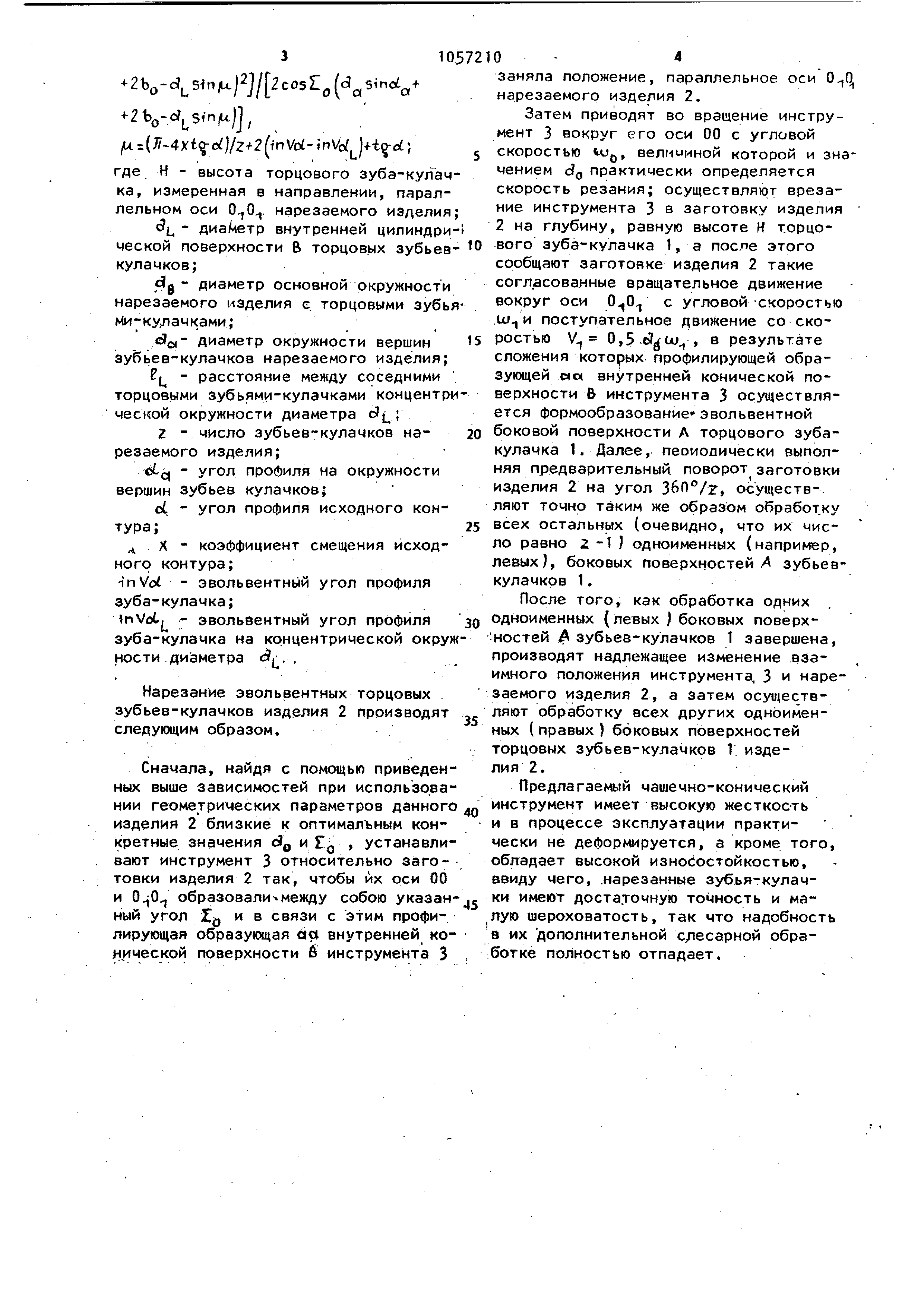
1 10 Изобретение относится к обработке резанием, Э более конкретно к способам нарезания зубчатых колес с эвольвентными торцовыми зубьями-кулачками. Известен способ фрезерования нарезов на кулачках с применением чашеобраз ной фрезы,которой сообщают вращениевокруг своей оси. Обрабатываемые одновременно два кулачка устанавливают один около другого сдвинутыми на одинаковые расстояния вверх, а другой вниз относительно горизонтальной оси чашеобразной фрезы СП. . Недостатком приведенного способа является узкая область его применения Известен способ обработки канавок кулачков, при котороминструменту, ус тановленному под углом к оси o6p i6aтываемого изделия, сообщают вращение вокруг своей оси, а изделию - поступательные перемещения 2} . Недостатком известного способа является низкая .точность зубообработки Цель изобретения - повышение точности при обработке эвольвентных зубьев- кулачков. t Поставленная цель достигается тем, что инструменту, установленному под углом к оси обрабатываемого изделия, сообщают вращение вокруг своей оси, а изделию - поступательное перемещени и вращение вокруг своей оси. Нарезание производят инструментом чашечноконической формы, у которого, в качест ве профилирующей образующей используют образующую его внутренней конической поверхности, а угол между осями инструмента и изделия, и параметры инструмента определяются по следующим формулам i:, (-t.O-i.5;«rci(.(d.a)2pj. Ъ (0,2-0,5) К ( )co5Lo d i: (dg-cJ| cosAx.j2.cos2I 4.(cJ sinoi 4 f7b -d sinju)2 / 2co5i;,(d si-ncf +, , . jU.(5/-4Xt o6//2 2(inVoi-inVoi)-et g-oio,; , где Н - высота торцового .зуба-кулач .ка, измеренная в направлении, параллельном оси нарезаемого изделия; с1ц- диаметр внутренней цилиндрической поверхности торцовых зубьевкулачков; 0 cg диаметр основной окружности нарезаемого изделия с торцовыми зубьями-кулачками (по справочнику, на чертеже не показано ) dc, - диаметр окружности вершин зубьев-куг.ачков нарезаемого изделия; Ец - расстояние между торцовыми зубьями-кулачками на концентрической окружности диаметра г ; 2 - число зубьев-кулачков нарезаемого изделия; d - угол профиля на окружности вершин зубьев-кулачков; et - угол профиля исходного контура; X - коэффициент смещения исходного контура; inVci - эвольвентный угол профиля зуба-кулачка; irtVci - эвольвентный угол профиля зуба-кулачка на концентрической окружности диаметра 3,.На фиг.1 показано аксонометрическое изображение станочного зацепления обрабатываемого эвольвентного торцового зуба-кулачка нарезаемого изделия с обрабатывающим чашечно-коническим инструментом; на фиг.2 изображение вида указанного станочного зацепления в направлении, параллельном общему перпендикуляру к осям нарезаемого изделия и чашечно-конического инструмента. В соответствии с предлагаемым спо собом нарезание каждой эвольвентной боковой поверхности А торцовых зубьевкулачков 1 изделия 2 производят инст- рументом 3 чашечно-конической формы, ось 00 которого устанавливают под острым углом нарезаемого изделия 2 и у котррого в качест-; ве профилирующей образующей исполь зуют образующую ас его внутре ней конической поверхности 8 , а наружный диаметр с, инструмента 3, ширину Ъо его рабочего профиля С и величину угла 0 численно равного углу ofp между осью 00 и профилирующей образующей асц конической поверхности 8 , определяют на основании использов ния следующих зависимостей 0 UO-t,.f)«rct((3 -dJ2j-0,5j; Ъ., (0,2-0,5)е. , V а с О/ о о ,( - „ . 310 2bo-d 5 nA.)2J/ 2c05l(c3 5inct. -2Ъо-с 51П), )(oiJ/Z+2(ir Vd-inVo J d} где Н - высота торцового зуба-кулачка , измеренная в направлении, параллельном оси нарезаемого изделия 3i - диаМетр внутренней цилиндрической поверхности В торцовых зубьевкулачков; dg - диаметр основной окружности нарезаемого изделия с торцовыми зубья Ми -ку/ta ч ками; & диаметр окружности вершин зубьев-кулачков нарезаемого изделия; Рц - расстояние между соседними торцовыми зубьями-кулачками концентри ческой окружности диаметра с1ц; 2 - число зубьев-кулачков нарезаемого изделия; cf-cj - угол профиля на окружности вершин зубьев кулачков; d, - угол профиля исходного контура; д X - коэффициент смещения исходно гр контура; InVoi - эвольвентный угол профиля зуба-кулачка; inVot, - эвольйентный угол профиля зуба-кулачка на концентрической окруж ности диаметра ц. , Нарезание эвольвентных торцовых зубьев-кулачков 2 производят следующим образом. Сначала, найдя с помощью приведенных выше зависимостей при использовании геометрических параметров данного изделия 2 близкие к оптимальным конкретные значения do и Г , устанавливают инструмент 3 относительно заготовки изделия 2 так, чтобы их оси 00 и образовали между собою указан ный угол 1, VI в связи с этим профилирующая образующая do внутренней конической поверхности 6 инструмента 3 0 -4 заняла положение, параллельное оси нарезаемого изделия 2. Затем приводят во вращение инструмент 3 вокруг его оси 00 с угловой скоростью HJjj, величиной которой и значением dg практически определяется скорость резания; осуществляют врезание инструмента 3 в заготовку изделия 2 на глубину, равную высоте Н торцового зуба- кулачка 1, а после этого сообщают заготовке изделия 2 такие согласованные вращательное движение вокруг оси с угловой -скоростью поступательное движение со скоростью V 0,5. , в результате сложения которых профилирующей образующей «« внутренней конической поверхности Б инструмента 3 осуществляется формообразование- эвольвентной боковой поверхности А торцового зубакулачка 1. Далее, пеоиодически выполняя предварительный поворот заготовки изделия 2 на угол ЗбЛ/, осуществляют точно таким же образом обработку всех остальных {очевидно, что их число равно 2 -1 ) одноименных (например, левых), боковых поверхностей Л зубьевкулачков 1. После того, как обработка одних одноименных (левых ) боковых поверхнocтeй зубьев-кулачков 1 завершена, производят надлежащее изменение взаимного положения инструмента, 3 и нарезаемого изделия 2, а затем осуществляют обработку всех других одноименных (правых ) боковых поверхностей торцовых зубьев-кулачков 1 изделия 2, Предлагае№ 1Й машечно-конический инструмент имеет высокую жесткость и в процессе эксплуатации практически не дефор| руется, а кроме того, обладает высокой изнodocтoйкостью, ввиду чего, .нарезанные зубья-кулачки имеют достаточную точность и малую шероховатость, так что надобность в их дополнительной слесарной обработке полностью отпадает.
Реферат
Комментарии