Способ непрерывного изготовления плоских зубчатых колес - RU2518818C2
Код документа: RU2518818C2
Чертежи











Описание
Настоящее изобретение относится к изготовлению зубчатых колес, и в частности к способу и инструменту для изготовления плоских зубчатых колес.
Плоские зубчатые колеса - это кольцевые зубчатые колеса, у которых угол конуса вершин (и угол конуса впадин) равен межосевому углу между плоским зубчатым колесом и сопряженной с ним деталью. Сопряженная деталь - это обычная цилиндрическая прямозубая или винтовая шестерня. У стандартных плоских зубчатых колес угол конуса вершин равен 90°, что соответствует межосевому углу, который тоже равен 90° (такие зубчатые колеса с углами, равными 90°, известны также как "коронные" зубчатые колеса).
На сегодняшний день способы производства плоских зубчатых колес являются сложными, со специальными инструментами, предназначенными для единственного конструктивного исполнения на станках, которые обычно являются модифицированными станками для производства цилиндрических зубчатых колес. Такие способы изготовления незакаленных плоских зубчатых колес включают в себя:
- нарезание червячной фрезой с использованием предназначенной для этого специальной червячной фрезы на цилиндрическом зубофрезерном станке, который модифицирован таким образом, чтобы осуществлять нарезание самой нижней периферийной частью фрезерного инструмента (вертикальная ось стола зубофрезерного станка);
- формирование с использованием зуборезного долбяка, отображающего сопряженную цилиндрическую шестерню, и фасонно-фрезерного станка, стол которого повернут (в отличие от фасонно-фрезерного станка для обычных цилиндрических зубчатых колес) на угол конуса впадин плоской зубчатой передачи (обычно 90°);
- способ фрезерования с помощью универсальной фрезерной головки с использованием концевой фрезы на 5-осном многоцелевом станке;
- шлифование из сплошного материала, с использованием способов шлифования, упомянутых ниже в разделе о чистовой обработке инструментом высокой твердости.
Известные на сегодня способы чистовой обработки инструментом высокой твердости плоских зубчатых колес включают в себя:
- непрерывную обкатку с использованием червячного шлифовального круга, червячный профиль режущей кромки которого идентичен профилю зуба шестерни, плоской зубчатой передачи, на круге большого диаметра и малой ширины, имеющем обычно от 1,5 до 2,5 витков резьбы (см. WO 98/02268, US 6390894 и US 6951501, раскрытие которых включено в этот документ посредством ссылки);
- однозаходную обкатку с использованием круга, профиль которого идентичен профилю зуба шестерни плоской зубчатой передачи;
- зуботочение с использованием зуборезного долбяка или специальной червячной фрезы;
- зуботочение с использованием концевой фрезы на 5-осном многоцелевом станке;
- хонингование с использованием модифицированной шестерни с абразивным слоем на поверхности зуба.
В настоящее время способы обработки незакаленных плоских зубчатых колес зависят от применяемых для конкретной работы специальных инструментов, которые являются дорогостоящими и неудобны касательно их применения для других работ или для оптимизации. Время обработки плоского зубчатого колеса на станке обычно значительно превышает время обработки цилиндрического или конического зубчатого колеса.
В двух наиболее распространенных способах чистовой обработки плоского зубчатого колеса используют либо инструменты с очень сложными геометрическими параметрами, которые сложно править и которые требуют для правки много времени (шлифование червячным шлифовальным кругом), либо сложную и требующую много времени обкатку, скомбинированную с продвижением по направлению ширины зубчатого венца (однозаходная обкатка).
Зуботочение с использованием специальной фрезы или зуборезного долбяка, изготовленных из твердого сплава, позволяет осуществлять обработку за приемлемое время, но требует инструмент, который является не только дорогим, но также малодоступным или не доступным вовсе.
Например, для хонингования плоского зубчатого колеса требуется закаленная, шлифованная и покрытая кубическим нитридом бора (КНБ) шестерня, которая является дорогостоящей, не гибкой в использовании и зависит от довольно большого смещения шестерни (равного требуемому смещению между плоским зубчатым колесом и сопряженной цилиндрической шестерней), необходимого для хорошего удаления стружки, что ограничивает применение плоских зубчатых передач с таким большим смещением.
Настоящее изобретение направлено на создание инструмента, представляющего плоскость, которая может быть направлена на заготовку (например, плоское зубчатое колесо) под углом, равным углу зацепления сопряженной шестерни плоской зубчатой передачи, и которая может вращаться вокруг оси мнимой шестерни для создания боковой поверхности зуба обрабатываемой детали. Инструмент согласно изобретению представляет собой торцовую фрезу, выполняющую непрерывное пошаговое движение, при котором направление движения фрезы и заготовки (например, плоского зубчатого колеса) совпадают, тем самым описывая гипоциклоидную траекторию движения, а передаточное отношение, равно двум оборотам фрезы на один оборот заготовки, которая производит прямые линии вдоль ширины зубчатого венца заготовки.
Настоящее изобретение поясняется чертежами, на которых представлено:
фиг.1 - двумерное сечение плоского зубчатого колеса и сопряженной с ним прямозубой цилиндрической шестерни;
фиг.2А и 2В - сферический зубофрезерный инструмент и цилиндрический зубофрезерный станок соответственно;
фиг.3 - плоское зубчатое колесо, где шестерня на фиг.1 заменена на зуборезный долбяк;
фиг.4 - червячный шлифовальный круг, который выправлен так, что в плоскости осевого сечения он дублирует профиль зубофрезерного инструмента на фиг.2А;
фиг.5 - вспомогательный шлифовальный круг, у которого шлифовальный профиль дублирует профиль зуба сопряженной шестерни плоского зубчатого колеса;
фиг.6 - двумерное сечение плоского зубчатого колеса и шлифовального круга (ось плоского зубчатого колеса лежит в плоскости сечения, а плоскость сечения перпендикулярна оси мнимой шестерни), а также содержится вынесенное изображение края шлифовального круга;
фиг.7 - принцип гипоциклического движения. В исходном положении наблюдаемое острие лезвия начинает резать от внутренней части заготовки. При повороте инструмента на угол ΔφTool, заготовка поворачивается на угол ΔφWork=0,5 ΔφTool. Относительная траектория между инструментом и заготовкой показана от точки "Начало фрезерования" до "Конец фрезерования" и, наконец, "Внешний перебег" в виде прямой линии;
фиг.8 - двумерный вид сбоку в разрезе или взаимное расположение между заготовкой, инструментом и мнимой образующей шестерней;
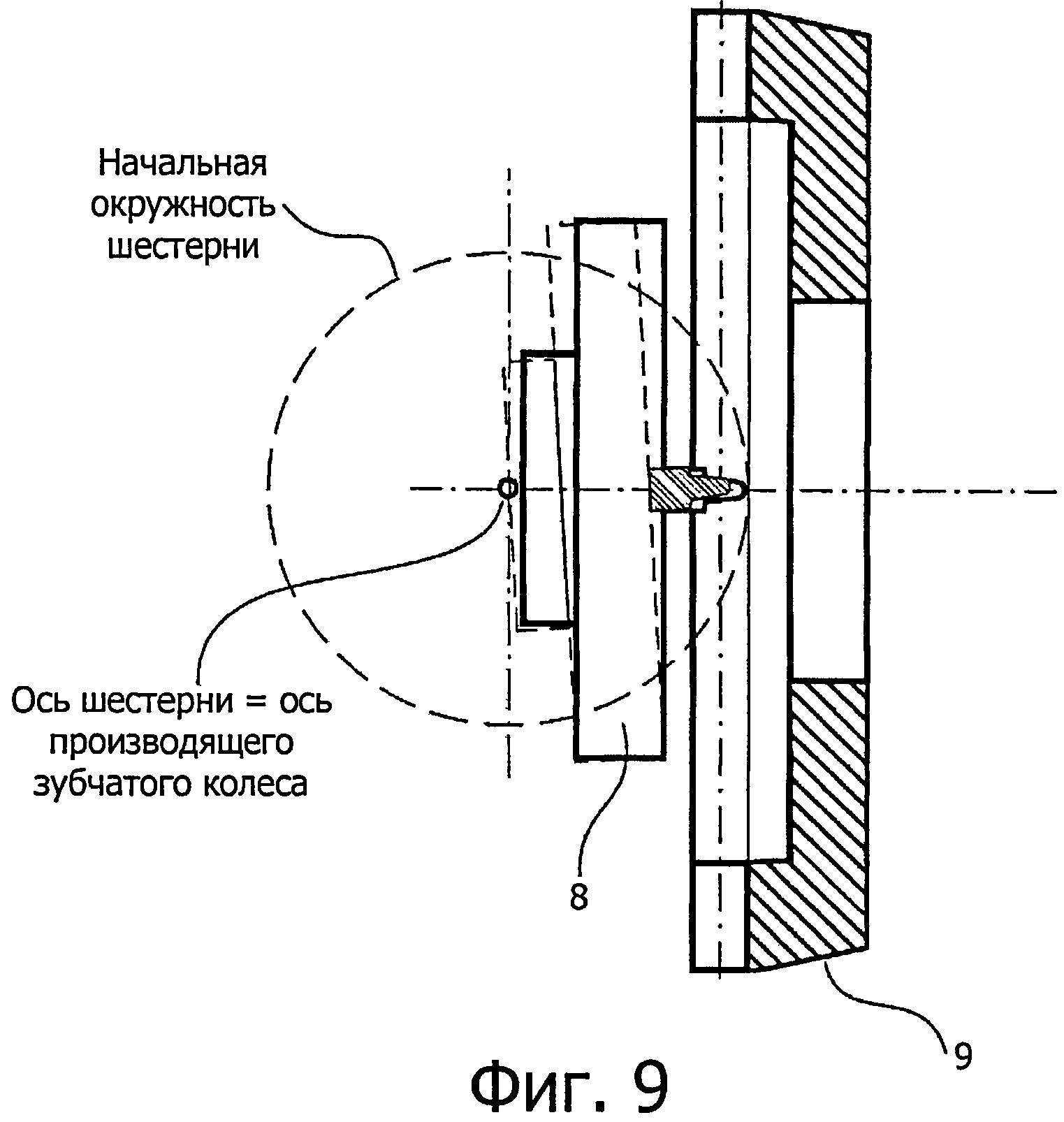
фиг.9 - двумерный вид сверху в разрезе или взаимное расположение между заготовкой, инструментом и мнимой образующей шестерней. Ось мнимой шестерни - это ось производящего зубчатого колеса. В то время как фреза и заготовка осуществляют быстрое пошаговое движение (для того чтобы создать прямые боковые линии, используя гипоциклический принцип), инструменту надо повернуться вокруг второй оси, оси производящего зубчатого колеса, которая совпадает с осью мнимой шестерни. Пунктирный контур инструмента показывает инструмент, наклоненный для того, чтобы предотвратить повреждения или обратное движение лезвия во впадине во время обратного движения;
фиг.10 - порождающая эвольвента относительно порождающей плоскости. Режущей кромке лезвия может быть придана форма, идентичная форме эвольвенты ножки зуба оригинальной шестерни, которая должна быть изготовлена и подогнана к ножке зуба плоского зубчатого колеса;
фиг.11 - взаимное расположение дисковой фрезы и плоского зубчатого колеса на произвольном 6-осном станке;
фиг.12 - заготовка, у которой угол начального конуса меньше 90°, размещенная относительно мнимого вспомогательного плоского зубчатого колеса, у которого угол начального конуса равен 90°.
Перед тем как будут подробно разъяснены какие-либо признаки и по крайней мере одна конструкция изобретения, следует учесть, что изобретение в своем применении не ограничено подробностями конструкции и взаимным расположением компонентов, изложенными в последующем описании или изображенными на чертежах. Изобретение может быть выполнено в виде других конструкций, а также может использоваться или осуществляться различными способами. Также следует учесть, что применяемые здесь фразеология и терминология используются в целях описания и не должны трактоваться как ограничение.
При использовании здесь терминов "включающий в себя", "имеющий" и "содержащий" и их вариаций подразумевается, что понятие охватывает перечисленные далее элементы и их эквиваленты, а также дополнительные элементы. Использованные для обозначения элементов способа или процесса буквы предназначены просто для идентификации элементов, при этом не подразумевается, что элементы должны быть выполнены в особом порядке.
Хотя при описании чертежей могут использоваться упоминания направлений - таких как верхний, нижний, направленный вверх, вниз, назад, низ, верх, перед, зад и т.д., эти упоминания сделаны относительно чертежей (при нормальном их просмотре) для удобства. Эти направления не должны приниматься буквально или ограничивать настоящее изобретение в каком-либо расположении или форме.
Применение плоских зубчатых колес для конкретных приложений сильно зависит от наличия эффективного и экономичного производственного процесса. На сегодняшний день нет экономичного процесса обработки незакаленных плоских зубчатых колец или чистовой обработки плоских зубчатых колес.
На фиг.1 показано двумерное сечение плоского зубчатого колеса 1 и сопряженной с ним прямозубой цилиндрической шестерни 2. В этом примере межосевой угол £ между осью плоского зубчатого колеса и осью шестерни равен 90°. Если межосевой угол £ больше 90°, то плоское зубчатое колесо становится зубчатым колесом с внутренними зубьями. В особом случае, когда межосевой угол равен 0°, плоская зубчатая пара видоизменяется в цилиндрическое кольцевое зубчатое колесо.
На фиг.2А показан сферический зубофрезерный инструмент. Режущие лезвия (режущие зубья) червячной фрезы 3 отображают зубья прямозубой шестерни, сгруппированные вокруг цилиндрического тела шестерни (секциями по 3 зуба). На фиг.2В показан также цилиндрический зубофрезерный станок с модифицированной фрезерной головкой 4, который позволяет нарезать зубья плоского зубчатого колеса 1 нижней частью червячной фрезы 3. Обычно используется однозаходная червячная фреза 3, для которой необходимо производить рабочее вращение на одном шаге для каждого оборота червячной фрезы 3. Червячная фреза 3 подается от внешнего края плоского зубчатого колеса к внутреннему. Во время подачи инструмента должна учитываться величина компенсации рабочего вращения в зависимости от угла в плане инструмента. Позицией 15 обозначен рабочий стол станка.
На фиг.3 показано плоское зубчатое колесо, где шестерня 2 на фиг.1 заменена зуборезным долбяком 5. У зуборезного долбяка 5 имеется множество режущих зубьев, соответствующих сопряженной шестерне (а также соответствующие мнимой шестерне) плоского зубчатого колеса. В плоскости, перпендикулярной оси зуборезного долбяка 5, режущий контур в точности повторяет лицевой контур мнимой шестерни. В процессе вращения зуборезного долбяка 5, находящегося в зацеплении с плоским зубчатым колесом 1, требуется ход по направлению оси режущего инструмента для удаления стружки.
На фиг.4 показан объемный вид червячного шлифовального круга 6, который выправлен так, что в плоскости осевого сечения он дублирует профиль зубофрезерного инструмента на фиг.1.
Во время вращения червячного шлифовального круга 6 искривленное положение профилей шлифующей резьбы аппроксимирует профиль вращающейся мнимой шестерни 7 в плоскости, определенной осью шлифовального круга и направлением хода. Для того чтобы имитировать всю ширину мнимой шестерни 7, шлифовальный круг должен подаваться в направлении оси мнимой шестерни 7 вдоль ширины зубчатого венца плоского зубчатого колеса 1. В случае однозаходного шлифовального круга заготовку необходимо поворачивать на один шаг для каждого вращения круга. Во время процесса подачи рабочее вращение изменяется на значение коррекции на погрешность шага.
На фиг.5 показан периферийный шлифовальный круг 6. Шлифовальный профиль дублирует профиль зуба сопряженной шестерни плоского зубчатого колеса 1. Этот профиль формирует одну точку профиля плоского зубчатого колеса 1 на каждой стороне шлифовального круга 6 (одно положение по крену и положение по ширине зубчатого венца). Если круг сдвигается в направлении мнимой шестерни 7, то между мнимой шестерней 7 и плоским зубчатым колесом 1 формируется линия контакта (с каждой стороны сформированного профиля). Для того чтобы полностью сформировать профиль зуба плоского зубчатого колеса 1, шлифовальный круг 6 должен поворачиваться вокруг оси мнимой шестерни 7 (во время рабочего хода). Если бы рабочий ход был бесконечно быстрым, а вращение вокруг оси мнимой шестерни 7 было бы бесконечно медленным, то была бы получена математически совершенная пара боковых поверхностей зуба плоского зубчатого колеса 1. На фиг.5 показано центральное положение по крену шлифовального круга 6 в процессе обкатки.
На фиг.6 показано двумерное сечение плоского зубчатого колеса 1 (ось плоского зубчатого колеса 1 лежит в плоскости сечения, а плоскость сечения перпендикулярна оси мнимой шестерни 7). Также показан вид на внешнюю часть шлифовального круга 6, который показан не в центральном положении по крену, как на фиг.5, а в начальном и конечном положениях по крену.
Как говорилось выше, способы обработки закаленных и незакаленных плоских зубчатых колес при известном уровне техники зависят от применяемых для конкретной работы специальных и сложных инструментов, которые являются дорогостоящими и неудобны касательно их применения для других работ или для оптимизации. В дополнение, процессы обработки и/или правки сложны и занимают много времени.
Автором было установлено, что в случае непрерывного пошагового движения, если скорость вращения фрезы в два раза больше скорости вращения заготовки, то диск инструмента, имеющий режущие лезвия, расположенные на его грани, причем режущие кромки лезвий направлены под углом к оси вращения дисковой фрезы, описывает плоскость в системе координат заготовки зубчатого колеса. Направления вращения заготовки и инструмента должны совпадать. Для того чтобы предотвратить повреждения во второй зоне нежелательных помех, фреза может быть направлена под углом к заготовке (плоскому зубчатому колесу).
Описанное гипоциклическое движение сформирует плоское производящее зубчатое колесо 1, у которого профили зубьев являются зеркальными отражениями режущих кромок инструмента. Было установлено, что фреза, вращающаяся вокруг своей оси, может дополнительно вращаться вокруг оси мнимой шестерни 7, что приведет к образованию одной или обеих боковых поверхностей ножки зуба плоского зубчатого колеса 1. На фиг.7 показана дисковая фреза. У диска на поверхности имеются режущие кромки, расположенные под углом к направлению оси дисковой фрезы, совпадающим с углом зацепления сопряженной шестерни (проходящей в плоскости, перпендикулярной направлению относительной скорости фрезерования). У инструмента 8 могут иметься чередующиеся внутренние и внешние лезвия. Режущие кромки внутреннего и внешнего лезвия образуют один зуб производящего зубчатого колеса, которое, находясь в центральном положении по крену, идеально описывает начальную линию зуба мнимой шестерни. Заготовка обозначена позицией 9. Диск инструмента необходимо поворачивать в каждое новое положение по крену вокруг оси мнимой шестерни на угол, вычисляемый путем деления числа зубьев плоского зубчатого колеса на число зубьев мнимой шестерни, умножения на нарастающий угол поворота рабочего зубчатого колеса и прибавления небольшого дополнительного количества вращения, которое размещает диск таким образом, что он имеет общую линию с эвольвентой в этом конкретном положении по крену. Позицией 10 обозначен вход обратного хода. Позицией 11 обозначено острие лезвия, внешний перебег. На фиг.7 показаны прямая линия 12 и конец фрезерования 13. Позицией 14 обозначено острие лезвия, начало фрезерования.
На фиг.9 показан двумерный вид плоского зубчатого колеса и диска инструмента. Диск инструмента представлен в центральном положении по крену. Обсуждаемая мнимая цилиндрическая шестерня представлена только в виде контура. Центр мнимой шестерни 7 расположен на оси производящего зубчатого колеса, перпендикулярной плоскости чертежа. Пунктирный контур инструмента показывает наклонное расположение инструмента 8, необходимое для того, чтобы предотвратить повреждение или контакт с инструментом во время обратного хода режущего лезвия. Начальная точка обратного хода также показана на фиг.9. Специалисту в этой области техники будет понятно, что пространственный угол наклона инструмента 8 вычисляется так же, как для спиральнозубых конических и гипоидных зубчатых колес, чтобы минимизировать искажения боковых поверхностей зубьев и изменения нижней линии при вращении инструмента вокруг оси, например, как показано на фиг.7.
Согласно предложенному в изобретении процессу предпочтительно, чтобы число зубьев плоского зубчатого колеса было в два раза больше числа заходов фрезы. Также возможно использовать половину числа лезвий во фрезе (или четверть, или одну восьмую и т.д.) Тем не менее, наименьшее число заходов фрезы равно единице, что приводит к низкой производительности, но дает очень универсальную фрезу. Число зубьев плоского зубчатого колеса 1 необходимо разделить на два для того, чтобы получить число заходов фрезы, дающих корректное отношение. В свою очередь это означает, что число зубьев плоского зубчатого колеса 1 предпочтительно должно быть четным. В случае нечетного числа зубьев плоского зубчатого колеса 1 может быть добавлен или вычтен один зуб для того, чтобы можно было разделить это новое число на два и получить целое число заходов фрезы. Например, в случае 41 зуба плоского зубчатого колеса это означает 42/2=21. Число заходов фрезы равно 21, что нельзя разделить на 2 и получить целый результат. Поэтому возможное число заходов фрезы равно 21 или один заход для каждого оборота фрезы. Преимущество округления заключается в том факте, что число заходов фрезы и число зубьев плоского зубчатого колеса не имеют общего знаменателя (принцип плавающего зуба). Недостаток округления заключается в том факте, что гипоциклоида отклонится от прямой линии. Отклонение образует приблизительно круглую выпуклость, которая является положительной на одной боковой поверхности зуба и отрицательной на другой боковой поверхности зуба. Если отрицательная выпуклость недопустима, то две противоположных боковых поверхности зуба могут быть нарезаны на плоском зубчатом колесе в противоположных положениях с использованием эффекта положительных выпуклостей на обеих боковых поверхностях зуба, однако для этого потребуется двойной цикл вращения.
Лезвия могут быть заточены под углом, равным углу зацепления сопряженной шестерни плоской зубчатой передачи. Предпочтительно, чтобы лезвия были направлены на кромку диска инструмента, учитывая направление движения инструмента относительно заготовки (например, исходя из центра ширины зубчатого венца, так как направление скорости постоянно изменяется вдоль кромки). Тем не менее, для этого необходимо, чтобы ось инструмента" была коллинеарна оси заготовки в случае плоского зубчатого колеса, у которого угол конуса вершины равен 90°. Коллинеарное расположение осей может привести к повреждению уже нарезанных впадин (например, во время второго пересечения ими ширины зубчатого венца). Для предотвращения повреждений могут быть применены малые углы наклона фрезы от доли градуса до 10° (с эквивалентной коррекцией угла лезвия). Побочным эффектом наклона фрезы является несоответствие боковых поверхностей зуба, которое либо является допустимым, либо может применяться в качестве желаемых коррекций боковых поверхностей зуба.
Ось мнимой шестерни 7 может быть расположена в мнимом или теоретическом базовом станке для нарезания зубчатых колец методом обката, например, описанном в патентах US №№4981402 или US 6712566, раскрытия которых включены в этот документ посредством ссылки, для того, чтобы отображать производящую цилиндрическую шестерню (производящую шестерню), где производящая шестерня и рабочая шестерня находятся в такой же взаимосвязи, как плоское зубчатое колесо и сопряженная цилиндрическая шестерня в их конечном применении (например, коробка передач). В то время как фреза поворачивается вокруг оси мнимой шестерни 7, заготовка 9 должна поворачиваться вокруг своей оси в соответствии с отношением между шестерней 7 и плоским зубчатым колесом 1 (т.е. передаточным числом цепи обката (Ra)). To есть
где ZШ= число зубьев на шестерне;
ZПЗК= число зубьев на плоском зубчатом колесе.
Так как лезвия фрезы отображают обе боковые поверхности зуба прямосторонней зубчатой рейки, как отмечено выше, она не повторяет корректную производящую эвольвенту ножки зуба шестерни (фиг.10, производящая эвольвента относительно производящей плоскости). Это может быть достигнуто путем придания режущей кромке лезвия формы, идентичной форме эвольвенты ножки зуба оригинальной шестерни, которая должна быть изготовлена и подогнана к ножке зуба плоского зубчатого колеса. Другая возможность, позволяющая использовать упрощенные и универсальные режущие инструменты с прямой кромкой, - это внедрение переменного соотношения движения обката (например, модифицированного обката) в процессе формирования одной ножки зуба или использования одного или более активных наборов наладочных параметров станка, как, например, описанных в патенте США №5580298, раскрытие которого включено в этот документ посредством ссылки. Коэффициенты 4-го или большего порядка, относящиеся к углу обката, умножают на постоянное базовое передаточное число цепи обката между порождающей шестерней и заготовкой зубчатого колеса (плоским зубчатым колесом), что дает хорошее приближение эвольвенты мнимой производящей шестерни.
где
Ra - передаточное число цепи обката (не константа)
q - угловая дистанция от центра обката
Ra0 - базовое передаточное число цепи обката (постоянное)
Ra1 - коэффициент первого порядка, умножаемый на угол поворота от центра обката
Ra2 - коэффициент второго порядка, умножаемый на квадрат угла поворота от центра обката
Ra3 - коэффициент третьего порядка, умножаемый на третью степень угла поворота от центра обката
Ra4 - коэффициент четвертого порядка, умножаемый на четвертую степень угла поворота от центра обката.
Радиус кривизны эвольвенты может быть вычислен в различных точках вдоль профиля формирующей шестерни. Коэффициент Ra2 второго порядка будет по существу определять кривизну эвольвенты в полюсе зубчатого зацепления. Коэффициент Ra3 третьего порядка примет в расчет постоянное изменение кривизны между основанием и вершиной зуба. Наибольшая часть непостоянного изменения кривизны эвольвенты может быть учтена путем определения коэффициента Ra4 четвертого порядка. Предпочтительным способом вычисления оптимального коэффициента является метод регрессии, который использует, например, "метод наименьших квадратов ошибки", чтобы минимизировать разницу межу корректной эвольвентой и влиянием коэффициентов на вращательное движение с целью сымитировать форму эвольвенты с помощью нелинейного отношения обката. Для повышения точности эвольвенты могут применяться коэффициенты более высоких, чем 4, порядков либо в кинематике станка может быть непосредственно применена математическая функция для эвольвенты. Пример вычисления величины коррекции между прямой линией и эвольвентой показан на фиг.10.
На фиг.10 показан двумерный чертеж, вид на лезвие, который также показывает положение оси мнимой шестерни и три положения контакта, отображающие нижнее, центральное и верхнее положение по крену. Позицией 17 обозначен центр мнимой шестерни. Корректная эвольвента мнимой шестерни изображена внутри лезвия, где эвольвента соприкасается с производящей плоскостью в точке контакта (линии контакта) центрального положения по крену. Функция эвольвенты может быть вычислена с использованием информации о мнимой шестерне, такой как угол зацепления и начальный диаметр. Точки производящей поверхности диска могут быть соединены с эвольвентой окружностями, центры которых находятся на оси мнимой шестерни. Длина дуги будет равна нулю только в полюсе зубчатого зацепления (центральном положении по крену). В любом другом положении дуга будет отражать точное значение небольшого дополнительного количества вращения (угол Δφ), которое либо используют для определения коэффициентов обката (уравнение (2)), либо накладывают на вращение диска инструмента вокруг оси мнимой шестерни во время обкатки. Также допускается придание внешнему профилю точной формы эвольвенты вместо прямой линии, перпендикулярной оси инструмента. В этом случае не требуется применять корректирующее вращение.
Предложенные в изобретении взаимное расположение и кинематические соотношения могут использоваться на мнимом базовом станке для нарезания зубчатых колец методом обката, как описано выше, или на других моделях и процедурах, которые так же применимы. Взаимные расположения на фиг.8 и 9 соотносятся с системой координат и взаимными расположениями инструмента, заготовки и оси производящего зубчатого колеса так же, как упомянутое передаточное отношение между заготовкой и инструментом непосредственно к опорному станку для нарезания зубчатых колес.
Процесс нарезания плоского зубчатого колеса, осуществляемый на мнимом базовом станке, можно преобразовать так, чтобы осуществлять его на механических станках с подходящими наборами наладочных параметров. Также возможно, в качестве предпочтительного варианта выполнения предлагаемого в изобретении процесса, преобразовать мнимый базовый станок (или любую другую модель) в таблицу положений осей и/или перемещений произвольного 5- или 6-осного станка, такого, например, как показанный на фиг.11 (например, патенты US №№4981402 или US 6712566). На фиг.11 показано взаимное расположение дисковой фрезы и плоского зубчатого колеса на произвольном 6-осном станке. Диаграммы на фиг.8 и 9, плюс отношение обката представляют собой всю информацию, необходимую для расчета таблицы положений осей. Специалисту в области техники будет понятно, что для создания правильных форм ножек зубьев на вращение инструмента необходимо наложить небольшое дополнительное количество вращения Δφ.
Другой аспект предложенного в изобретении способа заключается в том, что дисковая фреза формирует на осевой стороне только симметричную поверхность вращения. Это позволяет аппроксимировать эвольвенты ножек зубьев прямозубой шестерни. Ножки зубьев косозубых зубчатых колес наматываются на базовый цилиндр шестерни как спираль. Спиральная форма не может быть аппроксимирована с использованием вращающегося режущего диска с лезвиями, которые следуют по прямой линии относительно заготовки зубчатого колеса, что ограничивает предложенный в изобретении способ применением только к плоским зубчатым колесам, у которых в качестве сопряженной выступает прямозубая шестерня. Косозубые зубчатые колеса с очень маленьким углом наклона линии зубьев (например, менее 5°) покажут незначительные отклонения ножки и основания зуба, которые могут быть, по крайней мере частично, исправлены.
В рамках предложенного в изобретении способа допускаются межосевые углы между плоским зубчатым колесом и сопряженной шестерней от 0° (плоское зубчатое колесо становится цилиндрическим зубчатым колесом) и более 90° (плоское зубчатое колесо становится зубчатым колесом с внутренними зубьями). Плоские зубчатые колеса с внутренними зубьями ограничены возможными повреждениями, которые можно предотвратить путем наклона фрезы в определенных пределах (максимальный угол наклона составляет 10°). Такой наклон инструмента показан на фиг.9 в виде пунктирного контура инструмента. Также в рамках предложенного в изобретении способа может быть реализовано межосевое расстояние между плоским зубчатым колесом и сопряженной шестерней.
Дополнительно, зубчатые колеса, у которых угол начального конуса не равен 90°, а имеет значение между 90° и 0°, часто называют плоскими зубчатыми колесами, хотя они являются коническими. Причина заключается в том, что, как и истинные плоские зубчатые колеса в качестве сопряженной детали они зацепляются с цилиндрическим зубчатым колесом. Зубчатые колеса, у которых угол начального конуса не равен 90°, также могут быть изготовлены с использованием предложенного в изобретении способа. На фиг.12 показана заготовка зубчатого колеса, у которого угол начального конуса меньше 90°. Зубчатое колесо расположено относительно мнимого вспомогательного зубчатого колеса 16 (у которого угол начального конуса равен 90°). На фиг.12 показано, что заготовка 9 зубчатого колеса расположена так, чтобы его начальный конус был касательным к начальной плоскости вспомогательного зубчатого колеса 16. Заготовка 9 зубчатого колеса и вспомогательное зубчатое колесо 16 вращаются без проскальзывания их образующих начальной поверхности относительно друг друга. Этот принцип приводит к соотношению между угловыми скоростями фрезы и заготовки. А именно:

Если ωtool=2ωAux и γAux=90°,
то

где ωwork= угловая скорость заготовки зубчатого колеса;
ωAux= угловая скорость вспомогательного зубчатого колеса;
ωtool= угловая скорость инструмента;
γwork= угол начального конуса заготовки зубчатого колеса;
γAux= угол начального конуса вспомогательного зубчатого колеса.
Хотя изобретение описано на примере предпочтительных вариантов выполнения, следует учесть, что оно ими не ограничено. Настоящее изобретение предполагает модификации, которые будут очевидны специалистам в данной области техники, к которым предмет обсуждения имеет отношение без отклонений от сущности и объема прилагаемой формулы изобретения.
Реферат
Изобретение относится к изготовлению зубчатых колес. Устанавливают заготовку плоского зубчатого колеса, имеющую ось вращения. Устанавливают режущий инструмент, имеющий ось вращения и содержащий корпус в виде диска с одной или множеством режущих кромок, задающих один или множество заходов режущего лезвия, расположенных на кромке диска. Вращают режущий инструмент и заготовку плоского зубчатого колеса в соотношении два оборота режущего инструмента на один оборот заготовки плоского зубчатого колеса. Зацепляют режущий инструмент и заготовку плоского зубчатого колеса. Формируют боковые поверхности зуба на заготовке плоского зубчатого колеса посредством перемещения инструмента и заготовки плоского зубчатого колеса относительно друг друга. При формировании дополнительно вращают режущий инструмент вокруг оси вращения шестерни, сцепленной с заготовкой плоского зубчатого колеса, причем режущий инструмент описывает движение обката, при этом режущие кромки имитируют вращательное движение зуба шестерни, вращающейся в зацеплении с заготовкой плоского зубчатого колеса в процессе формирования. В результате обеспечивается обработка за приемлемое время и улучшение удаления стружки за счет смещения инструмента. 11 з.п. ф-лы, 13 ил.
Комментарии