Устройство для нарезания зубьев цилиндрических зубчатых колес - SU1028447A1
Код документа: SU1028447A1
Описание
Изобретение относится к машиностроению , в частности к производству зубчатых колес, и может быть использовано для обработки двухвенцовых зубчатых колес разных диаметров, а также группы (пакета) зубчатых колес , преимущественно в серийном и массовом производстве.
Известны устройства для обработки зубчатых колес двумя соосно установленными и жестко закрепленными на шпинделе долбяками fl}.
Такое устройствотозволяет поочередно обрабатывать зубья на каждом зубчатом венце многовенцового зубчатого колеса, при этом время полного зубонарезания зубчатого колеса определяется суммарным временем обработки каждого венца в отдельности. .
Цель изобретения - расширение технологических возможностей и повышение производительности обработки путем одновременного нарезания двух венцов разных диаметров.
Указанная цель достигается тем, что устройство, содержащее стол для установки обрабатываемого зубчатого колеса и цепь обката,, обеспечивающую согласованное вращение стола и инструментального шпинделя с двумя соосно установленными долбяками, дополнительно снабжено кинематической цепью, связывающей со. шпинделем станка верхний долбяк, который свободно устанавливают на ступице нижнего.
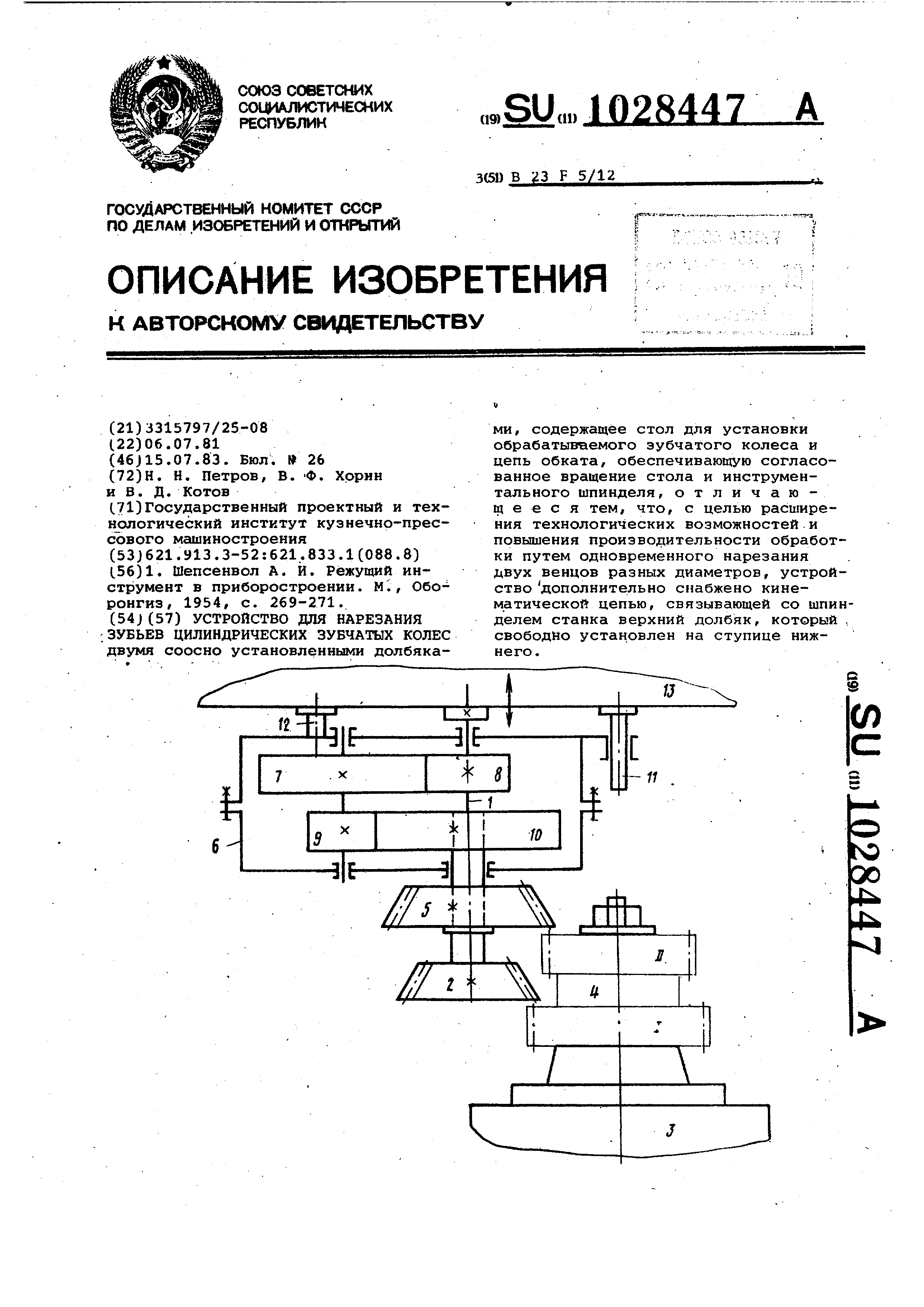
На чертеже изображена принцпиальная кинематическая схема устройства.
На шпинделе 1 жестко закреплен долбяк 2, соединенный кинематической цепью обката { на чертеже не показана )- со столом J, на котором закреплено двухвенцовое зубчатое колесо 4. Долбяк 2 предназначен для нарезания зубьев венца I двухвенцового -зубчатого колеса 4. На ступице нижнего долбяка 2, жестко закреплено на шпинделе 1 станка, свободно установлен верхний Долбяк 5, который предназначен для обработки зубчатого венца П, причем геометрические параметрь долбяка 5 обеспечивают идентичность межцентровых расстояний в обработке.
Для создания соответствующей кинематической цепи обката венца И и верхнего долбяка 5 служит параллельная кинематическая цепь обката, размещенная в корпусе б и состоящая из набора сменных шестерен 7-10, одна из которых 8 жестко закреплена на шпинделе 1, а другая 10 неподвижно соединена с верхним долбяком 5. Корпус б совместно со шпинделем. 1 и закрепленными на нем основным долбяком 2 и верхним долбяком 5 совершает возвратно-поступательное рабочее движение , взаимодействуя при этом с направляющими скалками 11 и 12, закрепленными жестко на шпиндельной бабке 13..
При этом венец I обрабатывается долбяком 2, их согласованное вращение обеспечивается цепью обката известного устройства с перестраиваемой гитарой деления, а венец II.обрабатывается специально рассчитанным верхним долбяком 5, их вращение согласовывается цепью обката, известного устройства и параллельной независимой цепью с набором сменных шестерен 7-10.
Пример. Допустим, необходимо нарезать зубья двухвенцового блока шестерен с параметрами: Г венец т. 5, Z, 40, и венец m д. б, 4 30. ,
Для нарезания I зенца выбирают долбяк по ГОСТ 9323-79 т,. 5, z 20, do loo, где d-p - диаметр делительной окружности долбяка
В процессе зубонарезания при окончательной обработке между долбяком и обрабатываемым венцом межцентровое расстояние равно
Zj -f- - Of:
д- ,| ИЛИ В ЧИСЛОВОМ
2
выражении
20 + 40
А 5 150 мм.
2
Для одновременной обработки венц И необходим сп€ циально расчитанный и изготовленный долбяк с модулем niq 6, обеспечивающий одинаковое мёжцентровоерасстояние т.е.
A,
Из этой формулы находят и вычисляют значение числа зубьев долбяка 5 Zn,, так как остальные величины зад2А т.
Z,
или
-3Q 20.
2, -ьТаким образом, для нарезания зу-.
бьев второго венца необходим долбяк с параметрами: модуль т, 6, число зубьев 2 (2
В случае, когда число зубьев долбяка получится дробным следует округлить его до ближайшего целого числа, а расчетный делительный диаметр, обеспечивающий идентичность межцент зовых
расстояний, получить введением коррекции .
Затем рассчитывают сменные шестерни для основной и параллельной независимой цепи обката для нарезания зубьев венцов 1 и И.
Основная цепь обката для венца I и долбяка 2, связывающая вращение стола 3 и шпинделя 1, рассчитывается по формуле
IIьсЗ Z% где а, b, с. d - сменные шестерни гитары деления основной цепи обката, число зубьев долбяка , в данном случае «i 20; число зубьев заго тонки, в данном слу / чае Z -ty ZY 40. тогда ff.f в паразитной- й естерн Ъ cl 40 Параллельная независимая цепь обката Для венца II и верхнего долбяка 5, связывающая вращение стола 3 и дйлбяка 5, рассчитывают по формуле i Й Ъ, ф сменные шестерн 7-10 устройства число зубьев долбяка 5; число зубьев нарезаемого дол бяком 5 венца П с 20 25 Устройство работает следующим образом . Шпиндель 1 с установленными на нем. нижним долбяком 2 и верхним долбяком 5 и связанным с ним f шпинделем) корпусом Ь с размещенным в корпусе набором сменных шестерен 7-10, совершает возвратно-поступательное движение . Стол 3 с закрепленным на нек двухвенцовым зубчатым колесом 4 связан основной кинематической цепью обката ;(на чертеже не показана с нижним долбяком 2 и параллельной цепью обката от шпинделя 1 и сменные шестерни 7-10 - с верхним долбяком 5. Включают устройство и производят нарезание зубьев. При этом долбяк 2 обрабатывает зубья венца 1 и одновременно долбяк 5 - зубья венца И. Ход шпинделя 1 устанавливает на величину обработки одного наиболее широкого венца с учетом величины врезания и перебега инструмента. Использование Предлагаемого устройства при нарезании зубьев двухвенцовых зубчатых колес за счет их одновременной обработки позволяет повысить производительность зубонарезания примерно в 1,6-1,8 раза.
Реферат
УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ :ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС двумя соосно установленными долбяками , содержащее стол для установки обрабатываемого зубчатого колеса и цепь обката, обеспечивающую согласованное вращение стола и инструментального шпинделя, отличающееся тем, что, с целью расширения технологических возможностей и повышения производительности обработки путем одновременного нарезания двух венцов разных диаметров, устройство дополнительно снабжено кинематической цепью, связывающей со шпинделем станка верхний долбяк, который , свободно установлен на ступице нижнего . (Л
Комментарии