Изобретение относится к станкостроению и найдет применение при производстве
( п« )Д(.1; Г; 1 ы X ст а н ко в.
Цель п (ибретения расширение техно-
Л(и ич14 ких 1И)Зможпосте11 за счет перена- л;.1ки стайка и обработки зубчатых колес
раз1П 1 ипдов и типоразмеров.
На (j)iir, 1 дана кинематическая схема
станка; на фиг. 2 - разрез А -А па фиг, 1; на фиг. Л разрез Б--Б на фиг. 1.
;U бодо. |бежный станок соде)жит при- иодп )-: ва, 1 1, размешенный в станине 2 и
i|iiiiio,iiiMbiii в движение электродвигателем . i через к.ипюре.менную передачу 4. В rtx ioB-
ке приходного ва.ча размеп1ен винт 5 с зуб- чагьгм венном 6, который взаимодействует
с ()1пи11ом 7, и рычаг первогс; рода 8, i-TaiioH. на оси 9, 11есуп1ей ролик К).
Одно п.1ечо )ычага взаимодействует с кри- (;|11Н11ом через K. UIH II, а второе под-
пру/кипено пружиной 12. Приводно) вал oxnariiiBaeT корпус ко;1ьнево10 гндравличес-
KDio пи.1инд|1а lii HopnieHh 14 которого за- (|л1кс)1р()вап от проворота Н1тифтом 15. На
т())1е поршни выполнен зубчатый венен, и )аимодейству1)пи1Й с зубчатым венцом 6, а
|акже Г-образный уступ, взаимодействую- iiuiii с ро.чиком И) рычага 8. На станине ус-
га нов.чеп |)оп(Г:1.1ектрический иреобразова- те.1ь К), соединенный с валом I муфтой 17.
На 1ри()дном ва, 1 закреплен ку.;ачок 18 механизма огвода суппорта станка, ко-
юрый взаимодействует с ролика.мп 19, ус- тановленн1)1ми в обойме 20, соединенной с
толкателем 21. Тсллкатель 21 соединен с корпусом I идропилиндра 22, нток норнн1я 23
Koioporo HiapHHpoM 24 соединяется с рычагами 25 .11 26. ычаг 26 посредством оси 27
связан с корпусом станка 1, а рычаг 25 оськ.) 28 с корпусо.м суппорта 29.
В сугпюрта 29 расположен Н1пин- дел1, инструмента 30, на котором закренле-
нь: долбяки 31, 152 и подвижпая направляющая 33. г ходя1паи в червячпое ко.чссо 34, с
)1м зацегг тется червяк 35, приводп- Mbiii в двпжепие регл лируемым э,1ектродви-
гагсмем .36. 11аправ, 1яюшая 33 посредством с(|)е)нческо|- 1 по.чппшнпка 37 соедш ена со
стержнем шатуна 38, входяш.им в корпусе шатуна 39, головка которого охватывает подшипник
кривошигпгого пальца 7. В паз стержня шатуна 38 входит камень 40, одетый на
эксцентрик шестерни 41, входящий в зацепление с рейкой-плунжером 42, расположенной в шатуна 43.
На станине станка 44 находятся салазки стола 45, в которых на оси 46 установлен
корпус поворотного стола 47, который несет в себе 1нпинде. 1Ь изделия 48 с насажен5
ным на него червячны.м колесом 49, входящим в зацепление с червяком 50, приводимым
в движение регулируемым электродвигателем 51. На еалазках 45 закреплен гидроцилиндр
52, поршень которого 53 связан с
0
0
клиновой по;13 шкой 54. воздействуюп1,ей на
ролик 55, установленный на оси 56 в корпусе
поворотного стола 47, а также гидроцилиндр 57, HopLHeHb кото)с)го 58 связан с
клиновой нолзушкой 59, воздействуюшей на ролик 60, установленный на оси 61. Нол
зугнка 59 вь но;1нена в виде чередующихся горизонтальных и наклонных участков, ко-
,тичество и размеры которых зависят от требуемой нрограммы наклона стола в процессе
обработки. В конкретном примере ис- нолнения ползушка имеет три горизонтальные
ступенчатые участки, позволяюпше осу- niecTBHTb в процессе обработки детали поворот
и фиксирование стола в трех поло- женнях.
На нишнделе изделия 48 установлена под5 ставка (зажимное приспособление) 62, на
кот()рой закреплена обрабатывае.мая деталь 63 с обрабатываемыми венцами Д, Е, Ж,
Венец Е - цилиндрический, Д и Ж имеют разньге углы поднутрения.
Регулируе.мые электродвигатели 36 и 51
О связаны между собой электрически посредством
УЧНУ, выпо. шяющего функции це- 1П1 деления, которая в зависи.мости от числа
зубьев нарезаемых венцов может работать по заданной программе.
г Делительные червяки 35 и 50 могут быть связаны между собой и с помон1ью кинематической
цени деления, передаточное отно- Н1ение которой может изменяться в зависимости от чисел зубьев долбяков и нарезаемых венцов. Решение переключаемой кинематической
цепи деления в промышленности известно.
В исходном положении станка шпиндель
изделия 48 занимает вертикальное положение , ролик 60 поворотного стола 47 находится
ни промежуточном горизонтальном участке ползушки 59, поршень 58 гидроцилиндра
57 занимает промежуточное положение . Поршень 53 гидроцилиндра 52 воздействует
через ползушку 54 на ролик 55 поворотного стола. Стол зафиксирован в вертикальном положении.
Поршень гидроцилиндра 22 находится
манда на отвод салазок стола с обрабатываемой
деталью на небольшое расстояние, выключается двигатель главного привода.
5При этом поршень 53 гидроцилиндра 52
перемещается влево, расфиксирует поворотный
стол 47, поршень 58 гидроци...,,, 57 перемещается, например, в крайнее правое
положение и перемешает ползушку 59 таким
Q образом, что под роликом 60 оказывается
очередной горизонтальный участок. Выдается команда на перемешение поршня 53 вправо
, который ползушкой 54 воздействует на ролик 55 и поворачивает корпус стола 47
вокруг оси 46, наклоняя тем самым шпин20
в крайнем верхнем положении, поршень 14 дель изделия 48. Ролик 60 при этом прижи- гидроцилиндра 13 - в крайнем левом положении
. При этом пружина 12 через рычаг 8 воздействует на клин II, который прижимает
кривошипный палец 7 к поверхности Л Т-образного паза головки приводного вала 1 (фиг. 2).
Шпиндель инструмента 30 в исходном положении занимает крайнее верхнее положение
, салазки стола 45 с обрабатываемой деталью 63 отведены от инструмента.
Станок работает следующим образом.
При включении станка с пульта управления
электрически выдается команда на перемещение салазок стола 45 с деталью
63 в радиальном направлении по отношению
мается к горизонтальному участку ползущ-
ки 59, корпус сюла 47 фиксируется в наклонном состоянии.
Одновременно с этим выдается команда на перемещение плунжера-рейки 42 в крайнее
правое положение, которая перемещаясь, поворачивает щестерню 41, а та своим эксцентриком
через камень 40 перемещает стержень шатуна 38 и шпиндель инструмента
-с 30 в нижнее положение, происходит изменение зоны долбления.
Параллельно выдается ко.манда на перемешение поршня 14 цилиндра 13 в правое
положение. Пере.мещаясь, поршень 14 своим Г-образным выступом нажимает на
к шпинделю инструмента 30. Включается дви-30 ролик 10 рычага 8, сжимает пружину 12 и
гатель главного привода 3 и через клино-
ре.менную передачу 4 приводит во врашение приводной вал 1, вращательное движение
которого посредством кривошипного пальца 7, корпуса шатуна 39, стержня шатуна 38
выводит клин 11. Торцовое зубчатое колесо пори)ня 14 входит в зацепление с зубчатым венцом 6 винта 5.
На малых оборотах включается электродвигатель 3, который начинает вращать припреобразуется в возвратно-поступательное 35 водной вал 1. При этом шестерня, обкаты- движение шпинделя инструмента 30. Бра-ваясь по торцовому зубчатому колесу поршня
шение вала I посредством кулачка 18, роликов 19, обоймы 20, толкателя 21 штока 23
преобразуется в колебательное движение рычагов 26, 25, которое по заданной программе
на кулачке 18, заставляет колебаться корпус суппорта 29.
Возвратно-поступательное перемеп1ение шпинделя инструмента 30 и качательное движение
корпуса суппорта 29 задают долбяку 32 показанную на фиг. 1 траекторию движения:
вертикальное перемещение вниз (процесс резания), отвод в радиальном от
детали направлении, перемещение под углом вверх, подвод в радиальном направлении .
При перемещении с;|.()к стола 45 на величину йпезания (у чройство перемещения
сал; «)к н; черте/К - не показано) включаются .1ьи;;-лгли ш ; деления 36, 51, которые
осуществляк лиижение обката. В зависимости от 3a;ui :in4 i программы производится
нарезание tyni.t B венца Е детали 63 в один или нескп,; ,л() проходов. После окончания
цикла обр, тк11 венца Е выдается ко4 , приводит во вращение винт 5, который
перемещает кривошипный палец 7. Величина перемещения пальца 7 контролирудл
ется по углу проворота приводного вала I угловым фотоэлектрическим преобразователем
16. При достижении требуемой величины выдается команда на отключение
электродвигателя 3, поршень 14 перемещается влево в исходное положение, пруЛ5
жина 12, проворачивая рычаг 8, клином 11 стопорит кривощипный палец 7. Таким образом
производится изменение длины хода инструмента. Одновременно с проведением
описанных операций выдается команда на переме цение поршня цилиндра 22 в крайнее нижнее положение.
Перемещаясь вниз, шток 23 переводит ось в точку К. Этим самым производится изменение
момента отвода суппорта по отношению к положению приводного вала. При
55 включении главного привода долбяк 31 будет перемещаться по показанной (фиг. 1)
траектории: движение под углом (в отведенном положении) вниз, подвод в ради50
манда на отвод салазок стола с обрабатываемой деталью на небольшое расстояние, выключается
двигатель главного привода.
При этом поршень 53 гидроцилиндра 52
перемещается влево, расфиксирует поворотный стол 47, поршень 58 гидроци...,,, 57
перемещается, например, в крайнее правое положение и перемешает ползушку 59 таким
образом, что под роликом 60 оказывается очередной горизонтальный участок. Выдается
команда на перемешение поршня 53 вправо , который ползушкой 54 воздействует на
ролик 55 и поворачивает корпус стола 47 вокруг оси 46, наклоняя тем самым шпиндель
изделия 48. Ролик 60 при этом прижи-
дель изделия 48. Ролик 60 при этом прижи-
мается к горизонтальному участку ползущ- ки 59, корпус сюла 47 фиксируется в наклонном состоянии.
Одновременно с этим выдается команда на перемещение плунжера-рейки 42 в крайнее
правое положение, которая перемещаясь, поворачивает щестерню 41, а та своим эксцентриком
через камень 40 перемещает стержень шатуна 38 и шпиндель инструмента
30 в нижнее положение, происходит изменение зоны долбления.
Параллельно выдается ко.манда на перемешение поршня 14 цилиндра 13 в правое
положение. Пере.мещаясь, поршень 14 своим Г-образным выступом нажимает на
ролик 10 рычага 8, сжимает пружину 12 и
выводит клин 11. Торцовое зубчатое колесо
пори)ня 14 входит в зацепление с зубчатым венцом 6 винта 5.
На малых оборотах включается электродвигатель 3, который начинает вращать приня
4, приводит во вращение винт 5, который перемещает кривошипный палец 7. Величина
перемещения пальца 7 контролирул ется по углу проворота приводного вала I
угловым фотоэлектрическим преобразователем 16. При достижении требуемой величины
выдается команда на отключение электродвигателя 3, поршень 14 перемещается
влево в исходное положение, пру5 жина 12, проворачивая рычаг 8, клином 11
стопорит кривощипный палец 7. Таким образом производится изменение длины хода
инструмента. Одновременно с проведением описанных операций выдается команда на
переме цение поршня цилиндра 22 в крайнее нижнее положение.
Перемещаясь вниз, шток 23 переводит ось в точку К. Этим самым производится изменение
момента отвода суппорта по отношению к положению приводного вала. При
5 включении главного привода долбяк 31 будет перемещаться по показанной (фиг. 1)
траектории: движение под углом (в отведенном положении) вниз, подвод в ради0
ij. ibiioM к .leia. iM напра 5лении, вертикальное перемещение ивер.х (процесс резания), от-
иод в радиальном направлении от детали.
Таким образом, после переворота стола
на другой ro. i обработки детали, изменения зоны долбления, длины хода инструмента
и момента ei o отвода выдается команда на нодвод салазок стола 45 с деталью 63 к
инструменту, включение двигателей цени деления. Производится обработка венца Д
.юлбяком 31 с иснсзльзованием рабочего .хода снизу вверх.
.Диалогичным образом производится перевод станка и для обработки венца Ж. Обработка
его будет | роизводиться долбяком 32 с исно, 1ьзованием рабочего .хода сверху
винз. (TO.I будет повернут в заданное но- . к с()(П liCTCTBHH с нрограммой.
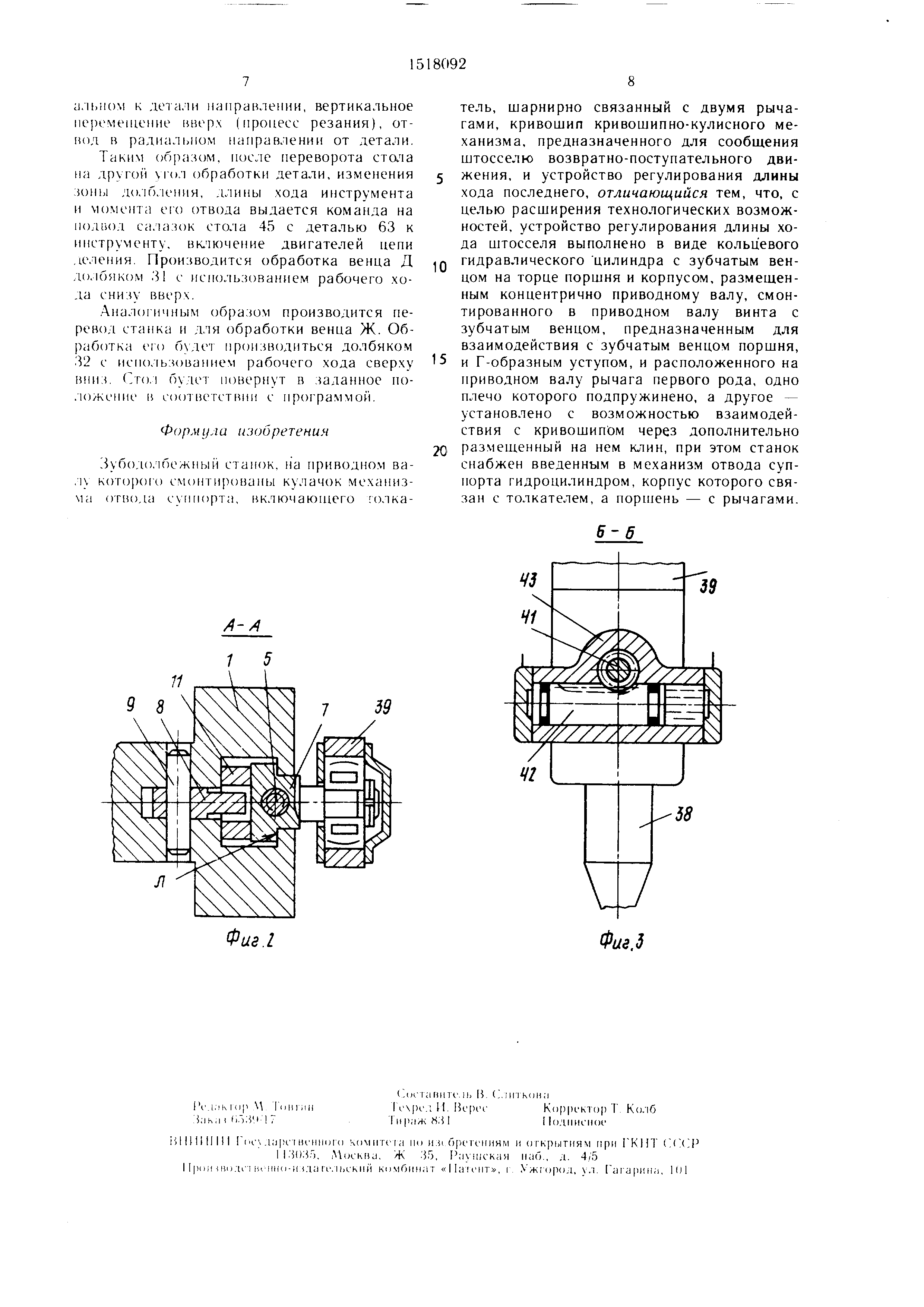
Формула изобретения
Зуб()Д(),1бежный станок, на приводном валу
которого смонтированы кулачок механизма отвода суппорта, включак)П1его го,1ка/i-A
39
тель, шарнирно связанный с двумя рычагами
, кривошип кривошипно-кулисного механизма , предназначенного для сообщения
штосселю возвратно-поступательного движения , и устройство регу,лирования длины
хода последнего, отличающийся тем, что, с целью расширения технологических возможностей
, устройство регулирования длины хода штосселя выполнено в виде кольцевого
гидравлического цилиндра с зубчатым венцом на торце поршня и корпусом, размешенным
концентрично приводному валу, смонтированного в приводном валу вннта с
зубчатым венцом, предназначенным для взаимодействия с зубчатым венцом поршня,
и Г-образным уступом, и расположенного на приводном валу рычага первого рода, одно
плечо которого подпружинено, а другое - установлено с возможностью взаимодействия
с кривошипЬм через дополнительно размешенный на нем к.,пин, при этом станок
снабжен введенным в механизм отвода суп- норта гидроцилиндром, корпус которого связан
с толкателем, а поршень - с рычагами.



Комментарии