Система изготовления индивидуальных ортодонтических аппаратов и соответствующие процессы - RU2429795C2
Код документа: RU2429795C2
Чертежи
























Описание
Настоящее изобретение относится главным образом к области ортодонтии и в особенности к изготовлению ортодонтических аппаратов. Настоящее изобретение также относится к системе, программному продукту и соответствующим способам проектирования и изготовления ортодонтических аппаратов, предназначенных для выпрямления зубов пациента, и к индивидуальным прецизионным брекетам, изготовленным в соответствии с этими способами.
Уровень техники
Ортодонтическое лечение, применяющееся для выпрямления или выравнивания зубов пациента, известно уже сотни лет. Такое лечение обычно включало использование проволоки, крепящейся вокруг зубов пациента. Примерно в середине 1970-х годов, благодаря развитию технологии адгезивных материалов, предпочтение стало отдаваться клеящимся брекетам, накладываемым непосредственно на зубы, с эластичными проволочными стержнями прямоугольного сечения, пропущенными через пазы в брекетах. Такие брекеты обычно являются серийно производимыми изделиями. В большинстве случаев они адаптированы к определенным типам зубов, например - к верхним клыкам, но не к индивидуальным зубам отдельного пациента. Адаптация брекета к индивидуальному зубу обычно осуществляется путем заполнения промежутка между поверхностями зуба и брекета адгезивным материалом, чем обеспечивается связь брекета и зуба таким образом, что паз брекета, после того как зубы приходят в конечное положение, лежит в горизонтальной плоскости. Движущее усилие для приведения зубов в желаемое конечное положение создается ортодонтической проволочной дугой. Например, для лингвальных брекетов Томас Крикмор (Thomas Creekmore) разработал систему, имеющую вертикальные пазы. Такая система обеспечивает большее удобство при пропускании проволоки. Длинная сторона ортодонтической проволоки, таким образом, ориентируется вертикально.
Проволока, применяемая при ортодонтическом лечении, в настоящее время также обычно является готовым изделием. Если ортодонт вынужден приспособить ее к индивидуальному пациенту, то обычно стараются достичь этого путем минимального числа модификаций. Согласно этому способу брекеты устроены таким образом, что в конце лечения, когда зубы выравниваются, предполагается, что пазы в брекетах расположены и ориентированы планарно. Это означает, что проволока, пассивно проходящая через пазы без приложения какого-либо усилия, будет планарной. Этот режим лечения известен как "прямая проволока". Чем дальше проволочная дуга расположена от поверхности зуба, тем труднее достигнуть точного конечного положения для каждого зуба. Ошибка всего в 10 градусов, например, создает крутящий момент при повороте вокруг оси проволоки, который вполне может привести к ошибке в вертикальном положении зуба свыше 1 мм. Таким образом, заявитель осознает необходимость использования прецизионных брекетов с пазами, расположенными насколько возможно ближе к поверхностям зубов, каковые брекеты, используемые вместе с ортодонтической проволочной дугой, рассчитанной на индивидуального пациента, позволят создать прецизионное взаимодействие проволока - паз брекета и тем самым минимизировать ошибку крутящего момента.
Еще одной проблемой ортодонтии является определение правильного положения брекетов. На момент установки ортодонтического аппарата зубы могут быть ориентированы весьма далеко от желаемого положения. Таким образом, задача установки брекетов, заключающаяся в том, чтобы планарная ортодонтическая проволочная дуга привела зубы в желаемое надлежащее положение, требует большого опыта и визуального воображения. В результате в конечном периоде лечения это приводит к большим затратам времени на проведение необходимых корректировок как положения брекетов, так и формы проволоки. Эта проблема может быть решена путем идеальной установки ортодонтического аппарата, чего добиваются либо виртуально путем использования данных трехмерного сканирования зубного аппарата, либо физически при помощи создания модели зубного аппарата путем его разбиения на отдельные зубы и установки зубов в парафиновой основе в идеальное положение. Например, Патент США (U.S. Patent No 6648640), принадлежащий Руберту и др. (Rubert et al.), озаглавленный «Интерактивная система ортодонтического лечения на основе внутриротового сканирования зубов», описывает подход с использованием готовых брекетов и индивидуально изготовленной проволочной дуги. Такая проволочная дуга может иметь сложные скруты и изгибы и, таким образом, не обязательно является плоской планарной проволокой. Указанный патент также описывает систему сканирования для создания виртуальной трехмерной модели зубного аппарата и интерактивную компьютеризованную систему планирования лечения, основанную на моделях сканированного зубного аппарата. Планирование лечения включает расположение виртуальных брекетов на виртуальных зубах и виртуальное приведение зубов в желаемое положение. Эти виртуальные процессы осуществляются оператором - медицинским работником, проводящим клиническую оценку предстоящего лечения. Трехмерная вертикальная модель зубного аппарата вместе с брекетами для зубов, нарушающих прикус, экспортируется в машину для быстрого изготовления прототипов, которая изготавливает как физическую модель зубного аппарата, так и соответствующие брекеты.
Патент США №6776614, принадлежащий Вичмену и др. (Wiechmann et al.) и озаглавленный «Модульная система для индивидуальных ортодонтических аппаратов», описывает проволочный подход к ортодонтии на основании индивидуальных ортодонтических брекетов и индивидуальной ортодонтической проволочной дуги. Кроме того, этот патент описывает проектирование брекетов при помощи компьютера как комбинацию трехмерных виртуальных объектов, включая виртуальную подложку для крепления брекетов, и виртуального тела брекета, которое извлекается из библиотеки виртуальных тел брекетов. Виртуальные брекеты могут быть представлены в виде компьютерного файла, содержащего цифровые данные о форме, которые могут экспортироваться в машину для быстрого изготовления прототипа.
Последние тенденции в развитии ортодонтии включают использование технологий быстрого изготовления прототипов для формовки брекетов. Машины быстрого изготовления прототипов можно применять для создания моделей брекетов, которые используются как формы для изготовления брекетов. Обычно эти формы имеют полость, поверхность которой отвечает поверхности брекета, и канал для заливки материала брекета в форму. После затвердевания этого материала тот материал, который находился в канале, необходимо удалить. Если паз в брекете не изготовляется в процессе отливки брекета, то этот паз затем прорезается в теле брекета.
Различные способы изготовления паза в брекете могут включать литье, сверление или пиление. Заявка WO 94/10935, принадлежащая Андрейко и др. (Andreiko et al.), озаглавленная «Способ и оборудование для формирования индивидуального ортодонтического аппарата», описывает формирование брекетов путем прорезания индивидуальных пазов в заготовках брекетов при сохранении углов наклона оснований брекетов, или, наоборот, путем наклона основ или подложек брекетов; или формирования основ брекетов либо в оконтуренном виде, для того чтобы они отвечали форме поверхности зуба, либо с заполнением связывающим агентом зазора между основанием брекета и поверхностью зуба. Андрейко и др. (Andreiko et al.) главным образом описывает механическое формирование брекета при помощи режущей пластины, но также указывает, без дальнейших уточнений, что для этого могут быть применены и другие технологии, такие как электроискровая обработка (обработка электрическим разрядом - искрой), фрезерование, литье или стереолитография.
Эти процессы не содержат описания систем, инструментов или способов для создания высокоточных пазов брекетов, создания подреза в боковых стенках паза брекета, отделения высокоточной отливки брекета от литника или прорезки высокоточной трубы в теле брекета. Хотя желательность создания высокоточных брекетов была выражена Д.Вичменом (D.Wiechmann) в работе "Новая система брекетов для лингвального ортодонтического лечения. Часть 2: первые клинические опыты и дальнейшее развитие», журнал «J.Orofac. Orthop.» 2003, однако до сих пор не имеется признания необходимости создания системы, инструментария, программного продукта и способов формирования брекетных пазов повышенной точности или трубок, обладающих такими желательными качествами, при помощи технологии электроискровой обработки, например планарной обработанной поверхности с низкими допусками, позволяющей добиться точной подгонки примыкающей дуги.
Цель изобретения
Ввиду всего вышеизложенного целью настоящего изобретения является преодоление недостатков известных систем брекетов и способов их изготовления.
Общее описание изобретения
Настоящее изобретение достигает вышеуказанной цели путем создания системы, программного продукта и способа изготовления ортодонтических аппаратов, которые способны обеспечить повышенную точность при формировании прецизионных индивидуальных пазов в каждом теле брекета данного ортодонтического аппарата. Например, согласно реализациям настоящего изобретения можно создавать такие конфигурации паза в брекете, которые ранее было невозможно сформировать. Кроме того, согласно реализациям настоящего изобретения индивидуальная проволочная дуга и каждый из индивидуальных пазов могут формировать высокоточный интерфейс прилегания дуга-паз, который может существенно уменьшить или минимизировать ошибку крутящего момента. Проволочная дуга обычно имеет U-образную или арочную форму, и ее форма и поверхность отвечают внутренней поверхности линии зубов в полости рта. Авторами настоящего изобретения было обнаружено, что применение электроискровой обработки вместе с виртуальным проектированием брекетов для формирования паза в теле брекета позволяет достичь повышенной точности обработки и удалять литник. Более того, согласно реализациям настоящего изобретения электроискровая обработка в комбинации с виртуальным проектированием брекетов позволяет достичь повышенной точности и позволяет создать процесс изготовления, включающий эффективное удаление литника. Предпочтительно, чтобы литник удалялся одновременно с выполнением машинной обработки паза в брекете, например, процесс машинной обработки паза эффективно сочетается с удалением литника. Это достигается в реализациях изобретения, в которых литник или секция крепления, соответственно, прикреплен к секции тела брекета, находящегося в плоскости или примыкающего к плоскости, открытой поверхности брекетного паза, который будет подвергаться машинной обработке. Соответственно, обработка паза в брекете в сочетании с удалением материала, заполняющего брекетный паз, приводит к одновременному удалению литника или секции крепления, примыкающего к нему.
Более подробно, в реализации настоящего изобретения система изготовления ортодонтического аппарата может включать компьютер для виртуального проектирования ортодонтического аппарата, каковой компьютер включает процессор, устройство памяти, соединенное с процессором, и программу проектирования ортодонтического аппарата, хранящуюся в памяти этого компьютера. Компьютерная программа проектирования ортодонтического аппарата может включать инструкции на выполнение операций на получение данных о зубном аппарате пациента, каковые данные обычно получаются при помощи различных способов, известных специалистам в этой области, и могут включать инструкции на выполнение операций на проектирование виртуального объемного представления ортодонтического аппарата, в котором определяются параметры виртуального проектирования, в ответ на получение данных о зубном аппарате пациента. Ортодонтический аппарат может включать проволочную дугу, которая, например, может быть изготовлена для индивидуального пациента, и набор прецизионных индивидуальных брекетов, каждый из которых включает тело брекета с лицевой поверхностью для крепления к зубу, подложку брекета, соединенную с телом брекета, и паз брекета. Соответственно, брекет включает тело брекета, имеющее паз брекета, и подложку брекета, имеющую поверхность крепления к зубу. В наиболее предпочтительной реализации брекет является цельным элементом, включающим тело брекета, паз брекета и подложку брекета.
Система может также включать аппарат для формовки, который может основываться на различных принципах, таких, например, как быстрое изготовление прототипов для создания формы, применяемой для формовки индивидуальных брекетов. Согласно реализации настоящего изобретения пресс-форма может конфигурироваться таким образом, чтобы одновременно изготовлять тело брекета и подложку брекета; при этом пресс-форма располагается таким образом, чтобы принять материал, из которого изготавливается брекет. Аппарат для изготовления пресс-форм также включает устройство для распределения материала в пресс-формы. Каждая пресс-форма в общем случае имеет полость для каждого брекета и для определения контура брекета, когда материал для изготовления брекета заливается в пресс-форму, и канал для определения контура литника при заполнении пресс-формы материалом для изготовления брекета. Каждое отлитое тело брекета может быть соединено с литником во время его удаления из пресс-формы. Предпочтительно, чтобы литник включал секцию крепления, которая могла бы быть расположена в принимающей секции системы для ориентирования брекета при его электроискровой обработке. Таким образом, секция крепления может применяться для ориентирования брекета при его машинной обработке независимо от данных о зубном аппарате пациента, включая, например, форму поверхности крепления к зубу, или, что более предпочтительно, в соответствии с данными о зубном аппарате пациента, например о поверхности крепления к зубу, и/или о наклоне паза брекета по направлению к поверхности крепления к зубу.
Альтернативой для случая отливки тела брекета, имеющего литник, включающий секцию крепления, является случай, когда тело брекета может включать секцию крепления, независимую от литника. Кроме того, тело брекета может изготовляться при помощи иного технологического процесса, например путем создания его трехмерной формы при помощи машинной обработки или, что более предпочтительно, путем плавления предшествующего материала с дальнейшим приданием ему желаемой трехмерной формы. Последний способ может, например, включать применение лазерного луча для селективного плавления предшествующего материала по границам заданной модели тела брекета в условиях цифрового управления. Если тело брекета создается из металлического сплава, то предшествующий материал может включать частицы металлического сплава.
Система может также включать компьютер для обработки данных, соединенный, например, с компьютером, использующимся для виртуального проектирования ортодонтического аппарата, через компьютерную сеть, и имеющий память, в которой хранится программа компьютеризированного изготовления. Программа компьютеризированного изготовления может включать инструкции на выполнение операций по электроискровой обработке для соответствующей машины для формирования паза брекета в ответ на данные виртуального проектирования ортодонтического аппарата.
Система также включает устройство электроискровой обработки материалов, подключенное к компьютеру для обработки данных, например, через компьютерную сеть, или иной канал передачи информации, известный специалистам в данной области. Устройство для электроискровой обработки материала может включать контроллер, имеющий память, обеспечивающую цифровое управление от компьютера. Контроллер может включать программу обмена данными, хранящуюся в его памяти, каковая программа может включать инструкции на выполнение операций по получению или импортированию управляющих команд для устройства электроискровой обработки материала. Контроллер также может включать программу обмена данными, которая может включать команды на получение управляющего сигнала, содержащего команды устройства электроискровой обработки материала, выданные в ответ на команды, полученные устройством электроискровой обработки материала.
Устройство электроискровой обработки материала может также включать узел электродов для электроискровой обработки материала, каковой узел может включать электрод. Электроды устройства электроискровой обработки материала, например, могут иметь форму двух видов, а именно передвижной проволочный искровой электрод, или передвижной проволочный электрод, или электрод объемного фрезерования. Устройство электроискровой обработки материала может включать по крайней мере одну секцию привода, адаптированную для позиционирования брекета в электрическом разряде при контакте с электродом для изготовления паза в брекете в ответ на управляющий сигнал в зависимости от типа изготовляемого брекета.
Согласно реализации настоящего изобретения система для изготовления или образования ортодонтических аппаратов может включать процессор для данных цифрового управления, определяющий контроллер с памятью, в которой хранится управляющая программа. Управляющая программа может включать инструкции на выполнение операций по получению цифрового управляющего сигнала, содержащего команды управления устройством электроискровой обработки материала на формирование паза в теле брекета у ортодонтического аппарата, и на удаление литника, присоединенного к телу брекета. Система также может включать устройство электроискровой обработки материала, соединенное с контроллером. Устройство электроискровой обработки материала может иметь электродную сборку (узел), включающую электрод, и по крайней мере одну секцию привода, приспособленную для приведения тела брекета в электрический контакт с электродом для образования электрического разряда в ответ на цифровой сигнал управления на формирование паза в брекете и одновременное удаление литника с тела брекета во время проделывания паза брекета.
Согласно реализации настоящего изобретения система для изготовления или образования ортодонтических аппаратов может включать контроллер с памятью, в которой хранится программа обмена данными, включающая инструкции на выполнение операций по получению управляющих команд устройства электроискровой обработки материала, в каковых командах описывается виртуальное трехмерное представление паза в теле брекета у ортодонтического аппарата, и хранится также управляющая программа, включающая инструкции на выполнение операций по получению управляющего сигнала, несущего управляющие команды устройства электроискровой обработки материала, выпущенные в ответ на управляющие команды для устройства электроискровой обработки материала. Система может также включать устройство электроискровой обработки материала, подключенное к контроллеру и имеющее электродный узел, включающий электрод с по меньшей мере одной секцией привода, адаптированной для позиционирования брекета в электрическом разряде при контакте с электродом для изготовления паза в брекете в ответ на управляющий сигнал согласно заданному профилю резки электрической искрой, например, для обеспечения наилучшего соответствия размерам заранее выбранной проволочной дуги. Это дает в особенности то преимущество, что позволяет достигать высокой точности интерфейса с проволочной дугой.
Кроме того, реализации настоящего изобретения также включают способы изготовления ортодонтических аппаратов. Например, согласно реализации настоящего изобретения способ изготовления ортодонтических аппаратов включает этап выделения управляющего сигнала, несущего управляющие команды для устройства от виртуального объемного представления паза в теле брекета у ортодонтического аппарата. В целях этого описания, виртуальное объемное представление может ссылаться на массив данных, определяющий пространственное представление, например на размеры, положение контуров и/или точности и допуски для поверхностей. Управляющие команды для устройства, например, описывают операции по выполнению схемы резки электрической искрой по контуру брекетного паза, который задается индивидуально для обеспечения наилучшего соответствия размерностям заранее выбранной проволочной дуги, чем обеспечивается высокая точность подгонки интерфейса с проволочной дугой. Этот способ может также включать шаг по выполнению схемы резки электрической искрой в ответ на управляющий сигнал сформировать паз в брекете, например, путем управления аппаратом электроискровой резки и/или его секции привода, при помощи цифровых данных управляющего сигнала, действующих в качестве управляющего сигнала. Если тело брекета соединено с литником, то, например, способ может также включать шаг по выполнению схемы электроискровой резки, включая отрезку литника от тела брекета при формировании паза брекета. В случае незамкнутого паза в брекете паз может быть прорезан рядом с литником таким образом, чтобы удаление литника с тела брекета произошло одновременно с прорезкой паза. Согласно реализации настоящего изобретения поперечный промежуток, определяющий подрезку в пазе брекета, тоже может быть сформирован в теле брекета рядом с закрытым концом брекетного паза. Кроме того, где паз брекета имеет форму трубы, паз может быть сначала прорезан с применением первой схемы резки, и соответствующий литник, если он прикреплен, может быть отделен от тела брекета согласно второй схеме резки.
Согласно реализации настоящего изобретения способ изготовления ортодонтических аппаратов может включать шаг по получению управляющего сигнала, несущего команды по управлению устройством от данных виртуального пространственного представления паза в теле брекета у ортодонтического аппарата, описывающие операции по выполнению схемы электроискровой резки вдоль периметра брекетного паза и индивидуально подобранные для обеспечения подгонки к соответствующим размерам заранее выбранной проволочной дуги. Преимущество заключается в результате, включающем достижение повышенной точности интерфейса проволочной дуги и паза брекета, имеющего закрытый периметр, который образует брекетную трубку. Этот способ может также включать шаг по выполнению схемы электроискровой резки в ответ на управляющий сигнал, для создания брекетной трубки. Соответственно, преимуществом ортодонтического аппарата и способа его изготовления согласно настоящему изобретению является то, что по крайне мере одна из поверхностей паза брекета или трубки брекета, соответственно, или, что более предпочтительно, две противоположные стороны указанного паза или трубки, или, что еще более предпочтительно, две противоположные стороны, а также основание указанного паза или трубки, в обеих реализациях, то есть как для паза с открытым концом, так и для паза с закрытым концом, создаются таким образом, чтобы обеспечить высокоточное прилегание проволочной дуги, например с максимальными допусками 30 микрон или, более предпочтительно, максимум 20 микрон.
Согласно другой реализации настоящего изобретения способ изготовления ортодонтических аппаратов может включать шаг по получению управляющего сигнала, несущего команды по управлению устройством от виртуального пространственного представления (модели) паза в теле брекета у ортодонтического аппарата, описывающие операции по выполнению схемы электроискровой резки для образования паза в брекете. Паз в брекете, согласно этой реализации, имеет открытый конец и закрытый конец основания и две разнесенные боковые стороны, находящиеся между этими концами. Этот способ может также включать шаг по выполнению схемы электроискровой резки в ответ на управляющий сигнал. Контур электроискровой резки может протягиваться по периметру брекетного паза и может быть вытянут в поперечном направлении в теле брекета от одной из двух разнесенных сторон на основании паза брекета, тем самым определяя подрезку паза брекета.
Способ изготовления ортодонтического аппарата может включать шаги по получению управляющего сигнала, несущего команды для управления устройством, описывающие операции для выполнения схемы электроискровой резки для удаления литника с тела брекета ортодонтического аппарата и выполнения схемы электроискровой резки в ответ на управляющий сигнал.
Преимуществом реализации настоящего изобретения является то, что они обеспечивают систему и способы изготовления высокоточных пазов в брекетах, создавая подрезку в боковых стенках пазов в брекетах, удаляя литник с тела брекета, созданного прецизионным литьем, и обеспечивая прорезку высокоточной трубки в теле брекета. Реализации настоящего изобретения обеспечивают систему изготовления по крайней мере одного элемента конструкции ортодонтического аппарата или его части, включая системы обработки данных, получающие управляющий сигнал, несущий команды для устройства машинной обработки от виртуального пространственного представления этого элемента конструкции, и систему изготовления, изготавливающую этот элемент конструкции и включающую электроискровую обработку, которая способна обеспечить уровень точности и эффективность, которая не может быть достигнута системами, использующими другие технологии машинной обработки материалов, нежели электроискровая обработка. Реализации настоящего изобретения относятся к системам и способам изготовления конструктивных элементов ортодонтических аппаратов и их частей с применением электроискровой обработки материалов, в случае реализации с проволочным электродом это может быть, например, система MITSUBISHI WIRE EDM SX 10.
Детальное описание изобретения
Для того чтобы особенности и преимущества изобретения, а также другие его свойства, которые в дальнейшем проявятся, были поняты более детально, более подробное описание приведенного выше обобщенного изложения может быть дано в виде ссылок на приложенные чертежи, которые являются частью настоящей спецификации. Следует, однако, отметить, что эти чертежи иллюстрируют только различные реализации изобретения, и поэтому их не следует считать ограничивающими объем настоящего изобретения, поскольку оно может также включать и другие эффективные реализации.
Чертежи:
ФИГ.1: Блок-схема системы изготовления ортодонтических аппаратов согласно реализации настоящего изобретения.
ФИГ.2: Блок-схема процесса изготовления ортодонтических аппаратов согласно реализации настоящего изобретения.
ФИГ.3: Перспективный вид ортодонтического аппарата согласно реализации настоящего изобретения.
ФИГ.4: Перспективный вид брекета ортодонтического аппарата согласно реализации настоящего изобретения.
ФИГ.5: Перспективный вид брекета ортодонтического аппарата согласно реализации настоящего изобретения.
ФИГ.6: Перспективный вид паза брекета ортодонтического аппарата согласно реализации настоящего изобретения.
ФИГ.7: Перспективный вид паза брекета ортодонтического аппарата согласно реализации настоящего изобретения.
ФИГ.8: Перспективный вид формовочного аппарата согласно реализации настоящего изобретения.
ФИГ.9: Перспективный вид литьевого дерева согласно реализации настоящего изобретения.
ФИГ.10: Перспективный вид электроискрового аппарата согласно реализации настоящего изобретения.
ФИГ.11: Перспективный вид электроискрового аппарата согласно реализации настоящего изобретения.
ФИГ.12: Блок-схема способа изготовления ортодонтического аппарата согласно реализации настоящего изобретения.
ФИГ.13: Блок-схема способа изготовления ортодонтического аппарата согласно реализации настоящего изобретения.
ФИГ.14: Перспективный вид брекета ортодонтического аппарата согласно реализации настоящего изобретения.
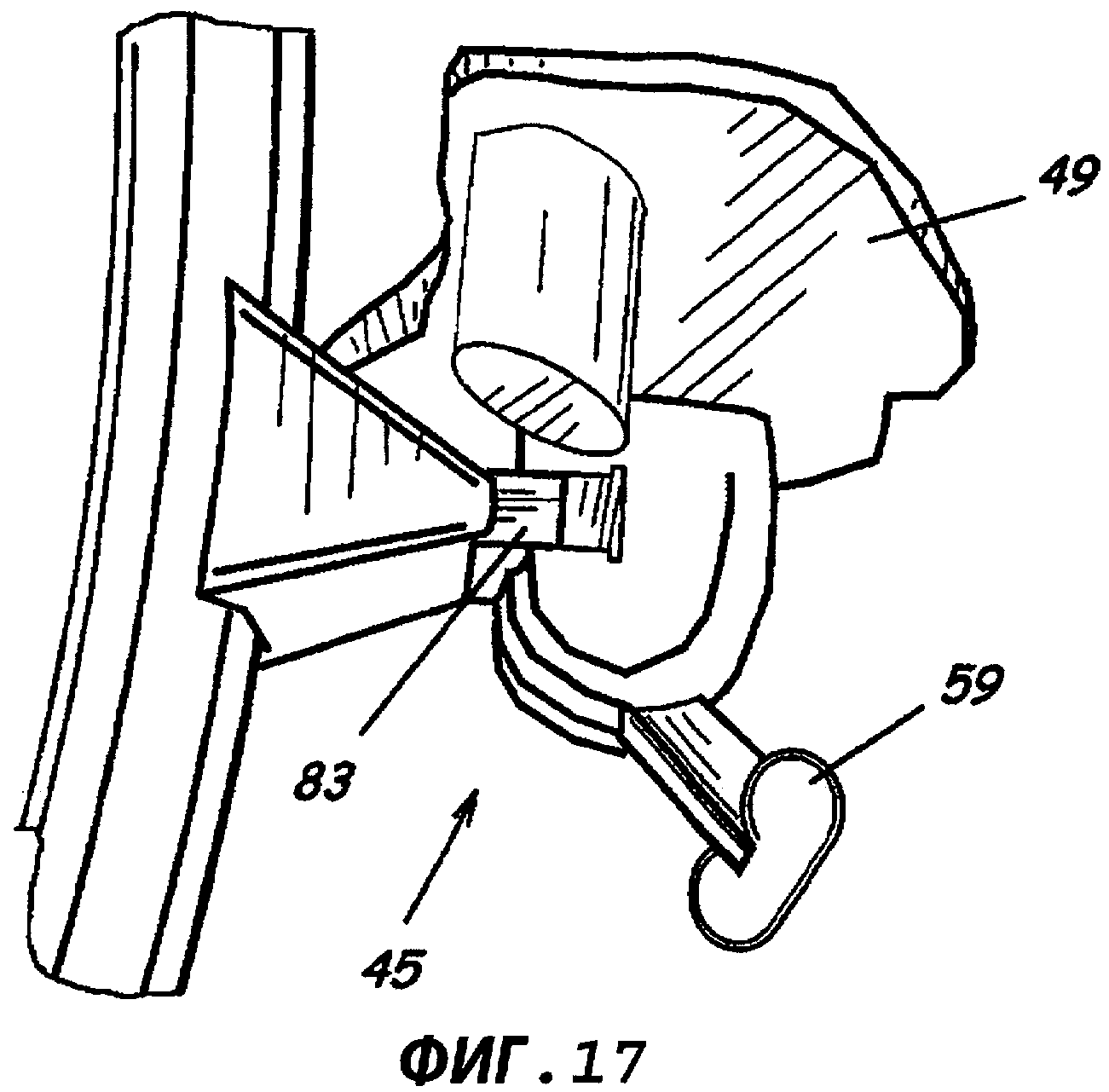
ФИГ.15-19: Перспективный вид части формовочного аппарата и отформованного брекета ортодонтического аппарата согласно реализации настоящего изобретения.
ФИГ.20: Блок-схема способа изготовления ортодонтического аппарата согласно реализации настоящего изобретения.
ФИГ.21: Перспективный вид брекета ортодонтического аппарата с наложенной схемой резки паза согласно реализации настоящего изобретения.
ФИГ.22: Схематический вид брекета ортодонтического аппарата с наложенной схемой резки паза согласно реализации настоящего изобретения.
ФИГ.23: Последовательность кодов ASCI - команды на выполнение электроискровой резки паза, показанного на ФИГ.22, согласно реализации настоящего изобретения.
ФИГ.24: Блок-схема способа изготовления ортодонтического аппарата согласно реализации настоящего изобретения.
ФИГ.25: Перспективный вид брекета ортодонтического аппарата с наложенной схемой резки паза согласно реализации настоящего изобретения.
ФИГ.26: Схематический вид брекета ортодонтического аппарата с наложенной схемой резки паза согласно реализации настоящего изобретения.
ФИГ.27: Последовательность кодов ASCII - команды на выполнение электроискровой резки паза, показанного на ФИГ.26, согласно реализации настоящего изобретения.
Настоящее изобретение будет описано более полно со ссылками на приложенные чертежи, иллюстрирующие реализации изобретения. Настоящее изобретение может иметь множество реализации, и его не следует считать сводящимся только к реализациям, содержащимся в настоящем описании. Цифрами обозначены соответствующие элементы. Одной и той же цифрой обозначается аналогичный элемент в различных реализациях.
Как показано на ФИГ.1-27, реализации настоящего изобретения успешно представляют новую систему, программный продукт, и способы для изготовления элементов ортодонтического аппарата или его частей с использованием электроискровой обработки материалов, и при осуществлении реализации, «резку» различных элементов ортодонтического аппарата, или придания им формы при помощи технологии обработки материала перемещающимся проволочным электродом. Понятие «CAD» включает, без ограничения, любую и все технологии автоматизированного проектирования. Понятие «САМ» включает, без ограничения, любую и все технологии автоматизированного изготовления. Понятие «CNC», или «машинное управление» включает, без ограничения, любую и все технологии цифрового компьютерного управления, относящиеся к производственному оборудованию и системам, включая, без ограничения, системы и устройства быстрого изготовления прототипов. Понятие «резка» включает осуществление электрической эрозии. Понятие «EDM», или «EDM-обработка», включает, без ограничения, любую и все технологии электроискровой обработки. Понятие «3D» обозначает трехмерные объекты. Слова, которые используются в настоящей спецификации для описания настоящего изобретения и различных его реализаций следует понимать не только по их основным значениям, но с включением специальных определений в структуре, материале и актах настоящей спецификации за пределами обычных значений этих слов.
Как показано на ФИГ.1 и 2, реализация системы 30, предназначенной для фабрикации или изготовления ортодонтических аппаратов, может включать компьютер 31 для виртуального проектирования ортодонтических аппаратов, имеющий процессор 33, и память 35, подключенную к процессору 33, и программный продукт 37 для виртуального проектирования ортодонтических аппаратов, хранящийся в памяти 35. Программа 37 для виртуального проектирования ортодонтических аппаратов может включать инструкции на выполнение операций по получению данных о зубном аппарате пациента, полученные различными способами, известными специалистам в данной области, и может включать инструкции на выполнение операций по созданию виртуального пространственного представления ортодонтического аппарата 41, определяющего данные виртуального проектирования ортодонтического аппарата в ответ на полученные данные о зубном аппарате пациента.
Как показано на ФИГ.4-7, ортодонтический аппарат 41 может включать индивидуально изготовленную проволочную дугу 43 и множество прецизионных индивидуально изготовленных брекетов 45, каждый из которых включает тело брекета 47, подложку брекета 49, соединенную с телом брекета 47, и паз брекета 51, 53, в теле брекета 47, с шириной паза брекета 55. Тело брекета 47 может также включать крыло брекета 57, крючок брекета 59 и прочие конструктивные элементы, известные специалистам в данной области. Открытый паз брекета 51 может включать конец открытой поверхности 61, конец закрытого основания 63 и две стороны 65 и 66, находящиеся между концами. Паз с открытым концом 51 (см. ФИГ.4 и 6) может также включать поперечный участок или участки, примыкающие к концу основания 63, и продолжающийся в тело брекета 47 от одной или обеих сторон 65 и 66, образуя подрез 67, имеющий ширину, превосходящую ширину паза 55. Часть тела брекета 47, примыкающая к открытому концу 61, может быть дугообразной или иметь более планарную форму. Стороны 65 и 66 и основание 63 паза брекета 51 могут иметь в целом планарную поверхность и, соответственно, могут быть определены как имеющие пространственный допуск менее 30 микрон и, предпочтительно, вплоть до 8 микрон, например вдоль ширины паза 55. Паз с закрытым концом 53 (см. ФИГ.5 и 7) может включать поверхность закрытого конца 69, но в остальном он подобен пазу с открытым концом 51. То есть паз с закрытым концом 53 также включает основу 63', две стороны 65' и 66', ширину 55' и может включать подрезку 67'. Аналогично трубообразный паз 53 можно определить как имеющий допуск менее 30 микрон и, предпочтительно, вплоть до 8 микрон вдоль ширины паза 55'.
Как показано на ФИГ.8, система 30 может также включать формовочный аппарат 71, известный специалистам в этой области, который может применять различные технологии, такие как, например, быстрое изготовление прототипов для образования формы 73, применяющейся для формовки индивидуально изготовленных брекетов 45. Различные технологии быстрого изготовления прототипов, например, могут включать стереолитографию, изготовление ламинированных объектов, селективное лазерное спекание, моделирование наплавкой, выдержку твердеющего материала, трехмерную струйную печать и т.д. и т.п. Согласно реализации настоящего изобретения форма 73 конфигурируется таким образом, чтобы одновременно образовать тело брекета 47 и подложку брекета 49. Форма 73 устанавливается так, чтобы принять материал 75, из которого изготавливается брекет, а устройство распределения материала 77 служит для подачи материала 75, из которого изготавливается брекет, в форму 73. В реализации настоящего изобретения, как это, возможно, наилучшим образом описано в патенте США №6776614, принадлежащем Вичмену и др. (Wiechman et al.) и озаглавленном «Модульная система для индивидуальных ортодонтических аппаратов», включенном в настоящую заявку путем сноски на ее полноту, применяется компьютерное проектирование брекета 45, включая тело брекета 47 и подложку брекета 49, осуществляется по данным трехмерного сканирования оттиска зубов пациента, а технология быстрого изготовления прототипов применяется для изготовления моделей брекета 45 из парафина или смолы, каковые модели затем используются для изготовления форм 73 из, например, цемента, для изготовления брекетов 45. Каждая форма 73 обычно имеет полость 79 для каждого из брекетов 45 и для определения контуров тела брекета 47 и подложки брекета 49, когда материал для изготовления брекета 75 помещается в форму, и канал 81, определяющий контуры литника 83 (ФИГ.9) при наполнении формы материалом 75. Как, возможно, это лучше показано на ФИГ.14, каждое отформованное тело брекета 47 может быть соединено с литником 83 после извлечения из формы 73.
Как показано на ФИГ.1 и 2, система 30 может также включать компьютер для обработки данных 91, соединенный, например, с компьютером 31, предназначенным для проектирования ортодонтического аппарата, через компьютерную сеть 93 и имеющий память 95 и программу компьютеризированного проектирования 97, хранящуюся в памяти 95. Программа компьютеризированного проектирования 97 может включать инструкции на выполнение операций по формированию команд управления устройством электроискровой обработки, читаемые этой машиной для выполнения операций по формированию паза брекета 51 и 53. Эти инструкции могут также включать инструкции на выполнение операций по одновременному отделению тела брекета 47 от секции крепления литника 83 при формировании паза брекета 51 и 53. Следует отметить, что, согласно реализации предыдущего изобретения, данные виртуального проектирования ортодонтического аппарата могут вводиться вручную в компьютер 91, предназначенный для обработки данных, или быть иным образом получены этим компьютером. Такой способ можно применять, когда конструктивный элемент, например ширина паза брекета 55 или 55', описывается ограниченным числом параметров. Если же конструктивный элемент является более сложным, то тогда более предпочтителен ввод данных виртуального проектирования с компьютера 31, предназначенного для проектирования. Следует отметить, что память 95, вместе с другим описанным устройством памяти, может включать энергозависимое и энергонезависимое устройство памяти, известно специалистам в данной области, включая, например, приводы RAM, ROM, магнитные или оптические диски и т.д. и т.п. Также следует отметить, что инструкции по управлению устройством электроискровой обработки, выпускаемые программой компьютеризованного изготовления, могут выдаваться в виде микрокодов, программ, процедур и текстов на алгоритмическом языке, образуя набор и наборы заказанных операций, управляющих и направляющих функционирование аппаратных систем. Согласно реализации настоящего изобретения эти инструкции специально рассчитаны на использование цифровым устройством управления.
Как показано на ФИГ.1 и 2, система 30 также включает аппарат электроискровой обработки 101, соединенный с компьютером для обработки данных 91 через, например, компьютерную сеть 93, используя, например, последовательный порт связи RS-232-C или другие средства коммуникации, известные специалистам в этой области. Аппарат 101 для электроискровой обработки материала может включать контроллер 103, например блок управления машиной, имеющий память 105, каковой блок может обеспечивать цифровое управление машиной с компьютера. Контроллер 103 может также включать устройство или устройства пользовательского ввода, известные специалистам в этой области, и программу обмена данными 107, хранящуюся в памяти 105, каковая программа может включать инструкции на получение или импортирование формирования управляющего сигнала для устройства электроискровой обработки. Контроллер 103 может также включать управляющую программу 109, включающую инструкции на формирование управляющего сигнала, содержащего команды для устройства электроискровой обработки, в ответ на полученные управляющие инструкции электроискрового устройства. Следует отметить, что, согласно реализации настоящего изобретения, контроллер 103 может попеременно получать управляющие инструкции электроискрового устройства от компьютера обработки данных 91 через среду ручной передачи данных, например, при помощи носителя, читаемого на портативном компьютере.
Как показано на ФИГ.10 и 11, аппарат для электроискровой обработки материалов 101 может также включать электроискровое устройство 111, 111', имеющее узел разрядных электродов 113, 115, включающий электрод 117, 119. Обычно источник напряжения постоянного тока и искровой контроллер, находящийся в электрическом подключении к источнику постоянного тока (не показан), обеспечивает создание высокочастотной пульсирующей волны, которая образует соответствующие высокочастотные серии электродуговых разрядов между электродами 117, 119 и частью тела брекета 47, примыкающей к электроду 117, 119. Электроды электроискрового устройства 111, 111', например, могут быть двух типов, а именно подвижный проволочный электроразрядный электрод или подвижный проволочный электрод 117 (ФИГ.10) или разрядный электрод объемного фрезерования 119 (ФИГ.11).
Как показано на ФИГ.10, электродный узел 113 электроискрового устройства 111. использующий перемещающийся проволочный электрод 117, включает подающую катушку или шпульку 121, содержащую неиспользованную часть перемещающегося проволочного электрода 117 для обеспечения постоянного потока подачи перемещающегося проволочного электрода при выполнении схемы резки, и приемную катушку или шпульку 123, содержащую использованную часть перемещающегося проволочного электрода, на каковую приемную катушку 123 наматывается электрод, сматывающийся с катушки подачи 121 во время выполнения схемы резки при формировании паза брекета 51 и для обеспечения должного натяжения проволочного электрода 117. Между катушкой подачи 121 и приемной катушкой 123 находятся подающая 125 и приемная 127 направляющие проволоки. Проволочный электрод 117, постоянно подаваемый с катушки подачи 123 во время выполнения операций резки, удерживается между подающими и приемными направляющими 125, 127. Перемещающийся проволочный электрод 117 обычно использует воду в качестве своего диэлектрика, причем вода может подаваться через сопла (не показаны), находящиеся вплотную к телу брекета 47. Для увеличения скорости обработки можно выбрать отрицательную полярность электрода. Положительную полярность электрода можно выбрать для создания более ровной поверхности паза в брекете. Можно также использовать комбинацию двух полярностей, в зависимости от необходимости.
Согласно реализации настоящего изобретения электроискровое устройство 111 включает приводной стол 129 аппарата электроискровой обработки, как это будет понято специалистами в данной области, каковой стол приспособлен для перемещений в плоскости Х-У, например, используя устройство пошагового перемещения или электромоторы постоянного тока (не показаны), действующие в ответ на управляющий сигнал, предписывающий привести тело брекета 47 в электрический разрядный контакт с перемещающимся проволочным электродом 117, чтобы таким образом выполнить схему резки для создания паза 51, 53. Согласно другой реализации настоящего изобретения подающая и приемная направляющие 125, 127 перемещаются в ответ на управляющий сигнал в плоскости Х-У, например, используя устройство пошагового перемещения или электромоторы постоянного тока (не показаны), как это будет понято специалистами в данной области, для приведения перемещающегося проволочного электрода 117 в положение, необходимое для осуществления схемы резки. Согласно реализации настоящего изобретения направляющая подачи 125 и принимающая направляющая 127 могут, кроме того, быть расположены независимо, что позволит создавать различные геометрические формы с непараллельными и непланарными поверхностями. Следует отметить, что перемещающийся проволочный электрод 117 при помощи одной или обеих направляющих 125, 127 или при помощи приводного стола 129 может также одновременно отделить тело брекета 47 от литника 83 в ответ на управляющий сигнал.
Как показано на ФИГ.11, электродный узел 115 электроискрового устройства 111', использующего электроискровой электрод объемного фрезерования 119, может включать поршень (не показан) для протягивания электрода, примыкающего к телу брекета 45 при создании отверстия, образующего часть паза брекета 53. Следует отметить, что вместо специального электрода объемного фрезерования 119 можно применить часть перемещающегося проволочного электрода 117, отсоединенного от приемной катушки 125, благодаря чему он будет действовать как электрод объемного фрезерования. Следует отметить, что согласно реализациям настоящего изобретения другие способы изготовления, включающие, например, сверление стартерного отверстия сквозь тело брекета 47 или создание стартерного отверстия в теле брекета 47 как часть процесса его формовки, также относятся к составу настоящего изобретения. Независимо от способа, используемого для создания первоначального отверстия, после формирования первоначального отверстия в теле брекета 47 конец перемещающегося проволочного электрода 117 может быть подсоединен к приемной катушке 125 для функционирования, как это описано выше, для создания паза брекета 53 в форме трубки, как это описано ниже.
Как показано на ФИГ.1-27, реализации настоящего изобретения также включают способы изготовления ортодонтических аппаратов. Например, как показано на ФИГ. 12, согласно реализации настоящего изобретения способ изготовления ортодонтических аппаратов может включать получение данных о зубном аппарате пациента (блок 141), которые могут быть получены, например, путем обследования/диагностики аномалии прикуса при помощи процедур, известных специалистам в этой области, проектирование виртуального пространственного представления ортодонтического аппарата по данным о зубном аппарате пациента (блок 143) и затем изготовление ортодонтического аппарата (блок 145). Например, ортодонт или другой медицинский работник проводит обследование пациента в кабинете ортодонта для сбора данных, необходимых для определения состояния пациента, предписывает надлежащее лечение и определяет характеристики ортодонтического аппарата, который будет применяться для этого лечения. Физическая модель, включающая мандибулярную и максиллярную модели нижней и верхней челюсти пациента соответственно, могут быть сформированы при помощи физической формы, которая будет использоваться для построения виртуальной модели. Независимо от применяемого способа виртуальная модель вместе с предписанием в отношении лечения пациента, а также результат, который должен быть достигнут лечением, могут быть использованы для формирования данных по зубному аппарату пациента. Эти данные могут быть переданы на устройство проектирования и изготовления ортодонтического аппарата, где проектирование индивидуально изготовленного ортодонтического аппарата 41 может быть выполнено при помощи компьютера, например компьютера 31 для виртуального проектирования ортодонтических аппаратов, или при помощи рабочей станции, или при помощи иного процессора данных, известного специалистам в этой области, каковой процессор способен хранить трехмерную виртуальную модель зубного аппарата пациента и программное обеспечение планирования лечения или программный продукт для перемещения зубов в виртуальной модели для принятия решения об их окончательном положении.
Ортодонтический аппарат 41 может включать индивидуально изготовленную проволочную дугу 43 и набор прецизионных индивидуально изготовленных брекетов 45, каждый из которых включает тело брекета 47, подложку брекета 49, соединенную с телом брекета 47, и паз брекета 51, 53 в теле брекета 47. Различные системы и способы формирования проволочной дуги, описанные, например, в патенте США №6928733, принадлежащем Рубберту и др. (Rubbert et al.) и озаглавленном "Способ и система для индивидуальной подгонки ортодонтической проволочной дуги», включенном в настоящее описание путем ссылки на его целостность, могут использоваться для формирования прецизионной проволочной дуги 43, которая будет вставляться в пазы брекета 51, 53, для формирования прецизионного интерфейса, которое может быть реализовано в ширине паза брекета при, например, комбинированном допуске, равном или меньшем двадцати микрон или вплоть до восьми микрон. Проволочная дуга 43 обычно изготавливается из нержавеющей стали, или на основе никель-титановых, титан-ниобиевых или титан-молибденовых сплавов, но может также быть изготовлена из различных иных материалов, известных специалистам в этой области. Брекеты 45 обычно изготавливаются из нержавеющих сталей, или титана, или титановых сплавов, однако готовые брекеты могут изготовляться из различных иных материалов, известных специалистам в этой области.
Могут быть применены различные способы формирования виртуальной подложки брекета и тела брекета. Патент США №6776614, принадлежащий Вичмену и др. (Wiechmann et al.), озаглавленный «Модульная система для индивидуальных ортодонтических аппаратов», включенный в настоящее описание путем ссылки на его целостность, описывает способы проектирования виртуального пространственного представления ортодонтического аппарата 41, применяемые для изготовления брекетов 45, включая системы и способы проектирования индивидуально изготовленного ортодонтического брекета при помощи компьютера, имеющего доступ к библиотеке виртуальных описаний элементов брекетов. Например, согласно одному из этих способов геометрия подложки брекета может быть получена непосредственно из цифровых представлений зубов пациента, с тем чтобы изготовить клеящуюся подложку брекета 49, которая бы существенно отвечала форме поверхности зуба. Согласно другому способу, описанному Вичменом и др. (Wiechmann et al.), применяется программный алгоритм, который автоматически или полуавтоматически рассчитывает зону примыкания подложки брекета путем анализа кривизны поверхности зуба и определяет поверхность, которая достаточно велика для того, чтобы покрыть существенные элементы кривизны, что позволяет вручную осуществить надежное позиционирование брекета 45 на поверхности зуба. Такой алгоритм может, например, начинать работу с предварительно заданной величины подложки. Поверхность зуба, покрытая подложкой этой величины, образует виртуальный «бугор», имеющий по крайней мере одну приподнятую часть по отношению к остальной анатомии зуба, поскольку для установки брекета на зубе невозможно найти абсолютно плоскую поверхность. Объем этого выступа можно рассчитать при том условии, что края подложки соединены непрерывной поверхностью любым удобным образом. Чем меньше кривизна поверхности зуба, тем этот выступ более плоский и тем меньше его объем. Если объем этого «бугра» не превосходит заранее заданной величины, то подложка автоматически будет увеличена на заранее заданную величину, с той целью, что больший объем с большей вероятностью будет включать адекватные приподнятые элементы зуба. Затем объем рассчитывается снова. Такие циклы повторяются до тех пор, пока не будет достигнута минимальная величина объема для каждой подложки. Это только пример подхода к такому автоматизированному алгоритму. На основе принципов, содержащихся в этом подходе, можно выбрать большое количество других готовых алгоритмов.
Часть подложки брекета 49, не примыкающая непосредственно к зубу пациента, также можно спроектировать таким образом, чтобы она отвечала геометрии зуба пациента. Кроме того, также можно спроектировать брекетные тела 47 и скомбинировать их с брекетными подложками 49. Например, библиотека брекетных тел 47 создается заранее и хранится в компьютере, что позволяет выбирать из готовых вариантов, причем готовые брекетные тела 47 можно адаптировать к индивидуальному пациенту. Например, пазы брекета 51, 53 также можно спроектировать в соответствии с геометрией зубов пациента, пазы брекета 51, 53 могут быть как пазами с открытым концом 51, распространяющимися внутрь поверхности тела брекета, так и пазами с закрытым концом 53, образующими трубку, проходящую через тело брекета 47. Данный способ изготовления имеет то преимущество, что допуск вдоль ширины паза брекета 55 любого типа паза брекета 51 или 53, например, может быть меньше тридцати микрон и вплоть до восьми микрон, что соответствует расчетному углу поворота только лишь 0,7 градуса. Это обстоятельство может быть существенным улучшением предыдущего состояния данной техники, которая имеет более грубые допуски - около 40 микрон для пазов с открытым концом и от 40 до 100 микрон для пазов с закрытым концом. Такая точность обработки поверхности может в итоге привести к более предсказуемым конечным результатам лечения.
Кроме того, прочие принадлежности, такие как крыло брекета 57 или крючок брекета 59, могут быть интегрированы в проект брекета. После того как трехмерные проекты подложки брекета 49, тела брекета 45 и прочих принадлежностей скомбинированы, процесс повторяется для каждого брекета 45, образующего ортодонтический аппарат.
Как показано на ФИГ. 13, согласно реализации настоящего изобретения способ изготовления ортодонтического аппарата может включать различные технологии формовки, которые известны и понятны специалистам в этой области. То есть этот способ может включать литье, впрыскивание или иную подачу материала для изготовления брекета 75 в форму 73 (блок 151). Форма 73 (ФИГ. 8) может иметь полость 79 для каждого из брекетов 45, определяющую контур тела брекета 47 и подложки брекета 49, когда материал для изготовления брекета 75 помещается в нее. В форме 73 с каждой полостью 79 связан отдельный канал или литниковый ход 81, являющийся отдельным проводником для материала изготовления брекета 75, поступающего в полость 79. Каждый канал 81 определяет контур литника 83, заполненного материалом для изготовления брекета 75. Согласно реализации настоящего изобретения после затвердевания материала изготовления брекета 75 и после удаления брекетов 45 из формы 73 каждое отлитое тело брекета 47 остается связанным с литником 83 (см. ФИГ.9 и 14-19). Если литники 83 соединены вместе, то обычно говорят, что они образуют «литьевое дерево».
Согласно реализации настоящего изобретения способ изготовления ортодонтического аппарата может включать применение технологий автоматизированной обработки материалов. То есть способ изготовления ортодонтического аппарата 41 может включать формирование управляющих инструкций для исполнительного устройства, например, используя компьютер для обработки данных, например компьютер для обработки данных 91, включая программное обеспечение, например программу для компьютеризированного изготовления 97 (ФИГ.1), которая описана выше и которая может использоваться для формулирования управляющих инструкций для исполнительного устройства от виртуального пространственного представления паза брекета 51, 53 в теле брекета 47 (блок 153). Инструкции для управления устройством описывают операции по выполнению схемы резки вдоль контура паза брекета 51, 53, каковая схема может задаваться индивидуально для обеспечения существенного совпадения с соответствующими размерами предварительно выбранной индивидуально изготовленной прецизионной проволочной дуги 43, для формирования, таким образом, прецизионного интерфейса с проволочной дугой 43. Управляющие инструкции для устройства могут подаваться как вручную, так и передаваться через компьютерную сеть на контроллер, например контроллер 103, устройства изготовления брекетов, например электроискрового устройства 111, 111' (блок 155). Управляющий сигнал, несущий управляющие инструкции для электроискрового устройства, формируется затем (блок 157) в ответ на полученные управляющие команды электроискрового устройства, например контроллером 103, содержащим управляющую программу 109. Схема электроискровой резки затем осуществляется в ответ на управляющие сигналы, и, таким образом, изготавливается паз брекета 51, 53 (блок 159).
Как показано на ФИГ.20, согласно реализации настоящего изобретения, если паз брекета является пазом с открытым концом 51, способ изготовления ортодонтического аппарата 42 может включать выполнение схемы электроискровой резки электрической в ответ на управляющий сигнал на формирование паза брекета, как это показано на ФИГ.21 и 22. При конфигурации паза брекета с открытым концом паз брекета 51 имеет открытый конец 61, закрытый конец основания 63 и две противоположные стороны 65, 66, протянувшиеся между концом основания 63 и открытым концом 61, и, например, такой паз может быть прорезан параллельно внутренней поверхности зуба, с тем чтобы брекет был установлен на подложке брекета и/или выровнен в соответствии с общей ориентировкой подложки брекета 49. То есть паз брекета 51 может быть ориентирован существенно параллельно ориентировке поверхности зуба, или геометрии подложки брекета, или им обоим. Аналогично, согласно реализации настоящего изобретения, тело брекета 47 может иметь форму, существенно совпадающую с формой соответствующего зуба.
Согласно реализации настоящего изобретения паз 51 «врезается» в тело брекета 47 при помощи электроискрового аппарата 101, включающего электроискровое устройство 111, оснащенное перемещающимся проволочным электродом 117 (см. ФИГ.10). Контроллер 103 электроискрового аппарата получает инструкции на управление устройством либо непосредственно от пользователя, либо через коммуникационную линию, подсоединенную к компьютеру обработки данных 91 или к системе, выдающей инструкции управления устройством, описывающие движения электрода 117 или брекетов 45 для формирования схемы электроискровой резки (блок 171). Например, компьютер обработки данных 91 может иметь программу компьютеризированного изготовления или код 97, которые могут получать входную информацию либо от компьютера 31 виртуального проектирования ортодонтического аппарата, включающего программу ортодонтического проектирования, либо от иного типа программы компьютеризированного проектирования, находящейся вместе с программой компьютеризированного изготовления в самом компьютере обработки данных 91. Согласно реализации настоящего изобретения программа компьютеризированного изготовления 97 может использоваться для формирования инструкций управления устройством, например программа уровня G-кода, такая как показано на ФИГ.23 (блок 173), как это могут понять специалисты в данной области. Как сказано выше, этот код может легко передаваться в контроллер 103 электроискрового аппарата для осуществления управления осуществлением схемы электроискровой резки (блок 175).
После отливки брекеты 45 могут находиться в виде «литьевого дерева», будучи соединены литниками 83. После извлечения брекетов 45 из формы 73 каждый из брекетов 45 с соответствующим литником 83 помещаются на приводной стол электроискрового аппарата для прорезки паза в теле каждого брекета и для отделения брекета от литьевого дерева. После помещения литьевого дерева поблизости от электрода 117 (блок 177) может быть инициировано выполнение схемы электроискровой резки (блок 179). Выполнение схемы электроискровой резки может быть инициировано как вручную оператором электроискрового аппарата, так и автоматически при помощи датчиков, известных специалистам в данной области. Согласно реализации настоящего изобретения приводной стол 129 электроискрового аппарата, несущий литьевое дерево, может по отдельности помещать каждое тело брекета 47 в положение электроискрового контакта с перемещающимся проволочным электродом 117. Согласно другой реализации настоящего изобретения это осуществляется путем движения соответствующих направляющих 125, 127.
После инициирования выполнения схемы электроискровой резки первый брекет 45 на литьевом дереве приводится в такое положение, чтобы первый брекет 45 пришел в надлежащее соприкосновение с перемещающимся проволочным электродом 117 в начальной точке, например - в начальной точке Р1, показанной на ФИГ.21 (блок 181), которая относится к нулевой точке программы аппарата 101, как это известно специалистам в данной области. Кроме того, подающая катушка 121, содержащая неиспользованные участки перемещающегося проволочного электрода 117, начинает непрерывную подачу перемещающегося проволочного электрода 117, а приемная катушка 123, содержащая использованные части перемещающегося проволочного электрода, начинает вбирать перемещающийся проволочный электрод 117, поступающий с катушки подачи 121. Через перемещающийся проволочный электрод 117 пропускают высокочастотный электрический ток, а диэлектрическая жидкость (не показана) подается таким образом, чтобы напряжение в зазоре между перемещающимся проволочным электродом 117 и телом брекета 47 ионизировало диэлектрическую жидкость, что позволит «искре» осуществлять процесс эрозии на теле брекета 47 для образования паза брекета 51.
Согласно реализации настоящего изобретения в ответ на инструкции управления приводом приводной стол 129 и, соответственно, тело брекета 47 приводятся в положение для перемещения брекета 45 согласно первому участку L1 схемы резки, так чтобы перемещающийся проволочный электрод 1177 пришел в положение электрического контакта, но непосредственно не касался тела брекета 47. В точке Р1 электрод 117 приходит в электрический контакт с телом брекета 47, и начинается процесс эрозии (блок 183), плавления или испарения части поверхности брекета 45. Тело брекета 47 после этого перемещается по траектории L2 до достижения желаемой начальной точки Р2 первой стороны 65 паза брекета 51. Фактически эта начальная часть схемы резки, в особенности вторая ветвь L2, может продолжать схему резки вдоль части внешней поверхности тела брекета 47 существенно поперек первой стороне 65 и внутрь части литника 83.
Тело брекета затем перемещается вдоль ветви L3 до достижения желаемой глубины внутри тела брекета 47, образуя длину первой стороны 65 (блок 185). Затем тело брекета 47 перемещается вдоль траектории L4 до достижения желаемой поперечной глубины в теле брекета 47, образуя поперечное протяжение в тело брекета от первой стороны. Затем тело брекета 47 перемещается обратно по траектории L4, а затем перемещается вдоль траектории L5 до достижения желаемой поперечной глубины в теле брекета 47, образуя основание паза брекета 63 и образуя поперечное протяжение в тело брекета от второй стороны 66 (блок 187). После этого тело брекета перемещается обратно по траектории L5 до достижения желательной начальной точки Р3 внутри тела брекета для того, чтобы начать формирование второй стороны 66. Поперечные протяжения, выходящие за первую и вторую стороны 65, 66, образуют подрезку 67 паза брекета (блок 189). Тело брекета 47 после этого перемещается вдоль траектории L6 до достижения конечной точки Р4 схемы резки брекетного паза, каковая точка обычно находится рядом с начальной точкой Р1 первой стороны 65, образуя длину второй стороны 66 (блок 191). Следует отметить, что первая и вторая стороны 65, 66, хотя они и показаны как параллельные, могут образовывать острый угол с основанием 63 брекетного паза 51, так что две разнесенные стороны 65, 66 сходятся в направлении от основания 63 брекетного паза к отверстию брекетного паза 61, или наоборот, в направлении от отверстия брекетного паза 61 к основанию 63 брекетного паза.
Тело брекета 47 затем перемещается вдоль траектории L7 до начала литника 83, эффективно отделяя тело брекета 47 от литника 83 и, тем самым, от литьевого дерева (блок 193). Если конструкция тела брекета включает крыло брекета 57, такое как показано на ФИГ. 4 и 21, то тело брекета 47 перемещается дальше таким образом, чтобы схема резки была вдоль поверхности крыла брекета 57 со стороны паза, с тем чтобы образовать поверхности крыла брекета 57 со стороны паза, отделяя тело брекета 47 от литника 83. Следует отметить, что, как это описано выше, вместо перемещения тела брекета 47 предпочтительнее перемещать направляющие 125, 127, для того чтобы выполнить операции, как описанные выше, так и описанные ниже.
Как показано на ФИГ.24, согласно реализации настоящего изобретения, если паз брекета является пазом с закрытым концом 53, определяющим канал или трубку, проходящую через тело брекета 47, то способ изготовления ортодонтических аппаратов 41 может включать выполнение схемы электроискровой резки в ответ на управляющий сигнал сформировать паз брекета, как показано на ФИГ.25 и 26. При трубочной конфигурации паза брекета паз брекета 53 имеет закрытый периметр и располагается в теле брекета 47. Трубчатый паз брекета 53, подобно пазу брекета с открытым концом 51, может также, например, быть сформирован параллельно внутренней поверхности зуба, с тем чтобы тело брекета 47 располагалось на и/или в общей ориентации подложки брекета 49. То есть паз брекета 53 может быть ориентирован существенно параллельно ориентации поверхности зуба, геометрии подложки или им обеим. Аналогично тело брекета 47, несущее паз брекета 53, имеющий трубчатую форму, может также иметь форму, существенно отвечающую форме соответствующего зуба.
Согласно реализации настоящего изобретения в ответ на управляющий сигнал выполняется первая схема электроискровой резки, что приводит к формированию брекетной трубки 53. Схема резки вытянута вдоль периметра брекетной трубы 53 и может быть отрегулирована, чтобы обеспечить существенное соответствие размерам заранее выбранной проволочной дуги, чтобы таким образом сформировать прецизионный интерфейс с проволочной дугой 43. Брекетная трубка 53 «вырезается» в теле брекета 47 при помощи, например, комбинации электрода объемного фрезерования 119 и перемещающегося проволочного электрода 117. Контроллер 103 электроискрового аппарата, как это описано выше, может получать инструкции для управления устройством, например такие, как показано на ФИГ.27, как непосредственно от пользователя, так и через коммуникационную линию, ведущую к компьютеру обработки данных 91 или системе, выдающей управляющие инструкции для устройства, описывающие движение электродов при выполнении схемы электроискровой резки (блок 201). Альтернативно начальное отверстие может быть выполнено другими средствами, известными специалистам в этой области. После помещения литьевого дерева (блок 203) может быть инициировано выполнение схемы электроискровой резки (блок 205) как вручную оператором электроискрового аппарата 101, так и автоматически при помощи датчиков, известных специалистам в этой области.
После инициирования выполнения схемы электроискровой резки первый брекет 45 на литьевом дереве, сквозь который требуется прорезать трубку, помещается так, чтобы брекет был в надлежащем контакте с перемещающимся проволочным электродом 117 в начальной точке, например начальной точке ТР0, показанной на ФИГ. 25, которая может быть соотнесена с нулевой программной точкой электроискрового устройства 111'. Если стартерный канал не был изготовлен заранее (блок 207), то электрод объемного фрезерования 119 или отсоединенная часть перемещающегося проволочного электрода 117 может использоваться для формирования или углубления стартерного канала (блок 209). Через электроды 117, 119 пропускают высокочастотный электрический ток, а диэлектрическая жидкость подается таким образом, чтобы электрическое напряжение в зазоре между электродами 117, 119 и телом брекета 47 могло ионизировать диэлектрическую жидкость, чтобы осуществлять процесс эрозии на теле брекета для образования стартерного канала для брекетной трубки 53. После прорезки канала 130, чтобы создать пространство для нормального развертывания перемещающегося проволочного электрода 117, перемещающийся проволочный электрод 117 пропускается через канал 130 в начальной точке ТР0 (блок 211). Подающая катушка 121, содержащая неиспользованные участки перемещающегося проволочного электрода 117, начинает непрерывную подачу перемещающегося проволочного электрода 117, а приемная катушка 123, содержащая использованные части перемещающегося проволочного электрода, начинает вбирать перемещающийся проволочный электрод 117, поступающий с катушки подачи 121 со скоростью, заданной пользователем или определяющейся характером материала. Как это описано выше, также пропускают высокочастотный ток через перемещающийся проволочный электрод 117, а диэлектрическая жидкость подается для осуществления эрозионного процесса на теле брекета 47 для формирования трубки брекета.
Согласно предпочтительной реализации настоящего изобретения в ответ на управляющие команды привода тело брекета перемещается вдоль первой траектории TL1 схемы резки и перемещающийся проволочный электрод 117 создает электрическую эрозию материала тела брекета до части желаемого периметра трубки брекета 53 (блок 213), например в начальной точке периметра ТР1. Тело брекета затем перемещается вдоль траектории TL2 до достижения желательной начальной точки ТР2 первой стороны 65'. После этого тело брекета 47 перемещается вдоль траектории TL3 до достижения желаемой длины брекетной трубки 53. Поле этого тело брекета 47 перемещается вдоль траектории TL4 до достижения желаемой ширины 55' паза брекета 53. После этого тело брекета 47 перемещается вдоль траектории TL5 до достижения желаемой длины второй стороны 66'. После этого тело брекета 47 перемещается до достижения стартовой точки ТР1 начального периметра, завершая тем самым периметр паза брекета 53 (блок 215). Перемещающийся проволочный электрод 117 после этого удаляется из трубки брекета 53 (блок 217). Следует отметить, что хотя первая и вторая стороны 65' и 66' показаны параллельными, на самом деле они могут образовывать острый угол с основанием паза брекета 63' в пазе брекета 5, так что две разнесенные стороны 65' и 66' могут сходиться как по направлению от основания паза брекета 63', так и по направлению к основанию паза брекета 63'. Далее, подобно пазу брекета с открытым концом 51, описанному выше, либо длина, либо ширина одной или более траекторий может быть увеличена таким образом, чтобы длина резки превосходила длину или ширину трубки брекета 53, тем самым образуя подрезку.
Согласно реализации настоящего изобретения в ответ на управляющий сигнал может быть выполнена вторая схема электроискровой резки для отделения тела брекета от литника 83 (см. ФИГ.25-27). После инициирования выполнения второй схемы электроискровой резки (блок 221) тело брекета снова устанавливается таким образом, чтобы брекет 45 находился в надлежащем контакте с перемещающимся проволочным электродом 117 (блок 223) в стартовой точке, например в стартовой точке S0, показанной на ФИГ.25. Тело брекета 47 после этого снова устанавливается в положение согласно первой траектории LP1 схемы резки. После этого тело брекета 47 перемещается вдоль траектории LP2 до литника 83, что приводит к отделению тела брекета 47 от литника 83 (блок 225) и от литьевого дерева.
Важно отметить, что в то время как реализации настоящего изобретения были описаны в контексте полностью функциональной системы, специалисты в данной области поймут, что механизм настоящего изобретения и/или его аспекты пригодны для распределения в виде инструкций на носителях, читаемых компьютерами, во множестве различных форм для выполнения на процессоре, процессорах или подобных устройствах и что настоящее изобретение равным образом применимо независимо от конкретного типа используемого носителя или среды для передачи сигнала, для фактического осуществления распределения. Пример читаемых компьютером носителей и сред включают, без ограничения: энергонезависимую память, носители с «твердым кодом», такие как устройства памяти только для чтения (ROM), CD-ROM, и DVD-ROM, или стираемые и электрически программируемые устройства памяти только для чтения (EEPROM), или устройства памяти с возможностью записи, такие как гибкие диски, жесткие диски, CD-R/RW, DVD-RAM, DVD-R/RW, DVD+R/RW, флэш-карты и иные типы устройств памяти, а также устройства для передачи информации, такие как цифровые и аналоговые линии связи.
Как показано на ФИГ.1-27, реализации настоящего изобретения включают носитель информации, читаемый компьютером, используемый для изготовления ортодонтических аппаратов. Например, согласно реализации настоящего изобретения имеется носитель информации, читаемый компьютером и содержащий набор инструкций, который, при выполнении их компьютером, заставляет компьютер выполнять операции по получению виртуального пространственного представления паза брекета 51, 53 в теле брекета 47 брекета 45 ортодонтического аппарата 41 и формировать управляющие инструкции для устройства в ответ на виртуальное пространственное представление паза брекета 51, 53 и/или данные, вводимые пользователем. Инструкции управления устройством включают команды на выполнение операций по выполнению схемы электроискровой резки вдоль периметра паза брекета 51, 53, с точностью, достаточной для обеспечения существенного примыкания к размерам заранее выбранной проволочной дуги 43 для формирования прецизионного интерфейса с проволочной дугой 43.
Более конкретно, для паза с открытым концом 51, как это, возможно, наилучшим образом показано на ФИГ.21, управляющие инструкции для устройства, например, могут включать команды на выполнение операций по нахождению и определению позиции тела брекета 47, определяющей положение стартовой точки схемы резки, для того чтобы начать электроискровую обработку, продолжая начальную часть схемы резки вдоль части внешней поверхности тела брекета, прилегающей к отверстию паза 51, вести резку вдоль траектории схемы, продолжающейся вглубь тела брекета 47 для того, чтобы образовать первую сторону 65 паза 51, вести резку вдоль траектории схемы, расположенной хотя бы отчасти поперек первой стороны 65, для того, чтобы сформировать основание брекета 63 и вести резку вдоль траектории к поверхности тела брекета 47 для формирования второй стороны 66 и окончательного формирования паза брекета 51. Эти инструкции могут также включать команды на выполнение операций по формированию поперечной резки вглубь тела брекета 47 от одной или обеих разнесенных сторон 65, 66, примыкающих к концу основания 63 паза брекета 51, чтобы тем самым сформировать подрезку паза брекета 67. Эти инструкции могут также включать команды на выполнение операций на продолжение части траектории резки вдоль поверхности крыла брекета 57 со стороны паза, с тем чтобы сформировать поверхность крыла брекета 57 со стороны паза. Предпочтительно согласно реализациям настоящего изобретения, чтобы схема резки выбиралась таким образом, чтобы завершение порезки паза брекета 51 или завершение прорезки поверхности крыла брекета 57 со стороны паза, если это применимо, сочеталось с отделением тела брекета 47 от литника 83.
Для паза 53 с закрытым концом, как это, возможно, наилучшим образом показано на ФИГ.25, инструкции управления устройством, например, могут включать команды для нахождения или определения положения тела брекета 47, определяющие первую стартовую точку схемы резки для того, чтобы начать электроискровую обработку, и продолжающие начальную часть схемы резки до точки, примыкающей к внутреннему периметру паза брекета 53, и продолжающие схему резки вдоль внутреннего периметра паза брекета 53, чтобы таким образом завершить прорезку паза брекета 53. Инструкции могут также включать команды на выполнение операций по формированию поперечного продолжения резки вглубь тела брекет 47 от одной или обеих сторон 65', 66' паза брекета 53, с тем чтобы сформировать подрезку паза брекета. Следует отметить, что для тела брекета 47, не имеющего предварительно проделанного стартерного канала 130, эти инструкции могут также включать команды на формирование стартерного канала 130. Эти инструкции могут также включать команды на выполнение операций по нахождению или определению положения тела брекета 47, определяющего начальную точку второй схемы резки, с тем чтобы начать электроискровую обработку и продолжить резку второй схемы через литник 83, с тем чтобы отделить тело брекета 47 от литника 83.
Согласно реализациям настоящего изобретения имеется носитель данных, читаемый с помощью компьютера и содержащий набор инструкций, которые, будучи выполнены компьютером, заставляют компьютер выполнить операции по получению инструкций для управления электроискровым устройством, описывающих виртуальное пространственное представление паза брекета 51, 53 в теле брекета 47 брекета 45 ортодонтического аппарата 41, и сформировать управляющий сигнал, несущий управляющие инструкции для электроискрового устройства на выполнение вышеописанных операций.
Настоящее изобретение было описано весьма детально с отдельными ссылками на иллюстрированные реализации. Однако будет очевидно, что могут быть осуществлены различные модификации, замены и прочие изменения в рамках идеи и состава настоящего изобретения, как описано в спецификации выше. Например, брекет без паза был описан как изготовляемый при помощи литья в форму. Вышеизложенная спецификация может включать также и прочие способы изготовления брекета до его электроискровой обработки. Кроме того, например, паз брекета был описан как формируемый согласно инструкциям, управляющим устройством электроискровой резки. В альтернативной реализации настоящего изобретения способы обработки могут включать сверление, точение, фрезеровку, шлифовку, ультразвуковую обработку, резку водяной струей под давлением и иные технологии, известные специалистам в этой области, как поодиночке, так и в комбинации или в комбинации с электроискровой обработкой для осуществления вышеуказанной схемы обработки вдоль периметра паза брекета для создания индивидуально изготовленного паза брекета для обеспечения существенного согласования с размерами проволочной дуги.
Кроме того, несущественные изменения содержания настоящей заявки, которые заметны лицу с обычной квалификацией в данной области, известные сейчас или введенные позднее, безоговорочно рассматриваются как находящиеся в составе изобретения. Следовательно, очевидные замены, замеченные сейчас или позже лицом с обычной квалификацией в данной области, определяются как находящиеся в составе заявленных элементов. Кроме того, слова, используемые в настоящей спецификации для описания изобретения и различных его реализаций следует понимать не только по их основному обычному смыслу, но также включая их специальное определение в структуре настоящей спецификации, материала и актов, выходящее за пределы обычных значений.
Соответственно, настоящее изобретение относится к устройству для изготовления ортодонтических аппаратов, каковое устройство включает компьютер для виртуального проектирования ортодонтического аппарата, включающий процессор и память, подключенную к процессору, программный продукт для проектирования ортодонтического аппарата, хранящийся в этой памяти и включающий инструкции на выполнение операций по получению данных о зубном аппарате пациента и создание виртуального пространственного представления ортодонтического аппарата, определяющего данные виртуального проектирования ортодонтического аппарата в ответ на полученные данные о зубном аппарате пациента, ортодонтический аппарат, включающий индивидуально изготовленную проволочную дугу и набор прецизионных индивидуально изготовленных брекетов, каждый из которых включает лицевую поверхность для крепления к зубу и брекетный паз; литьевой аппарат, служащий для изготовления каждого брекета, включая форму, служащую для получения материала изготовления брекета и распределительное устройство, служащее для подачи материала изготовления брекета в форму, форму с полостью для каждого из множества брекетов, определяющую периметр литника при наполнении формы материалом, каждый отлитый брекет, соединенный с литником после извлечения брекета из формы; компьютер для обработки данных, сообщающийся с компьютером для виртуального проектирования ортодонтического аппарата и имеющий память и программу компьютеризированного изготовления, хранящуюся в этой памяти, включающую инструкции на выполнение операций по формированию управляющих инструкций для электроискрового устройства, включая команды на выполнение операций по осуществлению схемы резки, описывающей виртуальное пространственное представление паза брекета в ответ на данные виртуального проектирования ортодонтического аппарата; и аппарат электроискровой обработки, сообщающийся с компьютером для обработки данных, и включающее контроллер, имеющий память и программу управления обменом данными, хранящуюся в памяти, включающую инструкции на выполнение операций по получению управляющих инструкций для электроискрового устройства, и управляющую программу, также хранящуюся в памяти и включающую инструкции по формированию управляющего сигнала, несущего инструкции по управлению электроискровым устройством в ответ на полученные инструкции по управлению электроискровым устройством, и электроискровое устройство, включающее блок электроискровых электродов, включающий электрод, и по крайней мере одну секцию привода, служащую для позиционирования каждого брекета в положение электроискрового контакта с электродом для формирования паза брекета и приспособленную для одновременного отделения брекета от литника при формировании паза брекета в ответ на управляющий сигнал.
Предпочтительно, чтобы управляющие инструкции для электроискрового устройства включали команды на выполнение схемы электроискровой резки, протянувшейся вдоль периметра паза брекета.
Далее, предпочтительно, чтобы паз брекета включал конец с открытой поверхностью и закрытый конец основания и две разнесенные стороны, протянувшиеся между этими концами, где начальная часть схемы резки протягивается вдоль части внешней поверхности брекета существенно поперек по крайней мере одной из сторон.
Альтернативно паз брекета включает конец с открытой поверхностью и закрытый конец основания и две разнесенные стороны, протянувшиеся между этими концами, каковой брекет имеет крыло брекета с боковой поверхностью со стороны паза и где часть схемы резки протягивается вдоль боковой поверхности крыла брекета со стороны паза, тем самым образуя боковую поверхность крыла брекета со стороны паза.
Предпочтительно, чтобы паз брекета включал конец с открытой поверхностью и закрытый конец основания и две разнесенные стороны, протянувшиеся между этими концами, где схема резки включает поперечное продолжение, идущее в глубь брекета от одной из разнесенных сторон на конце основания паза брекета, тем самым образуя подрезку паза брекета.
Паз брекета может включать открытый конец и отрытый конец основания и две разнесенные стороны, протянувшиеся между этими концами и разнесенные для того, чтобы образовать ширину паза брекета, где схема резки включает по крайней мере одно поперечное продолжение, идущее в глубь брекета от соответствующей по крайней мере одной из разнесенных сторон, примыкающей к основанию, тем самым образуя подрезку паза брекета, имеющую ширину подрезки, причем ширина подрезки превышает ширину паза.
Управляющие инструкции для электроискрового устройства могут включать команды на выполнение операций по нахождению положения на брекете, определяющего стартовую точку схемы резки, для того чтобы начать электроискровую обработку.
Электрод может включать электроразрядный электрод типа перемещающейся проволоки, где блок электродов включает подающую катушку, содержащую неиспользованные части перемещающегося проволочного электрода для обеспечения непрерывной подачи при выполнении схемы резки, и приемную катушку, содержащую использованные части перемещающегося проволочного электрода, для собирания перемещающегося проволочного электрода, подаваемого с подающей катушки при выполнении схемы резки для формирования паза брекета, с тем чтобы обеспечить надлежащее натяжение перемещающегося проволочного электрода, чтобы тем самым обеспечить существенно планарную поверхность резки, где паз брекета и проволочная дуга образуют интерфейс «брекетный паз - проволочная дуга», когда проволочная дуга вставлена в паз брекета, и где интерфейс «брекетный паз - проволочная дуга» по крайней мере по одному измерению обеспечивает допуск, равный или меньший чем приблизительно 20 микрон (микрометров).
Альтернативно электрод включает электрод объемного фрезерования, где электродный блок включает штангу для выдвижения электрода в контакт с брекетом при выполнении схемы резки для формирования паза брекета и где паз брекета хотя бы по одному измерению имеет допуск менее 30 микрон.
Иными словами, система изготовления ортодонтических аппаратов включает процессор цифровых данных управления, определяющий контроллер, имеющий память, и управляющую программу, хранящуюся в памяти и включающую инструкции, которые, при их выполнении контроллером, заставляют контроллер выполнить операцию по формированию цифрового сигнала управления, несущего инструкции для электроискрового устройства сформировать паз брекета в брекете ортодонтического аппарата и отделить брекет от литника, соединенного с брекетом; и электроискровое устройство, подключенное к контроллеру и имеющее узел электроискровых электродов, включающий электрод, и имеющее по крайней мере одну секцию привода, предназначенную для приведения брекета в электрический разрядный контакт с электродом в ответ на цифровой сигнал управления для формирования паза брекета и отделения брекета от литника при формировании паза брекета. Соответственно, устройство включает контроллер, имеющий память, программу обмена данными, хранящуюся в памяти и включающую инструкции, которые, при их выполнении контроллером, заставляют контроллер выполнить операцию по получению инструкций для управления электроразрядным устройством, описывающих виртуальное пространственное представление паза брекета в брекете ортодонтического аппарата, и программу управления, также хранящуюся в памяти и включающую инструкции, которые, после их выполнения контроллером, заставляют контроллер выполнить операцию на формирование управляющего сигнала, несущего инструкции по управлению электроискровым устройством в ответ на инструкции по управлению электроискровым устройством; и электроискровое устройство, подключенное к контроллеру и имеющее узел (блок) электроискровых электродов, включающий электрод, и имеющее по крайней мере одну приводную секцию, предназначенную для приведения брекета в электроразрядный контакт с электродом в ответ на управляющий сигнал сформировать паз брекета согласно предварительно заданной схеме электроискровой резки, сформированной для обеспечения существенного соответствия размерам проволочной дуги, с тем чтобы обеспечить прецизионный интерфейс к проволочной дуге.
Способ изготовления ортодонтических аппаратов согласно настоящему изобретению включает шаги по формированию управляющего сигнала, несущего управляющие инструкции для устройства от виртуального пространственного представления паза брекета в брекете ортодонтического аппарата, каковой сигнал описывает операции по выполнению схемы электрической резки, протянувшейся вдоль периметра паза брекета, каковая схема резки сконфигурирована для существенного обеспечения прилегания к соответствующим размерам проволочной дуги, с тем чтобы образовать прецизионный интерфейс с проволочной дугой; и выполнение схемы электрической резки в ответ на управляющий сигнал сформировать паз брекета. Предпочтительно, чтобы схема электроискровой резки выбиралась индивидуально для обеспечения надлежащего соответствия соответствующим размерам предварительно выбранной проволочной дуги.
До выполнения схемы электрической резки брекет может быть соединенным с литником, и шаг по выполнению схемы электроискровой резки может включать отрезку брекета от литника существенно одновременно с формированием паза брекета.
До выполнения схемы электрической резки брекет может быть соединенным с литником, который в свою очередь соединен с литьевым деревом, и шаг по выполнению схемы электроискровой резки может включать отрезку брекета от литьевого дерева.
Если паз брекета включает конец с открытой поверхностью и закрытый конец основания и две разнесенные стороны, протянувшиеся между этими концами, то шаг по выполнению схемы электроискровой резки может также включать шаг по формированию поперечного реза в глубь брекета от одной из разнесенных сторон, прилегающих к концу основания паза брекета, с тем чтобы образовать подрезку паза брекета.
Если паз брекета включает конец с открытой поверхностью и закрытый конец основания и две стороны, протянувшиеся между этими концами и разнесенные друг от друга, причем расстояние между сторонами определяет ширину паза брекета, то шаг по выполнению схемы электроискровой резки может также включать шаг по формированию поперечного реза в глубь брекета от одной из разнесенных сторон, прилегающих к концу основания паза брекета, с тем чтобы образовать подрезку паза брекета, имеющую ширину подрезки, с шириной подрезки, превосходящей ширину паза брекета.
Если брекет включает крыло брекета, то шаг по выполнению схемы электроискровой резки может также включать шаг по формированию части схемы резки вдоль поверхности крыла брекета со стороны паза брекета, чтобы тем самым образовать поверхность крыла брекета со стороны паза брекета.
Если паз брекета включает конец с открытой поверхностью и закрытый конец основания и две стороны, протянувшиеся между этими концами, то шаг по выполнению схемы электроискровой резки может также включать шаг по продолжению начальной части схемы резки вдоль части внешней поверхности брекета существенно поперек по крайней мере одной из этих сторон. Кроме того, шаг по выполнению схемы электроискровой резки может включать шаг по формированию острого угла между одной из этих сторон и основанием паза брекета, с тем чтобы две разнесенные стороны сходились по мере удаления от основания паза брекета.
Если паз брекета является трубкой, то схема электроискровой резки может быть первой схемой электроискровой резки, в которой до выполнения первой схемы электроискровой резки брекет соединен с литником и где способ также включает шаг по выполнению второй схемы электроискровой резки в ответ на управляющий сигнал отделить брекет от литника.
Предпочтительно, чтобы проволочная дуга была изготовленной индивидуально, и способ также включал шаг по формированию индивидуально-изготовленной проволочной дуги, предназначенной для пропускания через паз брекета для образования интерфейса «паз брекета - проволочная дуга», с колебаниями допуска хотя бы по одному измерению приблизительно от 20 микрон и меньше.
Реферат
Изобретение относится к медицине и включает изготовление ортодонтических аппаратов, программный продукт и связанные с этим способы. Реализация системы включает компьютер для виртуального проектирования ортодонтического аппарата, снабженный программой проектирования ортодонтического аппарата, предназначенной для создания виртуального пространственного представления ортодонтического аппарата, включая тела брекетов и подложки брекетов, и литьевую машину, предназначенную для отливки каждого тела брекета и подложки брекета. Система также включает компьютер для обработки данных, включающий компьютерную программу компьютеризованного изготовления, которая выдает команды управления на электроискровое устройство изготовления, включая виртуальное пространственное представление паза в теле брекета, и также включает устройство электроискрового изготовления. Устройство электроискрового изготовления может включать контроллер, включающий программу управления, выдающую сигналы управления, несущие управляющие команды для электроискрового устройства, и включать электроискровое устройство. В результате преодолены недостатки известных систем брекетов и способов их изготовления. 2 н. и 24 з.п. ф-лы, 27 ил.
Формула
устройство включает компьютер, предназначенный для генерирования цифровых управляющих инструкций от данных, определяющих виртуальное пространственное представление отродонтического аппарата, отличающееся тем, что
устройство включает литьевой аппарат, включающий форму, предназначенную для приема материала, из которого изготавливается брекет, форма которого предназначена для формирования каждого тела брекета, и раздаточное устройство, предназначенное для подачи материала изготовления брекета в форму, причем форма имеет полость, отвечающую контуру каждого из брекетов и определяющую контуры литников для заполнения формы материалом изготовления брекетов, причем каждый литник включает секцию крепления, прикрепленную к секции тела брекета, находящегося в плоскости или примыкающего к плоскости открытой поверхности брекетного паза, который будет подвергаться машинной обработке.
генерирование цифровых данных команд управляющего сигнала компьютером от данных, определяющих виртуальное пространственное представление ортодонтического аппарата,
отличающийся тем, что
секция крепления прикрепляется к секции тела брекета, находящегося в плоскости или примыкающего к плоскости открытой поверхности брекетного паза, который будет подвергаться машинной обработке,
формирование паза брекета, происходящее при помощи электроискровой резки при помощи аппарата электроискровой обработки материалов, включающего блок электроискровых электродов, включающий электрод,
включая приведение каждого тела брекета в электроискровой контакт с электродом при помощи по крайней мере одной секции привода, при этом аппарат электроискровой обработки материалов управляется сигналом, содержащим инструкции управления в виде цифровых данных.
Комментарии