Инструмент для тонкой обработки резанием - RU2154557C2
Код документа: RU2154557C2
Чертежи
Описание
Изобретение относится к развертке для тонкой обработки резанием поверхностей отверстий в заготовках из металла согласно ограничительной части пункта 1 формулы изобретения.
Инструменты, особенно развертки описываемого здесь типа известны. Они отличаются тем, что режущие пластины расположены диаметрально противоположно направляющей планке, причем диаметр обрабатывающего инструмента устанавливается посредством режущих пластин и направляющей планки. Для стабилизации инструмента внутри отверстия предусмотрена дополнительная направляющая планка, отстающая от режущей пластины, если смотреть в направлении вращения инструмента на приблизительно 40o. С помощью инструментов описываемого здесь типа осуществляется тонкая обработка поверхностей отверстий с достижением высокой точности размера и качества поверхности. В качестве недостатка отмечается, что производительность резания инструмента часто оказывается недостаточной, в том числе при увеличении рабочего числа оборотов.
Известна развертка для тонкой обработки резанием поверхностей отверстий в заготовках из металла, снабженная режущей пластиной и двумя относящимися к ней направляющими планками, причем первая направляющая планка отстает в направлении вращения развертки на угол 40o от режущей пластины, а вторая направляющая планка расположена противоположно режущей пластине (DE 4202751, В 23 D 77/02, 1993).
Задача изобретения состоит в создании такой развертки для тонкой обработки резанием поверхностей отверстия, которая не имеет этих недостатков.
Для решения этой задачи предлагается развертка вышеуказанного типа, имеющая признаки, перечисленные в пункте 1 формулы изобретения. Развертка отличается тем, что основное расположение первой режущей пластины и обеих относящихся к ней направляющих планок остается неизменным и предусмотрена дополнительная режущая пластина. Для обеспечения оптимального опирания инструмента в обрабатываемом отверстии опережающе по отношению к направляющей планке, противоположной первой режущей пластине, располагается дополнительная режущая пластина, причем наиболее благоприятным углом является угол от 20 до 50o, в частности от 30 до 45o. Особенно предпочтительным является угол опережения около 40o. Благодаря такому расположению гарантируется, что направляющая планка, противолежащая первой режущей пластине следует с отставанием на приблизительно 40o за второй режущей пластиной. У развертки имеются таким образом две режущие пластины и две направляющие планки, которые располагаются с отставанием за каждой из режущих пластин на 40o. Кроме того, предпочтительной является такая форма выполнения развертки, у которой предусмотрена дополнительная направляющая планка диаметрально противолежащая ко второй режущей пластине. Такая развертка отличается тем, что до сих пор известное, почти Y-образное расположение режущей пластины и двух направляющих планок реализуется дважды.
Кроме того, является предпочтительной такая форма выполнения, у которой Y-образное расположение режущей пластины и двух направляющих планок снабжается третьей режущей пластиной, расположенной противоположно первой направляющей планке, которая размещена с отставанием от первой режущей пластины на угол около 40o.
Кроме того, предпочтительной является форма выполнения развертки, у которой режущая пластина, противолежащая первой направляющей планке, снабжена дополнительной направляющей планкой, которая расположена с отставанием на угол около 40o. Таким образом можно реализовать два Y-образных расположения двух режущих пластин и соответственно двух направляющих планок.
И наконец, является предпочтительной форма выполнения развертки, имеющей три режущих пластины, причем обеспечивается по меньшей мере одно Y-образное основное расположение одной режущей пластины и двух относящихся к ней направляющих планок.
Ниже изобретение поясняется более подробно с помощью чертежей, причем:
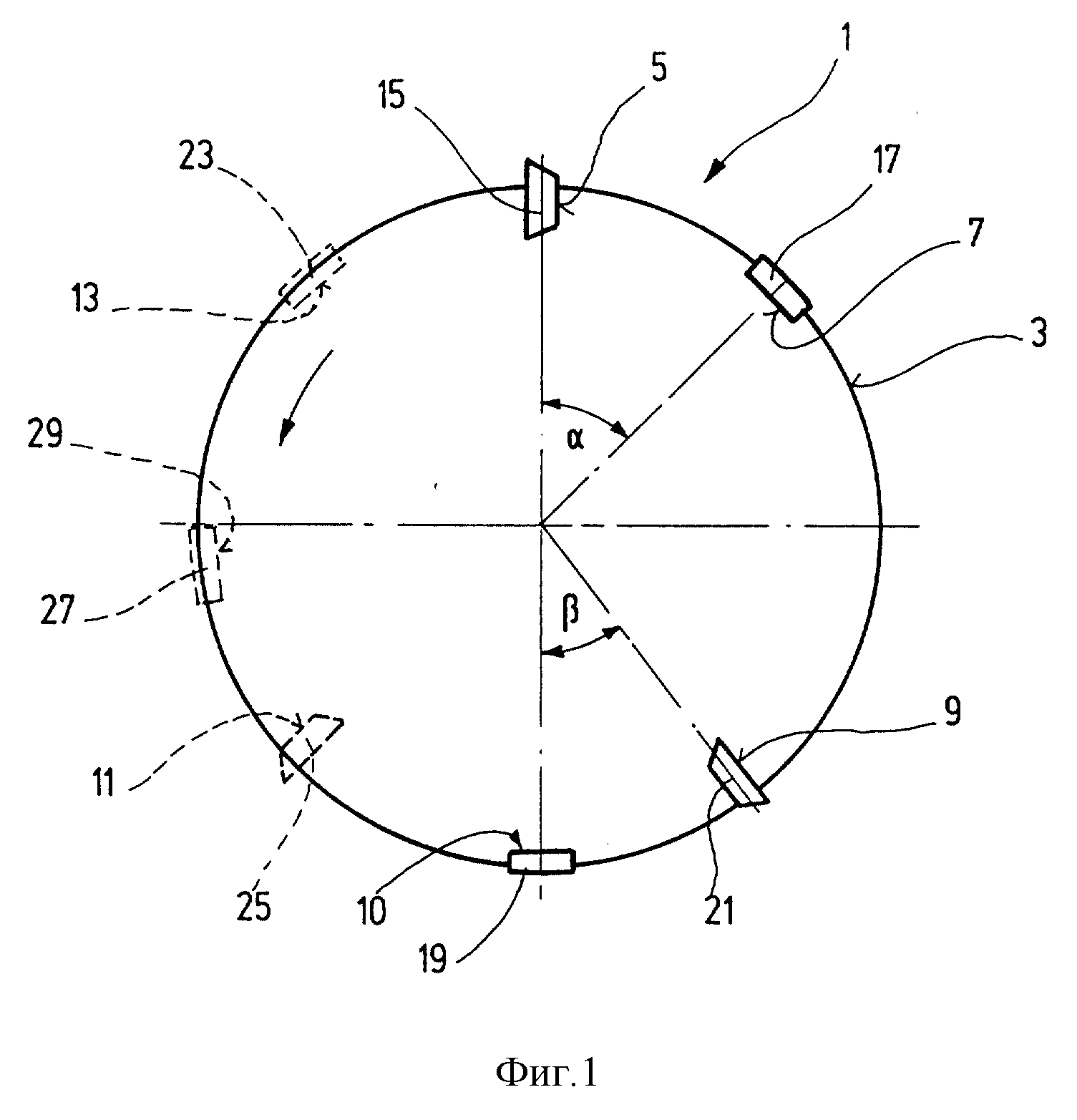
на фиг. 1 показан эскиз инструмента на виде спереди с двумя или
тремя лезвиями,
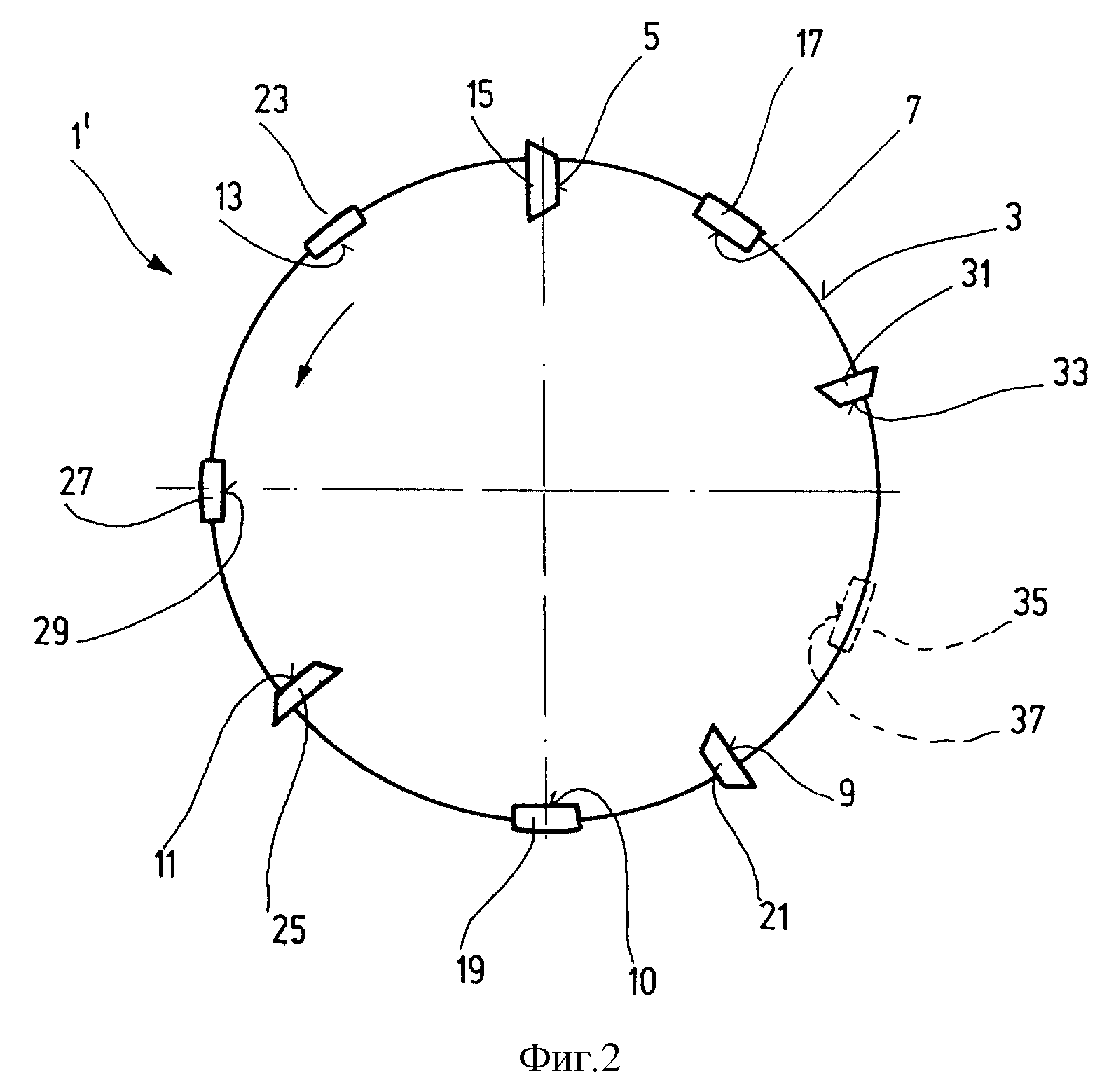
фиг. 2 - вид спереди инструмента с четырьмя лезвиями и
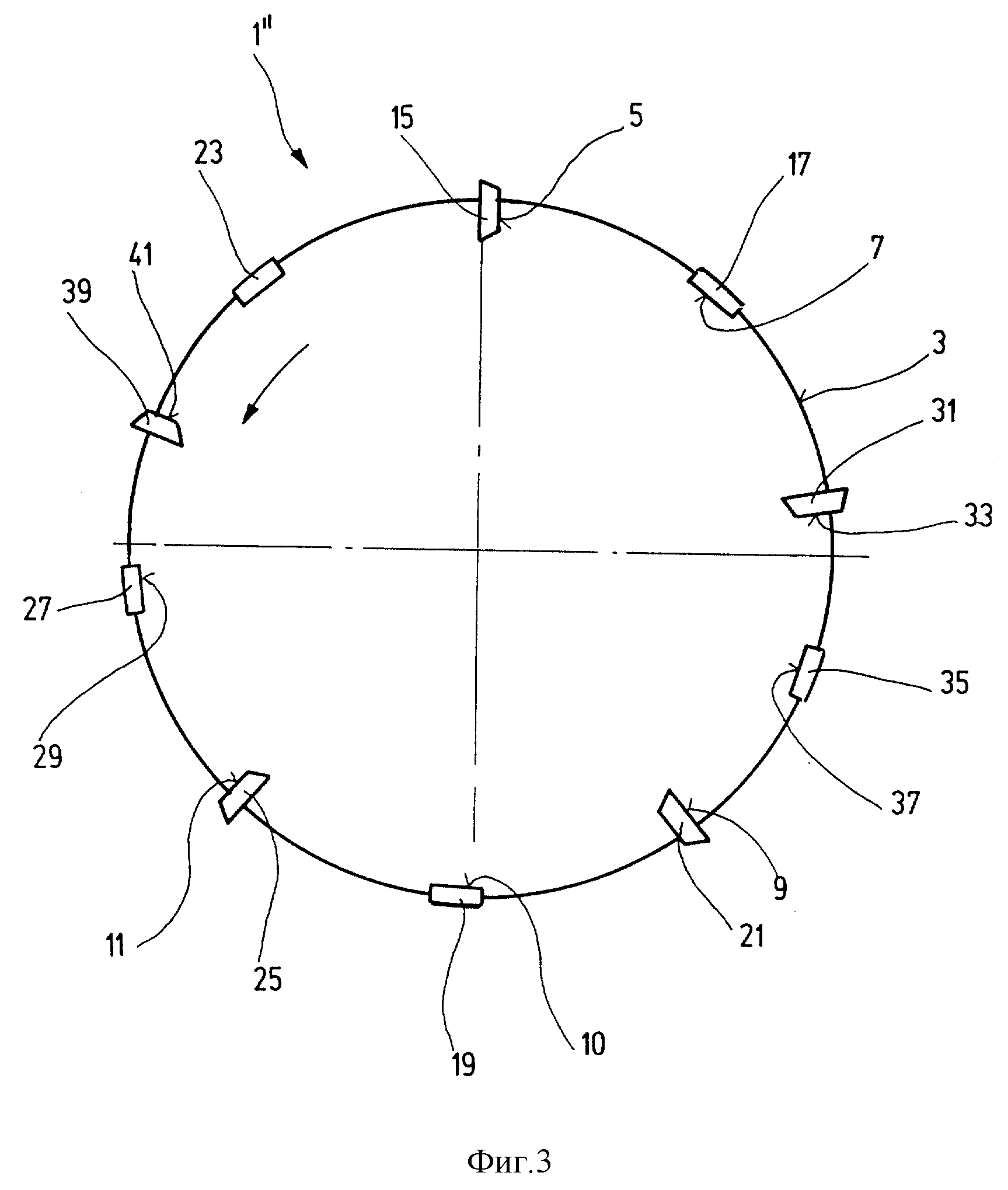
фиг. 3 - вид спереди инструмента с пятью лезвиями.
На эскизе согласно фиг. 1 показан вид спереди инструмента 1, выполненного в виде развертки. На периферийной поверхности 3 инструмента 1 расположены канавки 5-13, в которые вставляются известным образом режущие пластины и направляющие планки. В канавке 5 находится первая режущая пластина 15, которая - если смотреть в направлении вращения инструмента - отстает на угол α от первой направляющей планки 17. Угол α может лежать в диапазоне от 20o до 50o, в частности угол выбирается от 30o до 45o. Особенно предпочтительным является угол α, равный около 40o, который и показан здесь на фиг.1.
Первая направляющая планка вставлена в канавку 7 и закреплена там соответствующим образом, например пайкой или приклеиванием.
Режущая пластина 15 расположена диаметрально противоположно к второй направляющей планке 19, вставленной в канавку 10.
Первая режущая пластина 15 и относящиеся к ней направляющие планки 17 и 19 образуют Y-образное расположение.
Инструмент 1 имеет здесь вторую режущую пластину 21, вставленную в канавку 9 и удерживаемую там соответствующим образом. Закрепление режущих пластин известно. Как правило, предусматривается зажимной захват, прижимающий режущую пластину к боковой стороне канавки и зажимающий ее при этом.
Вторая режущая пластина 21 установлена на периферийной поверхности 3 инструмента 1 таким образом, что вторая направляющая планка 19 второй режущей пластины 21 отстает на угол β, который может составлять от 20o до 50o, в частности около 30-45o. Особенно предпочтительным является угол β около 40o, который и показан на фиг. 1.
Вторая режущая пластина 21 может располагаться диаметрально противоположно показанной пунктиром третьей направляющей планке 23, вставленной в канавку 13. Вторая режущая пластина 21 также образует со второй и третьей направляющей планкой 19 и 23 Y-образную структуру, как это имеет место у первой режущей пластины 15, первой направляющей планки 17 и второй направляющей планки 19. Таким образом, показанный здесь инструмент 1 отличается тем, что Y-образное расположение режущей пластины и направляющей планки создается дважды, причем вторая направляющая планка 19 имеется как в Y-образном расположении первой режущей пластины 15, так и в Y-образном расположении второй режущей пластины 21.
Вместо второй режущей пластины 21 или дополнительно к этой режущей пластине может быть предусмотрена обозначенная здесь штриховой линией третья режущая пластина 25, размещенная в канавке 11. Эта третья пластина 25 расположена предпочтительно диаметрально с первой направляющей планкой.
Эта третья режущая пластина 25 может снабжаться четвертой направляющей планкой 27 с отставанием на угол около 40o, которая в свою очередь расположена в канавке 29. Режущая пластина 25 также образует Y-образное расположение с четвертой направляющей планкой 27 и первой направляющей планкой 17.
Таким образом становится возможным предусмотреть Y-образное расположение одной режущей пластины и двух направляющих планок исходя из первой режущей пластины 15 и дополнительно предусмотреть Y-образные расположения исходя из второй режущей пластины 21 и/или из третьей режущей пластины 25.
Таким образом, инструмент 1 может охватывать дополнительно к первой режущей пластине в качестве дополнительной режущей пластины вторую режущую пластину 21 или третью режущую пластину 25 с относящимися к ним направляющими планками. Таким образом, реализуется так называемый двухлезвийный инструмент. Однако также возможно предусмотреть кроме первой режущей пластины 15 так же, как вторую режущую пластину 21, так и третью режущую пластину 25 для образования трехлезвийного инструмента с относящимися к нему направляющими планками. Для обеспечения безвибрационной работы при тонкой обработке поверхностей отверстий в любом случае должна иметься Y-образная основная структура, создаваемая взаимным расположением режущей пластины и двух направляющих планок, причем, если смотреть в направлении вращения инструмента, обозначенном на чертеже стрелкой, первая направляющая планка отстает от режущей пластины на угол 40o, а вторая направляющая планка - на угол 180o. Вторая направляющая планка расположена, таким образом, диаметрально противоположно режущей пластине. Кроме дополнительных режущих пластин могут предусматриваться дополнительные направляющие планки, причем могут быть образованы одна или две дополнительные Y-образные структуры взаимного расположения, у которых отдельные или несколько направляющих планок принадлежат нескольким таким взаимным расположениям.
Кроме того, на фиг. 2 показан в виде эскиза вид спереди инструмента 1'. Основная конструкция инструмента соответствует конструкции, представленной на фиг. 1, поэтому одинаковые детали имеют одинаковые ссылочные позиции. Инструмент, показанный на фиг. 4, отличается от инструмента, показанного на фиг. 1, тем, что имеется четвертая режущая пластина 31, вставленная в канавку 33 на периферийной поверхности 3 инструмента 1'. Инструмент имеет здесь также три Y-образные структуры взаимного расположения режущих пластин и направляющих планок, причем к первой режущей пластине 15 относятся направляющие планки 17 и 19, ко второй режущей пластине 21 - направляющие планки 19 и 23 и к третьей режущей пластине 25 - направляющие планки 27 и 17. На фиг. 2 штриховой линией показано, что вслед за четвертой режущей пластиной 31 может быть расположена пятая направляющая планка 35, расположенная в канавке 37. Если смотреть в направлении вращения инструмента 1, обозначенном стрелкой, пятая направляющая планка 35 отстает от четвертой режущей пластины 31 приблизительно на угол 40o. Благодаря представленным здесь взаимным Y-образным расположениям режущей пластины и направляющих планок инструмент 1 настолько хорошо направляется и центрируется в обрабатываемом отверстии, что можно отказаться от Y-образной структуры взаимного расположения для четвертой режущей пластины 31. Кроме того, следует отметить, что четвертая направляющая планка 27 расположена практически непосредственно напротив четвертой режущей пластины 31, поэтому и здесь имеется достаточная стабилизация.
На фиг. 3 показан в виде эскиза инструмент 1'' в форме выполнения с пятью режущими пластинами или лезвиями. Лезвия 1-4 соответствуют тем, которые показаны на фиг. 2. Поэтому можно сослаться на описание, относящееся к фиг. 2. Направляющие планки 1-5, показанные на фиг. 3, также соответствуют тем, которые уже пояснялись в связи с фиг. 2. Показанный здесь инструмент 1'' отличается от инструмента 1', показанного на фиг. 2, только лишь тем, что между третьей направляющей планкой 23 и четвертой направляющей планкой 27 имеется пятая режущая пластина 39, вставленная в соответствующую канавку, выполненную на периферической поверхности инструмента 1''. Третья направляющая планка 23 отстает от пятой режущей пластины 39, если смотреть в направлении вращения, показанном стрелкой, на угол около 40o, благодаря чему для пятой режущей пластины 39 и третьей направляющей планки 23 получается взаимное расположение, в основном, описанное на примере первой режущей пластины 15. Пятая направляющая планка 35 расположена диаметрально противоположно пятой режущей пластине 39, поэтому и для пятой режущей пластины 35 получается Y-образное взаимное расположение, уже поясненное на примере предыдущих фигур.
Инструмент 1'', показанный на фиг. 3, имеет несколько таких взаимных расположений элементов, причем такое взаимное расположение имеют первая режущая пластина 15 и первая направляющая планка 17, а также вторая направляющая планка 19, кроме того, вторая режущая пластина 21, вторая направляющая планка 19 и третья направляющая планка 23. Следующее взаимное расположение создается третьей режущей пластиной 25, четвертой направляющей планкой 27 и направляющей планкой 17. И наконец, в качестве последнего Y-образного взаимного расположения получается уже упомянутая пятая режущая пластина 39 с направляющими планками 23 и 35.
Инструмент 1'', показанный на фиг. 3, на основе этих взаимных расположений элементов оптимально направляется по поверхности обрабатываемого отверстия.
Инструменты, описанные здесь на примере фиг. 1-3, отличаются тем, что подача инструмента внутри обрабатываемого отверстия может быть значительно больше, чем у обычных инструментов. В результате экспериментов установлено, что подача у инструмента с тремя лезвиями или режущими пластинами, как пояснялось на примере фиг. 1, может быть на коэффициент 3 больше, чем у обычных инструментов. Соответственно большие значения скорости получаются у инструментов с четырьмя или пятью лезвиями.
Благодаря оптимальному опиранию инструмента внутри отверстия с помощью разверток сохраняется известное качество поверхности и значения круглости.
Описанный здесь инструмент подходит прежде всего особенно для тонкой и сверхтонкой обработки резанием поверхностей отверстий в заготовках из металла. Количество выбранных режущих лезвий и направляющих планок зависит помимо прочего также и от диаметра инструмента, поскольку, как известно, перед каждым лезвием, если смотреть в направлении вращения, образуется пространство, обеспечивающее хороший отвод стружки и тем самым бездефектную работу инструмента.
Изобретение может применяться особенно предпочтительно для разверток. Само собой разумеется, в соответствии с изобретением можно выполнить и другие инструменты для тонкой обработки резанием поверхностей отверстий в заготовках из металла.
Реферат
Изобретение относится к тонкой обработке резанием поверхностей отверстий в заготовках из металла. Развертка снабжена режущей пластиной и двумя относящимися к ней направляющими планками. Причем первая направляющая планка отстает в направлении вращения развертки на угол около 40o от режущей пластины, а вторая направляющая планка расположена противоположно режущей пластине. Для повышения производительности обработки развертка снабжена первой дополнительной режущей пластиной, расположенной с опережением в направлении вращения развертки на угол около 40o, и/или второй дополнительной режущей пластиной, противолежащей первой направляющей планке. Развертка может иметь три, четыре или пять режущих пластин. Развертка имеет по меньшей мере два Y-образных взаимных расположения режущей пластины и каждой из двух относящихся к ней направляющих планок. 6 з.п.ф-лы, 3 ил.
Комментарии