Одноножевая развертка - RU2087275C1
Код документа: RU2087275C1
Чертежи
Описание
Изобретение относится к одножевой развертке. Одноножевые развертки указанного типа служат для обработки поверхности отверстий в заготовках. Для получения отверстия с оптимальным качеством поверхности и очень точным диаметром между заготовкой и инструментом разверткой создают относительное вращение и при этом осуществляют ввод развертки в отверстие. За счет вращения инструмента режущая пластина, лезвие которой расположено по круговой траектории, имеющей большие размеры, чем размер траектории, описываемой самой крайней внешней поверхностью направляющей планки развертки, снимает стружку со стенки отверстия. При этом внутри отверстия развертка направляется, предпочтительно, по меньшей мере, двумя направляющими планками. Так как лезвие оказывает на стенку отверстия усилие резания, возникает соответствующее усилие реакции в направляющей планке. В результате трения направляющих планок о стенку отверстия происходит наваривание метала обрабатываемой стенки отверстия на направляющие планки, особенно в тех местах направляющих планок, которое под большим давлением прилегают к стенке отверстия. За счет приваривания материала к направляющим планкам не может выдерживать требуемый диаметр обработки. Кроме того не обеспечивается надежное направление инструмента в отверстии, вследствие чего возникает вибрация, приводящая к получению некруглого отверстия с невысоким качеством поверхности.
Поэтому задачей изобретения является создание одноножевой развертки, характеризующейся большим сроком службы благодаря незначительной склонности к навариванию материала на направляющие планки.
Эта задача решается в одноножевой развертке выше указанного типа тем, что опорная поверхность, по меньшей мере, одной направляющей планки развертки имеет, по меньшей мере, в некоторых местах алмаз, значительно снижаются явление наваривания материала, благодаря чему в течение длительного времени получаются отверстия с требуемыми свойствами. Это означает, что надежно обеспечивается получение, с одной стороны, заранее заданного диаметра отверстий, а с другой стороны, высокое качество поверхности отверстия.
Предпочтительной является такая форма выполнения развертки, у которой направляющая планки имеет наружную поверхность в зоне контакта в виде сплошной поверхности из алмазов. Во время обработки отверстия может случиться, что со стенкой отверстия контактируют различные зоны ее наружной поверхности. Если вся поверхность состоит из алмазов, то обеспечивается снижение до минимума наваривания материала и тем самым снижается до минимума износ.
Предпочтительной также является форма выполнения развертки, при которой направляющая планка имеет основное тело из металла, предпочтительно из твердого сплава, которое снабжено сплошной алмазной накладкой. Такие направляющие планки могут изготавливаться с помощью известных способов, т.е. с небольшими расходами на изготовление, и отличаются стабильностью, достигаемой за счет крепления на развертке, так что при монтаже таких направляющих планок можно ожидать лишь небольшого брака.
Особенно предпочтительной является развертка с двумя расположенными по его периферийной стенки направляющими планками, из которых одна если смотреть в направлении вращения развертки расположена за режущей пластиной со смещением на угол, приблизительно, 45oC, а другая расположена напротив режущей пластины, причем опорные поверхности обеих направляющих планок состоят из алмазов. Направляющая планка, расположенная напротив режущей пластины, испытывает высокие силы трения. Поэтому является важным выполнить именно эту направляющую планку с пониженного износа за счет слоя из алмазов. Еще большее уменьшение навариваемости и изнашиваемости обеспечивается за счет того, что и вторая расположенная вслед за режущей пластиной направляющая планка снабжена алмазами, благодаря чему достигается особенно высокий срок службы инструмента.
Изобретение поясняется более подробно с помощью чертежей, на которых показано: фиг. 1 вид сбоку на переднюю часть, режущей головки развертки; фиг. 2 вид с торца на развертку по фиг. 1; фиг. 3 изображение в аксонометрии первого варианта выполнения развертки и фиг. 4 изображение в аксонометрии второго варианта выполнения развертки.
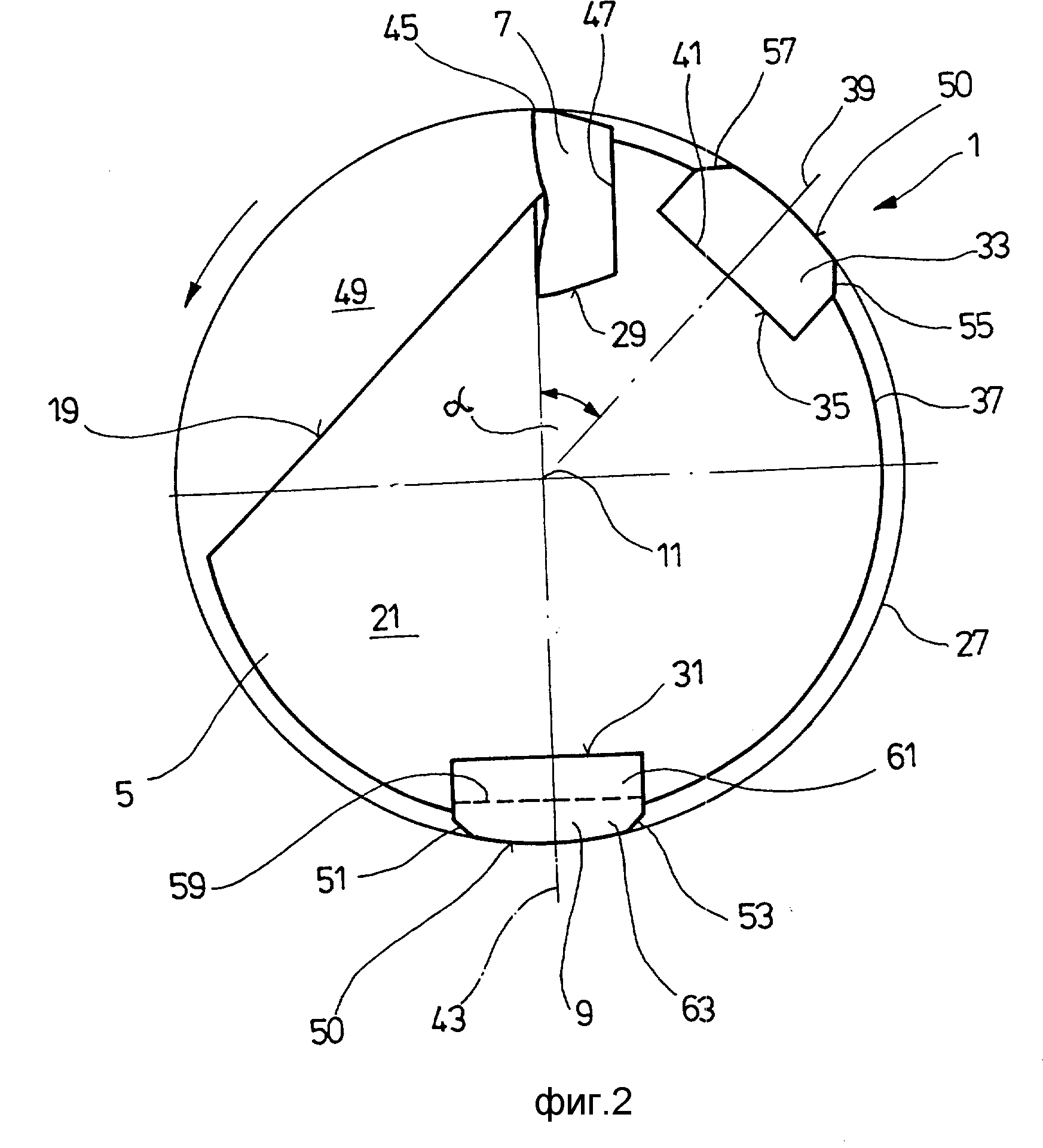
На виде сбоку, согласно фиг. 1, показана развертка, к которой лишь частично показанный хвостовик 3 переходит в режущую головку 5. По наружной поверхности режущей головки выполнены пазы для установки режущей пластины 7 и первой направляющей планки 9, основание которой проходит в основном параллельно средней оси или оси 11 вращения развертки 1. Режущая пластина закреплена известным образом в зажиме 13, закрепленном с помощью зажимного болта 15. Развертка 1 снабжена кроме этого двумя регулировочными винтами 17, служащими для радиальной установки режущей пластины 7, которые воздействуют на нижнюю сторону режущей пластины известным образом через установочный клин, благодаря чему режущая пластина может выступать в большей или меньшей степени в радиальном направлении за наружную поверхность режущей головки 5.
Режущая головка 5, имеющая в основном цилиндрическую форму, имеет на передней стороне режущую пластину 7 скос 19 для отвода стружки, образующей полость для стружки, о которой ниже будет сказано более подробно.
Направляющая планка 9 развертки 1 выполнена таким образом, что она имеет в зоне, обращенной к торцевой стороне 21 режущей головки 5, скос 23. при этом режущая пластина 7 также снабжена на своем переднем конце скосом, в передней зоне которого расположена главная режущая кромка 25 режущей пластины 7.
В примере выполнения, показанном на фиг. 1, первая направляющая планка 9 выполнена сплошной. Это означает, что она проходит от торца 21 режущей головки до приблизительно ее концевой зоны. Длина первой направляющей планки в направлении оси вращения 11 больше, чем длина режущей пластины 7.
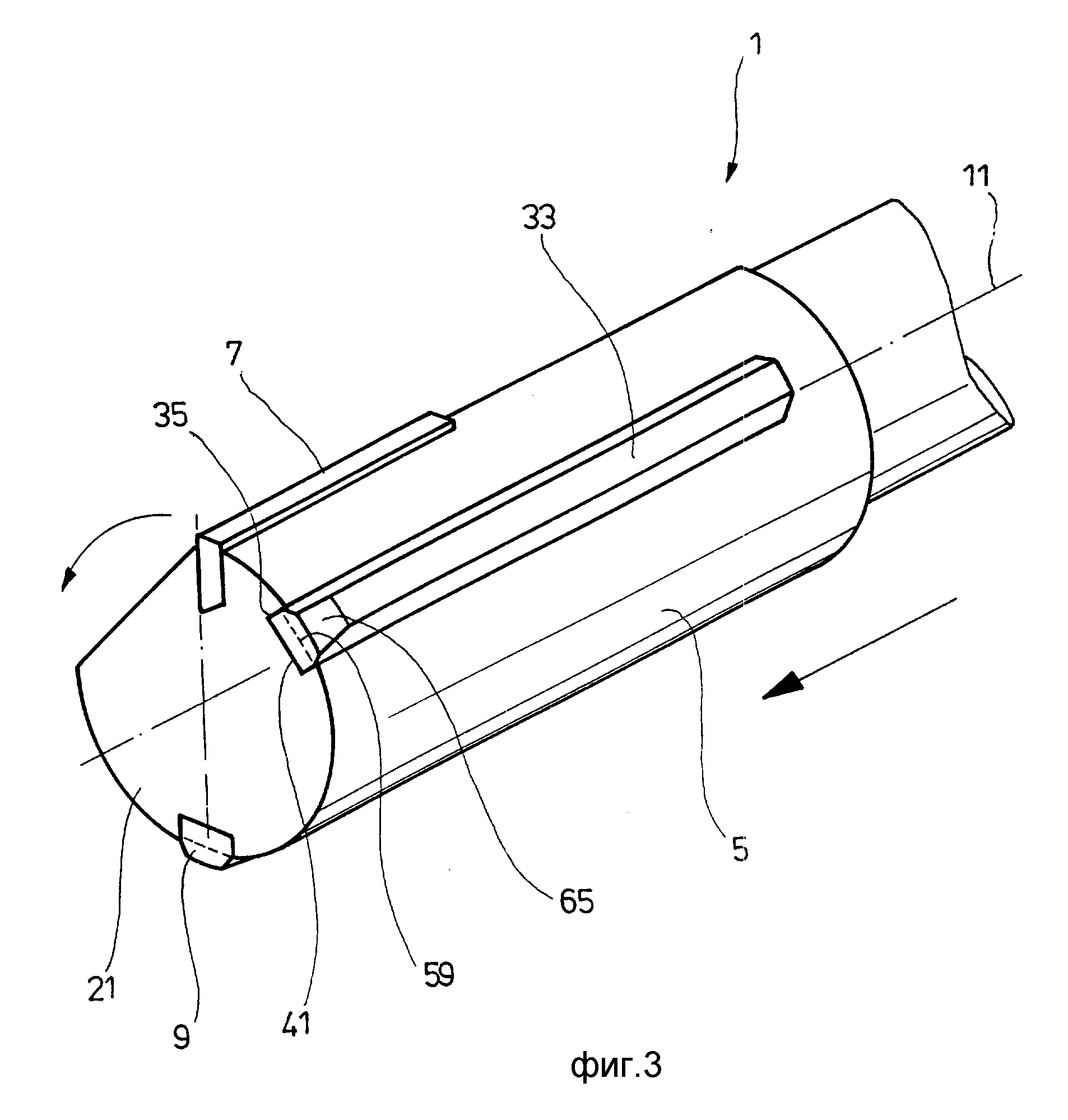
На фиг. 2 показан вид спереди развертки 1, т.е. вид на торец 21 режущей головки 5. Окружность 27 представляет собой обрабатываемое отверстие.
На этом чертеже отдельные элементы имеют те же позиции, что и аналогичные элементы на фиг. 1.
Вид спереди или с торца развертки показывает, что режущая пластина 7 расположена в первом пазу 29, первая направляющая планка 9 во втором пазу 31 и вторая направляющая планка 33 в третьем пазу 35. Вторая направляющая планка 33, если смотреть в направлении вращения, показанном стрелкой, расположена вслед за режущей пластиной 7 на наружной поверхности 37 режущей головки 5. При этом средняя ось 39, которая проходит через вторую направляющую планку 33, расположена перпендикулярно основанию 41 третьего паза 35 и пересекает ось 11 вращения развертки 1 и составляет с продолжением средней линии 43, проходящей через первую направляющую планку 9, угол α Угол a лежит в области от 30 до 50o, предпочтительно может быть выбран около 40 - 45o, в данном случае 45o.
Продолжение средней оси 43 проходит через активную режущую кромку 45 режущей пластины 7, находящуюся в контакте со стенкой отверстия, обозначенной окружностью 27, причем задняя сторона 47 режущей пластины в показанном на чертеже примере выполнения проходит, приблизительно, параллельно к средней оси 43. Возможно, также, чтобы кромка, лежащая на изображении согласно фиг. 2 отстояла на некотором расстоянии от средней оси 43, которая проходит по касательной к активной режущей кромке, причем задняя сторона 47 располагается таким образом ближе ко второй направляющей планке.
На фиг. 2 показано, что между скосом 19 для отвода стружки и стенкой отверстия, обозначенной окружностью 27, образуется полость 49 для стружки, с помощью которой при вращении инструмента в отверстии происходит отвод стружки, от активной режущей кромки 45.
Обе направляющие планки 9 и 33 имеют на своих наружных поверхностях 50, опирающихся о стенку отверстия, кривизну, которая в основном соответствует кривизне окружности 27, а именно кривизны направляющих планок был бы несколько меньше, чем радиус окружности. Размеры могут выбираться таким образом, чтобы радиус кривизны направляющих планок был на 1-15% предпочтительно на 3 5% меньше, чем радиус окружности, являющейся траекторией вращения.
Направляющие планки 9 и 33 имеют на своих наружных поверхностях, опирающихся о стенку обрабатываемого отверстия, по меньшей мере проходящие вдоль их продольных кромок фаски 51, 53, 55 и 57. Передние, если смотреть в направлении вращения, кромки 53 и 57 служат для образования смазочной пленки, в частности, в тех случаях, в которых при работе развертки в обрабатываемое отверстие подается охлаждающая и смазочная среда, которая кроме того может служить для отвода стружки. При незначительной кривизне наружной поверхности направляющей планки получается очень стабильная смазочная пленка.
На первой направляющей планке 9, расположенной напротив режущей пластины 7 обозначена разделительная плоскость 59. Направляющие планки в зоне своих наружных, а именно опорных поверхностей, т.е. в зоне поверхностей, которые при обработке отверстия опираются о стенку отверстия, обозначенного линией 27, по меньшей мере в отдельных зонах снабжены алмазами. В частности, применяются направляющие планки, которые имеют основное тело 61 из металла, предпочтительно, из твердого сплава, на которое нанесена накладка 63. Предпочтительно, применяется накладка из искусственных или промышленных алмазов.
Разделительная плоскость 59 проходит параллельно к воображаемой, обозначенной на фиг. 2 оси 11 вращения и образует со средней осью 43, проходящей перпендикулярно к разделительной плоскости, прямой угол и представляет их среднюю вертикаль. Расстояние разделительной плоскости 59 от оси 11 вращения может изменяться. Таким образом, становится например чтобы лишь в наружной зоне направляющей планки 9, которая расположена в непосредственной близости, к средней оси 43, расположить слой алмазов. В этом случае разделительная плоскость 59 проходит непосредственно примыкая к наружной поверхности или опорной поверхности 50 направляющей планки 9.
Вторая направляющая планка 33 может быть выполнена эквивалентно первой и иметь также разделительную плоскость 59, основное тело 61 и алмазную накладку 63.
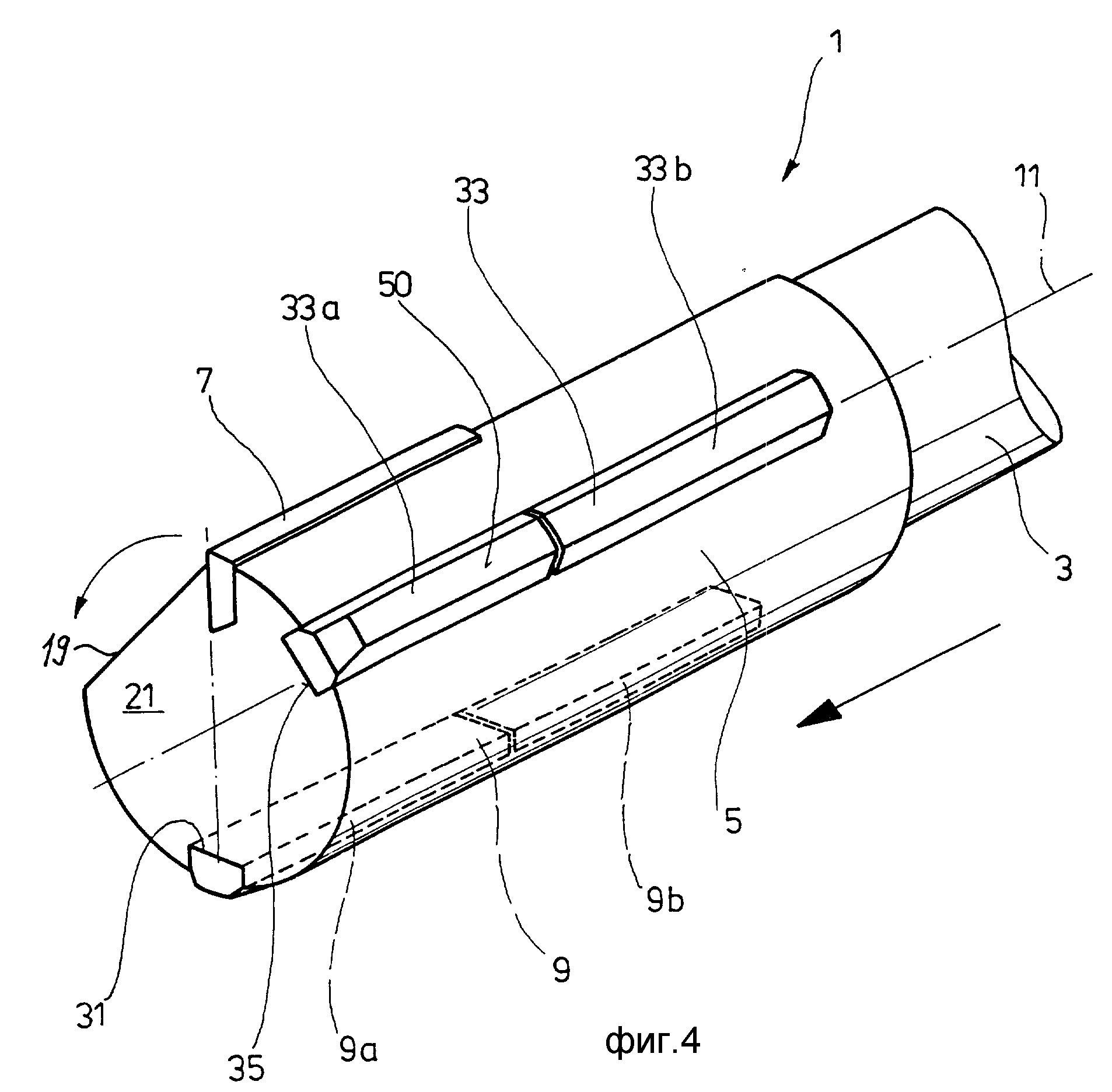
В аксонометрическом изображении на фиг.3 показана развертка 1, аналогичная изображенной на фиг. 1. Одинаковые элементы обозначены теми же позициями, что и в вышеприведенном описании. Как первая направляющая планка 9, так и вторая направляющая планка 33 выполнены сплошными. В показанном здесь примере выполнения разделительная плоскость 59 второй направляющей планки 33 расположена настолько близко к основанию 41 третьего паза 35, что вся наружная поверхность второй направляющей планки 33 состоит из алмазов. В передней зоне второй направляющей планки 33, т.е. на конце направляющей планки, обращенной к торцу 21 ножевой головки, выполнен скос 65, который также состоит из алмазов и поэтому является очень износостойким. При вводе развертки 1 в отверстие развертка начинает вращаться, как показано стрелкой на фиг. 3. Одновременно происходит движение подачи в направлении двойной стрелки. Так как режущая пластина 7, если смотреть в направлении подачи, расположена перед направляющей планкой, режущая пластина первой входит в контакт со стенкой обрабатываемого отверстия. За счет этого происходит оттеснение развертки в направлении направляющей планки 9, благодаря чему она следующей входит в контакт со стенкой отверстия под большим давлением и вызывает силы резания. Благодаря наличию алмазов надежно исключается наваривание материала даже при обработке деталей из алюминия и при применении очень нежирных суспензий. Затем обе направляющие планки опираются о стенку обрабатываемого отверстия, если развертку 1 продолжать вводить в него дальше, то инструмент центрируется в отверстии сам.
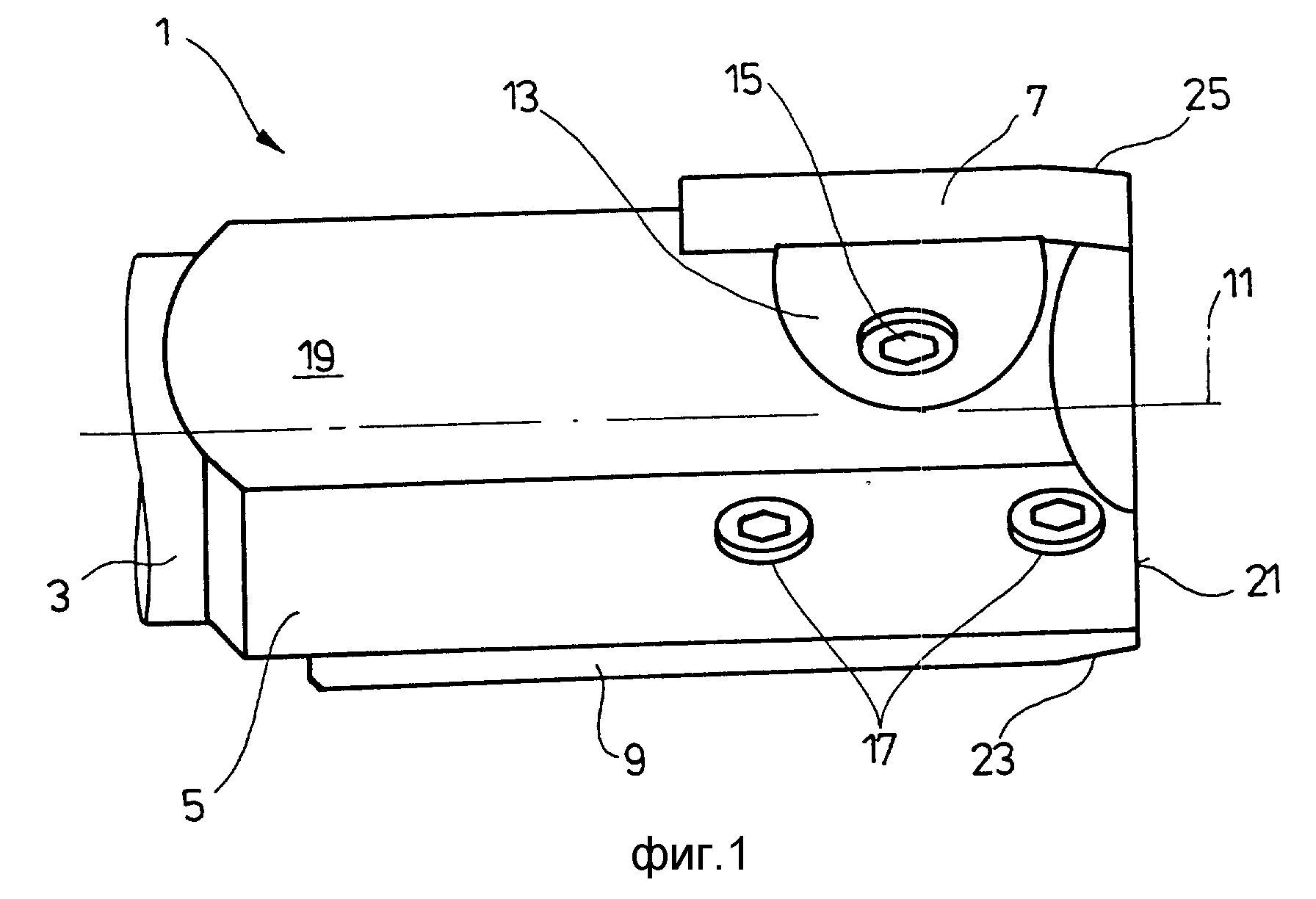
Пример выполнения согласно фиг. 4 является аналогичным примеру, представленному на фиг. 3 и здесь одинаковые элементы обозначены теми же позициями, что и на предыдущих фигурах и в относящемся к ним описании, поэтому нет необходимости в их подробном изложении.
Существенным различием между обоими примерами выполнения является однако то, что в примере, показанном на фиг. 4, направляющие планки 9 и 33 не состоят из одного сплошного элемента, а имеют переднюю часть 9а и 33а и заднюю часть 9b и 33b. Передняя часть обеих направляющих планок подвержена особенно сильному износу и поэтому имеет на своей наружной поверхности соответственно опорной поверхности алмазный слой. Каждая задняя часть 9в, соответственно 33в направляющих планок выполнена сплошной, т.е. вплоть до наружной поверхности соответственно опорной поверхности выполнена из твердого сплава и поэтому не имеет алмазного слоя. Развертка с таким выполнением является более дешевой по сравнению с примером выполнения развертки, согласно фиг. 3, со сплошными направляющими планками, снабженной на своей наружной стороне алмазами.
Особенно дешевым является такое выполнение одноножевой развертки, при котором только первая направляющая планка 9, расположенная напротив режущей пластины 7, имеет в своей передней зоне алмазный слой, поэтому что в этой зоне возникают наибольшие силы трения. Такая развертка может быть изготовлена, например так, как показано в примере выполнения на фиг. 4, первая направляющая планка имеет переднюю часть 9а, которая на своей наружной стороне соответственно спорной поверхности, имеет алмазный слой. Задняя часть 9b этой первой направляющей планки 9 состоит целиком из твердого сплава. Вторая направляющая планка 33 в такого рода недорогой развертке также целиком состоит из твердого сплава и предпочтительно выполнена сплошной, как это показано на фиг. 3. Кроме того имеются возможности комбинированного выполнения с вариантами, показанными на фиг. 3 и 4: первая направляющая планка 9 выполнена состоящей из двух частей, как это представлено на фиг. 4, в то время как вторая направляющая планка 33 выполнена сплошной, как это показано на фиг. 3.
Общим для всех этих примеров выполнения является то, что направляющие планки 9 и 33 имеют, в основном прямоугольное поперечное сечение. Соответствующим образом выполнение пазы, служащие для размещения направляющих планок. Размер пазов выбирают таким образом, что направляющие планки вставляются в них без зазора. Является также возможным выполнить направляющие планки практически квадратным и расположить их в соответствующим образом выполненных пазах. Особенно целесообразно припаять направляющие к телу режущей головки. Но в принципе является также возможным приклеить направляющие планки к пазам или соединить с ними посредством геометрического замыкания. При креплении с помощью геометрического замыкания целесообразно выполнить направляющие планки, в основном, с трапециевидным поперечным сечением, причем их нижняя сторона, которая прилегает к основанию соответствующего паза, должна быть шире, чем ее наружная поверхность, а именно опорная поверхность. Соответствующим образом должны быть выполнены и воспринимающие направляющие планки пазы, причем геометрическое замыкание между пазом и направляющей планкой может быть выполнено по типу ласточкина хвоста. Направляющие планки могут дополнительно к геометрическому замыканию припаивается или приклеивается.
Без труда можно видеть, что ширина направляющих планок должна выбираться в соответствии с нагрузками, возникающими во время процесса обработки отверстий. При этом путем выбора положения разделительной плоскости 59 можно заранее определить, больше или меньше алмазов должно быть в слое на опорной поверхности направляющей планки или он должен состоять только из алмазов. Если разделительная плоскость 59 расположена очень близко к основанию 41 паза, слой алмазов очень толстый, и в этом случае и скосы направляющих планок и их фаски должны состоять из алмазов или иметь алмазный слой. Путем расположения разделительной плоскости можно в частности обеспечить, чтобы фаски 51, 53, 55 и/или 57 были защищены от износа алмазами.
Оптимальная защита направляющих планок от износа обеспечивается, в частности, в том случае, когда между алмазным слоем и основным телом направляющей планки из металла, предпочтительно, из твердого сплава, имеется молекулярная связь, благодаря чему получается практически не разделяемое соединение.
Из вышесказанного следует, что во всех случаях является возможным выбрать массивную накладку или алмазный слой.
Общим для всех направляющих планок является то, что их наружная поверхность, соответственно опорная поверхность отшлифована по кругу, причем радиус кривизны наружной поверхности приблизительно соответствует круговой траектории (окружности) во всяком случае радиус кривизны направляющих планок меньше на 1 15% предпочтительно, приблизительно на 3 5% чем радиус кривизны круговой траектории (окружность). При таком выборе радиусов кривизны между направляющей планкой и стенкой отверстия образуется стабильная масляная пленка. В частности между направляющей планкой и стенкой отверстия, если смотреть в направлении вращения, в переднем зазоре устойчивая клинообразная масляная пленка, которая не срезается при высоких усилиях реакции между направляющей планкой и стенкой отверстия. Образование этой клинообразной масляно пленки еще больше обеспечивается благодаря передней фаске, проходящей вдоль кромки направляющих планок.
Реферат
Использование: изобретение относится к инструменту, а именно, к одноножевой развертке. Сущность изобретения: одноножевая разверстка 1, имеющая основное тело, по окружной поверхности которого расположена режущая пластина 7 и, по меньшей мере, одна направляющая планка 9, 33, размещенная в пазах 32, проходящих в продольном направлении тела развертки. Опорная поверхность 50 направляющей планки 9, 33 содержит, по меньшей мере, в некоторых зонах алмазные накладки 63. 15 з.п. ф-лы, 4 ил.
Комментарии