Стоматологическая заготовка, содержащая предварительно спеченный пористый диоксидциркониевый материал, способ ее изготовления и стоматологическое изделие, сформированное из указанной стоматологической заготовки - RU2607951C2
Код документа: RU2607951C2
Чертежи


Описание
Область техники
Настоящее изобретение относится к способу изготовления стоматологического изделия из диоксидциркониевой керамической стоматологической заготовки для фрезерования и к стоматологическому изделию (например, в форме коронки или моста, или узла их конструкций), получаемому путем такого процесса.
Уровень техники
Стандартной процедурой изготовления высокоэстетичных стоматологических протезов на основе диоксида циркония является фрезерование предварительно спеченных диоксидциркониевых заготовок для фрезерования с точно определенной усадочной деформацией и обжиг этой обрабатываемой детали до окончательной плотности и требуемых геометрических размеров. Качество фрезерованной конструкции, как правило, зависит от прочности на изгиб используемой заготовки для фрезерования. Прочность на изгиб заготовки для фрезерования можно определить, например, с использованием испытания пуансоном на трех шариках согласно стандарту ISO 6872.
Для шлифования, например, борами с алмазным напылением, прочность на изгиб блока для фрезерования, как правило, составляет от 60 МПа до предела прочности диоксида циркония с предпочтительным верхним пределом приблизительно 110 МПа. Шлифование можно выполнять на таких шлифовальных станках, как CEREC™ InLab (Sirona Corp.) и E4D (D4D Corp.).
Фрезерование, как правило, можно выполнить, если прочность на изгиб блока для фрезерования находится в пределах интервала 15-50 МПа. Фрезерование можно осуществлять с использованием системы Lava™ от 3М ESPE.
В патентном документе EP 1206223 A1 (3М ESPE) описано, что для фрезерования исходное сопротивление разрушению стоматологических заготовок для фрезерования должно находиться в пределах интервала 15-30 МПа. Если выполнять фрезерование за пределами этих интервалов, полученная структура часто не является соразмерно фрезерованной и может проявлять выкрашивание.
В патентном документе US 2004/0119180 A1 (3М ESPE) описан способ изготовления зубного протеза, включающий этапы получения заготовки для фрезерования, имеющей исходное сопротивление разрушению 31-50 МПа, фрезерования этой заготовки и спекания этой фрезерованной заготовки.
В патенте США №5702650 (Hintersehr) описан способ изготовления керамических стоматологических протезов путем профилирования пористой начерно обработанной детали, изготовленной из ZrO2, Y2O3, HfO2, плотного спекания или пропитки начерно обработанной детали и доработка этой начерно обработанной детали посредством фрезы.
В заявке на патент США №61/545243 (3М IPC) описаны аэрогели, прокаленные и кристаллические изделия, а также способы их изготовления. Содержимое этой заявки включено в настоящее раскрытие посредством ссылки.
Патентный документ US 2011/0269618 (Knapp et al.) относится к нанокристаллической стоматологической керамике, где нанокристаллы образованы путем испарения.
Однако по-прежнему существует простор для совершенствования, особенно в том, что касается требований, подлежащих выполнению в отношении современных стоматологических материалов.
Описание изобретения
Типичной трудностью, связанной с диоксидциркониевыми блоками для фрезерования из уровня техники, является липкость пыли, образующейся в ходе процесса фрезерования без смазочно-охлаждающей жидкости, что может приводить к прилипанию пыли к деталям станка, а также к фрезерованным изделиям. Прилипание пыли к фрезерным борам может становиться критическим и приводить к полному забиванию бора. Это может в результате приводить к повреждению фрезеруемого протеза. Для того чтобы уменьшить количество пыли и свести к минимуму связанные с этим трудности, во фрезерных станках, как правило, реализуют очистку сжатым воздухом.
Поэтому было бы желательно иметь в доступе стоматологическую заготовку для фрезерования с более благоприятным поведением при механической обработке (например, образующую меньше фрезерной пыли в ходе процесса механической обработки и/или выполненную с возможностью более эффективного фрезерования и шлифования и/или механической обработки).
В качестве альтернативы или в дополнение, было бы желательно, в случае необходимости или надобности, иметь возможность корректировки формы и/или поверхности механически обработанного стоматологического изделия вручную простым и надежным образом.
Этой цели можно достигнуть посредством стоматологической заготовки для фрезерования, содержащей пористый диоксидциркониевый материал, характеризующийся следующими признаками:
- характеризуется изотермой типа IV адсорбции и/или десорбции N2 в соответствии с классификацией IUPAC,
- имеет твердость по Виккерсу от приблизительно 25 до приблизительно 150 или от приблизительно 25 до приблизительно 140, причем данная стоматологическая заготовка для фрезерования содержит средства для ее обратимого прикрепления к устройству для механической обработки.
В другом воплощении настоящее изобретение относится к способу изготовления диоксидциркониевого стоматологического изделия, содержащему этапы
- получения стоматологической заготовки для фрезерования, содержащей пористый диоксидциркониевый материал, описываемый в настоящем тексте,
- размещения данной стоматологической заготовки для фрезерования в устройстве для механической обработки,
- механической обработки пористого диоксидциркониевого материала,
при этом стоматологическая заготовка для фрезерования и диоксидциркониевый керамический материал являются такими, как описывается в настоящем тексте.
Дополнительное воплощение настоящего изобретения относится к стоматологическому изделию, получаемому при помощи способа, описываемого в настоящем тексте.
Определения
Термин «стоматологическое изделие» означает любое изделие, пригодное для использования или подлежащее использованию в стоматологической или ортодонтической области, в особенности, для изготовления или в качестве стоматологического протеза, модели зуба и их деталей.
Примеры стоматологических изделий включают коронки (в том числе монолитные коронки), мосты, вкладки, накладки, виниры, фасетки, колпачки, каркас коронок и мостов, имплантаты, опорные коронки, ортодонтические аппараты (например, брекеты, щечные направляющие трубки, зажимы и пуговицы) и их детали.
Поверхность зуба не считается стоматологическим изделием.
Стоматологическое изделие не должно содержать компоненты, являющиеся вредными для здоровья пациента, и поэтому оно не содержит опасные и токсичные компоненты, способные мигрировать наружу из стоматологического изделия.
Под термином «монолитный стоматологический протез» следует понимать стоматологическое керамическое изделие, на поверхность которого не прикреплена фасетка или винир. То есть монолитный стоматологический протез, по существу, состоит только из одного материального состава. Однако в случае надобности может быть нанесен тонкий глазирующий слой.
Под «стоматологической заготовкой для фрезерования» подразумевают цельный блок (3-мерное изделие) материала, из которого в любом субтрактивном процессе, например, помимо фрезерования, также путем шлифования, сверления и т.д., можно посредством механической обработки получить стоматологическое изделие, стоматологическую обрабатываемую деталь, стоматологическую опорную конструкцию или стоматологический протез. Стоматологическая заготовка для фрезерования может иметь размер от приблизительно 20 мм до приблизительно 30 мм в двух измерениях, например, она может иметь диаметр в этом интервале, и может иметь определенную длину в третьем измерении. Заготовка для изготовления одиночной коронки может иметь длину от приблизительно 15 мм до приблизительно 30 мм, а заготовка для изготовления мостов может иметь длину от приблизительно 40 мм до приблизительно 80 мм. Типичный размер заготовки, если ее используют для изготовления одиночной коронки, характеризуется диаметром приблизительно 24 мм и длиной приблизительно 19 мм. Кроме того, типичный размер заготовки, если ее используют для изготовления мостов, характеризуется диаметром приблизительно 24 мм и длиной приблизительно 58 мм. Помимо вышеупомянутых геометрических размеров, стоматологическая заготовка для фрезерования также может иметь форму куба, цилиндра или прямоугольного параллелепипеда. Заготовки для фрезерования большего размера могут являться преимущественными, если из одной заготовки следует изготовить более одной коронки или моста. В этих случаях, диаметр или длина заготовки для фрезерования цилиндрической формы или имеющей форму прямоугольного параллелепипеда может находиться в интервале от приблизительно 100 мм до приблизительно 200 мм с толщиной, находящейся в интервале от приблизительно 10 мм до приблизительно 30 мм.
Под термином «диоксидциркониевое керамическое изделие» следует понимать 3-мерное изделие, при этом по меньшей мере одно из измерений x, y, z составляет по меньшей мере приблизительно 5 мм, причем это изделие состоит по меньшей мере из приблизительно 80 вес. % диоксида циркония.
Термин «стекло» означает неорганический неметаллический аморфный материал, термодинамически представляющий собой переохлажденный и застывший расплав. Стекло относится к твердым, хрупким и прозрачным твердым веществам. Типичные примеры включают натриево-кальциево-силикатное стекло и боросиликатное стекло. Стекло представляет собой неорганический продукт плавления, охлажденный до твердого состояния без кристаллизации. Большинство видов стекла содержат в качестве главного компонента кремнезем и некоторое количество стеклообразователя.
Пористый керамический стоматологический материал, описываемый в настоящем тексте, не содержит стекло.
Термин «стеклокерамика» означает неорганический неметаллический материал, в котором одна или несколько кристаллических фаз окружены стекловидной фазой так, что этот материал содержит стеклянный материал и керамический материал в сочетании или в виде смеси. Он образуется так же, как и стекло, а затем осуществляют его частичную кристаллизацию путем термической обработки. Термин «стеклокерамика» может относиться к смеси оксидов лития, кремния и алюминия.
Пористый стоматологический материал, описываемый в настоящем тексте, не содержит стеклокерамику. Термин «золь» относится к непрерывной жидкой фазе, содержащей обособленные частицы, имеющие размеры в интервале от 1 нм до 100 нм.
Термин «порошок» означает сухое сыпучее твердое вещество, состоящее из большого количества мелких частиц, способных свободно течь при встряхивании или наклоне.
Термин «частица» означает вещество, являющееся твердым и имеющим форму, которую можно определить геометрически. Форма может быть правильной или неправильной. Частицы, как правило, можно анализировать в отношении, например, размера зерна и гранулометрического состава.
Термин «керамика» означает неорганический неметаллический материал, образующийся при подводе тепла. Виды керамики обычно являются твердыми, пористыми и хрупкими, и, в отличие от видов стекла или видов стеклокерамики, проявляют, по существу, чисто кристаллическую структуру.
Термин «кристаллический» означает твердое вещество, состоящее из атомов, расположенных в структуре, периодической в трех измерениях (т.е. он имеет кристаллическую структуру с дальним порядком, обнаруживаемую при помощи рентгеновской дифракции). Кристаллические структуры включают тетрагональный, моноклинный, кубический диоксид циркония и их смеси.
Термин «плотность» означает отношение массы к объему объекта. Единицей плотности, как правило, является г/см3. Плотность объекта можно вычислить, например, посредством определения его объема (например, путем вычисления или применения закона или способа Архимеда) и измерения его массы.
Объем образца можно определить на основе общих внешних геометрических размеров образца. Плотность образца можно вычислить исходя из измеренного объема образца и массы образца. Общий объем керамического материала можно вычислить исходя из массы образца и плотности используемого материала. Общий объем полостей в образце, как предполагается, представляет собой оставшуюся часть объема образца (100% минус общий объем материала).
В области технического применения видов керамики термин «пористый материал» относится к материалу, содержащему парциальный объем, образованный пустотами, порами или полостями. Соответственно, структуру материала с «открытыми полостями» иногда именуют структурой «с открытыми порами», а структуру материала «с закрытыми полостями» иногда именуют структурой «с закрытыми порами». Также в данной области техники можно обнаружить, что вместо термина «полость» иногда используют термин «пора». Категории структуры материала «с открытыми порами» и «с закрытыми порами» можно определить для разных пористостей, измеренных на разных образцах материала (например, с использованием ртутного «Poremaster 60-GT» от Quantachrome Inc., США) в соответствии со стандартом DIN 66133. Через материал, имеющий структуру с открытыми полостями или структуру с открытыми порами, могут проходить, например, газы.
Типичные значения для материала «с открытыми полостями» составляют от приблизительно 15% до приблизительно 75%, или от приблизительно 18% до приблизительно 75%, или от приблизительно 30% до приблизительно 70%, или от приблизительно 34% до приблизительно 67%, или от приблизительно 40% до приблизительно 68%, или от приблизительно 42% до приблизительно 67%.
Термин «с закрытыми полостями» относится к «закрытой пористости». Закрытые полости представляют собой полости, к которым нет доступа снаружи, и через которые в условиях окружающей среды не просачиваются газы.
Термин «средний диаметр связанных пор» означает средний размер пор материала с открытыми полостями. Средний диаметр связанных пор можно вычислить так, как это описано в разделе Примеры.
Термин «прокаливание» относится к процессу нагревания твердого материала с целью отгонки по меньшей мере 90 весовых процентов летучих химически связанных компонентов (например, органических компонентов) (в отличие от, например, сушки, при которой посредством нагревания отгоняется физически связанная вода). Прокаливание осуществляют при температуре ниже температуры, необходимой для проведения этапа предварительного спекания.
Термины «спекание» и «обжиг» используют взаимозаменяемо. В ходе этапа спекания, то есть, если применяется достаточная температура, предварительно спеченное керамическое изделие претерпевает усадочную деформацию. Температура спекания, подлежащая применению, зависит от выбранного керамического материала. Для видов керамики на основе ZrO2 типичный интервал температур спекания составляет от приблизительно 1100°C до приблизительно 1550°C. Спекание, как правило, предусматривает уплотнение пористого материала до менее пористого материала (или материала, содержащего меньше полостей), имеющего более высокую плотность; причем в некоторых случаях спекание также может предусматривать изменения фазового состава материала (например, частичное преобразование аморфной фазы в кристаллическую фазу). «Диафильтрация» представляет собой методику, в которой используются ультрафильтрационные мембраны для полного удаления, замещения или снижения концентрации солей или растворителей в растворах, содержащих органические молекулы. В этом процессе избирательно используются проницаемые (пористые) мембранные фильтры для разделения компонентов растворов и суспензий на основе размеров их молекул.
Под термином «аэрогель» следует понимать твердое вещество с низкой трехмерной плотностью (т.е. менее 20% от теоретической плотности). Аэрогель представляет собой пористый материал, полученный из геля, в котором жидкий компонент геля заменен на газ. Удаление растворителя часто осуществляют в сверхкритических условиях. В ходе этого процесса сетка не претерпевает существенную усадочную деформацию и можно получить высокопористый материал с низкой плотностью.
Под «механической обработкой» подразумевают фрезерование, шлифование, сверление, резание, высекание или субтрактивное профилирование материала на станке. Фрезерование обычно является более быстрым и рентабельным, чем шлифование. «Изделие, пригодное для механической обработки» представляет собой изделие, имеющее 3-мерную форму и обладающее достаточной прочностью для механической обработки.
Термин «изотропный характер спекания» означает, что спекание пористой массы в ходе процесса спекания происходит, по существу, инвариантно относительно направлений x, y и z. «По существу, инвариантно» означает, что различие характера спекания относительно направлений x, y и z находится в интервале не более приблизительно ±5%, или ±2%, или ±1%.
Термин «трубчатый реактор» относится к части гидротермальной реакторной системы непрерывного действия, являющейся нагреваемой (т.е. к зоне нагрева). Трубчатый реактор может иметь любую пригодную форму. Форму трубчатого реактора часто выбирают на основе требуемой длины трубчатого реактора и способа, используемого для нагрева трубчатого реактора. Например, трубчатый реактор может быть прямым, U-образным или свернутым в змеевик. Внутренняя часть трубчатого реактора может быть пустой или может содержать перегородки, шарики или предусматривать другие известные методики перемешивания.
Термин «отливка» означает производственный процесс, при котором жидкий материал (например, раствор или дисперсию) отливают в литейную форму, содержащую полую впадину требуемой формы, а затем ему дают затвердеть.
Состав является «по существу, или в значительной мере, не содержащим определенный компонент», если состав не содержит этот компонент в качестве существенного признака. Таким образом, указанный компонент преднамеренно не добавили к составу либо как таковой, либо в сочетании с другими компонентами или составной частью других компонентов. Состав, являющийся, по существу, не содержащим определенный компонент, обычно содержит этот компонент в количестве менее приблизительно 2 вес. %, или менее приблизительно 1 вес. %, или менее приблизительно 0,1 вес. %, или менее приблизительно 0,01 вес. % по отношению ко всему составу или материалу. Состав может вообще не содержать указанный компонент. Однако иногда присутствия небольшого количества указанного компонента невозможно избежать, например, по причине загрязнений.
Термин «условия окружающей среды» означает условия, действию которых изобретательский раствор обычно подвергается в ходе его хранения и обращения с ним. Условия окружающей среды могут, например, представлять собой давление от приблизительно 900 мбар до приблизительно 1100 мбар, температуру от приблизительно 10°C до приблизительно 40°C и относительную влажность от приблизительно 10% до приблизительно 100%. В лаборатории условия окружающей среды регулируют в интервалах от приблизительно 20°C до приблизительно 25°C и от приблизительно 1000 мбар до приблизительно 1025 мбар.
В рамках настоящего описания выражения «один из», «этот», «по меньшей мере один» и «один или несколько» используют взаимозаменяемо. Термины «включает» и «содержит» и их вариации не имеют ограничительного смысла там, где эти термины появляются в настоящем описании и формуле изобретения. Также в настоящем описании перечисления численных интервалов по конечным точкам включают все числа, относящиеся к пределам этого интервала (например, интервал 1-5 содержит 1, 1,5, 2, 2,75, 3, 3,80, 4, 5 и т.д.).
Добавление к термину термина во множественном числе в скобках означает, что этот термин должен включать формы единственного и множественного числа. Например, термин «добавка (добавки)» означает одну добавку или несколько добавок (например, 2, 3, 4 и т.д.).
Краткое описание чертежей
Фиг. 1 - зависимость твердости и прочности на изгиб по двум осям пористого стоматологического керамического материала, описываемого в настоящем тексте, и пористого стоматологического керамического материала в соответствии с известным уровнем техники.
Фиг. 2 - зависящий от объема гранулометрический состав фрезерной пыли материала Lava™ Plus (кривая, показанная тонкой линией) в сравнении с материалом, описываемым в настоящем тексте (кривая, показанная толстой линией).
Фиг. 3 - механически обработанные изделия, погруженные и обработанные ультразвуком в ультразвуковой бане в деминерализованной воде.
Фиг. 4 - схематическое изображение рамки с содержащимся в ней фрезерованным стоматологическим протезом (полноконтурная коронка переднего зуба).
Фиг. 5 - схематическое изображение промежуточного фрезерованного стоматологического протеза (полноконтурная коронка переднего зуба), полученного после его извлечения из рамки.
Фиг. 6 - схематическое изображение фрезерованного стоматологического протеза (полноконтурная коронка переднего зуба) с индивидуальными модификациями на крае резца и в пришеечной области.
Подробное описание изобретения
Было обнаружено, что пористая диоксидциркониевая стоматологическая заготовка для фрезерования, описываемая в настоящем тексте, удовлетворяет потребности практикующих врачей, особенно в том, что касается потребности в эффективном изготовлении стоматологического изделия посредством процесса механической обработки.
Материал, описываемый в настоящем тексте, является особенно полезным для изготовления монолитных стоматологических изделий.
Пористый диоксидциркониевый материал стоматологической заготовки для фрезерования, описываемый в настоящем тексте, характеризуется выгодным сочетанием признаков и/или параметров, например, достаточной пористостью и достаточной твердостью.
Неожиданно было обнаружено, что особенно подходящими для изготовления эстетичного стоматологического изделия эффективным образом являются материалы, характеризующиеся изотермой типа IV адсорбции и/или десорбции N2 (в соответствии с классификацией IUPAC) и/или изотермами адсорбции-десорбции, имеющими петлю гистерезиса (особенно в интервале p/p0 0,70-0,95).
Коммерчески доступные керамические материалы Y-TZP, как правило, характеризуются изотермой типа II адсорбции и/или десобрции N2 (в соответствии с классификацией IUPAC), что, как было обнаружено, является менее эффективным для изготовления эстетичного стоматологического изделия эффективным образом.
Материалы, характеризующиеся изотермой типа II, как указывается, являются макропористыми, в то время как материалы, характеризующиеся изотермой типа IV, как указывается, являются мезопористыми.
Не желая ограничиваться конкретной теорией, можно предположить, что тип пор оказывает влияние на устойчивость и поведение материала при фрезеровании.
Было обнаружено, что материал, содержащий мезопоры (и характеризующийся изотермой типа IV и/или петлей гистерезиса), можно обрабатывать более надежно, чем материал, содержащий макропоры (и характеризующийся изотермой типа II), например, если принимать во внимание устойчивость краевых частей.
Стоматологические заготовки для фрезерования, описываемые в настоящем тексте, позволяют практикующему врачу изготавливать стоматологические изделия более простым и эффективным образом.
Было обнаружено, что поведение пористого диоксидциркониевого керамического материала при механической обработке скорее связано с твердостью материала по Виккерсу, чем с прочностью на изгиб по двум осям.
Материал, описываемый в настоящем тексте, можно легко профилировать с получением стоматологического изделия. Профилирование можно осуществлять на станке или вручную. Было обнаружено, что механическую обработку можно осуществлять не только путем фрезерования, но также путем шлифования. В отличие от этого, коммерчески доступные диоксидциркониевые материалы обычно механически обрабатывают с использованием фрезерного устройства, но не шлифовального устройства.
В случае надобности, стоматологическое изделие, полученное после механической обработки материала, описываемого в настоящем тексте, можно в дальнейшем индивидуализировать вручную, например, с использованием напильника, резца или высекающего инструмента. Материал (перед спеканием) является достаточно твердым для того, чтобы допускать точную механическую обработку, но не слишком твердым или слишком прочным, чтобы препятствовать индивидуализации вручную.
В отличие от этого, коммерчески доступные диоксидциркониевые материалы часто являются слишком мягкими и поэтому не допускают точного высекания или моделирования в предварительно спеченном состоянии.
Материал, описываемый в настоящем тексте, также можно просто и надежно приспособить для обратимого закрепления в устройстве для механической обработки. Например, это можно осуществлять, высекая в материале выемки, углубления или канавки.
Также было обнаружено, что в ходе механической обработки материала стоматологического блока для фрезерования и/или в ходе индивидуализации вручную механически обработанного стоматологического изделия, описываемого в настоящем тексте, образуется меньше пыли, способной прилипать к инструментам для механической обработки и/или к поверхности механически обработанного стоматологического изделия.
В отличие от этого, при механической обработке блока для фрезерования из уровня техники наблюдалось, что различные детали станка, такие, как всасывающая сетка, внутренние стенки фрезеровальной камеры, держатель рамки являются заметно покрытыми тонким слоем фрезерной пыли. В отличие от этого, при механической обработке материала блока для фрезерования, описываемого в настоящем тексте, загрязнение деталей станка прилипшей фрезерной пылью заметно уменьшалось.
Не желая ограничиваться конкретной теорией, можно полагать, что благоприятное поведение в том, что касается ограниченного образования фрезерной пыли в ходе фрезерования, можно объяснить ее гранулометрическим составом.
В отличие от фрезерной пыли, получаемой при механической обработке блоков для фрезерования из уровня техники, фрезерная пыль, получаемая при механической обработке материала, описываемого в настоящем тексте, характеризуется гранулометрическим составом, не содержащим или содержащим лишь небольшую фракцию частиц размером меньше 1 мкм.
Также было обнаружено, что в ходе корректировки или модификации вручную поверхности механически обработанного стоматологического изделия при использовании материала, описываемого в настоящем тексте, к поверхности механически обработанного стоматологического изделия прилипало меньше фрезерной пыли (в сравнении с использованием материала из уровня техники).
Это будет способствовать повышению производительности всего технологического процесса стоматологической лаборатории, поскольку часто можно сократить или проще и быстрее проводить трудоемкие этапы очистки, необходимые для удаления прилипшей пыли с механически обработанного изделия (например, с использованием щеток и/или сжатого воздуха).
Уменьшается риск недостаточного удаления фрезерной пыли с механически обработанного изделия, особенно на внутренней стороне стоматологического протеза, в сочетании с риском получения худшей пригонки стоматологического протеза к подготовленной поверхности зуба.
Таким образом, использование материала, описываемого в настоящем тексте, будет облегчать изготовление высококачественного стоматологического протеза (протезов).
Материал, описываемый в настоящем тексте, характеризуется разнообразием хорошо сбалансированных свойств (например, достаточной прочностью при механической обработке, соответствующей прочностью при индивидуализации вручную, пониженным износом инструментов для механической обработки и/или уменьшением образования пыли в ходе механической обработки).
Стоматологическая заготовка для фрезерования, описываемая в настоящем тексте, содержит пористый диоксидциркониевый материал. Этот пористый диоксидциркониевый материал характеризуется изотермой типа IV адсорбции и/или десорбции N2 в соответствии с классификацией IUPAC.
Также этот пористый диоксидциркониевый материал имеет твердость по Виккерсу от приблизительно 25 до приблизительно 150 или от приблизительно 35 (HV 0,5) до приблизительно 150 (HV 1).
Стоматологическая заготовка для фрезерования также содержит средства для ее обратимого прикрепления к устройству для механической обработки.
Согласно одному из воплощений пористое диоксидциркониевое изделие, описываемое в настоящем тексте, может характеризоваться по меньшей мере одним из следующих признаков:
(a) характеризуется изотермой адсорбции и/или десорбции N2, имеющей петлю гистерезиса;
(b) характеризуется изотермой типа IV адсорбции и десорбции N2 в соответствии с классификацией IUPAC и петлей гистерезиса;
(c) характеризуется изотермой типа IV адсорбции и десорбции N2, имеющей петлю гистерезиса типа H1, в соответствии с классификацией IUPAC;
(d) характеризуется изотермой типа IV адсорбции и десорбции N2, имеющей петлю гистерезиса типа H1, в соответствии с классификацией IUPAC, в интервале p/p0 0,70-0,95;
(e) средний диаметр связанных пор: от приблизительно 10 нм до приблизительно 100 нм, или от приблизительно 10 нм до приблизительно 80 нм, или от приблизительно 10 нм до приблизительно 70 нм, или от приблизительно 10 нм до приблизительно 50 нм, или от приблизительно 15 нм до приблизительно 40 нм;
(f) средний размер зерна: менее приблизительно 100 нм, или менее приблизительно 80 нм, или менее приблизительно 60 нм, или от приблизительно 10 нм до приблизительно 100 нм, или от приблизительно 15 нм до приблизительно 60 нм;
(g) удельная поверхность по методу БЭТ: от приблизительно 10 м2/г до приблизительно 200 м2/г, или от приблизительно 15 м2/г до приблизительно 100 м2/г, или от приблизительно 16 м2/г до приблизительно 60 м2/г;
(h) прочность на изгиб по двум осям: от приблизительно 10 МПа до приблизительно 40 МПа или от приблизительно 15 МПа до приблизительно 30 МПа;
(i) геометрический размер в направлениях x, y, z: по меньшей мере приблизительно 5 мм, или по меньшей мере приблизительно 10 мм, или по меньшей мере приблизительно 20 мм;
(j) твердость по Виккерсу: от приблизительно 25 (HV 0,5) до приблизительно 150 или от приблизительно 35 до приблизительно 140 (HV 1).
Было обнаружено, что особенно выгодными являются следующие сочетания признаков: (a) и (h), или (a), (b) и (h), или (b) и (c), или (c), (e), (g) и (h).
В случае надобности, вышеописанные признаки можно определить так, как это описано в разделе Примеры.
Неожиданно было обнаружено, что особенно подходящим является материал, характеризующийся изотермой типа IV адсорбции и/или десорбции N2 (в соответствии с классификацией IUPAC) и/или изотермами адсорбции-десорбции, имеющими петлю гистерезиса (особенно в интервале p/p0 0,70-0,95).
Удельная поверхность по методу БЭТ пористых диоксидциркониевых материалов, описанных в уровне техники, как правило, находится в пределах интервала 2-9 м2/г, в то время как удельная поверхность по методу БЭТ пористых диоксидциркониевых материалов, описываемых в настоящем тексте, предпочтительно составляет более 10 м2/г.
Средний размер зерна частиц диоксида циркония в пористом диоксидциркониевом изделии, описываемом в настоящем тексте, является небольшим по сравнению со средним размером зерна материала коммерчески доступных заготовок для фрезерования.
Небольшой размер зерна может быть выгоден тем, что он, как правило, приводит к более однородному материалу (с химической точки зрения), что в результате может также приводить и к более однородным физическим свойствам.
Таким образом, пористое диоксидциркониевое изделие, описываемое в настоящем тексте, обладает уникальным сочетанием признаков, что способствует надежному изготовлению высокоэстетичных керамических изделий, в особенности в том, что касается, устойчивости краевых частей.
Пригодные интервалы геометрических размеров в направлениях x, y и z включают интервалы от приблизительно 5 мм до приблизительно 300 мм или от приблизительно 8 мм до приблизительно 200 мм.
Было обнаружено, что для некоторых свойств выгодно, когда пористый диоксидциркониевый материал имеет определенный средний диаметр связанных пор. Этот средний диаметр связанных пор должен находиться в определенном интервале. Он не должен быть слишком малым, а также слишком большим.
Пористый диоксидциркониевый материал, описываемый в настоящем тексте и используемый для получения стоматологической заготовки для фрезерования, имеет меньший средний диаметр связанных пор, чем пористый диоксидциркониевый керамический материал, получаемый путем уплотнения порошка диоксида циркония, такого как порошок 3Y-TZP от Tosoh Comp.
По причине наномасштабного размера частиц и специфического среднего диаметра связанных пор материала, используемого для изготовления пористого диоксидциркониевого керамического материала стоматологической заготовки для фрезерования, этот материал обладает иным характером при спекании по сравнению с диоксидциркониевым керамическим материалом стоматологических заготовок для фрезерования, являющихся коммерчески доступными (например, LAVA™ Frame от 3М ESPE), и другой диоксидциркониевой керамикой, доступной на стоматологическом рынке и, как правило, изготавливаемой путем уплотнения и прессования порошкового диоксида циркония (например, порошкового диоксида циркония 3Y-TZP от Tosoh Comp.).
Твердость по Виккерсу материала находится в определенном интервале.
Если твердость по Виккерсу материала является слишком низкой, может ухудшаться качество пригодности материала к механической обработке (выкрашивание краев или разрушение обрабатываемой детали), а также легкость доработки вручную с целью индивидуализации рамки стоматологического протеза или, в такой же мере, монолитного протеза.
Если твердость по Виккерсу материала является слишком высокой, может в нерентабельном интервале увеличиваться износ инструментов для механической обработки, или инструмент может повреждаться и разрушать обрабатываемую деталь.
Прочность материала на изгиб по двум осям, как правило, также находится в определенном интервале.
Было обнаружено, что если прочность материала на изгиб по двум осям является слишком низкой, этот материал проявляет тенденцию к растрескиванию в ходе процесса фрезерования или в ходе чистовой обработки вручную техником-стоматологом.
С другой стороны, если прочность материала на изгиб по двум осям является слишком высокой, обработка материала на фрезерном станке часто невозможна при разумных усилиях. Используемая фреза или фрезеруемый материал часто проявляет тенденцию к выкрашиванию или разрушению. В этом случае профилирование материала приходится осуществлять путем шлифования, например, с использованием шлифовального станка Cerec™ (Sirona).
Пористый диоксидциркониевый керамический материал стоматологической заготовки для фрезерования может характеризоваться по меньшей мере одним из следующих признаков:
- содержание ZrO2: от приблизительно 70 мол. % до приблизительно 98 мол. % или от приблизительно 80 мол. % до приблизительно 97 мол. %;
- содержание HfO2: от приблизительно 0 мол. % до приблизительно 2 мол. % или от приблизительно 0,1 мол. % до приблизительно 1,8 мол. %;
- содержание Y2O3: от приблизительно 1 мол. % до приблизительно 15 мол. %, или от приблизительно 1,5 мол. % до приблизительно 10 мол. %, или от приблизительно 2 мол. % до приблизительно 5 мол. %;
- содержание Al2O3: от приблизительно 0 мол. % до приблизительно 1 мол. %, или от приблизительно 0,005 мол. % до приблизительно 0,5 мол. %, или от приблизительно 0,01 мол. % до приблизительно 0,1 мол. %.
В соответствии с дополнительным воплощением пористое диоксидциркониевое изделие имеет состав, характеризующийся следующими признаками:
- содержание ZrO2: от приблизительно 90 мол. % до приблизительно 98 мол. %;
- содержание HfO2: от приблизительно 0 мол. % до приблизительно 2 мол. %;
- содержание Y2O3: от приблизительно 1 мол. % до приблизительно 5 мол. %;
- содержание Al2O3: от приблизительно 0 мол. % до приблизительно 0,1 мол. %.
Было обнаружено, что более высокое содержание Y2O3, как правило, приводит к увеличению содержания кубической кристаллической фазы в диоксидциркониевом керамическом материале после спекания материала до окончательной плотности. Более высокое содержание кубической кристаллической фазы может вносить вклад в повышение прозрачности.
В соответствии с частным воплощением пористое диоксидциркониевое изделие может характеризоваться следующими признаками:
- характеризуется изотермой типа IV адсорбции N2 в соответствии с классификацией IUPAC;
- характеризуется адсорбцией N2, имеющей петлю гистерезиса в интервале p/p0 0,70-0,95;
- средний диаметр связанных пор: от приблизительно 15 нм до приблизительно 60 нм;
- средний размер зерна: менее приблизительно 100 нм;
- удельная поверхность по методу БЭТ: от приблизительно 15 м2/г до приблизительно 100 м2/г или от приблизительно 16 м2/г до приблизительно 60 м2/г;
- прочность на изгиб по двум осям: от приблизительно 10 МПа до приблизительно 40 МПа;
- геометрический размер в направлениях x, y, z: по меньшей мере приблизительно 5 мм;
- твердость по Виккерсу: от приблизительно 25 до приблизительно 150;
- плотность: от приблизительно 40% до приблизительно 60% от теоретической плотности.
Пористый диоксидциркониевый керамический материал стоматологической заготовки для фрезерования обычно имеет форму диска или блока (например, прямоугольного параллелепипеда, цилиндра).
Стоматологическая заготовка для фрезерования содержит средства для прикрепления заготовки к устройству для механической обработки, в особенности, к зажимному приспособлению (приспособлениям) такого устройства. Пригодные средства включают канавку (канавки), углубление (углубления), выемку (выемки), штамп (штампы) и их сочетания.
В другом воплощении стоматологическую заготовку для фрезерования закрепляют или содержат в удерживающем приспособлении. Тогда функцию средств прикрепления заготовки к устройству для механической обработки может выполнять удерживающее приспособление, содержащее стоматологическую заготовку для фрезерования.
Закрепление заготовки для фрезерования в удерживающем приспособлении можно осуществлять путем зажимания, приклеивания, свинчивания и их сочетаний. Пригодные удерживающие приспособления включают рамки (открытую и замкнутую) или ножки.
Использование удерживающего приспособления может способствовать изготовлению стоматологического изделия на устройстве для механической обработки.
Примеры пригодных удерживающих приспособлений описаны в патентном документе US 8141217 B2 (Gubler et al.), международной патентной заявке WO 02/45614 A1 (ETH Zurich), патентном документе DE 20316004 U1 (Stuehrenberg), патентном документе US 7985119 B2 (Basler et. al.) или в международной патентной заявке WO 01/13862 (3М). Содержание этих документов в том, что касается описания удерживающего приспособления, включено в настоящее описание посредством ссылки.
Согласно другому воплощению пористый диоксидциркониевый материал можно получать при помощи способа, включающего этап термической обработки или прокаливания аэрогеля диоксида циркония.
Этот аэрогель диоксида циркония, как правило, может характеризоваться по меньшей мере одним из следующих признаков:
a. содержит кристаллические частицы диоксида циркония, имеющие средний размер первичных частиц в интервале от 2 нм до 50 нм, или от приблизительно 2 нм до приблизительно 30 нм, или от приблизительно 2 нм до приблизительно 20 нм, или от приблизительно 2 нм до приблизительно 15 нм;
b. содержание кристаллических частиц диоксида циркония: по меньшей мере приблизительно 85% мол. %;
c. имеет содержание органических веществ по меньшей мере 3 вес. % или в пределах интервала от приблизительно 3 вес. % до приблизительно 10 вес. %;
d. геометрический размер в направлениях x, y, z: по меньшей мере приблизительно 5 мм, или по меньшей мере приблизительно 8 мм, или по меньшей мере приблизительно 10 мм, или по меньшей мере приблизительно 20 мм.
Предпочтительным может являться сочетание признаков (a) и (b), или (a) и (c), или (a), (b) и (c).
Термическую обработку для получения пористого диоксидциркониевого изделия, как правило, осуществляют в следующих условиях:
- температура: от приблизительно 900°C до приблизительно 1100°C, или от приблизительно 950°C до приблизительно 1090°C, или от приблизительно 975°C до приблизительно 1080°C;
- атмосфера: воздух или инертный газ (например, азот, аргон);
- продолжительность: до достижения плотности от приблизительно 40% до приблизительно 60% от окончательной плотности материала.
Термическую обработку или прокаливание можно провести за один или несколько этапов.
На первом этапе термической обработки может выполняться выжигание связующих веществ с целью удаления всех органических добавок из предыдущих этапов способа с получением так называемой «белой керамической массы».
На втором этапе термической обработки прочность и/или твердость белой керамической массы можно регулировать под потребности последующих процессов, таких, как механическая обработка. В случае механически обрабатываемой заготовки протокол спекания должен отражать влияние температуры на прочность и/или твердость.
Если температура является слишком низкой, твердость и/или прочность полученного в результате изделия может оказаться слишком низкой. Это может вызывать трудности в ходе более позднего этапа механической обработки, например, в том, что касается выкрашивания.
Если, с другой стороны, температура является слишком высокой, твердость и/или прочность материала может стать слишком большой. Это может вызывать трудности в ходе более позднего этапа механической обработки, например, в том, что касается долговечности инструмента для механической обработки.
Время выдержки (то есть время, в течение которого аэрогель выдерживают при указанной температуре) также полезно для регулирования прочности и/или твердости под конкретные потребности выбранной технологии механической обработки. Продолжительность выдержки, однако, также может находиться в интервале от приблизительно 0 ч до приблизительно 24 ч или от приблизительно 0,1 ч до приблизительно 5 ч.
Если время выдержки является слишком продолжительным, стоматологические заготовки для фрезерования могут стать слишком твердыми для механической обработки при приемлемых условиях.
Согласно одному из воплощений пористый диоксидциркониевый материал стоматологической заготовки для фрезерования или пористое диоксидциркониевое изделие можно получить при помощи способа, включающего этапы
- получения золя диоксида циркония, содержащего кристаллические металлоксидные частицы и растворитель;
- необязательно концентрирования золя диоксида циркония с получением концентрированного золя диоксида циркония;
- смешивания этого золя с полимеризуемой органической матрицей (например, добавления к золю диоксида циркония реакционноспособного модификатора поверхности и необязательно инициатора, способных к полимеризации частиц золя диоксида циркония с модифицированной поверхностью);
- необязательно отливки золя диоксида циркония в литейную форму с получением литого золя диоксида циркония;
- отверждения полимеризуемой органической матрицы золя диоксида циркония с образованием геля (иногда этот этап также именуют этапом гелеобразования);
- удаления растворителя из геля (например, вначале, путем удаления воды, если она присутствует, из геля посредством способа замены растворителя с получением по меньшей мере частично обезвоженного геля с последующим этапом дальнейшего извлечения, при котором остающийся растворитель экстрагируют, например, путем сверхкритической экстракции) с получением аэрогеля;
- необязательно разрезания аэрогеля на фрагменты меньшего размера;
- термообработки аэрогеля с получением, например, пригодного для механической обработки материала или изделия.
Осуществление способа изготовления пористого керамического диоксидциркониевого материала, как правило, начинают с получения золя из частиц ZrO2.
К золю из частиц ZrO2 добавляют агент модификации поверхности, предпочтительно, сшиваемый агент модификации поверхности (например, модификатор поверхности с радикальной реакционной способностью).
Частицы ZrO2, поверхность которых была модифицирована сшиваемым агентом, в случае надобности, могут полимеризоваться с получением состава, содержащего сшитые частицы ZrO2.
Сшиваемый агент модификации поверхности можно удалить позже, например, в ходе этапа прокаливания и/или предварительного спекания.
В случае надобности, золь отливают в литейную форму. Литейная форма может иметь негативную форму получаемого стоматологического блока для фрезерования. По причине уменьшения размера, которое может быть вызвано термическими обработками материала, размер литейной формы, как правило, больше размера конечной стоматологической заготовки для фрезерования.
Форма литейной формы особо не ограничена.
Литой золь диоксида циркония, как правило, обрабатывают действием тепла или излучения с целью запуска полимеризации реакционно-способного модификатора поверхности. Этот процесс в результате обычно приводит к гелю. В случае надобности, воду, если она присутствует, можно по меньшей мере частично удалить из геля.
Оставшийся в результате вышеописанного золь-гель процесса растворитель удаляют, например, при помощи методик сверхкритической экстракции, в результате приводящих к получению аэрогеля (например, в форме блока).
В случае надобности, аэрогель можно разрезать на небольшие фрагменты, например, имеющие форму стоматологических заготовок для фрезерования.
Золи диоксида циркония представляют собой дисперсии керамических частиц на основе диоксида циркония. Диоксид циркония в керамических частицах на основе диоксида циркония является кристаллическим и, как наблюдалось, является кубическим, тетрагональным, моноклинным или их сочетанием. Поскольку кубическую и тетрагональную фазы трудно различить с использованием методик рентгеновской дифракции, в количественных целях эти две фазы, как правило, объединяют и именуют кубической/тетрагональной фазой. Термин «кубический/тетрагональный», или «C/T», используют взаимозаменяемо для кубической и тетрагональной кристаллических фаз. Процентную долю кубической/тетрагональной фазы можно определить, например, путем измерения площади пика для пиков рентгеновской дифракции для каждой из фаз с использованием Уравнения (I).

В уравнении (I) C/T относится к площади пика для дифракционного пика кубической/тетрагональной фазы, M относится к площади пика для дифракционного пика моноклинной фазы, и %C/T относится к весовому процентному содержанию кубической/тетрагональной кристаллической фазы. Подробности рентгеновских дифракционных измерений более полно описаны ниже в разделе Примеры.
Как правило, по меньшей мере 50 весовых процентов (в некоторых воплощениях - по меньшей мере 55 вес. %, 60 вес. %, 65 вес. %, 70 вес. %, 75 вес. %, 80 вес. %, 85 вес. %, 90 вес. % или по меньшей мере 95 вес. %) частиц на основе диоксида циркония присутствуют в кубической или тетрагональной кристаллической структуре (т.е. в кубической кристаллической структуре, тетрагональной кристаллической структуре или в их сочетании). Часто более желательным является большее содержание кубической/тетрагональной фазы.
Частицы диоксида циркония в золях диоксида циркония, описываемых в настоящем описании, имеют размер первичных частиц в интервале от 2 нм до 50 нм (в некоторых воплощениях - 5-50 нм, 2-25 нм, 5-25 нм, 2-15 нм или даже 5-15 нм).
В зависимости от того, как получены частицы на основе диоксида циркония, эти частицы могут, в дополнение к неорганическим оксидам, содержать по меньшей мере некоторое количество органического материала. Например, если частицы получены с использованием гидротермального подхода, может иметься некоторое количество органического материала, прикрепившегося к поверхности частиц на основе диоксида циркония. Несмотря на отсутствие желания ограничиваться теорией, можно полагать, что органический материал происходит от карбоксилатных соединений (анионных, кислотных или соединений обоих типов), содержащихся в исходном сырье или образующихся в качестве побочного продукта реакций гидролиза и конденсации (т.е. органический материал часто абсорбируется на поверхности частиц на основе диоксида циркония). Например, в некоторых воплощениях частицы на основе диоксида циркония содержат до 15 весовых процентов (в некоторых воплощениях - до 12 вес. %, 10 вес. %, 8 вес. % или даже до 6 вес. %) органического материала в расчете на вес частиц.
И хотя для получения частиц на основе диоксида циркония можно использовать любой из множества известных способов, их предпочтительно получают с использованием гидротермальной технологии. В одном из примеров воплощений золи на основе диоксида циркония получают путем гидротермальной обработки солей металлов (например, соли циркония, соли иттрия и необязательно соли лантаноидного элемента или соли алюминия) в виде водных растворов, суспензий или их сочетаний.
Водные растворы солей металлов, выбранных так, чтобы они были растворимы в воде, как правило, растворяют в водной среде. Водная среда может представлять собой воду или смесь воды с другими водорастворимыми или смешивающимися с водой материалами. Кроме того, водные растворы солей металлов и другие водорастворимые и смешивающиеся с водой материалы, которые могут присутствовать, как правило, выбирают так, чтобы их можно было удалить в ходе последующих этапов обработки, и так, чтобы они были не вызывающими коррозию.
По меньшей мере большей частью растворенных солей в исходном сырье являются карбоксилатные соли, а не галогенидные, оксигалогенидные соли, нитратные соли или оксинитратные соли. Несмотря на отсутствие желания ограничиваться теорией, можно полагать, что галогенидные и нитратные анионы в исходном сырье проявляют тенденцию к тому, чтобы в результате приводить к образованию частиц на основе диоксида циркония, преимущественно содержащих моноклинную фазу, а не более желательные тетрагональную и кубическую фазы. Также, карбоксилаты и/или их кислоты проявляют тенденцию к тому, чтобы быть более совместимыми с материалами органической матрицы, чем галогениды и нитраты. И хотя можно использовать любой карбоксилат-анион, карбоксилат-анион часто содержит не более 4 атомов углерода (т.е. представляет собой формиат, ацетат, пропионат, бутират или их сочетание). Растворенные соли часто представляют собой ацетатные соли. Исходное сырье также может содержать, например, карбоновую кислоту, соответствующую карбоксилат-аниону. Например, исходное сырье, изготовленное из ацетатных солей, часто содержит уксусную кислоту.
Одним из примеров соли циркония является ацетат циркония, отображаемый такой формулой, как , где n находится в интервале от 1 до 2. Ион циркония может присутствовать во множестве структур в зависимости, например, от pH исходного сырья. Способы получения ацетата циркония описаны, например, в монографии W.В. Blumenthal, "The Chemical Behavior of Zirconium," pp. 311-338, D. Van Nostrand Company, Princeton, NJ (1958). Пригодные водные растворы ацетата циркония являются коммерчески доступными, например, от Magnesium Elektron, Inc., Флемингтон, Нью-Джерси, США, и содержат, например, до 17 весовых процентов циркония, до 18 весовых процентов циркония, до 20 весовых процентов циркония, до 22 весовых процентов, до 24 весовых процентов, до 26 весовых процентов и до 28 весовых процентов циркония в расчете на общий вес раствора.
Сходным образом, некоторые примеры солей иттрия, солей лантаноидных элементов и солей алюминия часто содержат карбоксилат-анион и являются коммерчески доступными. Так как эти соли, как правило, используют при намного более низких концентрационных уровнях, также могут быть пригодны, однако, и иные соли (например, нитратные соли), чем карбоксилатные соли (например, ацетатные соли).
Общее количество различных солей, растворенных в исходном сырье, можно легко определить на основе общего процентного содержания твердых веществ, выбранных для этого исходного сырья. Для получения частиц на основе диоксида циркония с выбранным составом можно вычислять относительные количества различных солей.
Как правило, pH исходного сырья является кислотным. Например, pH обычно меньше 6, меньше 5 или даже меньше 4 (в некоторых воплощениях - в интервале 3-4).
Жидкая фаза исходного сырья, как правило, предпочтительно представляет собой воду (т.е. жидкая фаза представляет собой среду на водной основе). Предпочтительно, вода является деионизированной для сведения к минимуму введения в исходное сырье ионов щелочных металлов, ионов щелочноземельных металлов или ионов обоих этих типов. Необязательно, смешивающиеся с водой органические сорастворители содержатся в жидкой фазе в количествах, например, до 20 весовых процентов в расчете на вес жидкой фазы. Пригодные сорастворители включают 1-метокси-2-пропанол, этанол, изопропиловый спирт, этиленгликоль, N,N-диметилацетамид и N-метилпирролидон.
При осуществлении гидротермальной обработки различные растворенные в исходном сырье соли претерпевают реакции гидролиза и конденсации с образованием частиц на основе диоксида циркония. Эти реакции часто сопровождаются высвобождением кислотного побочного продукта. То есть побочный продукт часто представляет собой одну или несколько карбоновых кислот, соответствующих карбоксилатной соли циркония, а также какие-либо другие карбоксилатные соли из исходного сырья. Например, если соли представляют собой ацетатные соли, то в качестве побочного продукта гидротермальной реакции образуется уксусная кислота.
Для получения частиц на основе диоксида циркония можно использовать любой пригодный гидротермальный реактор. Это реактор может представлять собой реактор периодического или непрерывного действия. В гидротермальном реакторе непрерывного действия, по сравнению с гидротермальным реактором периодического действия, время нагрева, как правило, является более коротким, а температуры, как правило, являются более высокими. Время гидротермальных обработок может изменяться в зависимости, например, от типа реактора, температуры реактора и концентрации исходного сырья. Давление в реакторе может быть аутогенным (например, давление водяного пара при температуре реактора), гидравлическим (например, давление, вызванное прокачиванием текучей среды через препятствие), или оно может являться результатом добавления такого инертного газа, как азот или аргон. Пригодные гидротермальные реакторы периодического действия доступны, например, от Parr Instruments Co., Молин, Иллинойс. Некоторые пригодные гидротермальные реакторы непрерывного действия описаны, например, в патентах США №5453262 (Dawson et al.) и №5652192 (Matson et al.); и статьях Adschiri et al., J. Am. Ceram. Soc, 75, 1019-1022 (1992), и Dawson, Ceramic Bulletin, 67 (10), 1673-1678 (1988).
В некоторых воплощениях исходное сырье пропускают через гидротермальный реактор непрерывного действия. В рамках настоящего описания термин «непрерывного действия» в отношении гидротермальной реакторной системы означает, что исходное сырье непрерывно вводят, а выходящий поток непрерывно удаляют из зоны нагрева. Введение исходного материала и удаление выходящего потока, как правило, происходит в разных местоположениях реактора. Непрерывное введение и удаление может быть постоянным или импульсным.
Геометрические размеры трубчатого реактора могут изменяться и, в сочетании со скоростью потока исходного материала, могут быть выбраны так, чтобы они обеспечивали подходящее время выдержки реагентов внутри трубчатого реактора. Можно использовать трубчатый реактор любой подходящей длины при условии, что время выдержки и температура будут достаточными для преобразования циркония в исходном материале в частицы на основе диоксида циркония. Трубчатый реактор часто имеет длину по меньшей мере 0,5 метра (в некоторых воплощениях - по меньшей мере 1 метр, 2 метра, 5 метров, 10 метров, 15 метров, 20 метров, 30 метров, 40 метров или даже по меньшей мере 50 метров). Длина трубчатого реактора в некоторых воплощениях составляет менее 500 метров (в некоторых воплощениях - менее 400 метров, 300 метров, 200 метров, 100 метров, 80 метров, 60 метров, 40 метров или даже менее 20 метров).
Иногда предпочтительными являются трубчатые реакторы с относительно небольшим внутренним диаметром. Например, часто используют трубчатые реакторы с внутренним диаметром не более приблизительно 3 сантиметров, поскольку в таких реакторах легче достигнуть большой скорости нагрева исходного материала. Кроме того, для реакторов с меньшим внутренним диаметром по сравнению с таковыми, имеющими больший внутренний диаметр, градиент температуры по трубчатому реактору меньше. Чем больше внутренний диаметр трубчатого реактора, тем большее сходство этот реактор имеет с реактором периодического действия. Однако если внутренний диаметр трубчатого реактора слишком мал, имеется возрастающая вероятность закупоривания или частичного закупоривания реактора в ходе работы в результате осаждения материала на стенки реактора. Внутренний диаметр трубчатого реактора часто составляет по меньшей мере 0,1 см (в некоторых воплощениях - по меньшей мере 0,15 см, 0,2 см, 0,3 см, 0,4 см, 0,5 см или даже по меньшей мере 0,6 см). В некоторых воплощениях диаметр трубчатого реактора составляет не более 3 см (в некоторых воплощениях - не более 2,5 см, 2 см, 1,5 см или даже не более 1 сантиметра; в некоторых воплощениях - в интервале 0,1-2,5 см, 0,2-2,5 см, 0,3-2 см, 0,3-1,5 см или даже 0,3-1 см).
В гидротермальном реакторе непрерывного действия температуру и время выдержки, как правило, выбирают в сочетании с геометрическими размерами трубчатого реактора для преобразования по меньшей мере 90 мольных процентов циркония в исходном материале в частицы на основе диоксида циркония с использованием единственной гидротермальной обработки. То есть за один проход через гидротермальную реакторную систему непрерывного действия по меньшей мере 90 мольных процентов растворенного циркония в исходном материале преобразуется в частицы на основе диоксида циркония.
В качестве альтернативы, можно использовать, например, многоэтапный гидротермальный процесс. Например, исходный материал можно подвергнуть первой гидротермальной обработке для образования цирконийсодержащего промежуточного продукта и такого побочного продукта, как карбоновая кислота. Второй исходный материал можно образовать путем удаления по меньшей мере части побочного продукта первой гидротермальной обработки из цирконийсодержащего промежуточного продукта. Затем второй исходный материал можно подвергнуть второй гидротермальной обработке для образования золя, содержащего частицы на основе диоксида циркония. Дальнейшие подробности этого процесса описаны, например, в патенте США №7241437 (Davidson et al.).
Если используют двухступенчатый гидротермальный процесс, процентная конверсия цирконийсодержащего промежуточного продукта, как правило, находится в интервале 40-75 мольных процентов. Условия, используемые при первой гидротермальной обработке, можно отрегулировать для обеспечения конверсии в пределах этого интервала. Для удаления по меньшей мере части побочного продукта первой гидротермальной обработки можно использовать любой пригодный способ. Например, такие карбоновые кислоты, как уксусная кислота, можно удалить посредством множества способов, таких как выпаривание, диализ, ионный обмен, осаждение и фильтрация.
В отношении гидротермального реактора непрерывного действия, термин «время выдержки» означает среднюю продолжительность времени, в течение которого исходный материал находится внутри нагретой части гидротермальной реакторной системы непрерывного действия.
Можно использовать любую подходящую скорость потока исходного материала через трубчатый реактор до тех пор, пока время выдержки является достаточно продолжительным для преобразования растворенного циркония в частицы на основе диоксида циркония. То есть скорость потока часто выбирают, основываясь на времени выдержки, необходимом для преобразования циркония в исходном материале в частицы на основе диоксида циркония. Для увеличения пропускной способности и сведения к минимуму осаждения материалов на стенки трубчатого реактора желательны более высокие скорости потока. Более высокую скорость потока часто можно использовать при увеличении длины реактора или при увеличении как длины, так и диаметра реактора. Поток через трубчатый реактор может быть как ламинарным, так и турбулентным.
В некоторых примерах гидротермальных реакторов непрерывного действия температура реактора находится в интервале от 170°C до 275°C, от 170°C до 250°C, от 170°C до 225°C, от 180°C до 225°C, от 190°C до 225°C, от 200°C до 225°C или даже от 200°C до 220°C. Если температура выше приблизительно 275°C, давление может оказаться недопустимо высоким для некоторых гидротермальных реакторных систем. Однако если температура ниже приблизительно 170°C, конверсия циркония в исходном материале в частицы на основе диоксида циркония при использовании типичного времени выдержки может оказаться меньше 90 весовых процентов.
Выходящий поток при гидротермальной обработке (т.е. продукт гидротермальной обработки) представляет собой золь на основе диоксида циркония. Этот золь содержит по меньшей мере 3 весовых процента частиц на основе диоксида циркония, диспергированных, суспендированных или комбинированно распределенных в водной среде. В некоторых воплощениях, частицы на основе диоксида циркония могут содержать (a) 0-5 мольных процентов оксида лантаноидного элемента в расчете на общее количество молей неорганических оксидов в частицах на основе диоксида циркония и (b) 1-15 мольных процентов оксида иттрия в расчете на общее количество молей неорганических оксидов в частицах на основе диоксида циркония. Частицы на основе диоксида циркония являются кристаллическими и имеют средний размер первичных частиц не более 50 нанометров. В некоторых воплощениях вместо оксида иттрия может применяться оксид церия, оксид магния, оксид иттербия и/или оксид кальция.
В некоторых воплощениях из золя на основе диоксида циркония удаляют по меньшей мере часть среды на водной основе. Для удаления среды на водной основе можно использовать любые известные средства. Среда на водной основе содержит воду и часто содержит растворенные карбоновые кислоты и/или их анионы, присутствующие в исходном материале или являющиеся побочными продуктами реакций, происходящих в гидротермальном реакторе. В рамках настоящего описания термин «карбоновые кислоты и/или их анионы» относится к карбоновым кислотам, карбоксилат-анионам этих карбоновых кислот или к их смесям. В некоторых воплощениях может быть желательным удаление из золя на основе диоксида циркония по меньшей мере части этих растворенных карбоновых кислот и/или их анионов. Золь на основе диоксида циркония можно подвергнуть, например, по меньшей мере одной из следующих операций: выпариванию, сушке, ионному обмену, замене растворителя, диафильтрации или диализу, например, для концентрирования, удаления примесей или обеспечения совместимости с другими компонентами, присутствующими в золе.
В некоторых воплощениях осуществляют концентрирование золя диоксида циркония (полученного в гидротермальном процессе или в других процессах). Наряду с удалением по меньшей мере части воды, присутствующей в выходящем потоке, процесс концентрирования или сушки в результате часто приводит к выпариванию по меньшей мере части растворенных карбоновых кислот.
В других воплощениях, например, золь на основе диоксида циркония может быть подвергнут диализу или диафильтрации. И диализ, и диафильтрация проявляют тенденцию к удалению по меньшей мере части растворенных карбоновых кислот и/или их анионов. Для диализа образец выходящего потока можно поместить в мембранный мешок, который закрывают, а затем помещают в водяную баню. Карбоновая кислота и/или карбоксилат-анионы диффундируют из образца в мембранном мешке. То есть эти соединения будут диффундировать из выходящего потока через мембранный мешок в водяную баню с выравниванием концентрации внутри мембранного мешка и концентрации в водяной бане. Для снижения концентрации соединений в мешке воду в бане, как правило, меняют несколько раз. Как правило, выбирают мембранный мешок, допускающий диффузию карбоновых кислот и/или их анионов, но не допускающий диффузию частиц на основе диоксида циркония из мембранного мешка.
При диафильтрации с целью фильтрации образца используют проницаемую мембрану. Если размер пор фильтра выбран надлежащим образом, частицы диоксида циркония могут задерживаться фильтром. Растворенные карбоновые кислоты и/или их анионы проходят через фильтр. Любую жидкость, прошедшую через фильтр, заменяют пресной водой. При периодическом процессе диафильтрации образец часто разбавляют до предварительно определенного объема, а затем концентрируют обратно до исходного объема путем ультрафильтрации. Этапы разбавления и концентрирования повторяют один или несколько раз до тех пор, пока карбоновая кислота и/или ее анионы не будут удалены или их концентрация не будет понижена до допустимого концентрационного уровня. В непрерывном процессе диафильтрации, часто именуемом процессом диафильтрации при постоянном объеме, пресную воду добавляют с той же скоростью, с какой жидкость удаляют путем фильтрации. Растворенная карбоновая кислота и/или ее анионы находятся в удаляемой жидкости.
В то время как большая часть иттрия и лантана, если они присутствуют, встроена в кристаллические частицы диоксида циркония, существует некоторая доля этих металлов, которые можно удалять в ходе процесса диафильтрации или диализа. Фактический состав золя после диафильтрации может отличаться от такового перед диализом.
Золь на основе диоксида циркония содержит частицы на основе диоксида циркония, диспергированные и/или суспендированные (т.е. диспергированные, суспендированные или комбинированно распределенные) в водной/органической матрице. В некоторых воплощениях частицы на основе диоксида циркония можно диспергировать и/или суспендировать в органической матрице без какой-либо дальнейшей модификации поверхности. Органическую матрицу можно добавлять прямо к золю на основе диоксида циркония. Также, например, органическую матрицу можно добавить к золю на основе диоксида циркония после обработки с целью удаления по меньшей мере некоторой части воды, после обработки с целью удаления по меньшей мере некоторой части карбоновых кислот и/или их анионов, или после обеих обработок. Добавляемая органическая матрица часто содержит полимеризуемый состав, впоследствии полимеризующийся и/или сшиваемый с образованием геля.
В некоторых воплощениях золь на основе диоксида циркония можно подвергнуть процессу замены растворителя. К выходящему потоку можно добавить органический растворитель, имеющий более высокую температуру кипения, чем вода. Примеры органических растворителей, пригодных для использования в процессе замены растворителя, включают 1-метокси-2-пропанол и N-метилпирролидон. Воду затем удаляют таким способом, как отгонка, упаривание на роторном испарителе или высушивание в сушильном шкафу. В зависимости от условий, используемых для удаления воды, также может быть удалена по меньшей мере часть растворенной карбоновой кислоты и/или ее анионов. К обработанному выходящему потоку может быть добавлен другой материал органический матрицы (т.е. к частицам на основе диоксида циркония, суспендированным в органическом растворителе, используемом в процессе замены растворителя, может быть добавлен другой материал органический матрицы).
В некоторых воплощениях, с целью улучшения совместимости с материалом органической матрицы, золи на основе диоксида циркония обрабатывают агентом модификации поверхности. Агенты модификации поверхности можно отобразить формулой A-B, где группа A способна прикрепляться к поверхности частицы на основе диоксида циркония, и B - это группа, обеспечивающая совместимость. Группа A может прикрепляться к поверхности путем абсорбции, образования ионной связи, образования ковалентной связи или путем сочетания этих процессов. Группа B может быть реакционно-способной или нереакционноспособной, и она часто является проявляющей тенденцию к приданию частицам на основе диоксида циркония свойств совместимости (то есть допускающих смешивание) с органическим растворителем, с другим материалом органической матрицы (например, с мономерным, олигомерным или полимерным материалом) или с ними обоими. Например, если растворитель является неполярным, группу B, как правило, выбирают так, чтобы она также была неполярной. Пригодные группы B включают линейные или разветвленные углеводороды, являющиеся ароматическими, алифатическими или как ароматическими, так и алифатическими. Агенты модификации поверхности включают карбоновые кислоты и/или их анионы, сульфоновые кислоты и/или их анионы, фосфорные кислоты и/или их анионы, фосфоновые кислоты и/или их анионы, силаны, амины и спирты. Пригодные агенты модификации поверхности дополнительно описаны, например, в публикации патентной заявки PCT WO 2009/085926 (Kolb et al.), раскрытие которой включено в настоящее описание посредством ссылки.
Агент модификации поверхности можно добавлять к частицам на основе диоксида циркония с использованием традиционных методик. Агент модификации поверхности можно добавлять перед удалением или после удаления по меньшей мере части карбоновых кислот и/или их анионов из золя на основе диоксида циркония. Агент модификации поверхности можно добавлять перед удалением или после удаления воды из золя на основе диоксида циркония. Органическую матрицу можно добавлять перед модификацией, или после модификации поверхности, или одновременно с модификацией поверхности. Различные способы добавления агента модификации поверхности дополнительно описаны, например, в патентной заявке WO 2009/085926 (Kolb et al.), раскрытие которой включено в настоящее описание посредством ссылки.
Реакции модификации поверхности могут происходить при комнатной температуре (например, 20-25°C) или при повышенной температуре (например, до приблизительно 95°C). Если агенты модификации поверхности представляют собой кислоты, такие как карбоновые кислоты, поверхность частиц на основе диоксида циркония, как правило, можно модифицировать при комнатной температуре. Если агенты модификации поверхности представляют собой силаны, поверхность частиц на основе диоксида циркония, как правило, модифицируют при повышенных температурах.
Органическая матрица, как правило, содержит полимерный материал или такой предшественник полимерного материала, как мономер или олигомер, содержащий способную к полимеризации группу, и растворитель. Частицы на основе диоксида циркония можно сочетать с органической матрицей с использованием традиционных методик. Например, если органическая матрица представляет собой предшественник полимерного материала, то частицы на основе диоксида циркония можно добавлять перед реакцией полимеризации. Композитный материал, содержащий предшественник полимерного материала, часто формуют перед полимеризацией.
Типичные примеры мономеров включают мономеры на основе (мет)акрилата, мономеры на основе стирола и мономеры на эпоксидной основе. Типичные примеры реакционно-способных олигомеров включают сложные полиэфиры, содержащие (мет)акрилатные группы, полиуретаны, содержащие (мет)акрилатные группы, простые полиэфиры, содержащие (мет)акрилатные группы или акриловые смолы. Типичные примеры полимерного материала включают полиуретаны, поли(мет)акрилаты и полистиролы.
Осуществляют отверждение золей на основе диоксида циркония, как правило, путем гелеобразования. Предпочтительно, процесс гелеобразования позволяет формировать большеобъемные гели без трещин и гели, пригодные для дальнейшей обработки, не вызывающей образования трещин. Например, предпочтительно, процесс гелеобразования приводит к гелю, имеющему структуру, не разрушающуюся после удаления растворителя. Эта структура геля является совместимой и устойчивой во многих растворителях и в условиях, которые могут быть необходимы для сверхкритической экстракции. Кроме того, структура геля должна быть совместимой с текучими средами для сверхкритической экстракции (например, со сверхкритическим CO2). Иными словами, гели должны быть достаточно устойчивыми и прочными для того, чтобы выдерживать сушку, так чтобы они образовывали устойчивые гели и давали материалы, пригодные для нагрева при выжигании органических веществ, предварительном спекании и уплотнении, не вызывающем образования трещин. Предпочтительно, полученные в результате гели имеют относительно небольшой и однородный размер пор, что способствует их спеканию до высокой плотности при низких температурах спекания. Однако предпочтительно, поры гелей являются достаточно большими для того, чтобы позволять газам, получаемым при выжигании органических веществ, выходить, не приводя к растрескиванию геля. Кроме того, этап гелеобразования, позволяющий регулировать плотность получаемых в результате гелей, способствует такой последующей обработке геля, как сверхкритическая экстракция, выжигание органических веществ и спекание. Предпочтительно, гель должен содержать минимальное количество органического материала или полимерных модификаторов.
Гели, описываемые в настоящем описании, содержат частицы на основе диоксида циркония. В некоторых воплощениях эти гели содержат частицы на основе диоксида циркония по меньшей мере двух типов, отличающиеся кристаллическими фазами, составом или размером частиц. Было обнаружено, что гели на основе частиц могут приводить к меньшей усадочной деформации по сравнению с гелями, получаемыми из алкоксидов, претерпевающими в ходе дальнейшей обработки значительные и сложные реакции конденсации и кристаллизации. Кристаллические свойства допускают сочетания разных кристаллических фаз в наномасштабе. Согласно наблюдениям авторов, образование геля через полимеризацию этих реакционно-способных частиц ведет к высокопрочным упругим гелям. Авторы также обнаружили, что использование смесей золей с кристаллическими частицами может делать возможным образование более прочных и более упругих гелей для дальнейшей обработки. Например, согласно наблюдениям авторов, гель, содержащий смесь кубических и тетрагональных частиц диоксида циркония в меньшей степени поддавался растрескиванию в ходе этапов сверхкритической экстракции и выжигания органических веществ.
Гели содержат органический материал и кристаллические металлоксидные частицы, где кристаллические металлоксидные частицы присутствуют в интервале 3-20 объемных процентов в расчете на общий объем геля, при этом по меньшей мере 70 мольных процентов (в некоторых воплощениях по меньшей мере 75 мол. %, 80 мол. %, 85 мол. %, 90 мол. %, 95 мол. %, 96 мол. %, 97 мол. %, 98 мол. % или даже по меньшей мере 99 мол. %; в интервале 70-99 мол. %, 75-99 мол. %, 80-99 мол. % или даже 85-99 мол. %) кристаллического оксида металла составляет ZrO2. Необязательно, гели также могут содержать аморфные некристаллические оксидные источники.
В некоторых воплощениях гелей, описываемых в настоящем описании, кристаллические металлоксидные частицы имеют средний размер первичных частиц в интервале от 5 нанометров до 50 нанометров (в некоторых воплощениях в интервале от 5 нанометров до 25 нанометров, от 5 нанометров до 15 нанометров или даже от 5 нанометров до 10 нанометров). Как правило, средний размер первичных частиц измеряют с использованием методики рентгеновской дифракции. Предпочтительно, частицы не являются агломерированными, однако возможно, что также могут быть полезны частицы с некоторой степенью агрегации.
Примеры источников ZrO2, Y2O3, La2O3 и Al2O3 включают золи на основе кристаллического диоксида циркония, полученные любыми пригодными средствами. Особенно хорошо подходят золи, описанные выше. Y2O3, La2O3 и Al2O3 могут присутствовать в частицах на основе диоксида циркония и/или могут присутствовать как отдельные коллоидные частицы или растворимые соли.
В некоторых воплощениях гелей, описываемых в настоящем описании, кристаллические металлоксидные частицы содержат первое множество частиц и второе, отличающееся множество частиц (т.е. отличимое по среднему составу, фазе (фазам), микроструктуре и/или размеру).
Как правило, гели, описываемые в настоящем описании, имеют содержание органических веществ по меньшей мере 3 весовых процентов (в некоторых воплощениях по меньшей мере 4 вес. %, 5 вес. %, 10 вес. %, 15 вес. % или даже по меньшей мере 20 вес. %) в расчете на общий вес геля. В некоторых воплощениях гели, описываемые в настоящем описании, характеризуются содержанием органических веществ в интервале 3-30 вес. %, 10-30 вес. % или даже 10-20 весовых процентов в расчете на общий вес геля.
Необязательно, гели, описываемые в настоящем описании, содержат по меньшей мере один из оксидов: Y2O3 (например, в интервале 1-15 мол. %, 1-9 мол. %, 1-5 мол. %, 6-9 мол. %, 3,5-4,5 мол. % или даже 7-8 мольных процентов кристаллического оксида металла составляет Y2O3), La2O3 (например, до 5 мольных процентов La2O3) или Al2O3 (например, до 0,5 мольных процентов Al2O3).
В одном из примеров гелей кристаллический оксид металла содержит Y2O3 в интервале 1-5 мольных процентов, La2O3 в интервале 0-2 мольных процента и ZrO2 в интервале 93-97 мольных процентов. В другом примере геля кристаллический оксид металла содержит Y2O3 в интервале 6-9 мольных процентов, La2O3 в интервале 0-2 мольных процента и ZrO2 в интервале 89-94 мольных процента. В другом примере геля кристаллический оксид металла содержит Y2O3 в интервале 3,5-4,5 мольного процента, La2O3 в интервале 0-2 мольных процента и ZrO2 в интервале 93,5-96,5 мольного процента. В другом примере геля кристаллический оксид металла содержит Y2O3 в интервале 7-8 мольных процентов, La2O3 в интервале 0-2 мольных процента и ZrO2 в интервале 90-93 мольных процента. Другие необязательные оксиды, которые могут присутствовать в гелях, описываемых в настоящем раскрытии, включают по меньшей мере один из CeO2, Pr2O3, Nd2O3, Pm2O3, Sm2O3, Eu2O3, Gd2O3, Tb2O3, Dy2O3, Ho2O3, Er2O3, Tm2O3, Yb2O3, Fe2O3, MnO2, Co2O3, Cr2O3, NiO, CuO, Bi2O3, Ga2O3 или Lu2O3. Добавки, способные добавлять требуемое окрашивание к получаемым в результате не содержащим трещин изделиям из кристаллического оксида металла, включают по меньшей мере одну из Fe2O3, MnO2, Co2O3, Cr2O3, NiO, CuO, Bi2O3, Ga2O3, Er2O3, Pr2O3, Eu2O3, Dy2O3, Sm2O3 или CeO2. В некоторых воплощениях количество необязательного оксида (оксидов) представляет собой количество в интервале от приблизительно 10 м.д. до 20000 м.д. В некоторых воплощениях желательно, чтобы присутствовало достаточное количество оксидов для того, чтобы не содержащие трещин изделия из кристаллического оксида металла имели окраску зуба.
Один из примеров способов получения гелей, описываемых в настоящем раскрытии, включает получение первого золя диоксида циркония, содержащего кристаллические металлоксидные частицы, имеющие средний размер первичных частиц не более 15 нанометров (в некоторых воплощениях в интервале от 5 нанометров до 15 нанометров), при этом по меньшей мере 70 мольных процентов (в некоторых воплощениях по меньшей мере 75 мол. %, 80 мол. %, 85 мол. %, 90 мол. %, 95 мол. %, 96 мол. %, 97 мол. %, 98 мол. % или даже по меньшей мере 99 мол. %; в интервале 70-99 мол. %, 75-99 мол. %, 80-99 мол. % или даже 85-99 мол. %) кристаллического оксида металла представляет собой ZrO2. Этот золь, необязательно, концентрируют с получением концентрированного золя диоксида циркония.
Сорастворитель, модификаторы поверхности и необязательные мономеры добавляют при перемешивании с получением хорошо диспергированного золя. Также к золю диоксида циркония с радикально полимеризуемой модифицированной поверхностью добавляют радикальный инициатор (например, ультрафиолетовый (УФ) или термический инициатор).
Получаемый в результате золь необязательно продувают газообразным N2 для удаления кислорода. Для образования геля получаемый в результате золь можно преобразовать в гель путем облучения актиническими лучами или нагревания при по меньшей мере одной температуре в течение времени, достаточного для радикальной полимеризации золя диоксида циркония с модифицированной поверхностью, содержащего радикальный инициатор. Как правило, получаемый в результате гель представляет собой высокопрочный, прозрачный гель.
В некоторых воплощениях золи для получения аэрогелей, описываемых в настоящем описании, содержат частицы на основе диоксида циркония, являющиеся поверхностно модифицированными способным к радикальной полимеризации агентом для обработки поверхности/модификатором.
Примеры радикально полимеризуемых модификаторов поверхности включают акриловую кислоту, метакриловую кислоту, бета-карбоксиэтилакрилат и моно-2-(метакрилоксиэтил)сукцинат. Одним из примеров модифицирующих агентов для придания как полярного характера, так и реакционной способности наночастицам, содержащим диоксид циркония, является моно(метакрилоксиполиэтиленгликоль)сукцинат. Примеры полимеризуемых модификаторов поверхности могут представлять собой продукты реакции гидроксилсодержащих полимеризуемых мономеров с циклическим ангидридами, такими как янтарный ангидрид, малеиновый ангидрид и фталевый ангидрид. Примеры полимеризуемых гидроксилсодержащих мономеров включают гидроксиэтилакрилат, гидроксиэтилметакрилат, гидроксипропилакрилат, гидроксипропилметакрилат, гидроксибутилакрилат и гидроксибутилметакрилат. В качестве полимеризуемых гидроксилсодержащих мономеров также можно использовать полиэтиленоксид и полипропиленоксид с функциональными ацилокси- и метакрилоксигруппами. Примеры полимеризуемых силанов включают алкилтриалкоксисиланы, метакрилоксиалкилтриалкоксисиланы или акрилоксиалкилтриалкоксисиланы (например, 3-метакрилоксипропилтриметоксисилан, 3-акрилоксипропилтриметоксисилан и 3-(метакрилокси)пропилтриэтоксисилан; такие как 3-(метакрилокси)пропилметилдиметоксисилан и 3-(акрилоксипропил)метилдиметоксисилан); метакрилоксиалкилдиалкилалкоксисиланы или акрилоксиалкилдиалкилалкоксисиланы (например, 3-(метакрилокси)пропилдиметилэтоксисилан); меркаптоалкилтриалкоксисиланы (например, 3-меркаптопропилтриметоксисилан); арилтриалкоксисиланы (например, стирилэтилтриметоксисилан); винилсиланы (например, винилметилдиацетоксисилан, винилдиметилэтоксисилан, винилметилдиэтоксисилан, винилтриметоксисилан, винилтриэтоксисилан, винилтриацетоксисилан, винилтриизопропоксисилан, винилтриметоксисилан и винил-трис-(2-метоксиэтокси)силан).
Способы добавления агента модификации поверхности к наночастицам, содержащим диоксид циркония, известны из уровня техники. Агент модификации поверхности можно добавлять, например, до или после какого-либо удаления по меньшей мере части карбоновых кислот и/или их анионов из золя, содержащего диоксид циркония. Агент модификации поверхности можно добавлять, например, до или после удаления воды из золя, содержащего диоксид циркония. Органическую матрицу можно добавлять, например, после модификации поверхности или одновременно с модификацией поверхности.
В одном из примеров воплощений, гель образуется путем радикальной полимеризации частиц с модифицированной поверхностью и необязательных мономеров.
Полимеризацию можно инициировать любыми пригодными средствами, как, например, термически, при помощи актинического излучения или УФ-инициаторов. Примеры термических инициаторов включают 2,2'-азо-бис(2-метилбутиронитрил) (доступный, например, под торговым обозначением «VAZO 67» от Е.I. du Pont de Nemours and Company, Вилмингтон, Делавэр, США), азо-бис-изобутиронитрил (доступный, например под торговым обозначением «Vazo 64» от Е.I. du Pont de Nemours and Company), 2,2'-азоди-(2,4-диметилвалеронитрил) (доступный, например, под торговым обозначением «Vazo 52» от Е.I. du Pont de Nemours and Company) и 1,1'-азо-бис(циклогексанкарбонитрил) (доступный, например, под торговым обозначением «Vazo 88» от Е.I. du Pont de Nemours and Company). Также могут быть полезны пероксиды и гидропероксиды (например, бензоилпероксид и лаурилпероксид). На выбор инициатора может влиять, например, выбор растворителя, растворимость и требуемая температура полимеризации. Предпочтительным инициатором является 2,2'-азо-бис(2-метилбутиронитрил), доступный от Е.I. du Pont de Nemours and Company под торговым обозначением «VAZO 67».
Примеры УФ-инициаторов включают 1-гидроксициклогексилбензофенон (доступный, например, под торговым обозначением «IRGACURE 184» от Ciba Specialty Chemicals Corp., Тэрритаун, Нью-Йорк, США), 4-(2-гидроксиэтокси)фенил-(2-гидрокси-2-пропил)кетон (доступный, например, под торговым обозначением «IRGACURE 2529» от Ciba Specialty Chemicals Corp.), 2-гидрокси-2-метилпропиофенон (доступный, например, под торговым обозначением «IRGACURE D111» от Ciba Specialty Chemicals Corp.) и бис(2,4,6-триметилбензоил)фенилфосфиноксид (доступный, например, под торговым обозначением «IRGACURE 819» от Ciba Specialty Chemicals Corp.).
Жидкость или растворитель в геле можно заменить второй жидкостью, например, путем вымачивания геля во второй жидкости в течение времени, достаточного для того, чтобы произошла замена. Например, воду, присутствующую в геле, можно удалить путем вымачивания геля в сухом растворителе (например, в сухом этаноле).
Аэрогели, описываемые в настоящем описании, образуются при удалении растворителя из гелей на основе диоксида циркония, описываемых в настоящем описании, без избыточной усадочной деформации (например, не более приблизительно 10%). Структура геля должна быть достаточно прочной для того, чтобы она выдерживала по меньшей мере некоторую усадочную деформацию и растрескивание в ходе высушивания (удаления растворителя).
Аэрогели можно получать путем высушивания гелей при помощи сверхкритической экстракции. В некоторых воплощениях аэрогели получают путем высушивания гелей в сверхкритических условиях от растворителя, использованного при получении этого геля.
В некоторых воплощениях аэрогелей, описываемых в настоящем описании, кристаллические металлоксидные частицы имеют средний размер первичных частиц в интервале от 2 нм до 50 нм (в некоторых воплощениях - от 5 нм до 50 нм, от 2 нм до 25 нм, от 5 нм до 50 нм, от 5 нм до 25 нм, от 2 нм до 15 нм или даже от 5 нм до 15 нм).
Как правило, аэрогели, описываемые в настоящем описании, имеют содержание органических веществ по меньшей мере 3 весовых процента (в некоторых воплощениях - по меньшей мере 4 вес. %, 5 вес. %, 10 вес. %, 15 вес. % или даже по меньшей мере 20 вес. %) в расчете на общий вес аэрогеля. В некоторых воплощениях аэрогели, описываемые в настоящем описании, имеют содержание органических веществ в интервале 3-30 вес. %, 10-30 вес. % или даже 10-20 вес. % в расчете на общий вес аэрогеля.
Необязательно, аэрогели, описываемые в настоящем описании, содержат по меньшей мере один из оксидов: Y2O3 (например, в интервале 1-15 мол. %, 1-9 мол. %, 1-5 мол. %, 6-9 мол. %, 3,5-4,5 мол. % или даже 7-8 мольных процентов кристаллического оксида металла составляет Y2O3), La2O3 (например, до 5 мольных процентов La2O3), Al2O3 (например, до 0,5 мольного процента Al2O3). Один из примеров аэрогелей содержит в интервале 1-5 мольных процентов кристаллического оксида металла, представляющего собой Y2O3, в интервале 0-2 мольных процента кристаллического оксида металла, представляющего собой La2O3, и в интервале 93-99 мольных процентов кристаллического оксида металла, представляющего собой ZrO2. Другой пример аэрогеля содержит в интервале 6-9 мольных процентов кристаллического оксида металла, представляющего собой Y2O3, в интервале 0-2 мольных процентов кристаллического оксида металла, представляющего собой La2O3, и в интервале 89-94 мольных процента кристаллического оксида металла, представляющего собой ZrO2. В другом примере аэрогеля кристаллический оксид металла содержит в интервале 3,5-4,5 мольного процента Y2O3, в интервале 0-2 мольного процента кристаллического оксида металла, представляющего собой La2O3, и в интервале 93,5-96,5 мольного процента кристаллического оксида металла ZrO2. В другом примере аэрогеля кристаллический оксид металла содержит в интервале 7-8 мольных процентов Y2O3, в интервале 0-2 мольных процента кристаллического оксида металла, представляющего собой La2O3, и в интервале 90-93 мольных процентов ZrO2. Другие необязательные оксиды, которые могут присутствовать в аэрогелях, описываемых в настоящем описании, включают по меньшей мере один из CeO2, Pr2O3, Nd2O3, Pm2O3, Sm2O3, Eu2O3, Gd2O3, Tb2O3, Dy2O3, Ho2O3, Er2O3, Tm2O3, Yb2O3, Fe2O3, MnO2, Co2O3, Cr2O3, NiO, CuO, Bi2O3, Ga2O3 или Lu2O3. Добавки, способные добавлять требуемое окрашивание к получаемым в результате не содержащим трещин изделиям из кристаллического оксида металла, включают по меньшей мере одну из Fe2O3, MnO2, Co2O3, Cr2O3, NiO, CuO, Bi2O3, Ga2O3, Er2O3, Pr2O3, Eu2O3, Dy2O3, Sm2O3 или CeO2. В некоторых воплощениях количество необязательного оксида (оксидов) представляет собой количество в интервале от приблизительно 10 м.д. до приблизительно 20000 м.д. В некоторых воплощениях желательно, чтобы присутствовало достаточное количество оксидов для того, чтобы не содержащие трещин кристаллические металлоксидные изделия имели окраску зуба.
Аэрогели, описываемые в настоящем описании, как правило, содержат объемную процентную долю оксида в интервале 3-20 процентов (в некоторых воплощениях - 3-15%, 3-14% или даже 8-14%). Аэрогели с меньшими объемными процентными долями оксида проявляют тенденцию к тому, чтобы быть слишком хрупкими и растрескиваться в ходе сверхкритической сушки или последующей обработки. Аэрогели с более высоким содержанием оксида проявляют тенденцию к растрескиванию в ходе выжигания органических веществ, так как летучим побочным продуктам труднее выходить из более плотной структуры.
В некоторых воплощениях, аэрогели, описываемые в настоящем описании, имеют удельную площадь поверхности в интервале от 100 м2/г до 300 м2/г (в некоторых воплощениях - от 150 м2/г до 250 м2/г) и размер непрерывного порового канала в интервале от 10 нм до 20 нм. В некоторых воплощениях, структура аэрогелей, описываемых в настоящем описании, представляет собой композит из оксидных частиц размером от 3 нм до 10 нм (в некоторых воплощениях - от 4 нм до 8 нм) и органических веществ, состоящих из ацетатных групп и полимеризованных мономеров. Количество органических веществ, как правило, составляет 10-20 весовых процентов аэрогеля.
Аэрогели, описываемые в настоящем раскрытии, можно получить, например, путем образования первого золя диоксида циркония, содержащего кристаллические металлоксидные частицы, имеющие средний размер первичных частиц до 50 нм (в некоторых воплощениях от 2 нм до 50 нм, от 5 нм до 25 нм, от 2 нм до 15 нм или даже от 5 нм до 15 нм), при этом по меньшей мере 70 мольных процентов (в некоторых воплощениях по меньшей мере 75 мол. %, 80 мол. %, 85 мол. %, 90 мол. %, 95 мол. %, 96 мол. %, 97 мол. %, 98 мол. % или даже по меньшей мере 99 мол. %; в интервале 70-99 мол. %, 75-99 мол. %, 80-99 мол. % или даже 85-99 мол. %) кристаллического оксида металла, представляющего собой ZrO2. Первый золь диоксида циркония затем, необязательно, концентрируют с получением концентрированного золя диоксида циркония. Сорастворитель, модификаторы поверхности и, необязательно, мономеры добавляют при перемешивании с получением хорошо диспергированного золя, при этом сорастворитель не является обязательным.
К золю диоксида циркония с радикально полимеризуемой модифицированной поверхностью добавляют радикальный инициатор (например, ультрафиолетовый (УФ) или термический инициатор). Необязательно получаемый в результате золь продувают газообразным N2 для удаления кислорода. Затем получаемый в результате золь преобразуют в гель путем облучения актиническим излучением или нагревания при по меньшей мере одной температуре в течение времени, достаточного для полимеризации золя диоксида циркония с радикально полимеризуемой модифицированной поверхностью, содержащего радикальный инициатор, с образованием геля. Как правило, получаемый в результате гель представляет собой высокопрочный прозрачный гель. Воду, если она присутствует, затем удаляют из геля путем замены на спирт с получением по меньшей мере частично обезвоженного геля. Затем этот гель преобразуют в аэрогель путем удаления спирта, если он присутствует, из частично обезвоженного геля путем сверхкритической экстракции с получением аэрогеля.
В одном из примеров воплощений, удаление первого жидкого растворителя из, по меньшей мере, частично обезвоженного геля включает замену первого жидкого растворителя вторым жидким растворителем, а затем медленное повышение температуры и давления по меньшей мере частично обезвоженных гелей до получения сверхкритических условий для второго растворителя, в затем - медленный сброс давления до приблизительно 1 бар с получением монолитного аэрогеля.
В некоторых воплощениях, полную замену первого жидкого растворителя на второй растворитель осуществляют в сверхкритических условиях. В некоторых воплощениях, первый жидкий растворитель является смешивающимся со вторым растворителем. Этот способ включает помещение по меньшей мере частично обезвоженного геля в сосуд высокого давления с объемом первого жидкого растворителя, достаточным для полного погружения геля, закачивание второго растворителя в автоклав при температуре выше критической температуры второго растворителя до тех пор, пока не будет достигнуто давление выше критического давления второго растворителя, поддержание сверхкритического давления в сосуде высокого давления в течение времени, достаточного для завершения замены растворителя путем закачивания дополнительного количества второго растворителя в сосуд высокого давления с одновременным отводом смеси первого и второго растворителей в разделительный сосуд, а затем - медленный сброс давления до 1 бар с получением монолитного аэрогеля. Как правило, вторым растворителем является диоксид углерода.
Пористые предварительно спеченные диоксидциркониевые материалы могут иметь размеры в направлениях x, y и z по меньшей мере 5 мм (в некоторых воплощениях по меньшей мере 10 мм, 15 мм, 20 мм или даже 25 мм), и плотность по меньшей мере 30 процентов от теоретической плотности (в некоторых воплощениях по меньшей мере 35%, 40%, 50%, 95%; в интервале от 30% до 95%), и средний размер связанных пор в интервале от 10 нм до 100 нм (в некоторых воплощениях от 10 нм до 60 нм, от 10 нм до 50 нм, от 10 нм до 40 нм или даже от 10 нм до 30 нм), при этом по меньшей мере 70 мольных процентов (в некоторых воплощениях по меньшей мере 75 мол. %, 80 мол. %, 85 мол. %, 90 мол. %, 95 мол. %, 96 мол. %, 97 мол. %, 98 мол. % или даже по меньшей мере 99 мол. %; в интервале 70-99 мол. %, 75-99 мол. %, 80-99 мол. % или даже 85-99 мол. %) оксида металла составляет кристаллический ZrO2, и при этом кристаллический ZrO2 имеет средний размер зерна менее 100 нм (в некоторых воплощениях в интервале от 20 нм до 100 нм, от 30 нм до 100 нм или даже от 30 нм до 70 нм).
Необязательно пористые предварительно спеченные диоксидциркониевые материалы, описываемые в настоящем описании, содержат по меньшей мере один из Y2O3 (например, в интервале 1-15 мол. %, 1-5 мол. %, 6-9 мол. %, 3,5-4,5 мол. % или даже 7-8 мол. %), La2O3 (например, до 5 мол. %), Al2O3 (например, до 0,5 мол. %).
Один из примеров пористых предварительно спеченных диоксидциркониевых материалов содержит Y2O3 в интервале 1-5 мол. %, La2O3 - в интервале 0-2 мол. % и ZrO2 - в интервале 93-99 мол. %.
Другой пример пористого предварительно спеченного диоксидциркониевого материала содержит Y2O3 в интервале 6-9 мол. %, La2O3 - в интервале 0-2 мол. % и ZrO2 - в интервале 89-94 мол. %.
Другой пример пористого предварительно спеченного диоксидциркониевого материала содержит Y2O3 в интервале 3,5-4,5 мол. %, La2O3 - в интервале 0-2 мол. % и ZrO2 в интервале - 93,3-96,5 мол. %.
Другой пример пористого предварительно спеченного диоксидциркониевого материала содержит Y2O3 в интервале 7-8 мол. %, La2O3 - в интервале 0-2 мол. % и ZrO2 - в интервале 90-93 мол. %.
В некоторых воплощениях, пористый предварительно спеченный диоксидциркониевый материал имеет сульфатный эквивалент менее 5 м.д. и/или хлоридный эквивалент менее 5 м.д. Сырье, используемое для получения золя диоксида циркония, часто содержит хлоридные и сульфатные примеси. Несколько тысяч весовых м.д. этих ионов может присутствовать в прокаленном металлоксидном изделии. Эти примеси, если их не удалить, могут улетучиваться при температурах, используемых для спекания, и улавливаться спеченной керамической массой в качестве пор. Хлоридные и сульфатные примеси можно удалить перед спеканием, например, посредством пропитки предварительно спеченной керамической массы раствором аммиака в воде, выдерживания ее в течение ночи, а затем - многократной замены раствора аммиака водой. В ходе этой обработки аммиак реагирует с хлоридными и сульфатными примесями с образованием растворимых солей аммония. Они удаляются путем диффузии в воду. Также можно удалять эти примеси путем регулировки профиля нагрева так, чтобы при термической обработке, используемой для образования предварительно спеченного или прокаленного изделия, происходило достаточное улетучивание.
Пористый предварительно спеченный диоксидциркониевый материал, описываемый в настоящем описании, можно получить способом, включающим нагревание аэрогеля, описываемого в настоящем описании, в течение некоторого времени и по меньшей мере при одной температуре, достаточной для получения пористого предварительно спеченного диоксидциркониевого материала.
Как правило, для удаления органических веществ аэрогель медленно нагревают со скоростями в интервале от 5°C/ч до 20°C/ч до 600°C. Медленный нагрев ниже 600°C, как правило, является необходимым для улетучивания органических веществ без растрескивания керамической массы, например, из-за неоднородной усадочной деформации или внутреннего давления летучих продуктов. Для отслеживания потери в весе и усадочной деформации, происходящих при разных скоростях нагрева, можно использовать термогравиметрический анализ и дилатометрию. Затем скорости нагрева в разных температурных интервалах можно отрегулировать для поддержания медленной и почти постоянной потери в весе и усадочной деформации до тех пор, пока органические вещества не будут удалены. Тщательный контроль удаления органических веществ является критичным для получения керамических масс, не содержащих трещин. После того, как органические вещества будут удалены, температуру можно повышать с большей скоростью (например, от 100°C/ч до 600°C/ч) до температуры в интервале от 800°C до 1100°C и выдерживать эту температуру до 5 ч. При таких температурах прочность материала увеличивается за счет дополнительного спекания, однако открытая пористая структура сохраняется. Если для удаления хлоридных и сульфатных примесей используют ионообменную обработку, температура и время, используемые для нагрева прокаленной керамической массы таковы, что она является достаточно прочной для сопротивления капиллярным силам, связанным с пропиткой раствором аммиака. Как правило, это требует относительной плотности выше 40% от теоретической (предпочтительно выше 45%). Для изделий, подлежащих фрезерованию, слишком высокая температура и/или слишком продолжительное время могут сделать фрезерование затруднительным. В некоторых случаях, может быть удобным проведение выжигания органических веществ отдельно, однако в этом случае может быть необходимо позаботиться о предотвращении абсорбции влаги из атмосферы перед высокотемпературной обработкой. После нагревания вплоть до 600°C аэрогель может быть довольно хрупким, и неоднородная абсорбция влаги может в результате приводить к растрескиванию.
Способ изготовления диоксидциркониевого керамического стоматологического изделия включает этапы
a) получения стоматологической заготовки для фрезерования, содержащей пористый диоксидциркониевый керамический материал;
b) размещения стоматологической заготовки для фрезерования в устройстве для механической обработки;
c) механической обработки пористого диоксидциркониевого керамического материала с получением механически обработанного пористого диоксидциркониевого керамического стоматологического изделия.
Этап механической обработки, как правило, осуществляют фрезерным или шлифовальным устройством или с использованием фрезерного или шлифовального устройства.
Эти устройства являются коммерчески доступными, например, 3М ESPE (LAVA™ Form) или Sirona (CEREC™ inLab CAD/CAM).
Полезные параметры фрезерования включают:
- частоту вращения фрезы: 5000-40000 оборотов/мин;
- скорость подачи: 20-5000 мм/мин;
- диаметр фрезерного резца: 0,8-4 мм.
Способ изготовления диоксидциркониевого керамического стоматологического изделия также может включать этап спекания изделия, полученного путем механической обработки пористой диоксидциркониевой керамической стоматологической заготовки для фрезерования.
Спекание будет приводить в результате к диоксидциркониевому керамическому стоматологическому изделию, иногда также называемому кристаллическое металлоксидное изделие.
Этап обжига, или спекания, если его проводят, следует выполнять в условиях, приводящих в результате к стоматологическому керамическому изделию, имеющему приемлемый цвет, подобный цвету зуба (например, цвет, встраивающийся в гарнитур искусственных зубов Vita™).
Пригодные условия спекания могут характеризоваться одним или несколькими из следующих параметров:
- температура: от приблизительно 900°C до приблизительно 1500°C или от приблизительно 1000°C до приблизительно 1400°C, или от приблизительно 1100°C до приблизительно 1350°C, или от приблизительно 1200°C до приблизительно 1400°C, или от приблизительно 1300°C до приблизительно 1400°C, или от приблизительно 1320°C до приблизительно 1400°C, или от приблизительно 1340°C до приблизительно 1350°C;
- атмосфера: воздух или инертный газ (например, азот, аргон);
- продолжительность: до тех пор, пока не будет достигнута плотность приблизительно 95%, или приблизительно 98%, или приблизительно 99%, или приблизительно 100% от окончательной плотности материала;
- время выдержки: от приблизительно 1 ч до приблизительно 24 ч или от приблизительно 2 ч до приблизительно 12 ч;
- давление: давление окружающей среды.
Печью, пригодной для использования, является коммерчески доступная Lava™ Therm (3М ESPE).
В ходе процесса обжига пористое стоматологическое керамическое изделие спекают до его окончательной формы, в результате чего оно претерпевает изменения в том, что касается геометрического размера, плотности, твердости, прочности на изгиб и/или размера зерна.
Время выдержки (т.е. время, в течение которого изделие выдерживают при заданной температуре), на самом деле, не является критичным. Время выдержки может быть нулевым. Однако время выдержки также может находиться в интервале от приблизительно 0 ч до приблизительно 24 ч или от приблизительно 0,1 ч до приблизительно 5 ч.
Температура обжига и время выдержки (т.е. промежуток времени, в течение которого выдерживают определенную температуру), как правило, коррелируют. Более высокая температура, как правило, требует лишь краткого времени выдержки. Так, время выдержки может длиться от приблизительно 0 ч (например, если температура обжига составляет приблизительно 1550°C) до приблизительно 10 ч (например, если температура обжига составляет приблизительно 1100°C) или от приблизительно 0,1 ч до приблизительно 8 ч.
В общем, условия спекания, или обжига, регулируют таким образом, чтобы спеченное стоматологическое керамическое изделие имело плотность, большую или равную приблизительно 98% в сравнении с теоретически достижимой плотностью.
Диоксидциркониевое керамическое стоматологическое изделие, описываемое в настоящем описании, может иметь геометрические размеры в направлениях x, y и z по меньшей мере 3 мм (в некоторых воплощениях - по меньшей мере, 5 мм, 10 мм, 15 мм, 20 мм или даже 25 мм) и плотность, по меньшей мере, 98,5% (в некоторых воплощениях - 99%, 99,5%, 99,9% или даже 99,99%) от теоретической плотности, при этом, по меньшей мере, 70 мольных процентов кристаллического оксида металла составляет ZrO2, и при этом ZrO2 имеет средний размер зерна менее 400 нанометров (в некоторых воплощениях - менее 300 нанометров, 200 нанометров, 150 нанометров, 100 нанометров или даже менее 80 нанометров).
Необязательно диоксидциркониевое керамическое стоматологическое изделие, описываемое в настоящем описании, может содержать по меньшей мере одно из Y2O3 (например, в интервале 1-15 мол. %, 1-5 мол. %, 6-9 мол. %, 3,5-4,5 мол. % или даже 7-8 мольных процентов кристаллического оксида металла, представляющего собой Y2O3), La2O3 (например, до 5 мольных процентов La2O3), Al2O3 (например, до 0,5 мольного процента Al2O3).
Один из примеров диоксидциркониевых керамических стоматологических изделий содержит в интервале 1-5 мольных процентов кристаллического оксида металла, представляющего собой Y2O3, 0-2 мольных процента кристаллического оксида металла, представляющего собой La2O3, и в интервале 93-97 мольных процентов кристаллического оксида металла, представляющего собой ZrO2. Согласно наблюдениям, этот общий состав приводит к сочетанию высокого значения прочности на изгиб по двум осям и хорошего оптического пропускания.
Другой пример диоксидциркониевого керамического стоматологического изделия содержит в интервале 6-9 мол. % Y2O3, 0-2 мол. % La2O3 и в интервале 89-94 мол. % ZrO2. Согласно наблюдениям, этот общий интервал для состава приводит к сочетанию хорошей прочности на изгиб по двум осям и высокого значения оптического пропускания.
Другой пример диоксидциркониевого керамического стоматологического изделия содержит в интервале 3,5-4,5 мол. % Y2O3, 0-2 мол. % La2O3 и в интервале 93,5-96,5 мол. % ZrO2. Согласно наблюдениям, этот общий интервал для состава приводит к сочетанию особенно высокого значения прочности на изгиб по двум осям и хорошего оптического пропускания.
Другой пример диоксидциркониевого керамического стоматологического изделия содержит в интервале 7-8 мол. % Y2O3, 0-2 мол. % La2O3 и в интервале 90-93 мол. % ZrO2. Согласно наблюдениям, этот общий интервал для состава приводит к сочетанию хорошей прочности на изгиб по двум осям и особенно высокого значения оптического пропускания.
Можно полагать, что составы с меньшим содержанием оксида иттрия являются более желательными там, где требуется высокая прочность и умеренное оптическое пропускание является достаточным. Можно полагать, что составы с большим содержанием оксида иттрия являются более желательными там, где требуется высокое оптическое пропускание и умеренная прочность является достаточной.
В другом аспекте настоящее раскрытие предусматривает способ изготовления диоксидциркониевого керамического стоматологического изделия, причем способ включает нагревание прокаленного металлоксидного изделия, описываемого в настоящем описании, в течение некоторого времени и при по меньшей мере одной температуре, достаточной для получения кристаллического металлоксидного изделия.
Как правило, нагревание проводят при по меньшей мере одной температуре в интервале от 900°C до 1500°C (в некоторых воплощениях от 1000°C до 1400°C, от 1000°C до 1350°C или даже от 1200°C до 1300°C). Как правило, все нагревание при 1000°C или выше проводят в течение менее 24 ч, как правило-, в интервале от приблизительно 2 ч до приблизительно 24 ч. Как правило, все нагревание при 1000°C или выше проводят под давлением менее 1,25 атм. Как правило, скорость нагрева до заданной температуры находится в интервале от 50°C/ч до 600°C/ч. Нагрев можно проводить в традиционных печах, предпочтительно в печах с возможностями программируемого нагрева. Материал, подлежащий нагреву, можно размещать, например, в глиноземном тигле.
В некоторых воплощениях диоксидциркониевого керамического стоматологического изделия весь ZrO2 представляет собой кубический ZrO2. В некоторых воплощениях весь ZrO2 является тетрагональным. В некоторых воплощениях диоксид циркония представляет собой смесь тетрагонального и кубического диоксида циркония. Несмотря на отсутствие желания ограничиваться теорией, основываясь на равновесной фазовой диаграмме для ZrO2 и Y2O3, если содержание Y2O3 находится в интервале 2-8 мольных процентов, а спекание материала осуществляют в интервале от приблизительно 1200°C до приблизительно 1250°C, следует ожидать получения смесей кубической и тетрагональной фаз.
Воплощения с приблизительно 3,5-4,5 мол. % Y2O3 со смесью тетрагональных и некоторым количеством кубических структур демонстрируют исключительное сочетание прочности и оптического пропускания. Средний размер зерна в одном из случаев составляет 156 нм. Если эти материалы выдерживают при температуре спекания в течение длительного времени, размер зерна возрастает до 168 нм и хорошее пропускание материала значительно снижается. Сходным образом, если поднять температуру спекания до приблизительно 1500°C и выдерживать в течение 2 ч, размер зерна возрастает до 444 нм и утрачивается хорошее оптическое пропускание. Оказывается, полезным для хорошего оптического пропускания является поддержание размера зерна в этом составе менее 175 нм.
Воплощения, при которых содержится приблизительно 7-8 мол. % Y2O3 со смесью кубических и некоторым количеством тетрагональных структур, демонстрируют наилучшее пропускание и могут быть особенно полезны при применениях, где допустима менее высокая прочность. Это является неожиданным, так как следовало бы ожидать, что наилучшее пропускание должны были бы демонстрировать составы, полностью состоящие из кубической фазы, поскольку в них не было бы тетрагональной фазы, рассеивающей свет.
Настоящее изобретение также направлено на стоматологическое изделие, получаемое или полученное путем процесса, описываемого в настоящем тексте.
Стоматологическое керамическое изделие может иметь форму коронки, моста, вкладки, накладки, винира, фасетки, колпачка, каркаса коронок и мостов, имплантата, опорной коронки, ортодонтических аппаратов (например, скобок, щечных направляющих трубок, зажимов и пуговиц) и их деталей, и их деталей.
Термообработку при получении спеченного диоксидциркониевого керамического изделия, как правило, осуществляют в следующих условиях:
- температура: от приблизительно 900°C до приблизительно 1500°C, или от приблизительно 1000°C до приблизительно 1400°C, или от приблизительно 1100°C до приблизительно 1350°C, или от приблизительно 1200°C до приблизительно 1400°C, или от приблизительно 1300°C до приблизительно 1400°C, или от приблизительно 1320°C до приблизительно 1400°C, или от приблизительно 1340°C до приблизительно 1350°C;
- атмосфера: воздух или инертный газ (например, азот, аргон);
- давление: давление окружающей среды;
- продолжительность: до тех пор, пока не будет достигнута плотность от приблизительно 95% до приблизительно 100% от окончательной плотности.
Время выдержки (т.е. время, в течение которого изделие выдерживают при заданной температуре), на самом деле, не является критичным. Время выдержки может быть нулевым. Однако время выдержки также может находиться в интервале от приблизительно 0 ч до приблизительно 24 ч или от приблизительно 0,1 ч до приблизительно 5 ч.
Керамическое стоматологическое изделие после этапа спекания обычно может характеризоваться по меньшей мере одним или несколькими из следующих признаков:
- плотность: плотность в полностью спеченном состоянии по меньшей мере приблизительно 98,5% (в некоторых воплощениях 99%, 99,5%, 99,9% или даже 99,99%) от теоретической плотности;
- твердость по Виккерсу: от приблизительно 450 МПа до приблизительно 2200 МПа или от приблизительно 500 МПа до приблизительно 1800 МПа (HV 2);
- фазовое содержание тетрагональной фазы: от приблизительно 1 вес. % до приблизительно 100 вес. % или от приблизительно 10 вес. % до приблизительно 100 вес. %; кубической фазы: от приблизительно 30 вес. % до приблизительно 100 вес. % или от приблизительно 50 вес. % до приблизительно 90 вес. %;
- прочность на изгиб по двум осям: от приблизительно 450 МПа до приблизительно 2200 МПа или от приблизительно 500 МПа до приблизительно 2000 МПа.
Стоматологическое изделие, описываемое в настоящем тексте, как правило, не содержит компоненты или добавки, ставящие под угрозу намеченную цель, подлежащую достижению при помощи настоящего изобретения. Так, в стоматологическом изделии обычно не содержатся компоненты или добавки, добавляемые в количестве, в конечном счете, приводящем к стоматологическому изделию, не окрашенному в цвет зубов. Как правило, изделие характеризуется как не окрашенное в цвет зубов, если ему нельзя присвоить цвет из системы цветовых кодов Vita™, известной специалистам в данной области техники. Кроме того, в стоматологическом изделии обычно также не содержатся компоненты, которые будут уменьшать механическую прочность стоматологического протеза до степени, при которой будет возникать механическое повреждение.
Диоксидциркониевое керамическое стоматологическое изделие обычно не содержит стекло, стеклокерамические материалы, керамические материалы на основе дисиликата лития или их сочетания.
Изготовление диоксидциркониевого материала, описываемого в настоящем тексте, также, как правило, не требует применения этапа горячего изостатического прессования (HIP).
Полные раскрытия патентов, патентных документов и публикаций, процитированных в настоящем описании, полностью включаются посредством ссылки в настоящее описание так, будто каждый из них был включен индивидуально.
Примеры
Нижеследующие примеры даны для иллюстрации настоящего изобретения, описанного в настоящем тексте.
Если не указано иное, все доли и процентные доли приведены в расчете на вес, вся вода представляет собой деионизированную воду, и все значения молекулярного веса представляют собой средневесовой молекулярный вес. Более того, если не указано иное, все эксперименты проводили в условиях окружающей среды (23°C; 1013 мбар).
Материалы, используемые для изготовления стоматологических заготовок для фрезерования


Получение золя ZrO2 (88 мол. %)/Y2O3 (12 мол. %)
Ниже дано полезное описание того, как изготовить золь. Все золи получали, соответственно, путем варьирования содержания используемых компонентов. Составы золей представлены в мольных процентах неорганического оксида.
Гидротермальный реактор изготавливали из 15 метров гладкого трубчатого рукава, оплетенного нержавеющей сталью (внутренний диаметр 0,64 см, толщина стенки 0,17 см; получен под торговым обозначением «DUPONT Т62 CHEMFLUOR PTFE» от Saint-Gobain Performance Plastics, Бивертон, Мичиган, США). Эту трубку погружали в баню с арахисовым маслом, нагретую до требуемой температуры. Вслед за реакторной трубкой использовали змеевик из дополнительных трех метров гладкого трубчатого рукава, оплетенного нержавеющей сталью («DUPONT Т62 CHEMFLUOR PTFE»; внутренний диаметр 0,64 см; толщина стенки 0,17 см), и 3 метра трубы из нержавеющей стали (0,64 см) с диаметром 0,64 см и толщиной стенки 0,089 см, погруженной в баню с ледяной водой для охлаждения материала, а для поддержания давления на выходе 2,76 МПа использовали перепускной клапан обратного давления.
Раствор-предшественник получали путем объединения раствора ацетата циркония (2000 грамм) с водой DI (2205,3 грамма). Ацетат иттрия (237,8 грамма) добавляли при перемешивании до полного растворения. Содержание твердых веществ в получаемых в результате растворах, измеренное гравиметрически (120°C/ч, сушильный шкаф с принудительной подачей воздуха), составляло 22,16 вес. %. Для доведения окончательной концентрации до 19 вес. % добавляли деионизированную воду (718 грамм). Эту процедуру повторяли трижды, чтобы получить в общей сложности 15115 грамм материала-предшественника. Получаемый в результате раствор прокачивали со скоростью 11,48 мл/мин через гидротермальный реактор. Температура составляла 225°C, а среднее время выдержки - 42 минуты. Был получен прозрачный и устойчивый золь диоксида циркония.
В таблице 2 представлено краткое изложение составов и условий способа, используемых для других золей, получаемых аналогично золю C1.
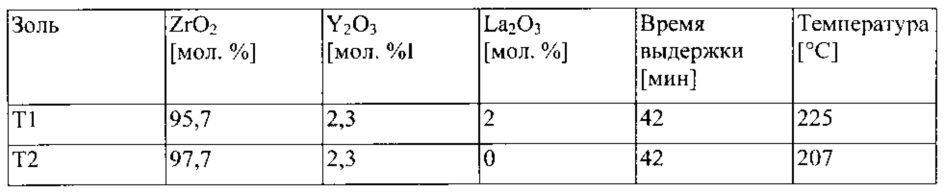

Концентрирование и диафильтрация золей
Получаемые в результате золи концентрировали (20-35 вес. % твердых веществ) сначала путем ультрафильтрации с использованием мембранного патрона (полученного под торговым обозначением «M21S-100-01P» от Spectrum Laboratories Inc., Ранчо Домингез, Калифорния, США), а затем - путем диафильтрации при постоянном объеме с использованием того же самого мембранного патрона. Получаемый в результате золь дополнительно концентрировали путем упаривания на роторном испарителе.
Получение гелей
Гели получали путем объединения золей с целью получения требуемого оксидного состава и регулировки состава по отношению к оксиду, уксусной кислоте и растворителю путем диафильтрации, отгонки или их сочетания. Добавляли акриловую кислоту, HEMA и инициатор, золь помещали в форму и осуществляли термическое отверждение при 50°C в течение 4 ч. Для одного из гелей ниже в Примере G1 приведена типовая процедура. Составы всех гелей приведены в таблице 3 (растворитель состоит из воды и этанола).
Пример G1: 90,46 г образца золя С1 (полученного и подвергнутого диафильтрации и концентрированию так, как это описано выше; 35,34 вес. % оксида и 4,14 вес. % уксусной кислоты) и 256,82 г золя Т1 (полученного и подвергнутого диафильтрации и концентрированию так, как это описано выше; 33,46 вес. % оксида и 2,78 вес. % уксусной кислоты) загружали в колбу RB объемом 1000 мл. Воду (169,38 г) удаляли путем выпаривания на роторном испарителе, что приводило к вязкому, отчасти сухому материалу. В колбу добавляли этанол (82,68 г), акриловую кислоту (11,52 г) и HEMA (5,90 г). Содержимое перемешивали в течение ночи, что в результате привело к текучему прозрачному золю. Добавляли 2,2'-азобис(2-метилбутиронитрил) («VAZO 67») (0,601 г) и перемешали до растворения. Затем содержимое колбы в течение 6 мин продували газообразным N2. Образец (прозрачный и с низкой вязкостью) загружали в цилиндрические контейнеры (диаметром 29 мм). Каждый контейнер имел объем приблизительно 18 мл, и их запаивали с обоих концов (между верхней частью и жидкостью оставляли очень небольшой воздушный зазор). Образцы оставляли примерно на 1 ч, а затем помещали в печь для отверждения (50°C, 4 ч). Это в результате приводило к чистому, прозрачному синему гелю. Гель извлекали из контейнеров и помещали в емкость с широкой горловиной объемом 473 мл (три образца геля на емкость). Емкость заполняли этанолом (275 г, денатурированный). Образец вымачивали в течение 24 ч и затем заменяли этанол свежим этанолом. Образец вымачивали в течение 24 ч и затем заменяли этанол третьей порцией свежего этанола. Образец оставляли вымачиваться до осуществления сверхкритической экстракции. Вышеописанные манипуляции осуществляли, сводя к минимуму количество времени, в течение которого гель находился под воздействием воздуха.
В таблице 3 представлено краткое изложение условий получения гелей, используемых для получения других гелей аналогично Примеру G1.

Процесс экстракции
Гели загружали в сверхкритический экстрактор. Влажные гели на основе ZrO2 по отдельности извлекали из этанольной бани, взвешивали, по отдельности помещали в небольшие холщовые пакеты, а затем кратковременно хранили в другой этанольной бане перед загрузкой в 10-литровый сосуд экстрактора. Для экстракции гелей из Примера G1 в 10-литровый экстрактор лабораторной установки для экстракции сверхкритической текучей средой добавляли приблизительно 3500 мл абсолютного этанола. Холщовые мешки, содержащие влажные гели на основе диоксида циркония, переносили из этанольной бани в 10-литровый экстрактор так, чтобы влажные гели были полностью погружены в жидкий этанол внутри заключенного в кожух сосуда экстрактора, который нагревали и поддерживали при 60°C. После герметизации крышки экстрактора на месте жидкий диоксид углерода прокачивали охлажденным поршневым насосом (заданное значение: -12,5°C) через теплообменник с нагреванием CO2 до 60°C в 10-литровый сосуд экстрактора до достижения внутреннего давления 11,0 МПа. В этих условиях диоксид углерода находится в сверхкритическом состоянии.
После того, как были удовлетворены рабочие условия 11 МПа и 60°C, давление внутри сосуда экстрактора регулировали при помощи игольчатого клапана с PID-управлением путем открывания и закрывания, позволяя выходящему потоку из экстрактора проходить через пористую фритту из нержавеющей стали марки 316L (полученную от Mott Corporation как модель №1100S-5.480 DIA-.062-10-A), а затем через теплообменник для охлаждения выходящего потока до 30°C и, в конечном итоге, в 5-литровый сосуд циклонного сепаратора, поддерживаемый при комнатной температуре и давлении ниже 5,5 МПа, где экстрагированный этанол и CO2 в газовой фазе разделяли и собирали из всего цикла экстракции для рециркуляции и повторного использования. Сверхкритический диоксид углерода (scCO2) непрерывно прокачивали через 10-литровый сосуд экстрактора в течение 7 часов, начиная со времени достижения рабочих условий. После 7-часового цикла экстракции содержимое сосуда экстрактора медленно выпускали в циклонный сепаратор в течение 16 ч при давлении от 11 МПа до атмосферного давления при 60°C перед тем, как крышку открывали и извлекали высушенные холщовые пакеты, содержащие аэрогель. Высушенные аэрогели извлекали из холщовых пакетов и для хранения переносили в стеклянные емкости объемом 237 мл, заполненные папиросной бумагой.
Сухие аэрогели были полупрозрачными с просинью.
Процесс выжигания/удаления связующих
Образцы экстрагированных аэрогелей из вышеописанного Примера G1 извлекали из закрытого контейнера и устанавливали на пластине из оксида алюминия, накрывали цилиндрами из оксида алюминия и обжигали на воздухе в камерной печи («Nabertherm 60 liter») в соответствии со следующей схемой: i - нагрев от 20°C до 220°C со скоростью 18°C/ч; ii - нагрев от 220°C до 244°C со скоростью 1°C/ч; iii - нагрев от 244°C до 400°C со скоростью 6°C/ч; iv - нагрев от 400°C до 900°C со скоростью 60°C/ч; v - выдерживание при 900°C в течение 2 ч и vi - охлаждение от 900°C до 20°C со скоростью 600°C/ч.
После процесса выжигания образцы не содержали трещин. Удаление связующих из всех аэрогелей из Примеров G2-G4 производили аналогично Примеру G1.
Процесс предварительного спекания
Образцы с удаленными связующими из Примеров G1-G4 устанавливали на пластине из оксида алюминия и обжигали на воздухе в камерной печи («Nabertherm» объемом 1 литр) в соответствии со следующей схемой: i - нагрев от 20°C до 900°C со скоростью 10°C/мин; ii - нагрев от 900°C до Tx°C со скоростью 2°C/мин; iii - выдерживание при Tx в течение у часов и iv - охлаждение от Tx°C до 600°C за 1 ч. Этапы предварительного спекания завершали после того, как печь остывала до комнатной температуры. Разные значения температуры Tx и времена выдержки у показаны в таблице 5.
Измерения
Способ измерения изотерм сорбции N2, удельной поверхности по методу БЭТ, объема пор, среднего диаметра связанных пор
Анализ образцов выполняли либо на анализаторе «QUANTACHROME AUTOSORB-1 BET Analyzer» (Quantachrome Instruments, Бойнтон Бич, Флорида, США), либо на приборе «BELSORP-mini» (BEL Japan Inc., Осака, Япония). Образцы взвешивали и дегазировали при 200°C в течение двух дней, а затем подвергали процессу сорбции N2 с соответствующим количеством и распределением точек измерения, например, 55 точек адсорбции и 20 точек десорбции из интервала p/p0 от 1×106 до 1 и обратно до 0,05, что дает полные изотермы. Удельную площадь поверхности S вычисляли по методу БЭТ (подробности, касающиеся вычисления, см. в руководстве «Autosorb-1 Operating Manual Ver. 1.51 IV. Theory and Discussion»; Quantachrome Instruments, Inc.). Общий объем пор Vliq получают исходя из объема пара, адсорбированного при некотором относительном давлении, близком к единице (p/p0, ближайшее к 1) с использованием предположения, что поры затем заполняются жидким адсорбатом (подробности, касающиеся вычисления, см. в руководстве «Autosorb-1 Operating Manual Ver. 1.51 IV. Theory and Discussion»; Quantachrome Instruments, Inc.). Средний диаметр пор (d) вычисляют исходя из площади поверхности (S) и общего объема пор (Vliq): .
Средний размер зерна
В случае надобности средний размер зерна можно определить путем анализа методом пересечения линий. Для измерения размеров зерна использовали микрофотографии FESEM с увеличением в 70000 раз. Для каждого образца использовали три или четыре микрофотографии, сделанные для разных областей спеченной керамической массы. По высоте каждой микрофотографии вычерчивают десять горизонтальных линий, разнесенных с приблизительно равными интервалами. Количества пересечений с границами зерен, наблюдаемые на каждой линии, подсчитывают и используют для вычисления среднего расстояния между пересечениями. Среднее расстояние для каждой линии умножают на 1,56 для определения размера зерна, и это значение усредняют по всем линиям для всех микрофотографий каждого образца.
Размер частиц
Измерения размера частиц осуществляли с использованием измерителя светорассеяния частиц, оснащенного красным лазером, имеющим длину волны света 633 нм (полученного под торговым обозначением «ZETA SIZER - Nano Series, Model ZEN3600» от Malvern Instruments Inc., Уэстборо, Массачусетс, США). Каждый образец анализировали в односантиметровой квадратной полистирольной кювете для образцов. Кювету для образцов заполняли приблизительно 1 граммом деионизированной воды, а затем добавляли несколько капель (приблизительно 0,1 грамма) золя на основе диоксида циркония. Состав (например, образец) в каждой кювете для образцов смешивали путем всасывания состава в чистую пипетку и сброса состава обратно в кювету для образцов несколько раз. Кювету для образцов затем помещали в прибор и уравновешивали при 25°C. Параметры прибора задавали следующим образом: показатель преломления диспергирующей среды - 1,330, вязкость диспергирующей среды - 1,0019 МПа-секунд, показатель преломления материала - 2,10, коэффициент абсорбции материала - 0,10 единицы. Затем запускали процедуру автоматического измерения размера. Для наилучшего измерения размера частиц прибор автоматически регулировал положение лазерного луча и настройки ослабителя.
Измеритель светорассеяния частиц освещал образец лазером и анализировал флуктуации интенсивности света, рассеянного от частиц под углом 173 градуса. Для вычисления размера частиц в приборе использовался метод фотонной корреляционной спектроскопии (PCS). В PCS используется флуктуирующая интенсивность света для измерения броуновского движения частиц в жидкости. Размер частиц затем вычисляют как диаметр сферы, движущейся с измеренной скоростью.
Интенсивность света, рассеиваемого частицей, пропорциональна шестой степени диаметра частицы. Z-средний размер, или кумулятивное среднее, представляет собой среднее значение, вычисленное исходя из распределения интенсивности, и при этом вычисление основано на предположениях о том, что частицы являются мономодальными, монодисперсными и сферическими. Зависимыми функциями, вычисляемыми исходя из флуктуирующей интенсивности света, являются распределение интенсивности и его среднее значение. Среднее значение распределения интенсивности вычисляют на основе предположения о том, что частицы являются сферическими. Как Z-средний размер, так и среднее значение распределения интенсивности являются более чувствительными к частицам большего размера, чем к частицам меньшего размера.
Объемное распределение дает процентную долю общего объема частиц, соответствующую частицам в заданном интервале размеров. Объемный средний размер представляет собой размер частицы, соответствующий среднему значению объемного распределения. Так как объем частицы пропорционален третьей степени диаметра, это распределение менее чувствительно к частицам большего размера, чем Z-средний размер. Поэтому объемное среднее, как правило, будет иметь меньшее значение, чем Z-средний размер.
Плотность
В случае надобности, плотность предварительно спеченного или спеченного материала можно измерить по методу Архимеда. Измерения осуществляли на точных весах (идентифицируемых как «AE 160» от Mettler Instrument Corp., Хайтстаун, Нью-Джерси, США) с использованием набора для определения плотности (идентифицируемого как «ME 33360» от Mettler Instrument Corp.).
Для измерения плотности предварительно спеченного материала образец сначала взвешивали на воздухе (A). Затем образец погружали в воду с использованием вакуума в течение ночи. Погружаемый образец взвешивали на воздухе (B), а затем под водой (C). Вода была дистиллированной и деионизированной. На 250 мл воды добавляли одну каплю смачивающего реагента (полученного под торговым обозначением «TERGITOL-TMN-6» от Dow Chemical Co., Дэнбери, Коннектикут, США). Плотность вычисляли по формуле ρ=(A/(B-C))ρ0, где ρ0 - плотность воды.
Для измерения плотности спеченного материала образец сначала взвешивали на воздухе (A), а затем погружали в воду (B). Вода была дистиллированной и деионизированной. На 250 мл воды добавляли одну каплю смачивающего реагента (полученного под торговым обозначением «TERGITOL-TMN-6» от Dow Chemical Co., Дэнбери, Коннектикут, США). Плотность вычисляли по формуле ρ=(A/(A-B))ρ0, где ρ0 - плотность воды.
Относительную плотность можно вычислить с учетом теоретической плотности (ρt) материала: ρrel=(ρ/ρt)100.
Твердость по Виккерсу
В случае надобности, твердость по Виккерсу можно определить в соответствии со стандартом ISO 843-4 со следующими модификациями. Поверхность образцов шлифовали с использованием шлифовальной бумаги на основе карбида кремния (P400 и P1200). Испытательные усилия регулировали в соответствии с твердостью образцов. Используемые испытательные усилия составляли от 0,2 кг до 2 кг и их применяли в течение 15 с для каждой вдавленности. Для определения средней твердости по Виккерсу проводили измерение, как минимум, с использованием 10 вдавленностей. Испытания можно проводить на установке для испытания твердости Leco M-400-G (Leco Instrumente GmbH).
Прочность на изгиб по двум осям
В случае надобности, прочность на изгиб по двум осям можно определить в соответствии со стандартом ISO 6872 (2008) со следующими модификациями. Образец распиливали на тонкие диски с толщиной 1-2 мм с использованием пилы для сухой или влажной резки. Диаметр образцов должен составлять 12-20 мм. Каждый тонкий диск центрировали на опоре из трех стальных шариков. Диаметр опоры зависел от диаметра образца и он должен был иметь максимальную величину 14 мм и должен был быть по меньшей мере на 1 мм меньше диаметра образца. Диаметр пуансона в соприкосновении с тонким диском составлял 3,6 мм. Пуансон надвигали на тонкий диск со скоростью 0,1 мм в мин. Для определения средней прочности измеряли, как минимум, 6 образцов. Испытания можно проводить на испытательной машине Instron 5566 (Instron Deutschland GmbH).
Испытания
А. Пригодность к механической обработке
Пригодность к фрезерованию стоматологических заготовок для фрезерования определяли следующим образом.
Блоки для фрезерования, характеризующиеся разной твердостью, изготавливали, варьируя условия термообработки в соответствии с вышеописанной процедурой предварительного спекания (например, с изменением температуры от 900°C до 1090°C и времени выдержки - от 0 ч до 2 ч).
Для проведения фрезеровальных испытаний предварительно спеченные блоки для фрезерования приклеивали к середине подходящей фрезеровальной рамки. Заготовки для фрезерования помещали во фрезерное устройство Lava™ (Lava™ CNC 500, 3М Deutschland GmbH; 3М ESPE). Заготовки для фрезерования фрезеровали для получения механически обработанного стоматологического изделия. В некоторых примерах использовали стандартные параметры фрезерования Lava™ CNC 500. В некоторых других примерах угловую скорость фрезы и скорость подачи уменьшали до скорости в 45% от стандартных параметров. Таким образом фрезеровали стоматологические изделия для передних зубов, основы коронок для коренных зубов или монолитные коренные зубы.
Для проведения шлифовальных испытаний предварительно спеченные заготовки для фрезерования приклеивали на держатели образцов Cerec™ и помещали во фрезерное устройство Cerec™ (Inlab MCXL, Sirona GmbH; Бенсхайм, Германия). Монолитный коренной зуб проектировали на программном обеспечении Cerec™ (3.8, Inlab 3D). Зуб фрезеровали из блока со стандартизованными параметрами фрезерования (параметр фрезерования ParadigmC™, бор слева: цилиндрический ступенчатый бор 12, бор справа: цилиндрический заостренный бор 12).
Пригодность к механической обработке заготовок для фрезерования оценивали техники-стоматологи. Разрушение фрезы или плохое качество фрезерования фрезерованных стоматологических изделий в результате приводило к оценке «непригодно для фрезерования».
Для сравнения, также подвергали анализу стоматологические заготовки для фрезерования, изготовленные путем уплотнения порошкового диоксида циркония от Tosoh Comp.
С этой целью, готовый к прессованию порошок Type TZ-3Y SB-E (Tosoh Company, Япония) уплотняли в осевом прессе до целевой плотности 3,2-3,15 г/см3. Затем при температуре Tmax=450°C выполняли выжигание связующих веществ. Этап предварительного спекания выполняли со скоростью нагрева 100 К/ч до необходимых температур и с требуемыми значениями времени выдержки, перечисленными в таблице 5. Размеры блока после этапа предварительного спекания составляли 19,2×18,9×23,9 мм.

Результаты
Твердость по Виккерсу, прочность на изгиб по двум осям и результаты, касающиеся пригодности к механической обработке, показаны в таблице 5 и на Фиг. 1.
Было обнаружено, что стоматологические заготовки, описанные в настоящем тексте, могут быть подвергнуты механической обработке при более высокой твердости по Виккерсу и при более низкой прочности в сравнении с материалом Lava™ Frame Multi (3М ESPE) и стоматологическими заготовками для фрезерования, изготовленными путем уплотнения коммерчески доступного порошка диоксида циркония.
Первый набор экспериментов по шлифованию стоматологических протезов с использованием материала, описанного в настоящем тексте, также показал превосходные результаты.
На Фиг. 1 показана зависимость твердости и прочности на изгиб по двум осям пористого стоматологического керамического материала, описанного в настоящем тексте, и пористого стоматологического керамического материала согласно известному уровню техники.

Н.и.: не измерена (по причине отсутствия образцов для испытания)
B. Анализ фрезерной пыли
Одним из способов визуализации прилипания фрезерной пыли является обработка фрезерованных деталей (например, коронок) ультразвуком в воде.
Для получения коронок изобретательскую и сравнительную стоматологическую заготовку для фрезерования (коммерчески доступный блок для фрезерования Lava™ Plus, 3М Deutschland GmbH, 3М ESPE Dental Division) фрезеровали на фрезерном станке Lava™ CNC 500, управляемом пакетом программного обеспечения Lava™ Design 7.2. В качестве изобретательского образца использовали заготовки для фрезерования из Примера G2, предварительно спеченные при 1020°C с временем выдержки 2 часа.
Фрезерную пыль, образующуюся в ходе фрезерования изобретательского и сравнительного блока для фрезерования на станке Lava™ CNC 500, собирали после фрезерования коронок (как описано выше).
Зависящий от объема гранулометрический состав анализировали с использованием анализатора размера частиц (CILAS 1064, Fa. Quantacrome GmbH&Co KG.). Измерение пыли проводили во влажном режиме под водой. Твердые частицы диспергировали действием ультразвука (60 с). Зависящий от объема гранулометрический состав анализировали в интервале 0,04-500 мкм, разделенном на 100 частей. Результаты показаны при помощи распределения плотности q3. Эти результаты и отличия блока для фрезерования Lava™ Plus (тонкая кривая) в сравнении с изобретательским блоком (толстая кривая) показаны на Фигуре 2.
Показано, что объем частиц менее 1 мкм большей частью приходится на пыль, собранную при фрезеровании материала Lava™ Plus, чем на пыль, собранную при фрезеровании изобретательского материала. Объем частиц с размером менее 1 мкм в материале Lava™ Plus составляет приблизительно 28,5% в отличие от изобретательского материала, где объем частиц с размером менее 1 мкм составляет лишь приблизительно 6,3%.
В случае надобности, отличия по адгезии пыли для пыли, полученной при механической обработке материала изобретательского блока для фрезерования и сравнительного блока для фрезерования, также можно визуализировать следующим образом.
Механически обработанное изделие погружали в 20 мл деминерализованной воды в стеклянном химическом стакане объемом 50 мл и обрабатывали ультразвуком в ультразвуковой бане при комнатной температуре в течение 20 с (устройство Sonorex RK100H, Bandelin comp.). Получаемую в результате мутность воды можно использовать в качестве непосредственного критерия количества прилипшей пыли.
Вышеописанные коронки приводят к следующим результатам. Материал изобретательского блока для фрезерования: по существу, чистая вода (см. фотографию с правой стороны Фиг. 3); материал сравнительного блока для фрезерования: по существу, мутная суспензия (см. фотографию с левой стороны Фиг. 3).
C. Адаптация формы коронки с использованием инструментов для шлифования и фрезерования вручную
В качестве изобретательского образца использовали заготовки для фрезерования из Примера G2, предварительно спеченные при 1020°C при времени выдержки 2 часа. В качестве сравнительно материала использовали заготовку для фрезерования Lava™ Plus (3М ESPE) размером 20 мм.
Фрезерованные стоматологические протезы (полноконтурная коронка переднего зуба, см. Фиг. 4) извлекали из соответствующего блока для фрезерования путем осторожного разрезания соединительных литников конусовидным карбидным бором с удлиненной головкой («Figure 198-Cut40», Horico comp.), закрепленным в наконечнике бормашины («K4», KaVo comp.) при скорости 20000 об./мин (i), что в результате приводит к промежуточным фрезерованным коронкам (см. Фиг. 5). Остальные литники, остающиеся на поверхности коронки впоследствии выравнивали и сглаживали тем же инструментом при той же скорости вращения (ii). Тот же инструмент и такую же скорость вращения использовали с целью корректировки тонких особенностей контура, таких как индивидуальные особенности на крае резца и в пришеечной области (iii), что приводит к коронке с требуемой окончательной, в высокой степени определенной формой (см. Фиг. 6).
При осуществлении этапов (i)-(iii) процесса адаптации вручную с материалом изобретательского блока для фрезерования легко обращаться и регулировать особенности протеза с получением требуемой формы и поверхности.
В ходе доработки вручную материал изобретательских заготовок для фрезерования продемонстрировал сходство по консистенции с пригодным для высекания стеатитом (мыльным камнем), в то время как материал сравнительного блока для фрезерования демонстрировал более мелоподобную консистенцию.
Профилирование вручную при помощи инструмента поверхности стоматологического протеза, полученного из сравнительного блока для фрезерования, было более затруднительным по сравнению с профилированием материала изобретательского блока для фрезерования. Например, было более затруднительно регулировать прилагаемые вручную усилия для получения требуемых особенностей воспроизводимым образом.
Так, даже для неопытных техников-стоматологов легче получать в высокой степени определенные поверхности стоматологических протезов при использовании материала изобретательских заготовок для фрезерования, чем при использовании материала из уровня техники.
Улучшенную пригодность к адаптации материала изобретательских заготовок для фрезерования также можно продемонстрировать при помощи уменьшенной глубины канавок/выемок при формировании выемок в стандартизованных условиях. Для того чтобы количественно оценить различия, был проведен следующий эксперимент.
В качестве сравнительного материала использовали заготовку для фрезерования Lava™ Plus (3М ESPE) размером 20 мм.
Блоки для фрезерования из Примера G4 предварительно спекали при 1025°C в течение 2 часов в соответствии с вышеописанной процедурой предварительного спекания. Блоки для фрезерования распиливали на диски диаметром 17 мм и высотой 1,7 мм. Выемку делали с использованием лезвия бритвы (Martor Type №37/0,1 мм), которое перемещали в течение 15 с по поверхности образцов без дополнительного нажима. Используемое устройство представляло собой устройство для нарезки выемок (EXAKT Apparatebau GmbH, тип 6010, серийный №0012), причем применяемая скорость нарезки выемок представляла собой ступень 1 шкалы скоростей устройства.
Для измерения глубины выемки и радиуса дна выемки использовали лазерный растровый микроскоп (Keyence VK9710). При помощи VK-9710 сканировали поле микроскопа с использованием лазерного луча и оптической системы сканирования по координатам X-Y. Фотодетектор обнаруживал отраженный свет от каждого пиксела в поле зрения. Приведение объективной линзы в движение по оси Z и повторное сканирование позволяло получить интенсивность отраженного света в зависимости от положения на оси Z. При фокусировке на положении пика получали информацию о высоте и определяли интенсивность отраженного света. Каждый пиксел на единичной плоскости (1024×768 пикселов) позволял получать данные об интенсивности отраженного света (интенсивность) на основе положения на оси Z. Интенсивность отраженного света в положении на оси Z и его цветовую информацию получали и объединяли с получением трехмерных данных.
Сканирование образцов проводили со следующими параметрами: 50-кратное оптическое увеличение, качество - «высшее», режим - «профиль поверхности» и шаг по оси Z - 0,5 мкм. Измерительные линии выравнивали перпендикулярно выемке. Эти измерительные линии отображали профиль выемки. Глубину выемки измеряли, помечая две точки, указывающие уровень поверхности образца и самый глубокий уровень выемки на профиле выемки (методика разбиения на секторы). Радиус дна выемки определяли посредством вписывания окружности в вышеупомянутый профиль выемки (3-точечная методика). Глубина выемки и радиус дна выемки определяли трижды для каждого образца. Измерения повторяли трижды в разных местоположениях выемки. Результаты представлены в таблице 6.

Реферат
Группа изобретений относится к области изготовления стоматологических изделий. Предлагается стоматологическая заготовка для фрезерования, содержащая предварительно спеченный пористый диоксидциркониевый материал, причем предварительно спеченный пористый диоксидциркониевый материал имеет твердость по Виккерсу от 25 до 150 и характеризуется изотермой типа IV адсорбции и/или десорбции Nв соответствии с классификацией Международного союза теоретической и прикладной химии (IUPAC). При этом стоматологическая заготовка для фрезерования содержит средства для ее обратимого прикрепления к устройству для механической обработки. Также предлагаются способ изготовления диоксидциркониевого стоматологического изделия, содержащий этапы получения вышеуказанной стоматологической заготовки для фрезерования, содержащей пористый предварительно спеченный диоксидциркониевый материал, размещения стоматологической заготовки для фрезерования в устройстве для механической обработки и механической обработки пористого диоксидциркониевого материала, и стоматологическое изделие, полученное посредством этого способа. Использование группы изобретений обеспечивает стоматологическую заготовку, материал которой имеет достаточную прочность при механической обработке, соответствующую прочность при индивидуализации вручную, а также пониженный износ инструментов для механической обработки и/или уменьшение образования пыли в результате механической обработки такой заготовки. 3 н. и 11 з.п. ф-лы, 6 ил., 6 табл., 4 пр.
Комментарии