Способ изготовления зубной реставрации - RU2709555C1
Код документа: RU2709555C1
Чертежи











Описание
Изобретение относится к способу изготовления зубной реставрации из заготовки, имеющей области или слои керамического материала из различных композиций.
В патенте США US 8936848 B2 раскрывается заготовку из диоксида циркония, которая используется для выполнения зубных протезов и состоит из ряда слоев различных химических композиций. Отдельные слои, таким образом, имеют различное процентное содержание оксида иттрия. Для изготовления зубных протезов используются процедуры CAD-(Компьютеризированного проектирования)/CAM (Компьютеризированного производства). Выполняется выбор из нескольких форм зубов для соответствия культе зуба, который необходимо снабдить зубным протезом согласно способу наилучшего соответствия. Цифровые данные для выбранного зуба затем загружаются во фрезерный станок с числовым программным управлением для изготовления зубного протеза из заготовки.
Масса диоксида циркония демонстрирует уменьшение или увеличение хроматичности вдоль прямой линии в цветовом пространстве L*a*b* (US 2014/0328746 A1).
Заготовка диоксида циркония для создания зубных изделий согласно WO 2014/062375 A1 имеет по меньшей мере два участка материала, которые имеют различные соотношения тетрагональной и кубической кристаллических фаз, при этом в одном из участков указанное соотношение больше 1, а в другом участке указанное соотношение меньше 1.
EP 2 371 344 A1 относится к керамической массе, обогащенной стабилизирующим веществом от поверхности на требуемую глубину.
Диоксид циркония используется в качестве керамического материала для изготовления зубных реставраций. Каркас может фрезероваться, например, из заготовки диоксида циркония и может затем подвергаться обжигу. На следующих этапах обработки на каркас вручную накладывается облицовочный слой, при этом по меньшей мере один резцовый материал накладывается вручную и наплавляется. Все эти этапы процесса требуют много времени и, кроме того, не гарантируют, что зубная реставрация будет удовлетворять требованиям.
Цель настоящего изобретения состоит в разработке способа вышеупомянутого типа, таким образом, чтобы зубная реставрация была доступна без трудоемкой последующей обработки, удовлетворяла эстетическим требованиям и, кроме того, обладала высокой прочностью, особенно в участках, испытывающих большие нагрузки.
Для достижения этой цели предлагается способ изготовления зубной реставрации из заготовки, которая имеет участки или слои керамических материалов из различных композиций, способ содержит этапы, на которых:
a) загружают первый слой первого керамического материала в сыпучем состоянии в форму,
b1) структурируют первый слой так, что первый слой, при рассмотрении по поверхности, различается от участка к участку по высоте, а затем в качестве второго слоя загружают в форму второй керамический материал в сыпучем состоянии, имеющий композицию, отличную от композиции первого слоя, или
b2) после загрузки первого слоя (414) загружают в форму дополнительный слой (427) дополнительного керамического материала в сыпучем состоянии, который отличается от первого керамического материала, смешивают материал первого слоя с материалом дополнительного слоя с образованием промежуточного слоя (428), и затем загружают второй керамический материал в форму, или
b3) после загрузки первого слоя формируют по меньшей мере одну первую открытую полость (318) в первом слое и затем загружают второй керамический материал в указанную по меньшей мере одну первую открытую полость,
при этом указанные керамические материалы содержат диоксид циркония с добавлением оксида иттрия (Y2O3), оксида кальция (CaO), оксида магния (MgO) и/или оксида церия (CeO2), при этом материал первого слоя (14) отличается от материала второго слоя (24) по цвету и соотношениям стабилизированных кристаллических форм, имеющихся при комнатной температуре,
c) прессуют керамические материалы с образованием заготовки,
d) удаляют заготовку из формы,
e) проводят температурную обработку заготовки,
при этом согласно способу на этапах a)+b1), или a)+b2) или a)+b3) керамические материалы загружаются в форму и/или подвергаются обработке в форме так, что слои и/или участки после температурной обработки демонстрируют заданный порядок следования, доступный в виде набора числовых данных,
f) виртуально конструируют зубную реставрацию или форму, которая соответствует зубной реставрации с учетом усадки,
g) виртуально изображают заготовку, размещают указанную виртуально изображенную зубную реставрацию или указанную форму в заготовке, принимая во внимание свойства материала слоев и/или участков,
h) определяют данные для заготовки, которые соответствуют положению виртуально размещенной зубной реставрации или формы в заготовке,
i) переносят данные на станок для получения зубной реставрации или формы из заготовки.
Согласно изобретению, реставрация, подлежащая машинной обработке, в частности, фрезерованию и/или шлифовке, размещается в предварительно подвергнутой обжигу заготовке, имеющей слои или участки с различными свойствами материала, в частности, различную прозрачность и прочность, так что зубной протез, также называемый зубной реставрацией, изготавливается оптимально удовлетворяющим требованиям, в частности, в отношении прозрачности и прочности. Если зубной протез изготавливается из предварительно подвергнутой обжигу заготовки, то усадка, имеющая место во время заключительного обжига, учитывается при оконтуривании, то есть во время оконтуривания зубного протеза. Естественно, имеется возможность выполнить окончательный обжиг заготовки после этапа d) процесса, соответствующий фактор усадки учитывать так что не требуется.
Согласно изобретению, характеристики материала, например, оптические и механические характеристики заготовки, и профиль слоев или участков различных композиций, присутствующих в заготовке, которые обеспечивают желательные характеристики, например, прозрачность и прочность, хранятся в базе данных, так что заготовка может быть визуализирована, например, на мониторе. В этом виртуальном изображении заготовки трехмерные заготовки зубного протеза, смоделированные, например, с помощью CAD-программного обеспечения для стоматологии, размещаются, например, так, что резцовые и дентинные участки располагаются в указанной заготовке так, что режущий край или его часть располагается в участке заготовки, в котором заготовка имеет требуемый цветовой профиль и/или прозрачность. Дентинный участок затем может размещаться в соседнем участке, где материал заготовки имеет требуемую прочность.
Идея изобретения состоит в том, что не требуется обязательно наносить облицовочный слой вручную, хотя это и возможно, а также выполнять обжиг глазури. В то же время это позволяет обеспечить высокую прочность реставрации в участках, подверженных большим нагрузкам.
В частности, изобретение предусматривает, что, после загрузки первого слоя первого керамического материала в форму, слой структурируется на своей поверхности так, что при рассмотрении вдоль его поверхности он изменяется по высоте от участка к участку, то есть не имеет постоянную высоту загрузки, а затем в форму загружается второй слой, отличающийся от первого слоя композицией керамического материала.
Альтернативно, существует возможность, что после загрузки первого слоя в форму загружают промежуточный слой керамического материала, который отличается от первого слоя, что материал первого слоя смешивается с материалом промежуточного слоя и что затем в форму загружают второй слой. В частности, обеспечивается, что до высоты, равной приблизительно двойной высоте промежуточного слоя, от свободной поверхности первого слоя материал промежуточного слоя смешивается с материалом первого слоя. Кроме того, обеспечивается, в частности, что материал промежуточного слоя является таким же, что и материал второго слоя.
Согласно первому альтернативному варианту изобретения, первый слой сыпучего материала загружается в форму. Это может быть, например, окрашенный под цвет зубов гранулят диоксида циркония, который имеет насыпную плотность, например, 1-1,4 г/см3, в частности, в диапазоне 1,15-1,35 г/см3. После заполнения гранулами, которые могут иметь размер частиц D50 40-70 мкм, поверхность разравнивает с последующим образованием структуры так, что создаются возвышения и впадины, которые, в частности, параллельны друг другу, предпочтительно проходят концентрически или параллельно друг другу. С этой целью обеспечивается, в частности, что структура образуется посредством элемента, который перемещается и, в частности, поворачивается относительно первого слоя, который, в частности, формирует структуру поверхностного участка первого слоя посредством волнообразного, гребнеобразного или пилообразного разреза. Это представляет собой виртуальный грабление поверхности с образованием структуры, а именно, чередующихся возвышений и впадин.
В частности, обеспечивается, что структура образуется так, что объем возвышений равен, или приблизительно равен объему углублений или впадин.
Предпочтительно, пилообразный элемент имеет V-образные зубцы, которые образованы симметрично и стороны которых образуют угол 15°-45°. Расстояние между соседними зубцами, то есть расстояние между вершинами, составляет 1-4 мм, предпочтительно 1-3 мм.
Затем в форму загружают сыпучий второй керамический материал, который в первую очередь заполняет углубления структуры, образованные впадинами, так чтобы в результате имеет квазинепрерывное возрастание доли второго слоя в зависимости от высоты возвышений. После выравнивания поверхности слои спрессовываются, достигая плотности приблизительно 3 г/см3. Затем выполняется предварительный обжиг при температуре 700-1100°C, в частности, в диапазоне 800-1000°C, в течение, например, 100-150 минут. Изготовленная таким способом заготовка затем обрабатывается для получения, например, требуемой зубной реставрации посредством фрезерования и/или шлифования, которая затем обжигается до получения окончательной плотности, которая для диоксида циркония, например, составляет 6,00-6,1 г/см3, в частности, 6,04-6,09 г/см3.
Окончательный обжиг выполняется, например, в течение 10-250 минут при температуре 1300-1600°C. Окончательный обжиг может также выполняться при несколько более высокой температуре. Если обжиг выполняется при температуре, например, на 100°C выше температуры, установленной производителем исходного материала, то это называется добавочный обжиг, при этом время обжига будет таким же, как и для окончательного обжига.
В частности, окончательный обжиг выполняется в диапазоне 1350-1550°C с достигаемой плотностью 6,03-6,1 г/см3, в частности, 6,04-6,09 г/см3.
Проникновение слоев приводит к той выгоде, что могут быть достигнуты различные физические и оптические свойства по высоте заготовки. Таким образом, как только первый слой окрашен до требуемой степени, окрашенный под цвет зубов краевой участок может быть получен после окончательного обжига, причем интенсивность окраски зубов постоянно уменьшается и, в то же время прозрачность увеличивается требуемым образом в переходном участке, образованном проникновение первого и второго слоев материала. Затем из заготовки изготавливается зубная реставрация, в частности, посредством фрезерования, с учетом профиля слоя, при этом зубная реставрация "укладывается" в заготовке так, что материал для режущего края зуба располагается в области второго слоя.
Независимо от этого обеспечивает непрерывный переход между слоями обеспечивается на основе идеи изобретения, то есть цвет постоянно ослабевает или усиливается, и/или прозрачность непрерывно уменьшается или увеличивается. Кроме того, прочность на изгиб может регулироваться так, что участок зубной реставрации, который подвергается интенсивной нагрузке, имеет более высокую прочность на изгиб, чем участки, не подверженные такой большой нагрузке. В данном случае нет резкого перехода, а создается упомянутый непрерывный, то есть квазинепрерывный, переход по высоте зубной реставрации, каковая возможность не известна из уровня техники - поскольку каждый из слоев различных композиций располагается один над другим, что приводит к ступенчатому изменению, или изменение свойств материала начинается имеет место исключительно от наружной поверхности, то есть по всей зубной реставрации, и не по ее высоте.
Предпочтительно, предлагается смешивать слои материалов посредством поворота элемента, в частности, вокруг оси, проходящей вдоль продольной оси формы, для получения волнообразной или пилообразной структуры посредством смещения материала с поверхности первого слоя. Существует также возможностью образования структуры с помощью прессующего элемента, также называемого штампом, который действует на первый слой в направлении поверхности и который имеет, в частности, возвышения, проходящие в его поверхности, и углубления, проходящие между ними, так что негативная форма элемента отпечатывается в поверхности первого слоя. Затем, как объяснено выше, загружается керамический материал второго слоя и затем разглаживается исключительно для спрессовывания слоев вместе с последующим предварительным обжигом прессуемого изделия.
Используемый керамический материал представляет собой, в частности, материал, содержащий диоксид циркония с добавлением оксида иттрия (Y2O3), оксида кальция (CaO), оксида магния (MgO) и/или оксида церия (CeO2), но, в частности, с оксидом иттрия, при этом материал первого слоя отличается от второго слоя по показателям цвета и/или формы кристаллов, стабилизированных при комнатной температуре.
Кроме того, изобретение обеспечивает материал первого и/или второго слоя, подкрашенный с помощью по меньшей мере одного подкрашивающего оксида из элементов из группы Pr, Er, Fe, Co, Ni, Ti, V, Cr, Cu, Mn, Tb, предпочтительно Fe2O3, Er2O3 или Co3O4.
Изобретение также отличается тем, что указанные первый и второй слой проникают друг в друга в перекрывающих участках по высоте H, которая составляет от 1/15 до четверти, в частности 1/10-1/5, общей высоты первого и второго слоев.
Первый слой должен иметь высоту в неструктурированном состоянии, соответствующую приблизительно 1/2-2/3 суммы первого и второго слоев.
Для того, чтобы первый слой имел высокую прочность, а второй слой имел требуемую степень прозрачности, изобретение в дальнейшем развитии обеспечивает процентное содержание оксида иттрия в первом слой, равное 4,5-7,0 весовых %, и/или процентное содержание во втором слое, равное 7,0-9,5 весовых %, при этом процентное содержание оксида иттрия в первом слое меньше, чем во втором слое.
Кроме того, после предварительного обжига соотношение тетрагональной фазы к кубической фазе диоксида циркония должна составлять ≥ 1 в первом слое, а также во втором слое.
В частности, диоксид циркония имеет по меньшей мере 95% тетрагональной кристаллической формы в первом слое. Во втором слое, тетрагональная кристаллическая фаза составит 51-80%. Остальное должно быть образовано, в частности, кубической кристаллической фазой.
Базовый материал для первого и второго слоев предпочтительно имеет следующую композицию в процентное содержание по весу:
HfO2<3,0
Al2O3<0,3
Технически неизбежные компоненты ≤ 0,2 (например, SiO2, Fe2O3, Na2O)
Для первого слоя: Y2O3 4,5-7,0
Для второго слоя: Y2O3 7,0-9,5
Окрашивающие оксиды: 0-1,5
ZrO2=100 - (Y2O3+Al2O3+HfO2+неизбежные компоненты+окрашивающие оксиды)
Изобретение характеризуется, помимо прочего, следующими признаками. Во-первых, первый окрашенный под цвет зубов керамический материал, состоящий главным образом из диоксида циркония, загружается в форму. Высота загрузки соответствует приблизительно 1/2-2/3 высоты заготовки перед прессованием.
Затем поверхность структурируется посредством специально структурированного элемента или штампа, при этом может быть образована структура, имеющая непрерывный переход свойств от первого материала ко второму материалу. Кроме того, геометрия поверхности первого слоя может соответствовать коэффициентам диффузии слоев материалов.
Предпочтительно, используется поворотный элемент, который опускается в форму, в которой располагается первый слой, и затем погружается в первый слой до требуемой степени. Поверхность избирательно структурируется посредством поворота элемента, который структурирован со стороны, обращенной к слою, как волнообразный или гребнеподобный элемент. Альтернативно, поверхность может структурироваться посредством плунжера для выпрессовки, имеющего подходящую геометрию.
Затем, форма заполняется вторым, в частности, неокрашенным керамическим материалом, который должен иметь более высокую прозрачность и также более высокое содержание Y2O3. Затем происходит обычное спрессовывание керамических материалов и предварительный обжиг.
Также не является отступлением от изобретения, если далее, после введения первого слоя, в форму загружается материал для образования промежуточного слоя, который предпочтительно окрашен для придания цвета зубу и представляет собой главным образом диоксид циркония. Этот материал должен быть менее окрашенным, чем первый материал, и также должен состоять в основном из диоксида циркония, при этом содержание оксида иттрия более высокое, чем в первом слое. Промежуточный слой может, например, иметь высоту, составляющую 1/10-1/5 общей высоты слоев, подлежащих загрузке в форму. Материал промежуточного слоя затем смешивается с первым слоем. В этом случае смешивание происходит с помощью элемента, который по меньшей мере проникает в первый слой на глубину, соответствующую высоте промежуточного слоя. Затем в форму загружается слой, соответствующий ранее описанному второму слою, который обеспечивает более высокую прозрачность и должен иметь более высокое содержание оксида иттрия, чем первый слой. Как объяснено выше, затем указанные керамические материалы прессуются с образованием заготовки, которая подвергается предварительному обжигу для получения, в частности, зубной реставрации посредством фрезерования. Дополнительный этап обработки представляет собой окончательный обжиг. Материал промежуточного слоя должен быть таким же, что и у второго слоя.
Альтернативно, существует возможность, что слой первого керамического материала загружается в форму, в слое образуется первая открытая полость, второй керамический материал загружается в первую открытую полость, и указанные материалы спрессовываются вместе и затем подвергаются термической обработке.
Согласно изобретению, сначала в форму загружается слой сыпучего материала. Этот материал может, например, представлять собой неокрашенный гранулированный диоксид циркония, имеющий объемную плотность 1-1,4 г/см3, в частности, 1,15-1,35 г/см3. После загрузки гранулированного материала, который может иметь размер частиц D50 40-70 мкм, формируется открытое полое пространство, например, с использованием плунжера для выпрессовки. Это выполняется, например, посредством смещения частей первого керамического материала или посредством небольшого их уплотнения. Затем второй керамический материал загружается в образованную таким образом углубление или полость, которая, в частности, имеет по существу коническую форму, если из заготовки должна изготавливаться коронка или частичная коронка, которая должна геометрически соответствовать форме зубной культи или зубного абатмента, и материалы спрессовываются вместе.
Также возможно сформировать вторую открытую полость во втором керамическом материале, который заполняет первую открытую полость. Этот этап может сопровождаться одновременным спрессовыванием всех материалов.
Сжатие предпочтительно выполняется при давлении, составляющем предпочтительно 1000-2000 бар. Таким образом, достигается плотность в диапазоне приблизительно 3 г/см3. Затем выполняются удаление связующего и предварительный обжиг при температуре 700-1100°C, в частности, в диапазоне 800-1000°C, в течении 100-150 минут.
Удаление связующего и предварительный обжиг следует выполнять таким образом, чтобы получить прочность на растяжение 10-60 МПа, в частности, 10-40 МПа, при измерении согласно DIN ISO 6872.
Если вторая открытая полость образуется во втором керамическом материале, и в нее загружается третий керамический материал, то его композиция должна отличаться от композиции второго керамического материала, в частности, она должна иметь более низкую прозрачность и/или более высокую прочность на изгиб, чем у второго или первого материала.
Изобретение в частности обеспечивает образование нескольких первых открытых полостей в слое первого керамического материала и загрузку в них второго керамического материала. Это приводит к множеству отдельных секций заготовки, так называемых гнезд, так чтобы некоторое число зубных реставраций можно было получить путем механической обработки из секций соответствующей заготовки посредством фрезерования и/или шлифовки после предварительного обжига. Таким образом, возможно отличие размеров секций заготовки друг от друга для обеспечения возможности изготовления реставраций различных геометрических форм, которые могут также различаться по геометрическому расположению соответствующих участков материала на корневой стороне и/или дентинной стороне. Таким образом, существует возможность получения зубов различных форм из одной заготовки согласно числу гнезд/секций заготовки и их геометрической форме. Как уже объяснялось, дентинные основы образуются из вторых участков, а режущие края образуются из первого участка.
В частности, изобретение обеспечивает коэффициент теплового расширения второго керамического материала, равный 0,2-0,8 мкм/м*K, более высокий, чем коэффициент теплового расширения первого керамического материала. В результате различия коэффициентов теплового расширения материалов в первом керамическом материале, то есть в резцовом материале, в реставрации, изготовленной из заготовки, например, зуба, создается напряжение сжатия, что ведет к увеличению прочности.
Кроме того, возможно окрасить керамические материалы до требуемой степени, в частности, так, чтобы резцовый материал использовался для первого участка, являющегося более прозрачным и менее окрашенным по сравнению со вторым керамическим материалом.
Если зубную реставрацию или другой формованный элемент предпочтительно получают из заранее обожженной заготовки посредством механической обработки, то, естественно, также возможно, чтобы заготовка была изначально полностью обожжена с последующим получением формованного элемента, в частности, посредством фрезерования или шлифования.
Независимо от того, когда полностью обжигается заготовка, изобретение, в частности, обеспечивает выполнение обжига в течение 10-250 минут в диапазоне температур 1300°-1600°C. Обжиг может также выполняться при несколько более высокой температуре.
Если полный обжиг выполняется при более высокой температуре, которая, например, на 100°C выше температуры, указанной производителем исходного материала, в течение промежутка времени, рекомендованного производителем, то это называется дополнительный обжиг.
Настоящие значения применяются, в частности, если исходный материал по существу содержит диоксид циркония, в частности, более 80 весовых %.
К диоксиду циркония, в частности, легирован оксидом иттрия, но также он может быть легирован оксидом кальция, оксидом магния и/или оксидом церия.
Если керамический материал окрашен, то используется по меньшей мере один придающий окраску оксид из группы Pr, Er, Fe, Co, Ni, Ti, V Cr, Cu, Mn, Tb, предпочтительно Fe2O3, Er2O3 или Co3O4.
Изобретение, следовательно, отличается тем, что используемые керамические материалы представляют собой керамические материалы, которые содержат диоксид циркония с добавлением оксида иттрия (Y2O3), оксида кальция (CaO), оксида магния (MgO) и/или оксида церия (CeO2), но в особенности оксида иттрия, причем первый керамический материал отличается от второго керамического материала по цвету и/или форме кристаллов, стабилизированных при комнатной температуре.
Кроме того, изобретение обеспечивает, что используемые первый и/или второй керамический материал таковы, что процентное содержание оксида иттрия во втором материале составляет 4,5-7,0 весовых % и/или указанное процентное содержание в первом материале составляет 7,0-9,5 весовых %, при этом процентное содержание оксида иттрия в первом керамическом материале выше, чем во втором материале.
Материалы первого участка, а также второго участка должны выбираться так, чтобы отношение тетрагональной кристаллической фазы к кубической кристаллической фазе диоксида циркония обоих участков после предварительного обжига составляло бы ≥ 1.
Исходный материал для первого и второго керамических материалов предпочтительно имеет следующую композицию в процентном содержании по весу:
HfO2<3,0
Al2O3<0,3
Технически неизбежные компоненты ≤ 0,2 (например, SiO2, Fe2O3, Na2O)
Для первого слоя: Y2O3 7,0-9,5
Для второго слоя: Y2O3 4,5-7,0
Придающие окраску оксиды: 0-1,5
ZrO2=100 - (Y2O3+Al2O3+HfO2+неизбежные компоненты+придающие окраску оксиды)
Существует возможность дополнительного добавления связующих веществ. Это не учитывается в вышеприведенной спецификации процентного содержания по весу.
Идеи изобретения дают после окончательного обжига монолитную зубную реставрацию, на которую не требуется наносить облицовочный слой, но если это происходит, это не является отступлением от изобретения.
Дополнительные подробности, преимущества и характеристики изобретения вытекают не только из формулы и ее признаков, самих по себе и/или в сочетании, но также из нижеприведенного описания предпочтительных примерных вариантов осуществления, представленных на чертежах.
Чертежи:
Фиг. 1a-c) Схематическое изображение блока для выполнения этапов способа,
Фиг. 2 Более подробное изображение фиг. 1b),
Фиг. 3 Заготовка с участками материала с различными характеристиками,
Фиг. 4 Дополнительная заготовка, имеющая участки материала с различными характеристиками,
Фиг. 5 Вид сверху заготовки с некоторым количеством участков материала с различными характеристиками,
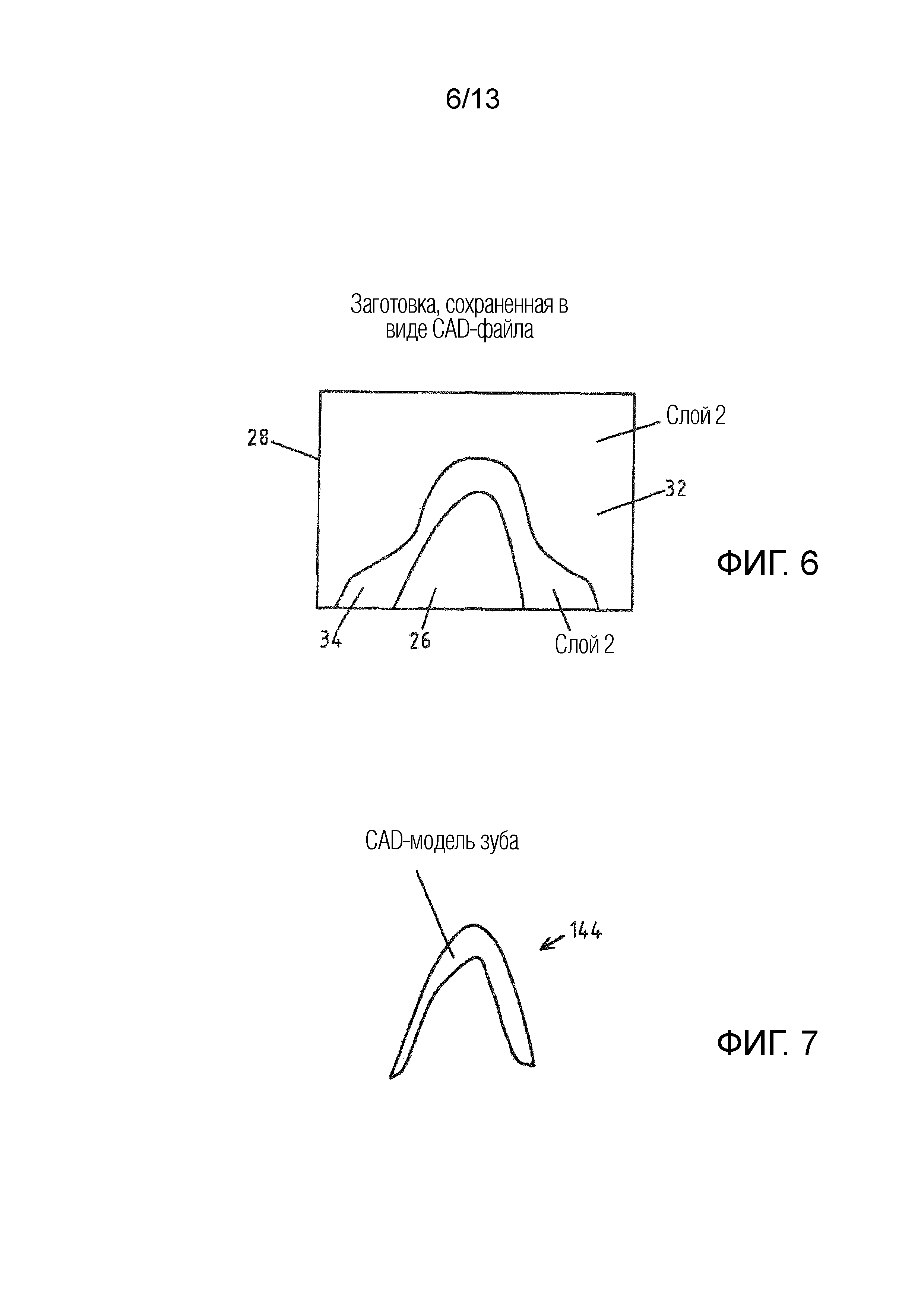
Фиг. 6 Заготовка, соответствующая фиг. 4,
Фиг. 7 Зубной протез, полученный из заготовки согласно фиг. 6,
Фиг. 8 Виртуальная модель заготовки согласно фиг. 6, вместе с виртуальной моделью, соответствующей зубному протезу согласно фиг. 7,
Фиг. 9 Альтернативное изображение к фиг. 8,
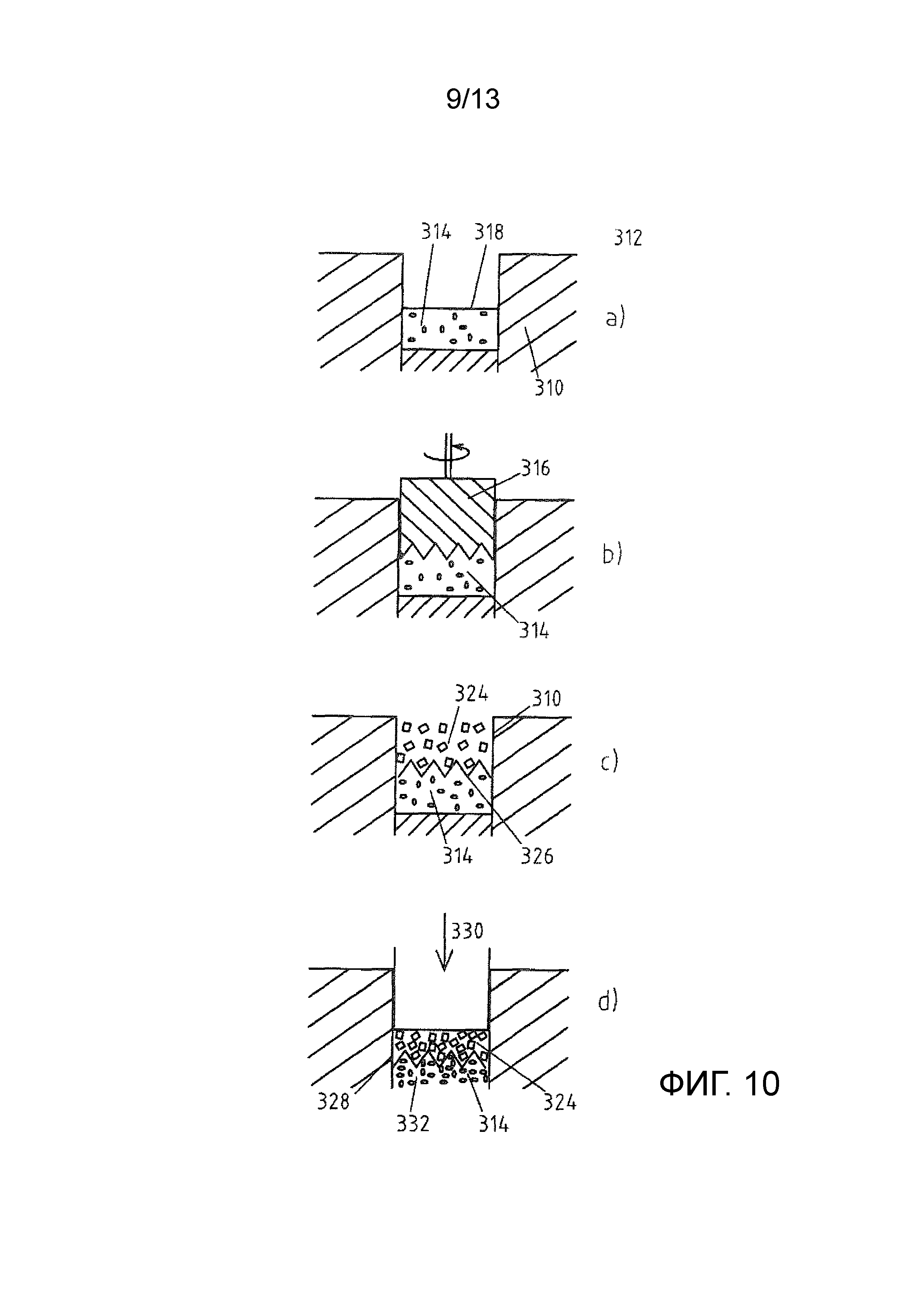
Фиг. 10 Схематическое изображение блока и этапы способа, которые могут с ним выполняться,
Фиг. 11 Подробное изображение фиг. 10 b),
Фиг. 12 Схематическое изображение для представления характеристик заготовки,
Фиг. 13 Схематическое изображение мостовидного протеза, подлежащего изготовлению из заготовки согласно фиг. 12, и
Фиг. 14 Схематическое изображение альтернативного способа.
Идея изобретения описана посредством ссылки на чертежи, на которых одинаковые элементы снабжены преимущественно одинаковыми символами ссылочных позиций. На основе этой идеи, в частности, изготавливаются зубные реставрации из керамического материала, имеющего монолитную структуру, так что возможно непосредственно подлежащий использованию монолитный зубной протез.
Для этой цели изобретение обеспечивает изготовление заготовки, имеющей участки керамических материалов с разными композициями и, таким образом, с разными характеристиками, посредством которых, в частности, можно получить оптические и механические свойства, требующиеся для реставрации. Таким образом, предлагается возможность использовать монолитно изготовленный зубной протез непосредственно после окончательного обжига без необходимости, например, нанесения резцового края вручную и обжига.
Также возможно достижение требуемых значений прочности на участках, в которых имеются большие нагрузки. Также достижимы требуемые оптические характеристики.
Изготовление заготовки, из которой может быть изготовлена зубная реставрация, в примерном варианте осуществления зуб, описано со ссылкой на фиг. 1-3.
Так, сыпучий гранулированный материал в виде первого керамического материала 14, который, в частности, представляет собой стабилизированный оксидом иттрия диоксид циркония, который может иметь нижеприведенную композицию в процентном содержании по весу, первоначально загружается в форму 10 прессующего механизма 12:
HfO2<3,0
Al2O3<0,3
Y2O3 7,0-9,5
Придающие окраску оксиды: 0-1,5
Технически неизбежные компоненты ≤ 0,2 (например, SiO2, Fe2O3, Na2O)
ZrO2100 - (Y2O3+Al2O3+HfO2+придающие цвет оксиды+технические неизбежные компоненты)
Может также добавляться связующее вещество, и оно не учитывается в вышеприведенных процентного весового содержания.
В частности, однако, обеспечивается, что композиция не содержит окрашивающих оксидов или содержит их лишь в небольших количествах, например ≤ 0.5% по весу, поскольку в качестве резцового материала используется первый керамический материал 14, так что требуется высокая прозрачность. Относительно высокое процентное содержание оксида иттрия обеспечивает, что фракция тетрагональной кристаллической фазы составляет только 50-60% в готовой сформованной части, то есть в зубной реставрации, а остальное составляет кубическая и моноклинная кристаллическая фаза.
Затем образуется открытая полость 18 посредством плунжера 16 для выпрессовки в материале 14 или образованном им слое. С помощью плунжера для выпрессовки материал 14 смещается или немного сжимается. После образования полости 18 (фиг. 1b) плунжер 16 для выпрессовки удаляется и второй керамический материал 20, который может иметь одну из нижеследующих композиций в процентном содержании по весу, загружается в полость 18:
HfO2<3,0
Al2O3<0,3
Y2O3 4,5-7,0
Придающие цвет оксиды: 0-1,5
Технически неизбежные компоненты ≤ 0,2 (например, SiO2, Fe2O3, Na2O)
ZrO2100 - (Y2O3+Al2O3+HfO2+придающие цвет оксиды+технически неизбежные компоненты)
Фракция окрашивающего оксида или оксидов должна присутствовать в степени, которая приводит к желаемому цвету зуба, поскольку изготавливаемый дентин зуба образуется из второго керамического материала 20. Относительно низкое содержание Y2O3 также обеспечивает, что полностью обожженный зубной протез имеет высокое содержание тетрагональной фазы, составляющее по меньшей мере 85%, предпочтительно по меньшей мере 90%, так что достигается высокая прочность.
Затем, после загрузки второго керамического материала 20 в полость 18 (фиг. 1c), материалы 14, 20 или образованные ими слои или участки спрессовываются в форме 10 посредством нижнего или верхнего плунжера 22 для выпрессовки, посредством которого достигается сжатие. После прессования заготовка 28 имеет плотность приблизительно 3г/см3. Прессование предпочтительно выполняется при давлении 1000-2000 бар.
Что касается материалов 14, 20, они должны иметь объемную плотность 1-1,4 г/см3. После прессования плотность составляет приблизительно 3 г/см3.
Изображение фиг. 1b) более подробно представлено на фиг. 2. Можно видеть, что полость 18 образована плунжером 16 для выпрессовки в первом керамическом материале 14 или в слое, состоящем из этого материала. На нижней стороне форма 10 ограничена плунжером 22 для выпрессовки.
Как можно видеть на фиг. 3, вторая полость 26 может быть образована во втором материале 20 после сжатия плунжерами 22, 24 для выпрессовки или, при необходимости, после предварительного обжига, например, посредством фрезерования.
В полости 18, которая является открытой на нижней стороне и полностью заполнена материалом 20, также, однако, согласно фиг. 1c), возможно образование второй полости 26 посредством плунжера для выпрессовки (не представлен).
Независимо от наличия второй полости 26 следующее прессование предварительно обожженной заготовки 28 выполняется при температуре, в частности, в диапазоне 800-1000°C, в течение периода времени 100-150 минут. В процессе сначала происходит удаление связующего, после чего следует предварительный обжиг. Плотность заготовки 28 после предварительного обжига составляет около 3г/см3. Прочность на излом предварительно обожженной заготовки 28 составит 10-60 МПа.
Заготовка 28 снабжена держателем 30 для фиксации заготовки 28, например, к фрезеровальному или шлифовальному станку для получения зубной реставрации, например, зуба, из заготовки 28, как описано со ссылкой на фиг. 6-9. Зуб, подлежащий изготовлению, по меньшей мере виртуально располагается в заготовке 28 таким образом, чтобы резцовый участок находился в участке 32, образованном первым керамическим материалом 14, а дентинный участок располагался во втором участке 34, образованном вторым керамическим материалом 20. Затем выполняются работа на заготовкой 28 с учетом этих данных.
На фиг. 4 представлено, что после загрузки первой полости 18 в первом керамическом материале 14 и загрузки второго керамического материала 20 в полость 18 при необходимости образуется вторая полость 36, согласно способу, изображенному на фиг. 1b), и третий керамический материал 38 загружается в образованную таким образом полость 36, причем указанный керамический материал 38 отличается от второго керамического материала по композиции, так что, в частности, может обеспечиваться более высокая прочность. Полость 40 может также быть образована в третьем керамическом материале 38, как описано со ссылкой на фиг. 3.
На основании идеи изобретения возможно образование заготовки 48, имеющей множество участков 52, 54, 56 (фиг. 5), состоящих из второго керамического материала и, возможно, третьего керамического материала, которые могут иметь различные геометрические форму для получения соответствующих зубов различных геометрических форм. Так называемые вторые участки 52, 54, 56, образованные из второго керамического материала 20, вкраплены в первый керамический материал 50, то есть они окружены первым керамическим материалом 14, как можно также видеть, в частности, на чертежах. С стороны основания вторые участки 52, 54, 56 ничем не закрыты.
Как можно видеть, в частности, на фиг. 2-4, вторые участки имеют наружную форму, которая сужается, начиная от нижнего участка, то есть от основного участка 35. Получается коническая форма, наружный контур которой представляет собой поверхность свободной формы.
Основной участок 35, или основная поверхность, ограничивающая его с нижней стороны, соединяется заподлицо с нижней стороной или нижней поверхностью 33 первого участка 32.
Для изготовления секций 52, 54, 56 заготовки, также называемых гнездами, требуются соответствующие открытые полости в слое, созданном из первого материала 14 и обозначенном как первый участок 50, с загрузкой сыпучего второго керамического материала 20 в полости ранее описанным способом, за которой следует прессование материалов 14, 20 вместе, то есть их уплотнение.
Что касается физических характеристик материалов 14, 20, то помимо различной прозрачности и прочности, они также должны иметь отличные друг от друга коэффициенты теплового расширения. В частности, изобретение обеспечивает, что после окончательного обжига первый керамический материал 14 имеет коэффициент теплового расширения на 0,2-0,8 мкм/м*К ниже, чем у второго участка 38, 52, 54, 56, образованного из второго керамического материала 20. В результате в первом участке 50, то есть в резцовом материале, создается напряжение сжатия, что ведет к увеличению прочности.
Заготовки 28, 48 могут иметь кубическую форму, например, с размерами 18×15×25 мм, или дискообразную форму, например, с диаметром 100 мм, без ограничения объема изобретения. Таким образом, как описано со ссылкой на фиг. 5, преимущество состоит, например, в том, что может быть образовано множество вторых участков 52, 54, 56 - так называемых дентинных основ - например, в дискообразной заготовке для изготовления реставраций различных геометрических форм, но имеющих подходящий по прозрачности и прочности профиль слоя.
Положение одного или более вторых участков 52, 54, 56, то есть гнезд, которые могут иметь различные геометрические формы, известно, и они могут быть сохранены в виде набора данных. Затем реставрации, подлежащие изготовлению и существующие в виде набора данных CAD, располагаются относительно секций заготовки и в секциях заготовки так, чтобы можно было получить зубной протез из заготовки посредством фрезерования и/или шлифования.
Нижеприведенный способ обеспечивается согласно идее изобретения с более подробным пояснением со ссылкой на фиг. 6-9, начиная с заготовки, имеющей слои или участки из различных композиций, как объяснено выше, в частности, посредством фрезерования и/или шлифования.
На фиг. 6 представлена заготовка, которая по существу соответствует изображенной на фиг. 3. Это означает, что заготовка 28 состоит из первого участка 32 и второго участка 34, в котором проходит полость 26. Участок 32 имеет более высокую прозрачность, чем участок 34, при этом прочность участка 34 выше, чем участка 32. Таким образом, участок 32 предназначен для резцового участка зуба 144 согласно фиг. 7, который подвергается механической обработке из заготовки 28 CAM-способом. В свою очередь участок 34 подходит для дентинного участка.
Профиль участков или слоев 32, 34 и полости 26 в заготовке 28 известен из этапов выполняемого способа и задан заранее, так что профиль и положение слоев 32, 34 хранится в наборе данных, на основании которых заготовка 28 может быть виртуально представлена.
Данные зуба 144, сконструированного в трехмерном виде при помощи программного обеспечения, так называемой CAD-программы, также известны. Для изготовления зуба 144 из заготовки 28 виртуальная модель 244 зуба 144 располагается в виртуальной модели 228 заготовки 28, как представлено на фиг. 8. Модель 244 зуба, таким образом, размещается в виртуальной модели 228 заготовки, при необходимости при помощи отдельного действия оператора, так чтобы резцовая секция располагалась в виртуальном слое 232, соответствующем слою 32, а дентинный участок в виртуальном слое 234, соответствующем слою 34, как представлено по существу на фиг 8. Резцовый участок 135 указан перекрестной штриховкой, а дентинный участок 137 - простой штриховкой. Затем определяются данные заготовки 228, соответствующие расположению зуба 244, а именно, участок пересечения между виртуальной заготовкой 228 и виртуальным зубом 244, для передачи данных на станок с ЧПУ, который затем изготавливает зуб 144 из реальной заготовки 28, в частности, посредством фрезерования или шлифования. Изготовление проводится согласно CAM-способу.
На фиг. 9 представлено изображение, соответствующее фиг. 8, с ограничением, состоящим в том, что виртуальный зуб 244 располагается, в отличие от фиг. 8, в другом участке виртуальной заготовки 228, при этом участок резцового материала проходит в участок 232, а участок дентина проходит в участок слоя 234. Размещение виртуального зуба 244 в виртуальной заготовке 228 выполняется согласно требованиям, накладываемым на зуб или реставрацию, подлежащую изготовлению.
Другими словами, из знания профиля реальных участков 32, 34 в заготовке 28 генерируется виртуальная модель 228, в которой виртуально генерированный зуб 244 расположен так, что в примерном варианте осуществления резцовый и дентинный участки располагаются в участках или слоях виртуальной заготовки и, таким образом, реальной заготовки при изготовлении зуба 144, так что резцовый и дентинный участки изготовленного зуба 144 удовлетворяют требованиям, например, в отношении требуемой степени прозрачности и прочности.
Монолитная реставрация изготавливается на основании идеи изобретения, которая, по существу не требует последующей обработки, в частности, не нужны облицовочные слои в резцовом участке, требуемые в соответствии предшествующему уровню техники.
Соответствующие идее изобретения реставрации могут быть также изготовлены из заготовки, которая, как представлено на фиг. 5, имеет гнезда, которые состоят из материалов, отличающихся от тех, которые составляют основную массу заготовки 48.
Однако также возможно, посредством отступления от способа, описанного выше, изготовить заготовки, которые имеют слои или участки, которые имеют отличающиеся композиции для достижения желательных характеристик, например, прозрачности или прочности. Так, возможно загрузить первый слой в форму, поверхность которой затем структурируется перед загрузкой второго слоя, имеющего композицию, отличную от композиции первого слоя. Сами материалы представляют собой, в частности, материалы, описанные со ссылкой на фиг. 1-5. Соответствующая заготовка имеет промежуточный слой, в котором материал первого слоя уменьшается постепенно или по существу непрерывно, а материал второго слоя увеличивается.
Альтернативная возможностью состоит в том, что после загрузки первого слоя в форму загружается дополнительный слой керамического материала, отличающийся от керамического материала первого слоя. Материал первого слоя затем смешивается с материалом дополнительного слоя с образованием промежуточного слоя. Затем слой, который также отличается по композиции от первого слоя и предпочтительно соответствует материалу, используемому для дополнительного слоя, укладывается на образованный таким образом промежуточный слой.
Что касается материалов, то сделать также следует сделать ссылку на предыдущие описания.
Изготовление соответствующих заготовок более подробно объяснено далее со ссылкой на фиг. 10-14.
Согласно фиг. 10a) первый материал 314, представляющий собой, в частности, диоксид циркония, стабилизированный оксидом иттрия, который может иметь нижеприведенную композицию в процентном содержании по весу, сначала загружается в форму 310 пресса 312:
HfO2<3,0
Al2O3<0,3
Технически неизбежные компоненты ≤ 0,2 (например, SiO2, Fe2O3, Na2O)
Y2O3 4,5-7,0
Окрашивающие оксиды: 0-1,5
ZrO2=100 - (Y2O3+Al2O3+HfO2+неизбежные компоненты+окрашивающие оксиды)
Далее в форму 310 загружается второй слой 324 (фиг. 10c), таким образом, общая высота слоев 314 и 324 равна двойной высоте слоя 314 в неструктурированном состоянии без какого-либо ограничения объема изобретения. Второй слой может иметь нижеприведенную композицию в процентном содержании по весу:
HfO2<3,0
Al2O3<0,3
Технически неизбежные компоненты ≤ 0,2 (например, SiO2, Fe2O3, Na2O)
Y2O3 7,0-9,5
Окрашивающие оксиды: 0-1,5
ZrO2=100% - (Y2O3+Al2O3+HfO2+неизбежные компоненты +окрашивающие оксиды)
Материалы слоев являются естественно взаимозаменяемыми, то есть материал первого слоя, описанный выше, может быть материалом второго слоя, и наоборот.
Окрашивающие оксиды представляют собой, в частности, окрашивающие оксиды из группы Pr, Er, Fe, Co, Ni, Ti, V Cr, Cu, Mn, Tb, предпочтительно Fe2O3, Er2O3 или Co3O4.
Если первый слой 314 предпочтительно имеет высоту, соответствующую половине общей высоты H первого и второго слоев 314, 324, то высота первого слоя 314 может также составлять 1/2-2/3 H, а, таким образом, высота второго слоя 324 составит 1/3-1/2 H.
Разглаженная поверхность затем структурируется согласно этапу b). С этой целью, например, используется дискообразный, тарелкообразный или колесообразный элемент 316, который в примерном варианте осуществления имеет зубчатую геометрию на стороне слоя, так что в поверхности 318 слоя 314 образуется соответствующая негативная структура посредством смещения материала. Эта структура представляется как концентрические возвышения с окружающими впадинами. Расстояние между возвышением (вершиной) и впадиной (углублением), то есть, точное расстояние между выступом 320 и дном 322 впадины согласно фиг. 11, должно составлять приблизительно 1/5 высоты всех слоев.
В частности, обеспечивается, что структура образуется так, что объем возвышений равен или приблизительно равен объему углублений или впадин.
Поскольку материал второго слоя 324 проникает в основание впадин 326 в поверхности 318 слоя 314, существует непрерывный переход между характеристиками слоя 314 и слоя 324 после спрессовывания слоев 324, 314 согласно фиг. 10d). Переходный или промежуточный слой обозначается ссылочной позицией 328 на фиг. 10d).
Слой 324 состоит из материала, отличного от материала слоя 314. Различие, в частности, состоит в цветовых добавках и в процентном содержании оксида иттрия. Выбор выполняется так, что соотношение кубической кристаллической фазы в слое 324 после предварительного обжига значительно больше такового в слое 314. В слое 314 фракция тетрагональной кристаллической фазы составляет более 85%, при этом фракция кубической кристаллической фазы в слое 324 составляет 30-49%. Остальное является по существу тетрагональной кристаллической фазой.
Эти различные фракции кристаллических фаз существуют из-за того, что процентное содержание оксида иттрия составляет 4,5-7% в слое 314 и 7-9,5 весовых % в слое 324, вследствие чего процентное содержание в первом слое 314 меньше такового во втором слое 324.
Содержание окрашивающего оксида в слое 324 уменьшено по сравнению со слоем 314 и должно находиться в диапазоне 0,0-0,5 весовых %, предпочтительно 0,005-0,5 весовых %. В результате этого существует непрерывный цветовой переход между слоями 314 и 324. Из-за более высокого содержания оксида иттрия слой 324 имеет более низкую прочность на изгиб и также более высокую прозрачность, чем слой 314.
Слой 314 имеет наибольшую прочность, где располагаются сильно нагружаемые участки зубного протеза, подлежащие получению из заготовки, в случае мостовидных протезов, в частности, обратные стороны перемычек, как представлено на фиг. 13.
Слои 314, 324 спрессовываются посредством пресса 330, при этом прессование происходит при давлении 1000-2000 бар.
Сыпучий материал, то есть в том состоянии, в котором он загружается в форму 310, имеет объемную плотность 1-1,4 г/см3. После прессования плотность составляет приблизительно 3 г/см3.
До сжатия слоев 314 и 324 структурирование дает плотность до 2 г/см3 в переходном участке между несмешанными участками первого и второго слоев 314, 324. Переходный участок может также называться средним слоем 328.
После прессования изготовленная заготовка 333 извлекается из формы 310, и проводится предварительный обжиг обычным способом при температуре 800-1000°C в течение 100-150 минут. Соответствующая заготовка также представлена на фиг. 13. Заготовка 333 имеет сжатый слой 314, сжатый слой 324, и сжатый средний слой 328, то есть переходную область.
Если зубной протез, в примерном варианте осуществления мостовидный протез 334, фрезеруется из заготовки 333, программа фрезерования разрабатывается так, что нижний участок мостовидного протеза 334 заходит, в частности, в участке оснований 336 перемычек в слой 314, имеющий самую высокую прочность на изгиб. Резцовый участок 340 мостовидного протеза, в то же время, проходит в слой 324.
В переходном участке, то есть среднем слое 328, в котором происходит квазинепрерывный или непрерывный переход между слоями 314 и 324, имеется переход между дентином и резцовым участком. Дентин проходит в участке 314.
Существенные признаки идеи изобретения вновь описаны со ссылкой на фиг. 12. Таким образом, заготовка 333 представлена на фиг. 12 имеющей слои 314 и 324, а также переходный участок 328.
Фиг. 12b предназначена для иллюстрирования того, что стабилизирующее вещество в виде оксида иттрия составляет приблизительно 5 весовых % в первом слое 314 и приблизительно 9 весовых % во втором слое 324, и что на основе образования промежуточного слоя согласно изобретению процентное содержание оксида иттрия непрерывно увеличивается. Таким образом, значения 0,425H и 0,575H иллюстрируют, что элемент 316, представленный на фиг. 10 и 11, погружен в первый слой 314 так, что образуются впадины, заходящие относительно общей высоты H слоев 314, 324 в участок, расположенный на 0,075H ниже поверхности 318, и возвышения или вершины в участке, расположенном на 0,075H над поверхностью 318, вследствие чего, как упомянуто выше, расстояние между вершинами 320 и впадинами 322 пилообразной конструкции элемента 316 составляет 0,15H.
Измерения полностью обожженных слоев 314 и 324 по DIN ISO 6872 показали, что прочность на изгиб σB в слое 314, в котором более 80% составляет тетрагональная кристаллическая фаза диоксида циркония, равна приблизительно 1000 MPa. В отличие от этого, прочность на изгиб в слое 324, в котором присутствует 30-49% кубической фазы, составляет приблизительно 660 МПа.
На фиг. 12d представлены изменения в прозрачности по высоте слоев 314, 324.
Со ссылкой на фиг. 14 описан альтернативный способ, который следует идее изобретения, для изготовления заготовки/зубной реставрации, которая имеет по существу непрерывный переход между первым слоем и вторым слоем, и, в случае реставрации, между дентинным участком и резцовым участком в отношении прозрачности и прочности.
Таким образом, согласно фиг. 14a, сначала в форму 310 загружается первый керамический материал, который должен соответствовать материалу слоя 314 согласно фиг. 10. Соответствующий слой на фиг. 14 обозначен ссылкой 414. Высота этого слоя также составляет половину всех слоев, загруженных в матрицу 310. Слой 427, имеющий толщину, которая в примерном варианте осуществления составляет 1/10 общей высоты слоев, затем наносится на слой 414. Материал слоя 427 может соответствовать высоте второго слоя 24 согласно фиг. 10. Затем слой 427 смешивается с поверхностным участком слоя 414 на глубину, соответствующую толщине слоя 427. В результате образуется промежуточный слой 428, имеющий толщину 2/10 общей высоты слоев. Дополнительный слой 424, соответствующий второму слою 324 согласно фиг. 10, затем наносится на промежуточный слой 428. Высота слоя 424 в примерном варианте осуществления составляет, таким образом, 4/10 общей высоты H. Далее слои 424, 428, 414 спрессовываются как единое целое согласно примерному варианту осуществления на фиг. 10, так что этапы предварительного обжига, обработки и полного обжига выполняются, как описано выше. Этапы работы могут, естественно, следовать за окончательным обжигом.
Реферат
Изобретение относится к медицине и предназначено для использования при изготовлении зубной реставрации из заготовки, имеющей участки или слои керамических материалов из различных композиций, при изготовлении зубной реставрации загружают керамические материалы в форму, спрессовывают керамические материалы с образованием заготовки, удаляют заготовку из формы, подвергают заготовку температурной обработке, при этом керамические материалы загружают в форму так, что слои и/или участки после температурной обработки имеют профиль, который может быть доступен в виде набора цифровых данных. Затем виртуально контурируют зубную реставрацию с учетом усадки, обеспечивают виртуальное изображение заготовки, размещают виртуально изображенную зубную реставрацию в виртуально изображенной заготовке с учетом характеристик материалов слоев и/или участков, определяют данные для заготовки, которые соответствуют положению виртуально сконструированной зубной реставрации или формы в заготовке, а также переносят данные на станок для изготовления зубной реставрации из заготовки. Способ позволяет, за счет исключения последующей обработки, сократить время изготовления зубной реставрации, а также увеличить прочность в участках, испытывающих наибольшие нагрузки. 4 з.п. ф-лы, 14 ил.
Комментарии