Абразивное изделие (варианты) и способ резания сапфира с его использованием - RU2516318C2
Код документа: RU2516318C2
Чертежи
Описание
ОБЛАСТЬ ТЕХНИКИ
Изобретение относится к абразивным изделиям, в частности, к абразивным изделиям, содержащим абразивные зерна, прикрепленные к удлиненному телу.
УРОВЕНЬ ТЕХНИКИ
За последнее столетие разработаны самые разнообразные абразивные инструменты для различных отраслей, выполняющие общую функцию съема материала с обрабатываемой детали, включая, например, резку, сверление, полирование, очистку, контурное вырезание и шлифование. В частности, в электронной промышленности это особенно касается абразивных инструментов, используемых для резки на пластины монокристаллических слитков для получения пластин. По мере развития этой отрасли слитки имеют все больший диаметр, и, учитывая производственный выход, производительность, поврежденные слои, размерные ограничения и иные факторы, стало приемлемым использовать для этих работ несвязанные абразивы и проволочные пилы.
Обычно проволочные пилы представляют собой абразивные инструменты, содержащие абразивные частицы, прикрепленные к длинному отрезку проволоки, который может перематываться с высокой скоростью для произведения режущего эффекта. В то время как дисковые пилы ограничены глубиной резания меньше радиуса полотна, проволочные пилы могут иметь большую гибкость, обеспечивающую резание по прямым или профилированным траекториям резания.
Различные подходы предпринимаются в обычных проволочных пилах, например, изготовление этих изделий путем скольжения стальных гранул по металлической проволоке или тросу, причем эти гранулы разделены разделителями. Эти гранулы могут покрываться абразивными частицами, которые обычно крепятся путем либо гальваностегии, либо спекания. Однако операции гальваностегии и спекания могут представлять собой отнимающее много времени и, таким образом, дорогостоящее занятие, препятствующее быстрому производству этого абразивного инструмента проволочной пилы. Большинство этих проволочных пил используются в случаях применения, в которых потери при резке слитка не являются столь доминирующими, как в электронной промышленности, часто для резки камня или мрамора. Предприняты некоторые попытки крепить абразивные частицы процессами химического связывания, например, пайкой твердым припоем, но такие методы изготовления снижают гибкость проволочной пилы, и покрытие из твердого припоя претерпевает усталость и преждевременно выходит из строя. В других проволочных пилах может использоваться смола для связки абразивов с проволокой. К сожалению, проволочные пилы на смоляной связке обычно быстро изнашиваются, и абразивы теряются до истечения срока службы частиц, особенно при резке твердых материалов.
Соответственно, отрасль продолжает испытывать потребность в усовершенствованных абразивных инструментах, особенно в области проволочного пиления.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
В соответствии с одним аспектом изобретения, абразивное изделие содержит удлиненное тело, связующий слой, лежащий на поверхности удлиненного тела, и абразивные зерна, содержащиеся в связующем слое со средней концентрацией абразивных зерен в пределах между примерно 0,02 кар/м и примерно 0,30 кар/м.
В соответствии с еще одним аспектом, абразивное изделие содержит удлиненное тело, связующий слой, лежащий на поверхности удлиненного тела, и абразивные зерна, содержащиеся в связующем слое. Абразивное изделие содержит абразивные зерна, выбранные из широкого распределения зернистости, причем по меньшей мере 80% от общего числа абразивных зерен имеют среднюю зернистость, находящуюся в пределах зернистости по меньшей мере примерно 30 микрометров в пределах средних зернистостей между примерно 1 микроном и примерно 100 микрометров.
В еще одном аспекте, абразивное изделие содержит удлиненное тело, связующий слой, лежащий на поверхности удлиненного тела, и абразивные зерна, содержащиеся в связующий слой. Абразивные зерна выбраны из широкого распределения зернистости, причем по меньшей мере 80% от общего числа абразивных зерен имеют среднюю зернистость, находящуюся в пределах зернистости по меньшей мере примерно 30 микрометров в пределах средних зернистостей между примерно 1 микроном и примерно 100 микрометров, и абразивные зерна содержатся в связующем слое со средней концентрацией абразивных зерен в пределах между примерно 0,02 кар/м и примерно 0,30 кар/м.
В соответствии с еще одним аспектом, абразивное изделие содержит удлиненное тело, связующий слой, лежащий на поверхности удлиненного тела, и абразивные зерна, содержащиеся в связующем слое. Абразивные зерна содержатся в связующем слое со средней концентрацией абразивных зерен в пределах между примерно 0,02 кар/м и примерно 0,30 кар/м, причем абразивное изделие способно прорезывать в общей сложности по меньшей мере примерно 200 см2 сапфира со средней скоростью резания по меньшей мере 0,8 мм/мин.
Еще одним объектом изобретения является способ резки сапфира, включающий стадии, на которых используют абразивное изделие, имеющее удлиненное тело и абразивные зерна, прикрепленные к удлиненному телу, и предоставляют изделие из сапфира. Кроме того, способ включает использование абразивного изделия, чтобы прорезать общей сложности по меньшей мере примерно 200 см2 изделия из сапфира со средней скоростью резания по меньшей мере 0,8 мм/мин.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
Настоящее описание может стать понятнее, а его многочисленные отличительные признаки и преимущества очевидными специалистам в данной области техники при обращении к прилагаемым графическим материалам.
ФИГ.1 представляет собой иллюстрацию поперечного сечения части абразивного изделия в соответствии с одним вариантом осуществления.
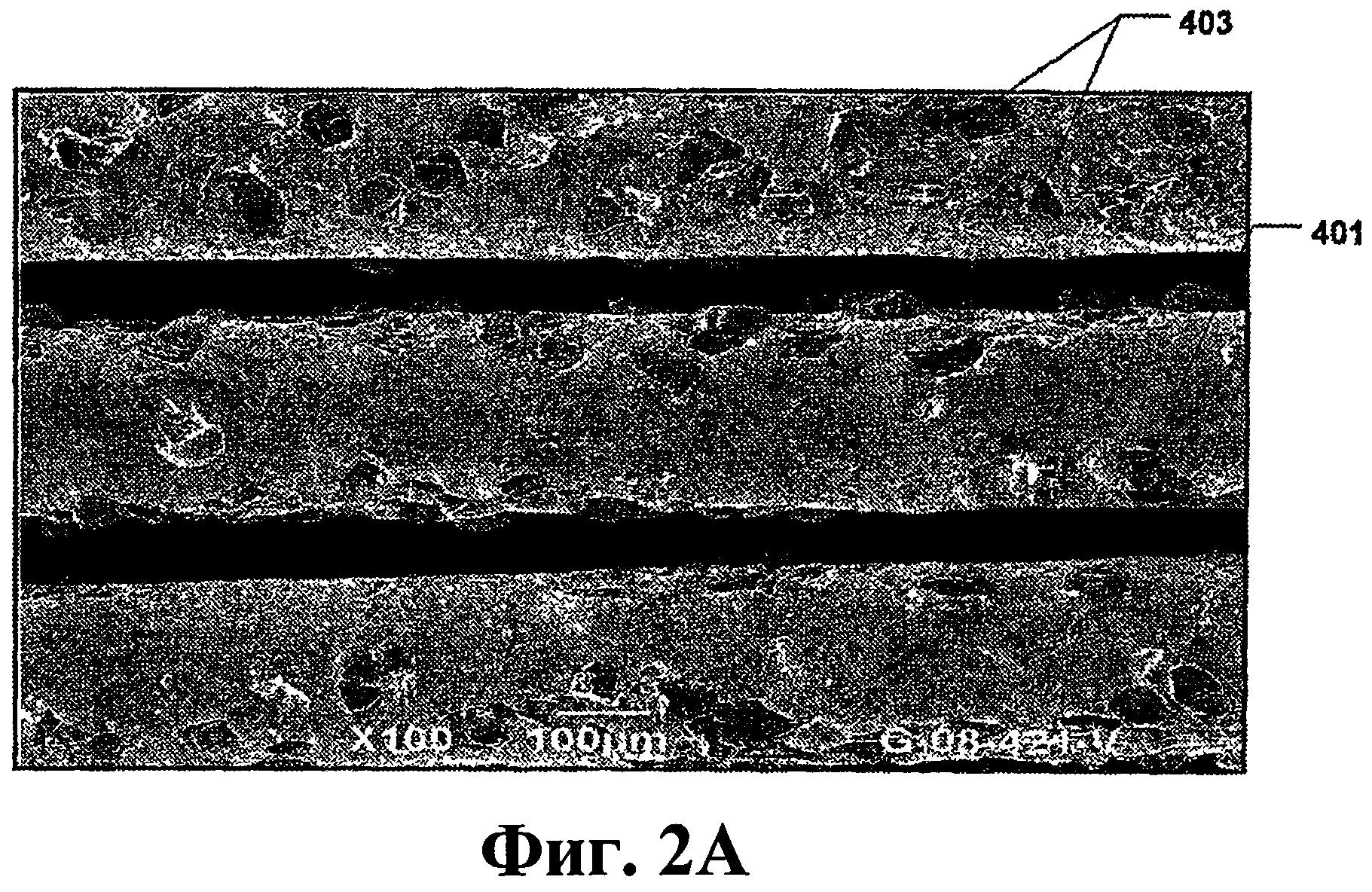
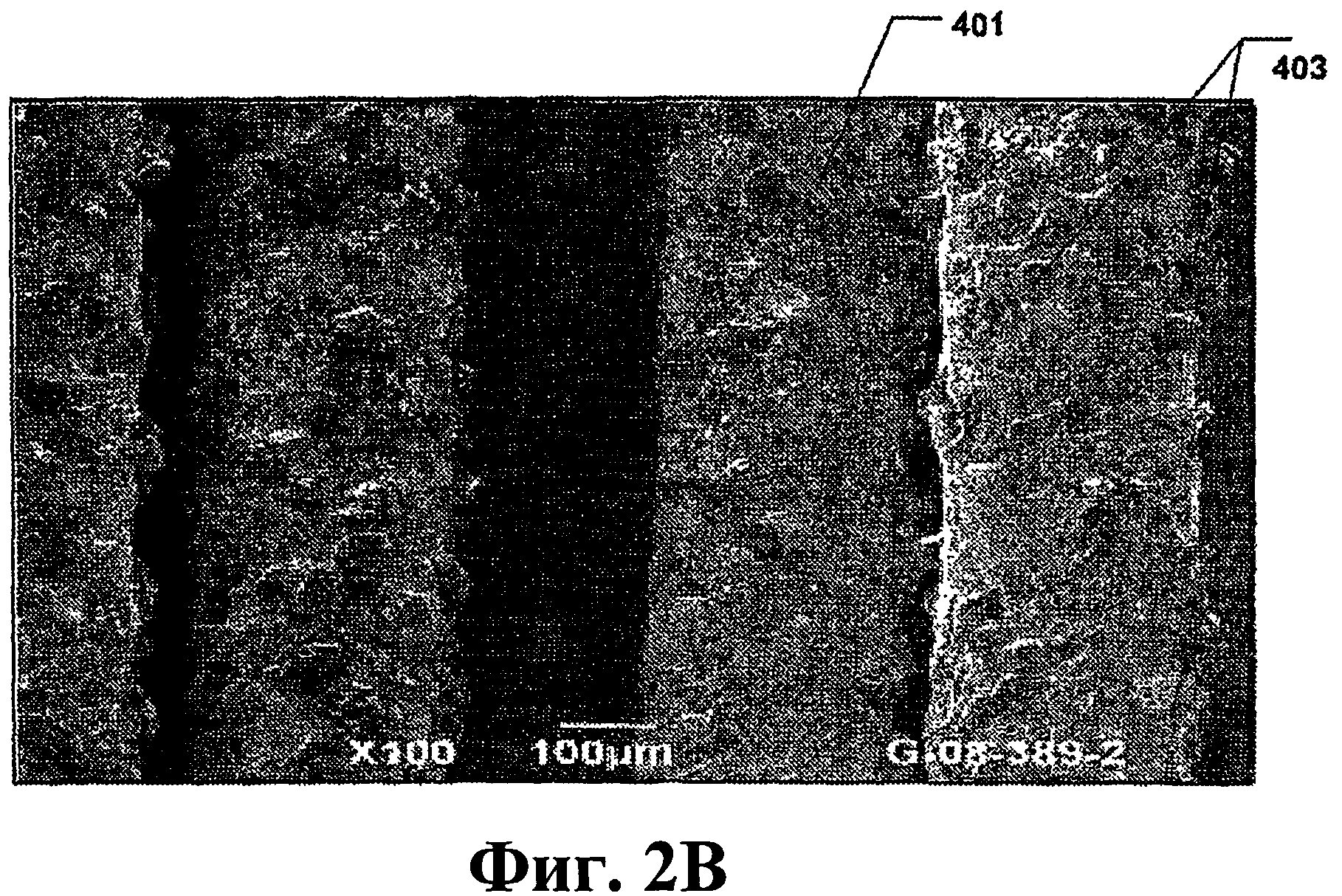
ФИГ.2A-2B представляют собой увеличенные изображения абразивных изделий в соответствии с одним вариантом осуществления.
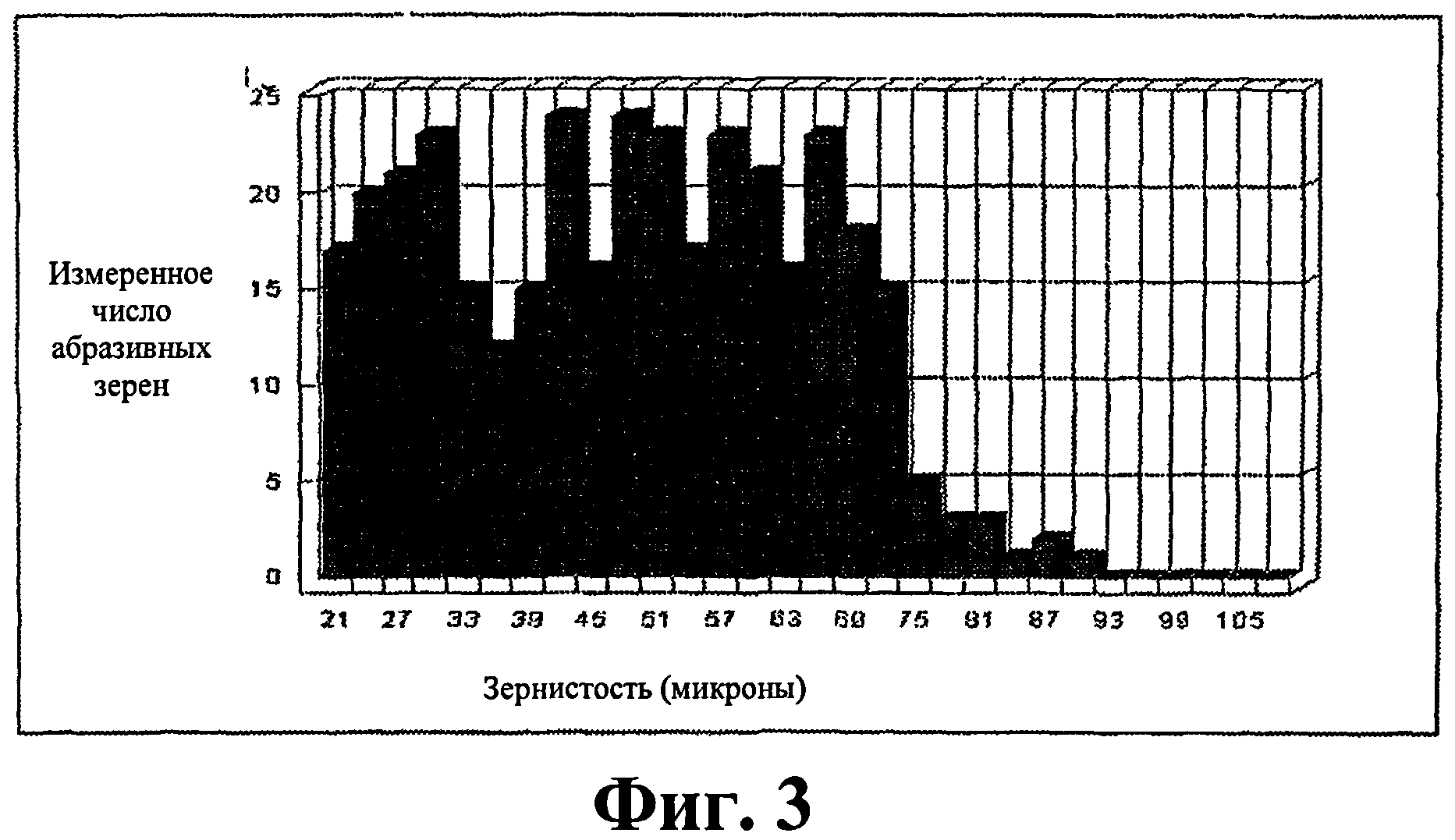
ФИГ.3 представляет собой график распределения зернистости для абразивных зерен, предназначенных для использования в абразивном изделии в соответствии с одним вариантом осуществления.
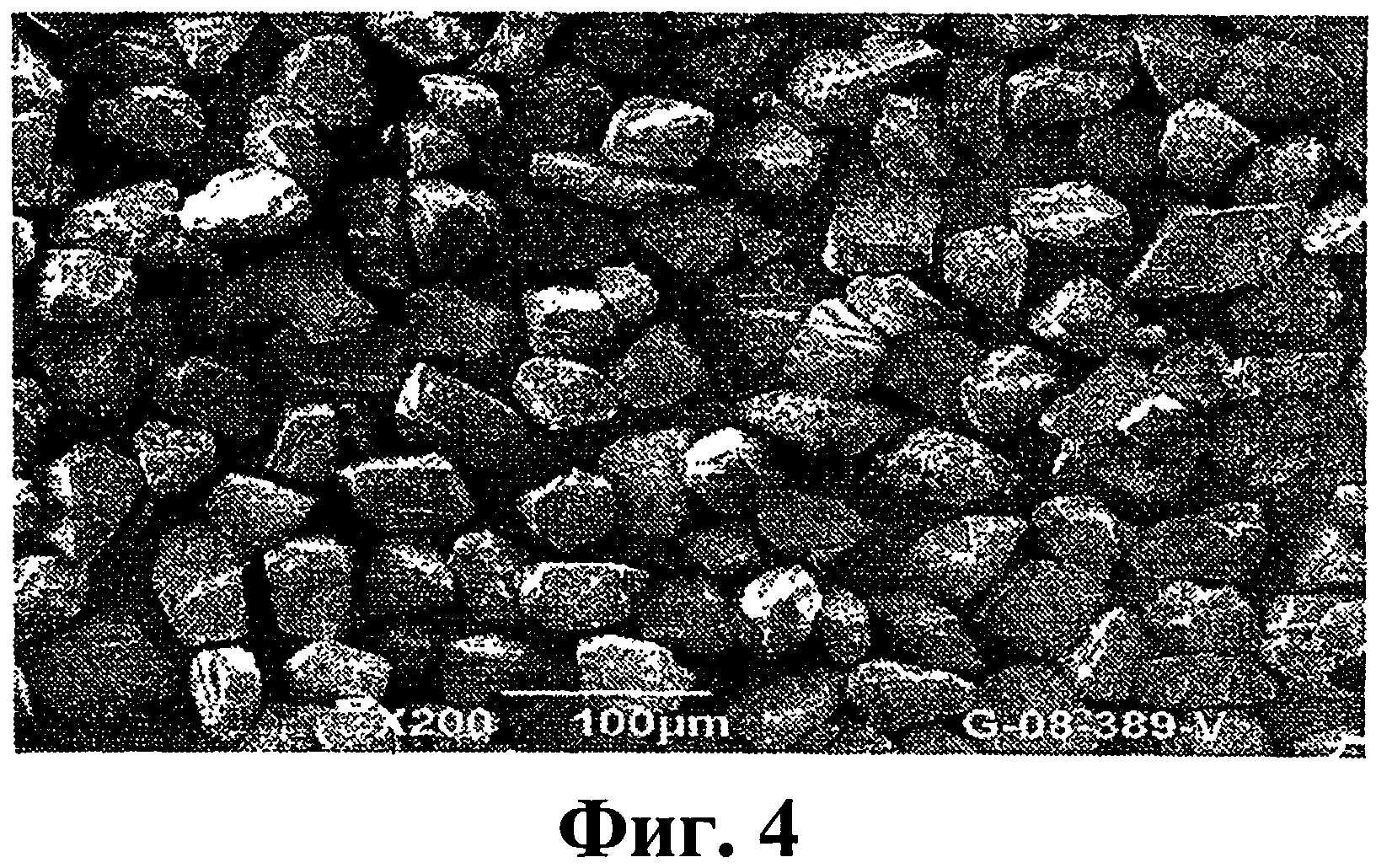
ФИГ.4 представляет собой изображение репрезентативного образца абразивных зерен, имеющих конкретное распределение зернистостей в соответствии с одним вариантом осуществления.
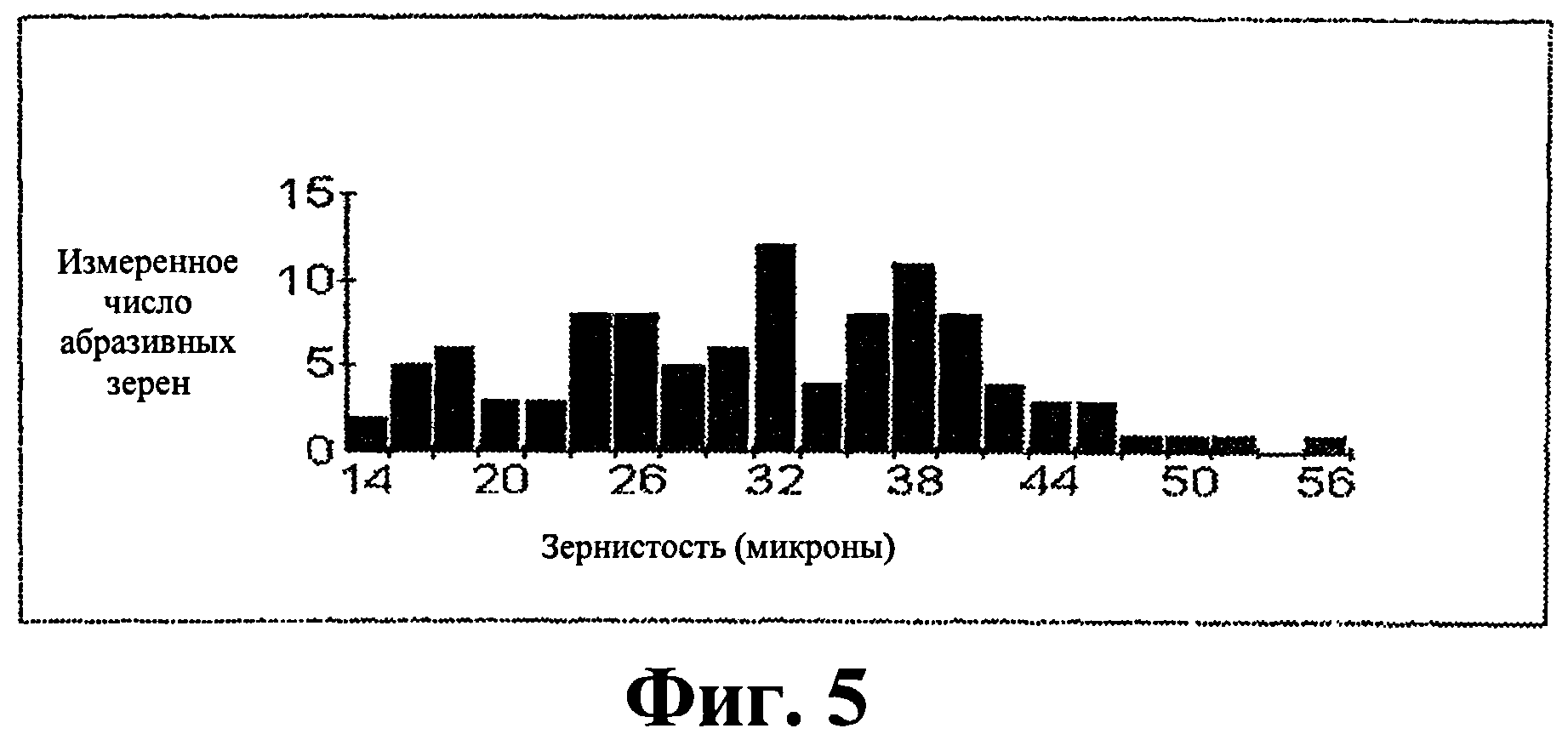
ФИГ.5 представляет собой график распределения зернистости для абразивных зерен, предназначенных для использования в обычной проволочной пиле.
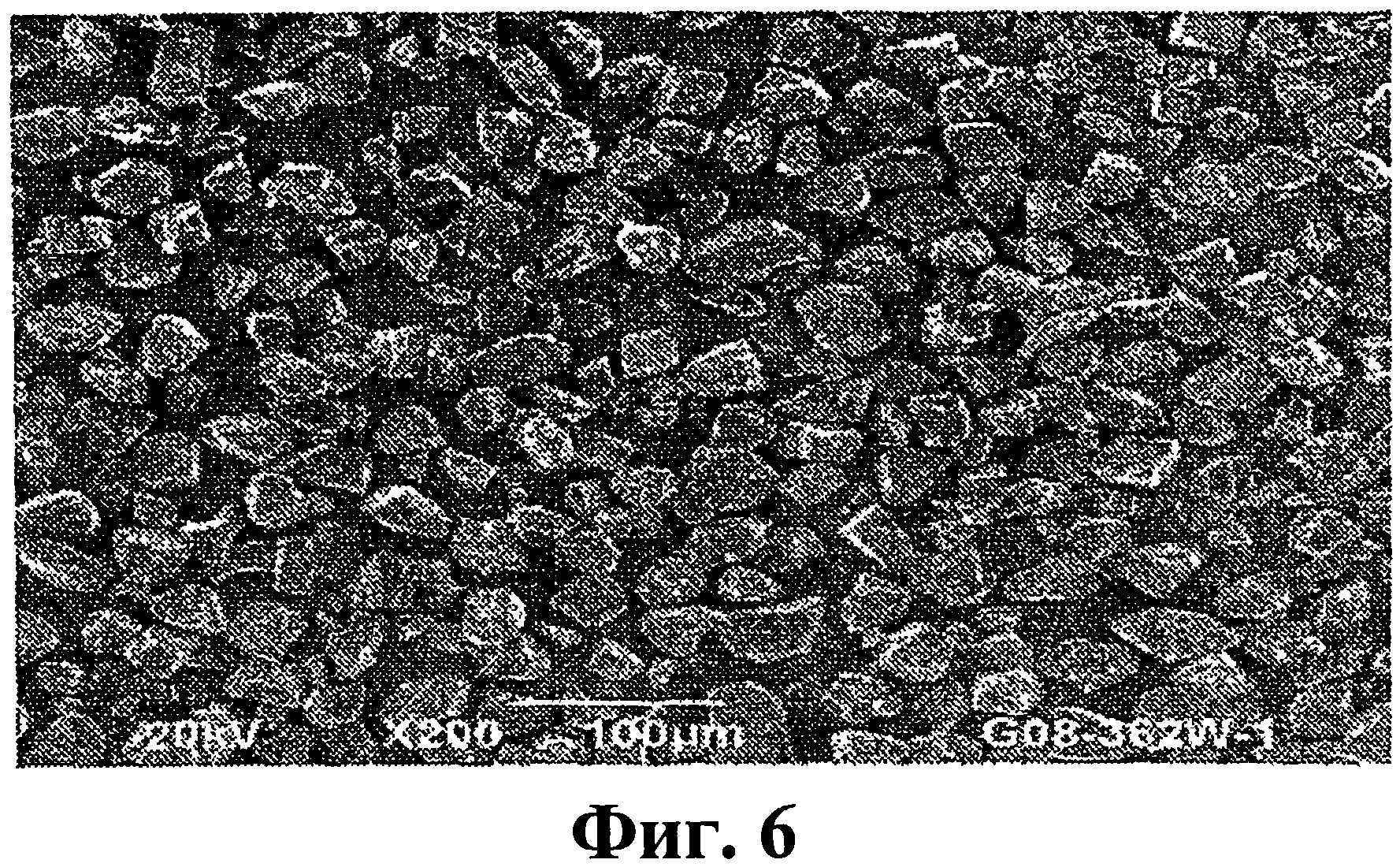
ФИГ.6 представляет собой изображение репрезентативного образца абразивных зерен, имеющих конкретное распределение зернистостей, для обычной проволочной пилы.
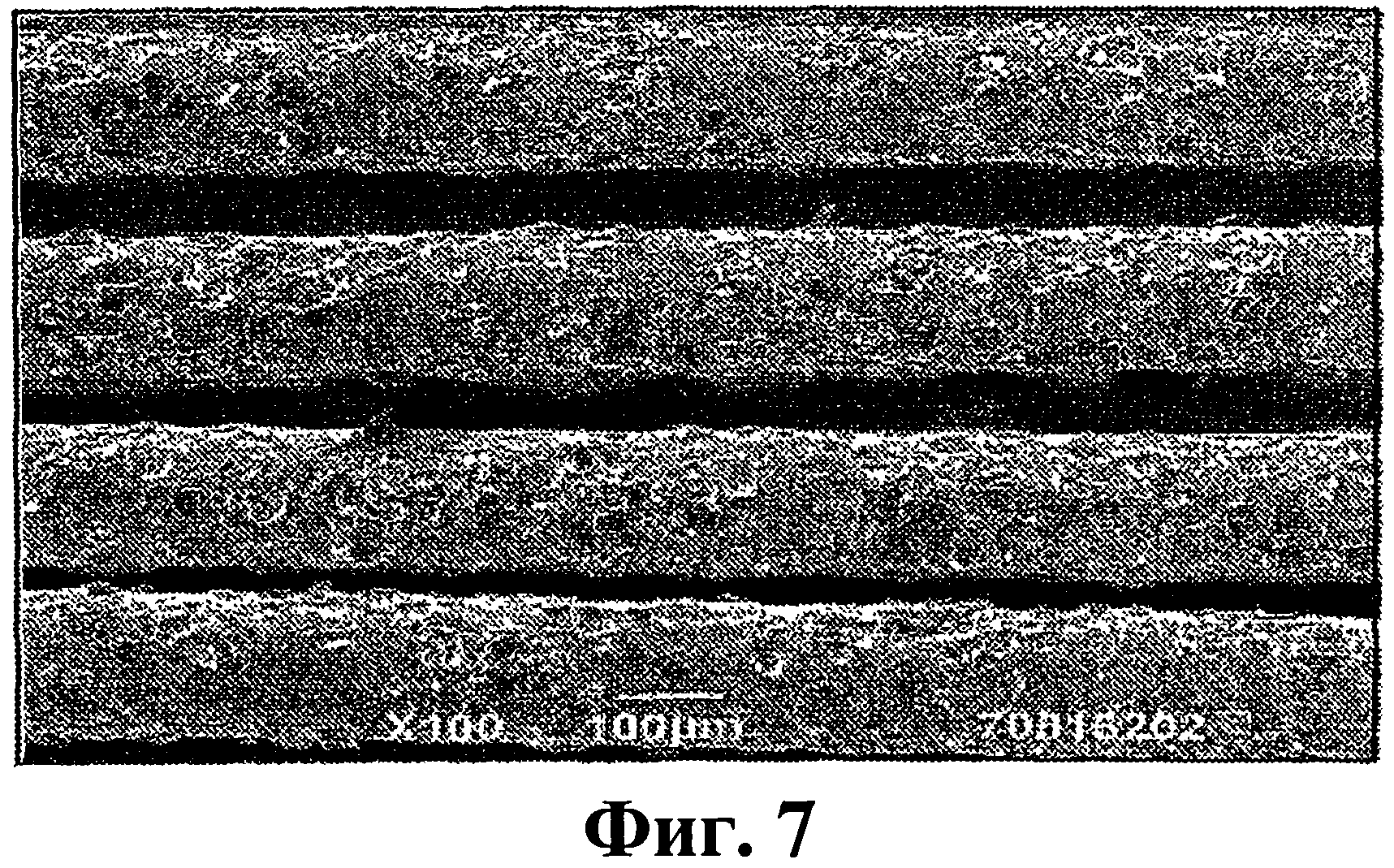
ФИГ.7 представляет собой увеличенное изображение абразивных изделий в соответствии с вариантами осуществления, описанными в настоящем документе.
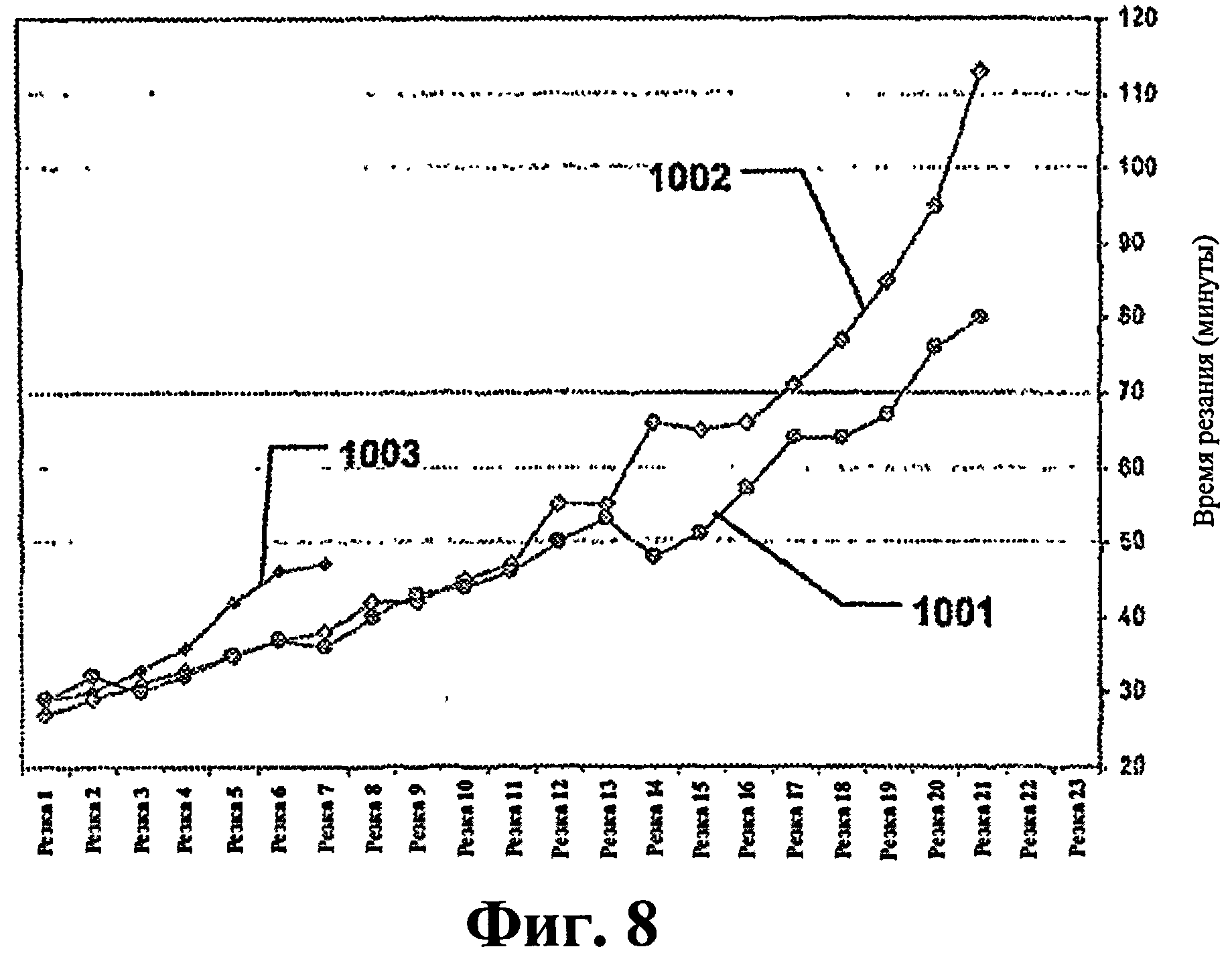
На ФИГ.8 приведены графики рабочей характеристики, основанной на числе резаний относительно времени резания для образцов, выполненных в соответствии с вариантами осуществления, описанными в настоящем документе, по сравнению с обычным образцом.
Использование одинаковых позиций на разных чертежах указывает на подобные или идентичные части.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Изобретение относится, в общем, к абразивным изделиям, состоящим из удлиненного тела, к которому прикреплены абразивные зерна. В частности, абразивные изделия в соответствии с вариантами осуществления, описанными в настоящем документе, могут использоваться для процессов, в которых используются длинные отрезки абразивных изделий, к числу которых могут относиться, например, процессы проволочного пиления, которые могут использоваться в электронной промышленности для сегментации булей или слитков кристаллического материала. Однако ясно, что абразивные изделия, раскрытые в настоящем документе, могут использоваться и в других случаях.
Абразивные изделия, раскрытые в настоящем документе, могут использовать удлиненное тело, которым может быть проволока или другой элемент, имеющий длину, определенную размером, проходящим по продольной оси удлиненного тела, к которому для получения готового абразивного изделия могут крепиться связующий слой, покрывающий слой и абразивные зерна. Удлиненное тело может изготавливаться из различных материалов, в том числе, например, из неорганических материалов, органических материалов (например, полимеров и природных органических материалов) и их сочетания. К числу подходящих неорганических материалов могут относиться керамика, стекла, металлы, сплавы металлов, металлокерамика и их сочетание. В определенных случаях удлиненное тело изготовлено из металла или сплава металла. Например, удлиненное тело может быть изготовлено из переходного металла или сплава переходного металла и может включать элементы железа, никеля, кобальта, меди, хрома, молибдена, ванадия, тантала, вольфрама и т.п.. В некоторых случаях удлиненное тело может иметь плетеную структуру, включающую несколько удлиненных прядей, сотканных и скрепленных между собой для получения удлиненного тела. В определенных конструкциях в качестве подходящей структуры для проволоки может использоваться рояльная проволока.
К числу подходящих органических материалов могут относиться полимеры, которые могут включать термопласты, термореактивные пластмассы, эластомеры и их сочетание. К числу особенно подходящих полимеров могут относиться полиимиды, полиамиды, смолы, полиуретаны, полиэфиры и т.п. Понятно дополнительно, что удлиненное тело может содержать или представлять собой природные органические материалы, например, каучук.
Удлиненное тело может иметь определенную форму. Например, удлиненное тело может иметь практически цилиндрическую форму, и при этом имеет круглую форму поперечного сечения. При использовании удлиненных тел, имеющих круглую форму поперечного сечения, если смотреть в плоскости, проходящей поперечно продольной оси удлиненного тела. Для таких вариантов осуществления средний диаметр может быть по меньшей мере примерно 80 микрометров. Некоторые конструкции могут иметь более толстые элементы удлиненного тела, и в них средний диаметр может быть по меньшей мере примерно 150 микрометров, по меньшей мере примерно 200 микрометров и, в частности, в пределах между примерно 80 микрометрами и 400 микрометрами.
В других конструкциях удлиненное тело может иметь многоугольную форму поперечного сечения, если смотреть в плоскости, проходящей поперечно продольной оси удлиненного тела. Многоугольная форма поперечного сечения может включать различные многосторонние формы, включая, в частности, прямоугольные формы, пятиугольные, шестиугольные и т.п.. В одном конкретном случае удлиненное тело может иметь прямоугольную форму, причем в данном случае удлиненное тело представляет собой ленту, имеющую первую основную поверхность, вторую основную поверхность, противоположную первой основной поверхности, и боковую поверхность, проходящую между первой и второй основными поверхностями.
Боковая поверхность ленты может определять толщину удлиненного тела, а первая основная поверхность может определять ширину удлиненного тела, измеренную в направлении поперек продольной оси. В конкретных вариантах осуществления удлиненное тело может иметь отношение толщина/ширина по меньшей мере примерно 1:2. В других вариантах осуществления удлиненное тело может иметь отношение толщина/ширина по меньшей мере примерно 1:3, например, по меньшей мере примерно 1:4, по меньшей мере примерно 1:5, по меньшей мере примерно 1:10, по меньшей мере примерно 1:50. Другие конкретные варианты осуществления могут иметь отношение толщина/ширина в пределах между примерно 1:2 и 1:150, например, между примерно 1:2 и примерно 1:100.
Удлиненное тело может иметь длину, достаточную для выполнения операций резания проволокой. То есть, удлиненное тело может иметь длину, измеренную по продольной оси удлиненного тела, по меньшей мере примерно 1 км. В других случаях эта длина может быть большей, например, порядка по меньшей мере примерно 5 км, по меньшей мере примерно 10 км и, в частности, в пределах между примерно 1 км и примерно 15 км.
Связующий слой может быть выполнен на удлиненном теле таким образом, что покрывает верхнюю поверхность удлиненного тела для обеспечения связки и закрепления в нем абразивных зерен. В некоторых случаях связующий слой непосредственно контактирует с верхней поверхностью удлиненного тела и, фактически, может быть в непосредственной связке с верхней поверхностью удлиненного тела. Кроме того, в некоторых абразивных изделиях между связующим слоем и верхней поверхностью удлиненного тела может располагаться промежуточный слой материала. Эти промежуточные слои могут присутствовать в помощь связке между удлиненным телом и связующим слоем. Кроме того, связующий слой может быть выполнен таким, что покрывает практически всю верхнюю поверхность удлиненного тела. К числу подходящих способов образования связующего слоя могут относиться процессы осаждения. Например, связующий слой может осаждаться на наружную поверхность удлиненного тела процессом нанесения электролитического покрытия, особенно в конструкциях, в которых связующий слой содержит металлический материал. Альтернативно, связующий слой может выполняться процессами пайки твердым припоем или процессами осаждения из газовой фазы.
В различных вариантах осуществления способ образования абразивных изделий, описанный в настоящем документе, может включать стадию, на которой проволоку перемещают через систему, в которой могут использовать установку для нанесения гальванического покрытия для осаждения материала связующего слоя на проволоку. Проволоку могут перемещать через установку для нанесения гальванического покрытия, в которой материал связующего слоя могут осаждать на верхнюю поверхность удлиненного тела.
Связующий слой может изготавливаться из металла или сплава металла. В определенных конструкциях связующий слой может содержать переходные элементы металлы. К числу некоторых подходящих металлов могут относиться медь, олово, никель, вольфрам, молибден, серебро и их сочетание. В некоторых конкретных вариантах осуществления связующий слой может содержать или представлять собой материал из сплава металла, более вязкий, чем нижележащий слой (слои) удлиненного тела, тем самым способствуя приему и/или удержанию абразивных зерен в связующем слое.
После образования связующего слоя на удлиненном теле процесс изготовления абразивного изделия может дополнительно включать стадию, на которой абразивные зерна заделывают в связующем слое. Процесс заделывания абразивных зерен в связующем слое могут осуществлять таким образом, чтобы прикрепить абразивные зерна к проволоке для получения требуемого абразивного изделия. Примечательно, процесс заделывания абразивных зерен в связующем слое могут осуществлять как отдельную стадию, в частности, отдельную от остальных процессов образования составляющих слоев (например, связующего слоя и покрывающего слоя).
В соответствии с различными вариантами осуществления, процесс заделывания абразивных зерен в связующем слое может включать процесс вдавливания, в котором абразивные зерна заделывают, по меньшей мере, частично, в материал связующего слоя при прохождении между двумя или более вдавливающими поверхностями. Например, абразивные зерна могут пропускать между валком и другой жесткой формой, например, неподвижным блоком, другим валком или подобной формой, и вдавливать в связующий слой при прохождении проволоки через них. В одном процессе могут непрерывно выполнять покрытие поверхности вдавливающих поверхностей абразивными зернами. В других процессах абразивные зерна могут вводить в зону между вдавливающими поверхностями рядом с проволокой абразивного изделия, и при этом абразивные зерна могут захватывать между вдавливающими поверхностями и заделывать в связующем слое.
Как проиллюстрировано, абразивные зерна могут подаваться на поверхность по меньшей мере одной из вдавливающих поверхностей из ванны, которая содержит смесь абразивных зерен в жидком носителе. В частности, жидкий носитель может иметь химический состав, способствующий образованию требуемой взвеси абразивных зерен с таким расчетом, чтобы на вдавливающей поверхности обеспечивались практически однородное покрытие и конкретная концентрация абразивных зерен, что может помочь получению абразивного изделия, имеющего управляемые распределение и концентрацию абразивных зерен. Ясно, что для правильной доставки жидкого носителя и абразивных зерен в зону между вдавливающими поверхностями и прикрепления к проволоке могут использоваться определенные ориентации между вдавливающими поверхностями и ванной.
Жидкий носитель может содержать основной компонент, который может представлять собой органический материал, такой, как вода или спирт. Кроме того, чтобы обеспечить образование требуемой взвеси в ванне и на вдавливающих поверхностях, в небольших количествах могут добавлять другие компоненты, такие, как стабилизаторы, которые дополнительно могут быть органическими компонентами. В определенных процессах могут использовать жидкий носитель, включающий додецилсульфат натрия, полиэтиленгликоль (ПЭГ) и/или изопропанол.
Материалы абразивных зерен могут быть твердыми и, таким образом, подходящими для использования в абразивной обработке. Например, абразивные зерна могут иметь твердость по шкале Моса по меньшей мере примерно 7, например, по меньшей мере 8, и, типичнее, порядка по меньшей мере примерно 9. Некоторые подходящие материалы могут включать карбиды, материалы на основе углерода (например, фуллерены), нитриды, оксиды, бориды и их сочетание могут использоваться как абразивные зерна. В некоторых случаях абразивные зерна могут представлять собой сверхабразивные зерна, например, алмаз (природный или синтетический), кубический нитрид бора и их сочетание. В одном конкретном варианте осуществления абразивные зерна являются практически алмазными.
Примечательно, что распределение средней зернистости абразивных зерен можно изменить таким образом, чтобы абразивные зерна выбирались из негауссового распределение зернистости. Например, абразивные зерна могут выбираться из очень широкого распределения зернистости, охватывающего широкий, однако точный диапазон зернистостей. Диапазон зернистостей может выбираться из диапазона между примерно 1 микрометром и примерно 100 микрометрами, например, между 10 микрометрами и примерно 100 микрометрами, между 15 микрометрами и 100 микрометрами или даже между 20 микрометрами и 100 микрометрами. Кроме того, диапазон зернистостей может быть уже, например, между примерно 20 микрометрами и примерно 95 микрометрами или даже между примерно 20 микрометрами и примерно 90 микрометрам.
Кроме того, широкое распределение зернистости может характеризоваться тем фатом, что распределение содержит практически равномерное присутствие всех зернистостей в диапазоне средних зернистостей. Например, процентная вариация между любыми двумя зернистостями в распределении (т.е., процент абразивных зерен, имеющих одну среднюю зернистость, по сравнению с процентом абразивных зерен, имеющих разную среднюю зернистость) может быть не более чем примерно 25%. В других случаях эта вариация может быть меньшей, например, не более чем примерно 20%, не более чем примерно 15%, не более чем примерно 12%, не более чем примерно 10% или даже не более чем примерно 8%. В некоторых конструкциях может использоваться процентная вариация присутствия средней зернистости между любыми двумя средними зернистостями в распределении между примерно 2% и примерно 25%, например, между примерно 5% и примерно 20% или между примерно 5% и примерно 15%.
Для некоторых абразивных изделий выбранное широкое распределение зернистости может описываться конкретным процентом абразивных зерен в распределении, которые присутствуют в диапазоне средних зернистостей. Диапазон зернистостей может определяться диапазоном средних зернистостей, проходящим от дискретного нижнего значения средней зернистости до дискретного верхнего значения средней зернистости. В изделиях, описываемый в настоящем документе, может использоваться широкое распределение зернистости, в котором по меньшей мере 80% от общего числа абразивных зерен имеют среднюю зернистость, находящуюся в диапазоне зернистости, охватывающем по меньшей мере примерно 25 микрометров средних зернистостей. Например, по меньшей мере 80% от общего числа абразивных зерен могут иметь среднюю зернистость в пределах, определенных нижней средней зернистостью 50 микрометров и верхней средней зернистостью 75 микрометров. В других случаях диапазон зернистостей может быть шире, например, по меньшей мере 80% от общего числа абразивных зерен имеют среднюю зернистость в диапазоне зернистости по меньшей мере примерно 30 микронов, по меньшей мере примерно 40 микронов, по меньшей мере примерно 50 микронов или даже по меньшей мере примерно 60 микронов.
В некоторых вариантах осуществления может использоваться больший процент абразивных зерен в широком диапазоне средних зернистостей. Например, по меньшей мере 85%, по меньшей мере примерно 90% или даже по меньшей мере примерно 95% от общего числа абразивных зерен имеют среднюю зернистость, охватывающую диапазон зернистости по меньшей мере примерно 30 микронов, по меньшей мере примерно 40 микронов или даже по меньшей мере примерно 50 микронов. Кроме того, варианты осуществления, описываемые в настоящем документе, могут иметь широкое распределение зернистости, в котором по меньшей мере 95% от общего числа абразивных зерен имеют среднюю зернистость, находящуюся в пределах средних зернистостей между примерно 30 микронами и примерно 80 микронами, например, между примерно 30 микронами и примерно 70 микронами и даже между примерно 30 микронами и примерно 60 микронами.
Другие типы негауссовых распределений для выбора абразивных зерен могут включать распределения, использующие по меньшей мере две разные средние зернистости. Одно такое распределение может быть бимодальным распределением зернистости. В конкретных случаях для улучшения рабочих характеристик может оказаться оправданным выбор по меньшей мере одной зернистости, которая значительно больше другой зернистости. Ясно, что при формировании выбранного негауссова распределения зернистости можно использовать большее число мод, например, три, четыре или более. Кроме того, образование широкого распределения зернистости может включать не обязательно выбор и объединение двух (или более) отдельных зернистостей, а создание конкретного широкого распределения зернистости, имеющего однородность репрезентативных зернистостей в полном диапазоне распределения.
Примечательно, для абразивных изделий в соответствии с вариантами осуществления, описанными в настоящем документе, может использоваться очень широкое распределение зернистости зерен, прикрепленных к удлиненному телу. Как описано в настоящем документе, широкое распределение зернистости абразивных зерен может создаваться не обязательно одним выбором зерен, а, в частности, может вызываться процессом образования. То есть, характеристики процесса вдавливания могут быть достаточными, чтобы вызвать излом и/или измельчение (дробление) некоторого процента абразивных зерен, и тем самым обеспечить в итоге более широкое распределение зернистости, чем могут обеспечить одни процессы простого сортирования.
Для улучшенных рабочих характеристик может использоваться и конкретная концентрация абразивных зерен на готовом абразивном изделии. Например, процесс изготовления может быть таким, что абразивное тело имеет среднюю концентрацию абразивных зерен в связующем слое по меньшей мере примерно 0,02 кар/м. В других случаях средняя концентрация абразивных зерен может быть больше, например, по меньшей мере примерно 0,05 кар/м, по меньшей мере примерно 0,08 кар/м, по меньшей мере примерно 0,10 кар/м или даже по меньшей мере примерно 0,20 кар/м. В некоторых конкретных вариантах осуществления средняя концентрация абразивных зерен в абразивном изделии может быть в пределах между примерно 0,02 кар/м и примерно 0,30 кар/м, например, между примерно 0,02 кар/м и примерно 0,28 кар/м, между примерно 0,10 кар/м и примерно 0,28 кар/м, между примерно 0,10 кар/м и примерно 0,25 кар/м или даже между примерно 0,15 кар/м и примерно 0,25 кар/м.
Для некоторых изделий готовое абразивное изделие может иметь большую концентрацию абразивных зерен, например, по меньшей мере примерно 20 кар/м. То есть, для некоторых конструкций абразивных изделий концентрация абразивных зерен может быть по меньшей мере примерно 22 кар/м, по меньшей мере примерно 24 кар/м или даже по меньшей мере примерно 25 кар/м. В некоторых примерных изделиях концентрация абразивных зерен может быть в пределах между примерно 20 кар/м и примерно 30 кар/м, например, между примерно 22 кар/м и примерно 30 кар/м, и, в частности, между примерно 24 кар/м и примерно 28 кар/м.
После заделки абразивных зерен в связующем слое может быть образован покрывающий слой, лежащий поверх связующего слоя и части абразивных зерен. Покрывающий слой может быть выполнен непосредственно связанным с верхней поверхностью связующего слоя и частями открытых поверхностей абразивных зерен, выступающими над связующим слоем. Обычно абразивное изделие изготавливается так, что покрывающий слой образует непрерывное покрытие на площади наружной поверхности связующего слоя и частей абразивных зерен. Покрывающий слой может в некоторых случаях полностью покрывать некоторые или все абразивные зерна. В других абразивных изделиях покрывающий слой может покрывать абразивные зерна лишь частично, при этом часть абразивных зерен открыты и выступают над наружной поверхностью покрывающего слоя.
Покрывающий слой может наноситься посредством процесса осаждения. Один особенно подходящий процесс осаждения представляет собой процесс нанесения гальванического покрытия, в котором проволоку перемещают через установку для нанесения гальванического покрытия. При этом покрывающий слой может быть из металла или сплава металла. К числу некоторых подходящих металлов могут относиться переходные элементы металлы. Например, в соответствии с одним вариантом осуществления, покрывающий слой содержит никель, так что покрывающий слой может быть выполнен практически из никеля. В покрывающих слоях на основе никеля могут использоваться и материалы из сплавов на основе никеля. При этом в составе сплавов на основе никеля в качестве легирующих добавок могут использоваться металлы, например, переходные металлы.
ФИГ.1 представляет собой иллюстрацию поперечного сечения абразивного изделия в соответствии с одним вариантом осуществления. Как показано на этой фигуре, абразивное изделие 300 содержит удлиненное тело 301 как сердцевину, имеющую круглую форму поперечного сечения. Удлиненное тело 301 окружено связующим слоем 303, которое практически покрывает верхнюю поверхность 306 удлиненного тела 301.
В соответствии с одним конкретным вариантом осуществления, связующий слой 303 может быть выполнен имеющим среднюю толщину по меньшей мере примерно 10 микрометров. В других случаях связующий слой 303 может быть мощным, имеющим среднюю толщину порядка по меньшей мере примерно 15 микрометров, по меньшей мере примерно 20 микрометров или даже по меньшей мере примерно 25 микро. Например, связующий слой 303 может иметь среднюю толщину в пределах между примерно 10 микрометрами и примерно 50 микрометрами, например, в пределах между примерно 15 микрометрами и примерно 50 микрометрами, или даже в пределах между примерно 20 микрометрами и примерно 50 микрометрами.
Факультативно, связующий слой 303 может содержать наполнитель 309 в связующем слое 303. Наполнитель 309 может представлять собой твердые абразивные частицы, чтобы повысить абразивную способность и улучшить характеристики износа связующего слоя 303. Однако твердые абразивные частицы наполнителя 309 могут значительно отличаться от абразивных зерен 307, особенно в части размера, и в некоторых случаях наполнитель 309 может иметь средний размер зерен, значительно меньший, чем средний размер абразивных зерен 307. То есть, твердые абразивные частицы наполнителя 309 могут иметь средний размер зерен, по меньшей мере примерно в 2 раза меньший, чем средняя зернистость наименьших абразивных зерен 307. Фактически, твердые абразивные частицы могут иметь средний размер зерен, который даже меньше, например, порядка по меньшей мере в 3 раза меньший, например, по меньшей мере примерно в 5 раз меньший, по меньшей мере примерно в 10 раз меньший и, в частности, в пределах между примерно в 2 раза и примерно в 10 раз меньший, чем средняя зернистость наименьших абразивных зерен 307.
Твердые абразивные частицы, образующие наполнитель 309 в связующем слое 303, могут быть из материала, такого, как карбиды, материалы на основе углерода (например, фуллерены), бориды, нитриды, оксиды и их сочетание. В некоторых конкретных случаях твердые абразивные частицы могут представлять собой сверхабразивный материал, такой, как алмаз, кубический нитрид бора и их сочетание. Ясно, что твердые абразивные частицы наполнителя 309 могут быть тем же материалом, что материал абразивных зерен 307. В других случаях твердые абразивные частицы наполнителя 309 могут быть иным материалом, чем материал абразивных зерен 307.
В некоторых абразивных изделиях, описанных в настоящем документе, может использоваться покрывающий слой 305, лежащий поверх связующего слоя 303 и частей абразивных зерен 307 и имеющий среднюю толщину не более чем примерно 15 микрометров. В других случаях покрывающий слой может быть тоньше, например, его средняя толщина является не более чем примерно 10 микрометров, например, не более чем примерно 8 микрометров, не более чем примерно 5 микрометров и, в частности, в пределах между примерно 2 микрометрами и 15 микрометрами или между примерно 1 микрометром и примерно 10 микрометрами, или даже между примерно 5 микрометрами и примерно 10 микрометрами.
Как далее показано на ФИГ.1, покрывающий слой 305 может содержать факультативный материал-наполнитель 311, содержащийся в покрывающем слое 305. Материал-наполнитель 311 покрывающего слоя может помещаться в покрывающем слое 305 таким образом, что практически весь материал-наполнитель 311 покрывающего слоя окружен материалом покрывающего слой 305. Примечательно, наполнитель 311 покрывающего слоя может содержать абразивные твердые частицы, имеющие те же отличительные признаки, что и абразивные твердые частицы материала-наполнителя 309 в связующем слое 303. В некоторых конкретных вариантах осуществления абразивные твердые частицы, составляющие материал-наполнитель 311 покрывающего слоя, могут быть такими же, как и абразивные твердые частицы материала-наполнителя 309 в связующем слое 303. В других вариантах осуществления, абразивные твердые частицы материала-наполнителя 311 покрывающего слоя могут отличаться от абразивных твердых частиц материала-наполнителя 309 связующего слоя 303.
Абразивные изделия, описанные в настоящем документе, демонстрируют особые рабочие характеристики. Примечательно, абразивные изделия, описанные в настоящем документе, могут использоваться для резки на пластины твердых кристаллических материалов, таких, как монокристаллический сапфир и т.п., особенно монокристаллических или поликристаллических материалов, которые могут использоваться в фотоэлектрических приборах. Например, абразивные изделия, описанные в настоящем документе, способны прорезывать в общей сложности по меньшей мере примерно 200 см2 сапфира со средней скоростью резания по меньшей мере 0,8 мм/мин. Фактически, некоторые изделия продемонстрировали способность прорезывать большее количество сапфира с минимальной скоростью резания по меньшей мере 0,8 мм/мин, например, по меньшей мере примерно 300 см2 или даже по меньшей мере примерно 400 см2. Некоторые конкретные абразивные изделия в соответствии с вариантами осуществления, описанными в настоящем документе, способны прорезывать между примерно 200 см2 и примерно 500 см2, например, порядка между примерно 250 см2 и примерно 475, или, в частности, между примерно 300 см2 и примерно 450 см2 сапфира с минимальной скоростью резания 0,8 мм/мин на протяжении всего срока службы изделия.
В некоторых конкретных случаях абразивные изделия в соответствии с вариантами осуществления, описанными в настоящем документе, способны достигать более высоких скоростей резания с прорезыванием значительных количеств (измеренных в поперечном сечении) монокристаллического сапфира. Например, в одном варианте осуществления абразивное изделие прорезывать в общей сложности по меньшей мере примерно 400 см2 сапфира со средней скоростью резания по меньшей мере 0,9 мм/мин, например, порядка по меньшей мере примерно 1 мм/мин, по меньшей мере примерно 1,2 мм/мин, по меньшей мере примерно 1,3 мм/мин или даже по меньшей мере примерно 1,4 мм/мин. Некоторые конкретные варианты осуществления могут иметь скорость прорезывания в общей сложности по меньшей мере 400 см2 сапфира между примерно 0,8 мм/мин и примерно 1,5 мм/мин, например, между примерно 0,9 мм/мин и примерно 1,5 мм/мин и даже между примерно 1 мм/мин и примерно 1,4 мм/мин.
Кроме того, абразивные изделия, описанные в настоящем документе, демонстрируют больший срок службы, особенно в случае твердых материалов (например, в случае сапфира). Например, некоторые абразивные изделия в соответствии с вариантами осуществления, демонстрируют срок службы (т.е., использование проволоки для фактического резания) по меньшей мере примерно 5 часов для сапфира. Некоторые другие абразивные изделия продемонстрировали срок службы при резании по меньшей мере примерно 8 часов, например, по меньшей мере примерно 10 часов, по меньшей мере примерно 15 часов, по меньшей мере примерно 18 часов или даже по меньшей мере примерно 20 часов. Некоторые конкретные варианты осуществления могут иметь срок службы при резании в пределах между примерно 5 часами и 25 часами, например, между примерно 10 часами и 25 часами или даже между примерно 15 часами и 25 часами.
ФИГ.4A-4B представляют собой увеличенные изображения абразивных изделий в соответствии с вариантами осуществления, описанными в настоящем документе. Каждая из ФИГ.4A-4B иллюстрирует части абразивных изделий, имеющих абразивные зерна 403, прикрепленные к поверхности проволоки посредством покрывающего слоя 401. Изображение на ФИГ.2A - это абразивное изделие, изготовленное в соответствии с процессами, описанными в настоящем документе, имеющее среднюю концентрацию абразивных зерен 0,06 кар/м. Абразивное изделие на ФИГ.2B дополнительно изготовлено в соответствии с процессами, описанными в настоящем документе, и имеет среднюю концентрацию абразивных зерен 0,11 кар/м. Как можно видеть в сравнении, средняя концентрация абразивных зерен абразивного изделия на ФИГ.2B выше, чем средняя концентрация абразивных зерен абразивного изделия на ФИГ.2A.
ПРИМЕР
В приведенном ниже примере проводится сравнение абразивного изделия, изготовленного в соответствии с вариантами осуществления, описанными в настоящем документе, и обычной проволочной пилой, изготовленной подобным процессом. Первый образец (образец 1) был изготовлен в соответствии с вариантами осуществления, описанными в настоящем документе. Использованным материалом проволоки стандартная рояльная проволока из пружинной стали. По всей площади наружной поверхности проволока была покрыта медным материалом связующего слоя, имеющего среднюю толщину приблизительно 40 микрометров. Затем в проволоку были заделаны абразивные зерна.
Распределение абразивных зерен, выбранных для заделки в связующий слой, иллюстрируется на ФИГ.3, и изображение репрезентативного образца зернистостей выбранных абразивных зерен приведено на ФИГ.4. Примечательно, абразивные зерна были выбраны из широкого распределения зернистости, причем все абразивные зерна были в пределах средних зернистостей между 20 микрометрами и 93 микрометрами, приблизительно 90% абразивных зерен охватывали диапазон зернистостей 50 микрометров между 20 микрометров и примерно 70 микрометрами, и процентная вариация в пределах зернистостей была не более 10% между наименее малочисленной средней зернистостью (например, приблизительно 90 микрометров) и наиболее малочисленной средней зернистостью (например, приблизительно 42 микрометров) в пределах распределения.
Затем покрытая абразивными зернами проволока образца 1 была покрыта покрывающим слоем материала посредством процесса нанесения гальванического покрытия. Покрывающий слой был из сплава на основе никеля, имеющий состав, содержащий приблизительно 98% никеля и приблизительно 2% других видов металла и других материалов. Окончательно изготовленная абразивная проволока, часть которой показана на ФИГ.2B, имела среднюю концентрацию абразивных зерен 0,11 кар/м.
Второй образец (образец 2) был изготовлен в соответствии с процессом, описанным выше для образца 1. Окончательно изготовленное абразивное изделие, часть которого показана на ФИГ.2A, образца 2 имело среднюю концентрацию абразивных зерен 0,06 кар/м.
Для сравнительных целей была получена обычная проволочная пила (образец С1), предположительно изготовленная накатыванием абразивных зерен в материал проволоки. Абразивные зерна были проанализированы, и распределение зернистостей абразивных зерен показано на ФИГ.5, и изображение репрезентативного образца зернистостей выбранных абразивных зерен приведено на ФИГ.6. Как можно видеть из графика на ФИГ.5 и изображения на ФИГ.6, распределение размеров зерен является узким; преобладающее большинство зернистостей охватывают диапазон зернистостей примерно 30 микронов со стандартным средним значением примерно 32 микрона. Покрывающий слой был выполнен из сплава на основе никеля, а рассчитанная концентрация абразивных зерен составила 0,01 кар/м. Увеличенное изображение части материала обычной проволочной пилы приведено на ФИГ.7.
Затем образцы 1 и 2 и обычный образец (образец С1) были испытаны для сравнения некоторых рабочих характеристик. Каждый из образцов был использован для резки на пластины заготовки из монокристаллического сапфира диаметром 2 дюйма (5,08 см). Каждая успешная резка на пластины заготовки из сапфира отмечалась как "Резка", и для каждого из образцов регистрировалась длительность резания заготовки. Каждая из проволок имела скорость 8 м/с при нагрузке 16 Н. Каждый из образцов использовался до отказа проволоки - до ее разрыва или неспособности далее резать заготовку из сапфира.
На ФИГ.8 приведены графики рабочих характеристик для каждого из образцов: график 1001 для образца 1, график 1002 для образца 2 и график 1003 для образца С1. Как показано, образцы 1 и 2 демонстрируют более высокую способность резать на пластины значительно большее общее количество материала сапфира, чем образец С1. Фактически, образцы 1 и 2 демонстрируют способность резать на пластины более чем вдвое большее общее количество материала сапфира, чем образец С1. Кроме того, образцы 1 и 2 продемонстрировали более быстрое резание стандарта сапфира для резок 1-7, чем образец С1. В целом, образец 1 был способен прорезать 426 см2 материала сапфира со средней скоростью 1,13 мм/мин. Образец 2 достиг средней скорости 0,85 мм/мин при том же самом общем количестве материала сапфира (426 см2).
Вышеприведенное является описанием абразивных изделий, которые отличаются от известного уровня техники. Абразивные изделия, описанные в настоящем документе, - это проволочные пилы, содержащие удлиненное тело, имеющее абразивные зерна, прикрепленные к удлиненному телу посредством связующего слоя металла и покрывающий слой. В частности, абразивные изделия, описанные в настоящем документе, могут использоваться для пиления проволокой, в частности, в электронной промышленности, включая отрезку тонких дисков или вырезку темплетов из монокристаллических или поликристаллических материалов, которые могут использоваться в фотоэлектрических приборах. Что касается этой промышленности, следует отметить, что особое внимание уделяется снижению потерь этих дорогих усовершенствованных материалов, сокращению времени резания и, таким образом, снижению издержек, а дополнительно уменьшению подповерхностного повреждения этих дорогостоящих материалов. Варианты осуществления, описанные в настоящем документе, содержат сочетание отличительных признаков, которое включает выбранные распределения зернистостей абразивных зерен, определенных материалов и толщин связующего слоя и покрывающего слоя, средних концентраций абразивных зерен и иных отличительных признаков, описанных в настоящем документе.
В вышеприведенном описании ссылки на конкретные варианты осуществления и соединения определенных компонентов являются иллюстративными. Таким образом, раскрытый выше предмет изобретения должен рассматриваться не ограничивающим объем настоящего изобретения, а прилагаемая формула изобретения предназначена для охвата всех модификаций, усовершенствований и иных вариантов осуществления в пределах объема настоящего изобретения. Таким образом, в максимальной мере, допускаемой действующим законодательством, объем настоящего изобретения должен определяться путем самой широкой допустимой интерпретации последующей формулы изобретения и ее эквивалентов и не должен ограничиваться вышеприведенным подробным описанием.
Реферат
Изобретения относятся к области абразивной обработки и могут быть использованы при изготовлении инструмента, предназначенного для резки на пластины моно- и поликристаллических материалов. Абразивное изделие содержит удлиненное тело, связующий слой, лежащий на его поверхности, и абразивные зерна, содержащиеся в связующем слое со средней концентрацией абразивных зерен в пределах между примерно 0,02 кар/м и примерно 0,30 кар/м. Описан способ резания сапфира с использованием абразивного изделия. В результате повышается износостойкость и срок службы абразивного изделия при резке твердых материалов. 5 н. и 10 з.п. ф-лы, 8 ил.
Формула
абразивные зерна, содержащиеся в связующем слое и выбранные из условия широкого распределения зернистости, при этом по меньшей мере 80% от общего числа абразивных зерен имеют среднюю зернистость, находящуюся в диапазоне средних зернистостей между примерно 1 мкм и примерно 100 мкм, в частности по меньшей мере примерно 30 мкм.
абразивные зерна, содержащиеся в связующем слое и выбранные из условия широкого распределения зернистости, при этом по меньшей мере 80% от общего числа абразивных зерен имеют среднюю зернистость, в частности по меньшей мере примерно 30 мкм, в диапазоне средних зернистостей между примерно 1 мкм и примерно 100 мкм, причем абразивные зерна содержатся в связующем слое со средней концентрацией абразивных зерен в пределах между примерно 0,02 кар/м и примерно 0,30 кар/м.
абразивные зерна, содержащиеся в связующем слое со средней концентрацией абразивных зерен в пределах между примерно 0,02 кар/м и примерно 0,30 кар/м, при этом абразивное изделие способно прорезать в общей сложности по меньшей мере примерно 200 см2 сапфира со средней скоростью резания по меньшей мере 0,8 мм/мин.
(a) использование абразивного изделия, имеющего удлиненное тело и абразивные зерна, прикрепленные к удлиненному телу,
(b) причем резание осуществляют со средней скоростью резания по меньшей мере 0,8 мм/мин с обеспечением прорезывания в общей сложности по меньшей мере примерно 200 см2 сапфира.
Документы, цитированные в отчёте о поиске
Суперабразивное проволочное пилонамоточное устройство, режущее устройство с суперабразивной проволочной пилой и способ намотки суперабразивной проволочной пилы
Комментарии