Устройство для резания и шлифования, зажимное приспособление и вращающийся инструмент с демпфированием вибрации - RU2391198C2
Код документа: RU2391198C2
Чертежи















Описание
Изобретение относится к устройству для резания и шлифования, например, угловому шлифовальному станку, с приводным шпинделем, на котором закреплен такой вращающийся инструмент, как шлифовальный, обдирочный или отрезной шлифовальный круг. Крепление осуществляется при помощи двух зажимных элементов, как правило, зажимного фланца и зажимной гайки. Зажимной фланец выполнен за одно целое с приводным шпинделем или свободно сидит на нем, но без возможности проворачивания. Зажимную гайку навинчивают на конец приводного шпинделя. Инструмент закрепляют между зажимным фланцем и зажимной гайкой. Зажимными элементами могут быть также нижний и верхний зажимные фланцы, которые посредством гайки прижаты относительно друг друга.
Изобретение относится, кроме того, к зажимному приспособлению и такому вращающемуся инструменту, как шлифовальный, обдирочный или отрезной круг.
При использовании угловых шлифовальных станков без вибродемпфирующих элементов возникает вибрация, которая через ручки, как правило, главную и дополнительную ручки, передается на руки пользователя. Поэтому длительная работа на угловых шлифовальных станках может нанести вред здоровью, например вызвать чувство онемения в предплечье. Поэтому в угловых шлифовальных станках основная и дополнительная ручки зачастую имеют демпферы вибраций.
Из публикации DE-OS 2632652 известен шлифовальный круг по меньшей мере из двух соединенных между собой тарельчатых шлифовальных кругов, которые соединены между собой при помощи расположенного между ними полимерного слоя. Это призвано снизить колебания.
Из публикации DE-GM 7628082 известна установка кольцевой прокладки из эластичного материала между шлифовальным кругом и каждым из двух зажимных фланцев. Шлифовальный круг посажен с зазором на приводной шпиндель. Это также снижает вибрацию. Подобное приспособление известно также из патентного документа US 3566547.
В публикации WO 00/27590 описано зажимное приспособление для шлифовальных кругов, при этом между зажимным фланцем или зажимной гайкой и шлифовальным кругом установлено промежуточное металлическое кольцо, снабженное нанесенным демпфирующим покрытием из эластичного материала. Демпфирующее покрытие нанесено как в радиальном, так и в осевом направлении.
Из документа JP 95118376 известен шлифовальный круг с демпфированием вибрации, соединенный со стержнем посредством приспособления, состоящего из расположенных сбоку на шлифовальном круге одного мягкого и одного жесткого демпфирующих элементов.
Из документа JP 56163882 известен шлифовальный камень, закрепленный посредством втулочных фланцев на центральном демпфирующем колесе из эластичного материала, который зажимными фланцами закреплен, в свою очередь, на оправке, посаженной на приводном шпинделе.
Задача изобретения состоит в том, чтобы максимально простым способом снизить вредные для здоровья вибрации, передаваемые на руки пользователя, ручных устройств для резания или шлифования.
Эта задача согласно изобретению решается тем, что между зажимными элементами и инструментом расположен эластичный слой.
Предпочтительно слой предусмотрен с обеих сторон вращающегося инструмента, а также внутри крепежного отверстия, с помощью которого инструмент закреплен на шпинделе. Вследствие этого шлифовальный инструмент не имеет непосредственного контакта с зажимными элементами, то есть шпинделем, зажимным фланцем и зажимной гайкой, и все контактные или зажимные поверхности снабжены эластичным материалом. За счет этого передача вибраций со шлифовального инструмента на приводной шпиндель и, тем самым, на блок привода снижается уже с самого начала, так что вибрации в значительной степени демпфируются прежде, чем они передаются на блок привода.
При этом слой из эластичного материала может быть предусмотрен соответственно на одной или на обеих прилегающих одна к другой зажимных поверхностях инструмента и зажимных элементов.
Слой из эластичного материала может представлять собой покрытие, нанесенное на инструмент или на зажимные элементы. Слой из эластичного материала также может представлять собой конструктивный элемент, расположенный между инструментом и зажимными элементами. Оба варианта могут комбинироваться, при этом внутренний край крепежного отверстия инструмента, например, может быть снабжен нанесенным покрытием и на одной или на обеих сторонах инструмента между инструментом и зажимным фланцем или инструментом и зажимной гайкой может быть помещена тонкая прокладка из эластичного материала.
Зажимные элементы (зажимные фланцы и зажимные гайки) имеют центральное отверстие, которым они посажены на приводной шпиндель. Это отверстие на стороне зажимных поверхностей обычно имеет буртик, на котором своим втулочным или крепежным отверстием сидит вращающийся инструмент. Цилиндрическая наружная сторона буртика или внутренняя сторона отверстия ступицы также снабжены нанесенным покрытием из эластичного материала.
Эластичный слой или эластичное покрытие состоит предпочтительно из уретанового каучука, который особо отличается высокой износостойкостью и прочностью на истирание, устойчивостью к воздействию озона, УФ-лучей, минеральных масел и жиров, например из вулколлана (Vulkollan®). При этом применяемый формовочный материал может иметь следующие механико-физические характеристики:
Материал используется не как заготовка, а как формовочный материал. Изготовляют негативную форму, которую заполняют формовочным материалом. Во время отверждения происходит соединение с зажимным фланцем или зажимной гайкой с использованием адгезионного средства.
Если слой представляет собой отдельный конструктивный элемент, соединение с зажимным фланцем или зажимной гайкой отпадает.
В первом, особо предпочтительном варианте воплощения изобретения зажимные поверхности инструмента не снабжены покрытием, покрытием снабжены лишь зажимные поверхности зажимного фланца и зажимной гайки, включая периферию соответствующего буртика. В этом варианте осуществления могут быть использованы шлифовальные круги с обычными габаритами, в частности с обычным диаметром отверстия ступицы 22,23 мм. При этом диаметр буртика зажимного фланца и зажимной гайки без нанесенного покрытия настолько уменьшен, что с покрытием в этом случае достигается обычный диаметр 22,13 мм. Буртики при этом имеют первоначальный диаметр, например, 17,2 мм, и слой имеет толщину 2,5 мм. Зажимное приспособление с выполненными таким образом двумя зажимными элементами также является предметом изобретения.
Во втором варианте воплощения изобретения зажимные элементы не снабжены покрытием, а покрытием снабжены зажимные поверхности с обеих сторон инструмента и внутренний край отверстия ступицы инструмента. Следовательно, зажимной фланец и зажимная гайка остаются неизменными. Отверстие ступицы инструмента имеет в этом случае без нанесенного покрытия, например, диаметр 25,4 мм, который теперь за счет покрытия толщиной 1,585 мм уменьшен до 22,23 мм. Особым преимуществом этого варианта является то, что зажимной фланец и зажимная гайка имеют стандартные размеры и, следовательно, остаются без изменения. Поэтому инструмент с нанесенным описанным способом покрытием может быть использован вместо традиционного инструмента, без необходимости замены зажимного фланца или зажимной гайки. Предметом изобретения является также инструмент, имеющий эластичное покрытие с возвышениями, нанесенное на обеих сторонах зажимных поверхностей в зоне отверстия ступицы.
В третьем варианте воплощения изобретения внутренний край отверстия ступицы инструмента снабжен покрытием, а также покрытием снабжены контактные или зажимные поверхности зажимного фланца и зажимной гайки. Наоборот, зажимные поверхности инструмента не снабжены покрытием. Зажимной фланец и зажимная гайка имеют соответственно буртик, проходящий в отверстие ступицы инструмента, а периферийные поверхности этого буртика также не имеют покрытия в зоне, выступающей за покрытие, нанесенное на зажимных поверхностях. Здесь также преимущество состоит в том, что зажимной фланец и зажимная гайка могут иметь стандартные размеры.
В четвертом варианте выполнения изобретения, аналогично третьему варианту, внутренний край отверстия ступицы инструмента снабжен покрытием. Однако на зажимных поверхностях инструмента, зажимного фланца и зажимной гайки отсутствует покрытие и вместо этого между зажимным фланцем и инструментом, а также инструментом и зажимной гайкой вставлена кольцевая прокладка из эластичного материала. При этом зажимной фланец и зажимная гайка также могут иметь стандартные размеры.
Покрытие, нанесенное на зажимные поверхности зажимного фланца и зажимной гайки, или предусмотренное вместо этого покрытие, нанесенное на участки инструмента вокруг отверстия ступицы, имеет толщину между 0,5 и 5 мм, предпочтительно между 1,5 и 2,5 мм. Покрытие, нанесенное на внутренний край отверстия ступицы инструмента, или предусмотренное вместо этого покрытие, нанесенное на буртик зажимного фланца и зажимной гайки, имеет предпочтительно толщину примерно 2,5 мм.
Следовательно, во всех четырех упомянутых вариантах выполнения либо зажимной фланец и зажимная гайка выполнены таким образом, что могут зажимать стандартный шлифовальный круг обычных размеров, либо шлифовальный круг выполнен таким образом, что его могут зажимать стандартный фланец и стандартная зажимная гайка обычных размеров.
Во всех вышеназванных четырех вариантах воплощения изобретения нанесенное эластичное покрытие обеспечивает существенное демпфирование вибраций. Дальнейшее снижение вибраций может быть достигнуто за счет того, что на нанесенном покрытии предусмотрены возвышения в осевом направлении или оно имеет форму такого рода возвышений. В последнем случае нанесенное покрытие состоит лишь из возвышений. При этом возвышения не выступают относительно плоского покрытия, а представляют собой отдельные, дискретные участки поверхности, нанесенные на один или оба зажимных элемента, инструмент или на расположенную между ними прокладку.
За счет возвышений контактная поверхность между зажимными элементами и инструментом сокращается. Преимущественно это сокращение составляет по меньшей мере 50%.
В предпочтительном варианте возвышения выполнены в виде радиальных опорных ребер или перемычек, причем предусмотрены по меньшей мере три ребра или перемычки. Если в зажимной гайке имеются четыре зажимных отверстия, то целесообразно предусмотреть также четыре опорных ребра. Ребра или перемычки расположены на зажимной поверхности с одинаковым угловым интервалом и их ширина составляет не меньше 1 мм, предпочтительно между 1,5 и 5 мм. Если возвышения имеют другую форму, то их наименьший поперечный размер также составляет не меньше 1 мм.
Возвышения предпочтительно имеют высоту от 0,2 до 2,5 мм. Когда возвышения являются частью плоского покрытия, то толщина покрытия составляет предпочтительно примерно от 1 до 3 мм, а возвышения отстоят от него примерно на 0,5 мм. Если возвышения представляют собой дискретные покрытия из эластичного материала, их высота составляет предпочтительно от 1,5 до 2,5 мм. Перемычки зажимного фланца, как правило, выше, чем перемычки зажимной гайки. Например, перемычки зажимного фланца имеют высоту 2,5 мм, а перемычки зажимной гайки имеют высоту только 1,5 мм.
Опорные ребра или перемычки могут иметь также форму одного или нескольких концентрических окружностей. В особо предпочтительном варианте выполнения опорные ребра имеют форму рукавов спирали. При этом каждый рукав спирали проходит предпочтительно в угловом диапазоне 360°, разделенном на число рукавов спирали. При четырех рукавах спирали каждый рукав спирали проходит в угловом диапазоне 90°, при этом внутри углового диапазона 45° он проходит изнутри наружу, а затем в следующем угловом диапазоне 45° - по окружности на наружном крае зажимного фланца или зажимной гайки. При этом опорные ребра могут иметь высоту, например, 2,5 мм и ширину 2 мм. При этой высоте нанесенное покрытие состоит только из опорных ребер. Альтернативно опорные ребра могут выступать на незначительную высоту, например, 0,5 мм, относительно плоского покрытия, при этом плоское покрытие покрывает всю зажимную поверхность зажимного фланца или зажимной гайки и может быть толщиной в 2 мм. При особенно широких перемычках или ребрах (например, 5 мм) расположенные на краю концы ребер в виде рукавов спирали из-за зажимных отверстий могут быть несколько короче. Вариант воплощения изобретения с ребрами или перемычками в виде рукавов спирали, ввиду более толстого покрытия края зажимного фланца, имеет повышенную износостойкость и одновременно обеспечивает лучшую опору для инструмента (шлифовального круга) против опрокидывания или биений из-за перекоса.
Возвышения нанесенного эластичного покрытия могут присутствовать в принципе на всех участках зажимных поверхностей. Однако, в целом достаточно, если они имеются на поверхностях, расположенных нормально относительно оси приводного шпинделя.
Инструмент может иметь прямую или изогнутую форму, а блок привода может включать электродвигатель, в частности высокочастотный двигатель, пневмодвигатель или бензиновый двигатель.
Разумеется, изобретение является особенно предпочтительно в случае ручных устройств для резания и шлифования.
Ниже примеры осуществления изобретения поясняются более детально на основе чертежей, на которых показано:
фиг.1 - угловой шлифовальный станок с закрепленным инструментом;
фиг.2 - в разрезе, инструмент и зажимные элементы согласно первому примеру осуществления в разнесенном изображении;
фиг.3 - конструкция по фиг.2 в смонтированном виде;
фиг.4 - в разрезе, инструмент и зажимные элементы согласно второму примеру осуществления в разнесенном изображении;
фиг.5 - конструкция по фиг.4 в смонтированном виде;
фиг.6 - в разрезе, инструмент и зажимные элементы согласно третьему примеру осуществления;
фиг.7 - в разрезе, инструмент и зажимные элементы согласно четвертому примеру осуществления;
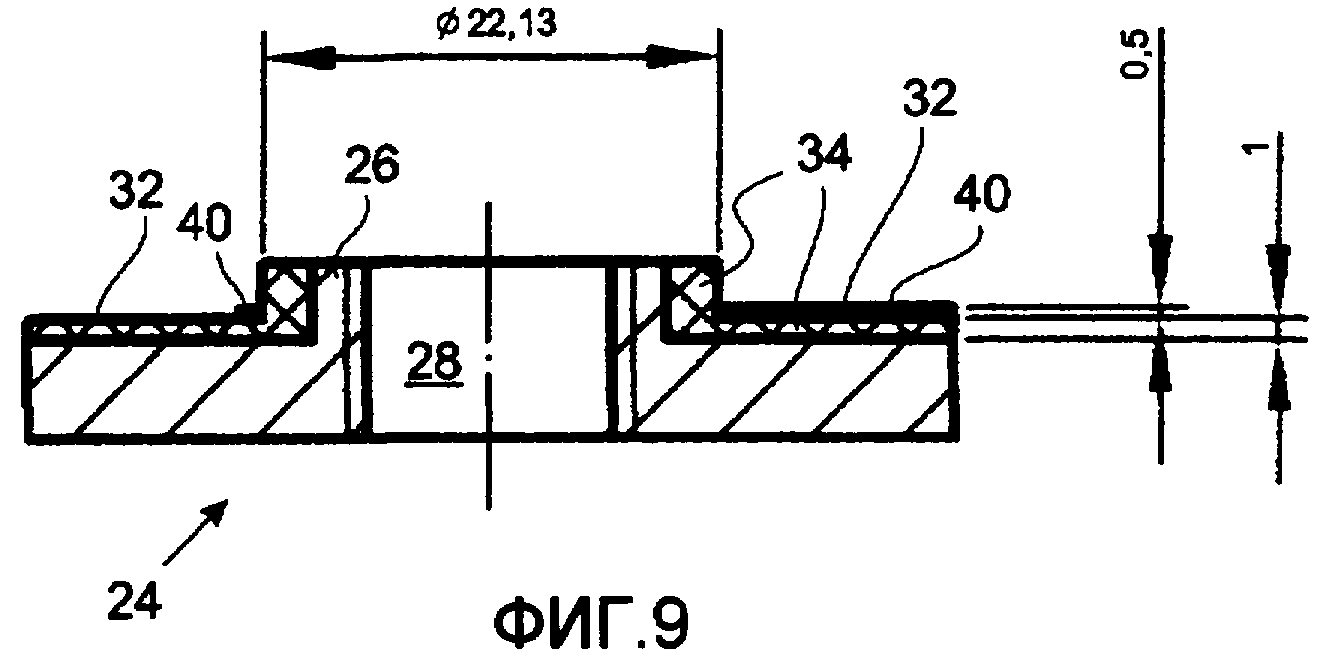
фиг.8 - вид сверху зажимной поверхности зажимной гайки;
фиг.9 - в разрезе, зажимная гайка по линии 9-9 с фиг.8;
фиг.10, 11 и 12 - перспективное изображение, вид сверху или в разрезе, пример осуществления с изолированными ребрами в виде рукавов спирали;
фиг.13, 14 и 15 - перспективное изображение, вид сверху или в разрезе, пример осуществления с ребрами в виде рукавов спирали, отстоящих от плоского покрытия;
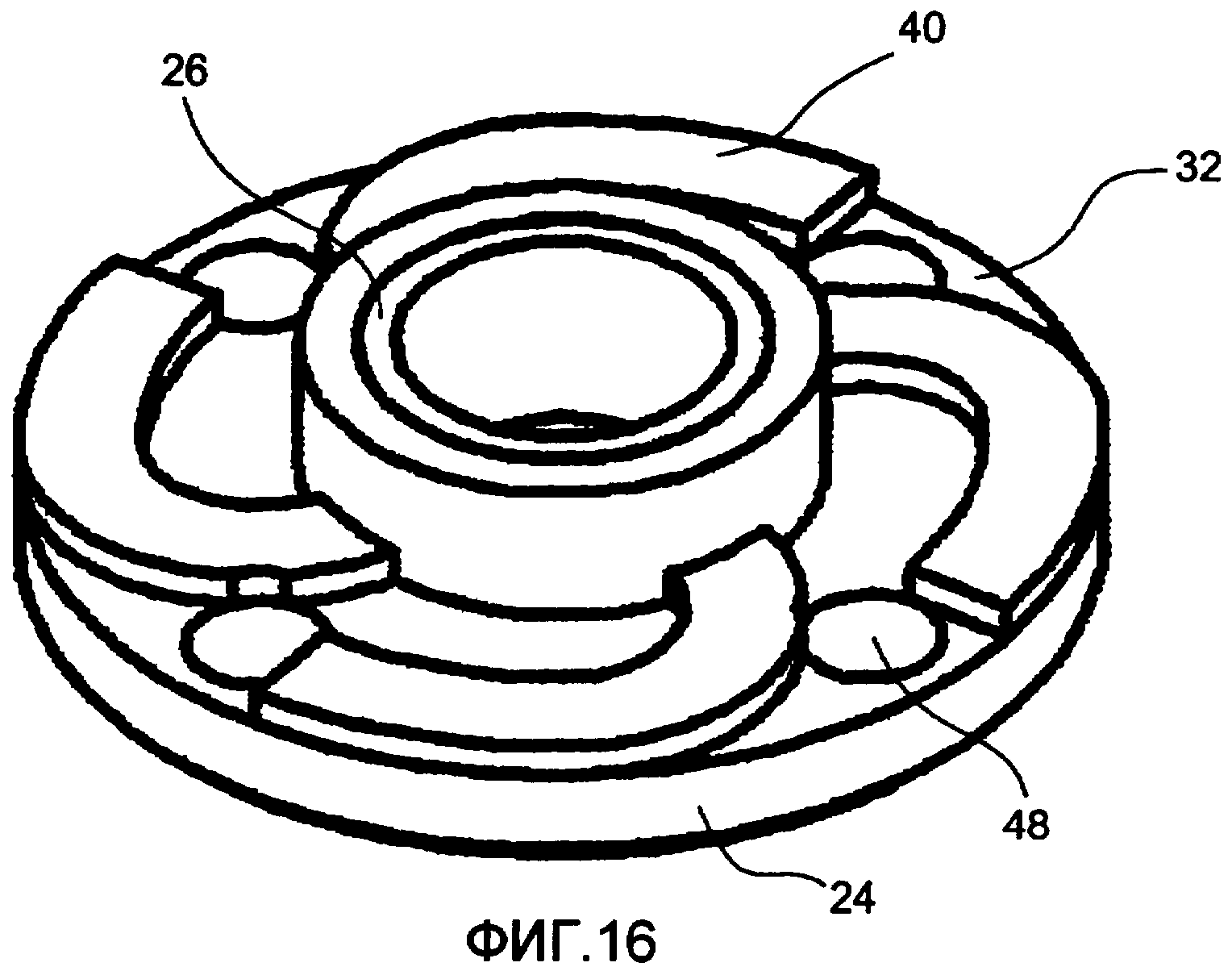
фиг.16 - зажимная гайка с особенно широкими ребрами;
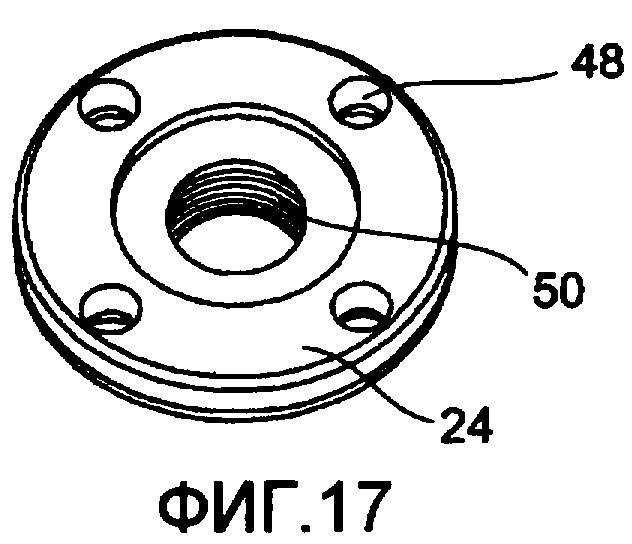
фиг.17 и 18 - зажимная гайка в перспективном изображении сверху и, соответственно, снизу;
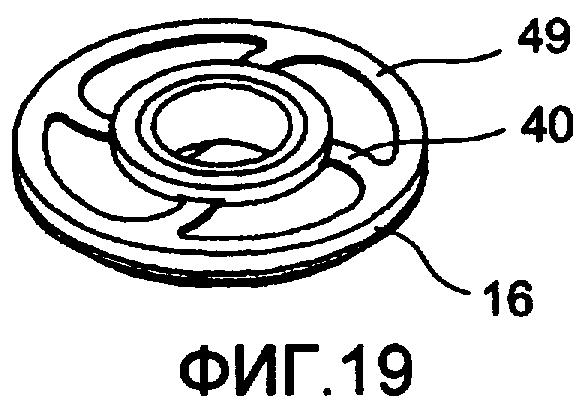
фиг.19 и 20 - зажимной фланец в перспективном изображении сверху и, соответственно, снизу.
Схематично представленный на фиг.1 угловой шлифовальный станок включает блок привода 10, который через угловую передачу приводит в движение приводной шпиндель 14, и ручку 18. На приводном шпинделе 14 имеется зажимной фланец 16, представляющий собой опору для вращающегося инструмента 20. Наружный конец приводного шпинделя 14 снабжен наружной резьбой 22, на которую навинчивается зажимная гайка 24, так что инструмент 20 зажат между зажимным фланцем 16 и зажимной гайкой 24. Зажимной фланец 16 и зажимная гайка 24 имеют обращенные одна к другой зажимные поверхности 30, 32 (фиг.2), между которыми зажимается инструмент 20. Зажимной фланец 16 может быть выполнен заодно целое с приводным шпинделем 14 или представлять собой отдельный конструктивный элемент, причем в этом случае он свободно сидит на приводном шпинделе 14, но без возможности проворачивания. По краю вокруг своего центрального отверстия или, соответственно, вокруг стержня приводного шпинделя 14 зажимной фланец 16 имеет буртик 26, на котором сидит инструмент 20. Зажимная гайка 24 также обычно имеет такой буртик 26. Вместе зажимной фланец 16 и зажимная гайка 24 образуют зажимные элементы для инструмента 20. Как обычно, инструмент частично покрыт защитным кожухом 12, который проходит примерно на 180° по окружности инструмента 20 (фиг.1).
Под инструментом 20 имеется в виду шлифовальный круг, чашечный шлифовальный круг, отрезной шлифовальный круг, обдирочный круг или т.п. При работе с такими инструментами возникает вибрация, которая с инструмента 20 передается на блок привода 10 и через его ручки 18 к пользователю. Чтобы снизить передачу вибрации на блок привода, между инструментом 20 и зажимным фланцем 16 и зажимной гайкой 24 предусмотрен слой эластичного материала. Поэтому между инструментом 20 и зажимными элементами 16, 24 отсутствует прямой контакт без демпфирования вибрации.
На фиг.2 и 3 показан первый пример осуществления, при котором зажимная поверхность 30 зажимного фланца 16 и зажимная поверхность 32 зажимной гайки 24 имеют нанесенное покрытие 34. Зажимной фланец 16 и зажимная гайка 24 имеют буртик 26, по периметру которого возвышается нанесенное покрытие 34. Инструмент 20 не имеет нанесенного покрытия ни в крепежном отверстии 28, ни в зонах, прилегающих к крепежному отверстию 28.
На фиг.3 показан инструмент 20, зажатый между зажимным фланцем 16 и зажимной гайкой 24. Вследствие покрытия 34, нанесенного на зажимной фланец 16 и на зажимную гайку 24, между металлическими корпусами зажимного фланца 16 и зажимной гайки 24 и инструментом 20 полностью отсутствует непосредственный контакт, в результате чего вибрация эффективно демпфируется. Так как в этом примере осуществления покрытие нанесено лишь на зажимные элементы 16, 24 и наружный диаметр буртика 26 вместе с нанесенным покрытием 34 составляет обычный диаметр крепежного отверстия 22,23 мм, то может быть зажат инструмент с обычными размерами.
На показанном на фиг.4 и 5 втором примере осуществления лишь инструмент 20 имеет нанесенное покрытие 34. Внутренний край крепежного отверстия 28 вместе с примыкающей к нему кольцевой зоной с обеих сторон инструмента 20, диаметр которого перекрывается диаметром зажимного фланца 16 и зажимной гайки 24, снабжен нанесенным покрытием 34, имеющим на этих поверхностях толщину 1,5 мм, а внутри крепежного отверстия 28 толщину 2,5 мм.
На фиг.6 показан третий пример осуществления изобретения, при котором внутренний край крепежного отверстия 28 инструмента 20 имеет покрытие 34, в то время как примыкающие к нему с обеих сторон поверхности не имеют покрытия. Вместо этого покрытие 34 нанесено на зажимные поверхности 30, 32 зажимного фланца 16 и зажимной гайки 24. Выступающая над этим покрытием зона, то есть буртик 26, не имеет покрытия.
На фиг.7 показан пример осуществления изобретения, при котором так же, как и в третьем примере осуществления, инструмент 20 имеет покрытие 34, нанесенное лишь на внутреннем крае крепежного отверстия 28. Однако ни зажимной фланец 16, ни зажимная гайка 24 не имеют нанесенного покрытия. Вместо этого предусмотрены две прокладки 36 из эластичного материала, которые помещены на зажимных поверхностях 30, 32 зажимного фланца 16 и зажимной гайки 24. Внутренний и наружный диаметр прокладок 36 совпадает с зажимными поверхностями 30, 32. Поэтому и в этом примере осуществления отсутствует непосредственный контакт между зажатым инструментом 20 и приводным шпинделем 14, зажимным фланцем 16 и зажимной гайкой 24. Контакт между этими конструктивными элементами осуществляется всегда через нанесенное покрытие 34 или прокладки 36 из эластичного материала.
На фиг.8-16 показаны примеры осуществления, при которых зажимная поверхность 30 зажимного фланца 16 и зажимная поверхность 32 зажимной гайки 24 имеют нанесенное покрытие 34. Как и прежде, зажимной фланец 16 и зажимная гайка 24 имеют буртик 26, по периметру которого возвышается нанесенное покрытие 34. Инструмент 20 не имеет покрытия ни в отверстии ступицы 28, ни в зонах вокруг отверстия ступицы 28.
На фиг.8 и 9 более детально показана зажимная гайка 24, при этом изображения зажимного фланца 16, исключая несколько больший диаметр и не показанную резьбу, а также бульшую общую высоту ребер, были бы идентичными. На фиг.8 видны три расположенных с угловым интервалом в 120° радиальных ребра 40 шириной 1,5 мм. Высота ребер 40 составляет 0,5 мм (фиг.9). Нанесенное покрытие 34, не включая ребра 40, имеет толщину 1 мм. Покрытие 34, нанесенное на соответствующий не показанный зажимной фланец, имеет, не включая ребра, толщину 2 мм, причем высота ребер над нанесенным покрытием также составляет 0,5 мм.
На фиг.10, 11 и 12 показан пример осуществления с отдельными ребрами 40 в виде рукавов спирали, нанесенными на зажимную поверхность 30 зажимного фланца 16. Как и в предыдущих примерах, зажимной фланец 16 имеет буртик 26, который на своей наружной цилиндрической стороне имеет нанесенное покрытие 42. От покрытия 42 ребра 40 вначале удаляются почти радиально, а затем в закруглении подходят к наружному краю зажимного фланца 16, по которому затем следуют на некотором отрезке. Всего имеется четыре ребра 40 в виде рукавов спирали, проходящих в пределах углового диапазона 45° в закруглении 44 изнутри наружу, а затем в следующем угловом диапазоне опять в 45° следуют по краю зажимного фланца 16. Ребра 40 имеют высоту 2,5 мм и ширину 2 мм. Ребра соответствующей не показанной зажимной гайки имеют высоту 1,5 мм и ширину 2 мм.
На фиг.13, 14 и 15 показан подобный пример осуществления, что и на фиг.10, 11 и 12, однако, при этом ребра 40 нанесены не непосредственно на зажимной фланец 16, а на зажимную поверхность 30 зажимного фланца 16 нанесено плоское покрытие 46, над которым выступают ребра 40. Плоское покрытие 46 имеет толщину 2 мм, поэтому ребра 40 имеют высоту лишь 0,5 мм. Плоское покрытие, нанесенное на соответствующую зажимную гайку, имеет толщину 1 мм, причем ребра также имеют высоту 0,5 мм над нанесенным покрытием.
Как было упомянуто выше, зажимные гайки могут быть выполнены так же, как и верхние зажимные фланцы, которые затем при помощи гайки на приводном шпинделе поджимают к инструменту и нижнему зажимному фланцу.
На фиг.16 показана зажимная гайка 24 с особенно широкими ребрами 40 и, как в примере осуществления на фиг.10-12, без нанесенного плоского покрытия. Ширина ребер 40 составляет 0,5 мм. Концы ребер 40 в виде рукавов спирали короче из-за зажимных отверстий 48.
На фиг.17 и 18 показаны соответственно под углом сверху и под углом снизу зажимная гайка 24 с четырьмя ребрами 40 в виде рукавов спирали, которые замыкаются на проходящем по периметру зажимной гайки 24 окружном ребре 49. На наружной стороне буртика 26 также выступает нанесенное покрытие. Как показано на фиг.17, верхняя сторона зажимной гайки 24 имеет обычную форму с четырьмя зажимными отверстиями 48 и внутренней резьбой 50.
На фиг.19 и 20 также показан соответственно под углом вид сверху и снизу зажимного фланца 16, выполненного в соответствии с зажимной гайкой 24 на фиг.17 и 18. На верхней стороне зажимного фланца 16 имеется нанесенное покрытие в виде четырех ребер 40 в виде рукавов спирали и окружного ребра 49, причем нанесенное покрытие выступает также на наружной стороне буртика 26. Как видно на фиг.20, нижняя сторона зажимного фланца 16 имеет обычный вид с отверстием 51 с заплечиками, при помощи которого зажимной фланец 16 может без возможности проворачивания крепиться на обычном приводном шпинделе.
При навинчивании зажимной гайки 24 на приводной шпиндель 14 ребра 40 сильно сдавливаются, так что зоны между ребрами 40 также могут входить в контакт с краем отверстия ступицы инструмента 20. Но еще сильнее прижимное усилие в зоне ребер 40, так что зажимные усилия эффективны прежде всего в зоне ребер 40. Поэтому вибрация с инструмента 20 на приводной шпиндель 14 и блок привода 10 передается меньше, чем при зажимных усилиях, равномерно действующих на зажимные поверхности 30, 32.
Перечень ссылочных позиций:
10 - Блок привода
12 - Защитный кожух
14 - Приводной шпиндель
16 - Зажимной фланец
18 - Ручка
20 - Инструмент
22 - Наружная резьба
24 - Зажимная гайка
26 - Буртик
28 - Отверстие в ступице
30 - Зажимная поверхность (зажимного фланца)
32 - Зажимная поверхность (зажимной гайки)
33 - Верхний зажимной фланец
34 - Нанесенное покрытие
40 - Возвышения, ребра
42 - Нанесенное покрытие (на буртике)
44 - Закругление
46 - Плоское покрытие
48 - Зажимные отверстия
49 - Окружное ребро
50 - Внутренняя резьба
51 - Отверстие с заплечиками.
Реферат
Изобретение относится к области абразивной обработки и может быть использовано в ручных устройствах для резания и/или шлифования. Устройство содержит блок привода, приводной шпиндель и зажимные элементы для крепления обдирочного шлифовального круга или шлифовального круга, или отрезного шлифовального круга. Зажимные элементы имеют зажимные поверхности и центральное отверстие, которым они расположены на приводном шпинделе. Зажимные элементы на стороне зажимных поверхностей имеют буртик с цилиндрической внешней поверхностью, на который посажен шлифовальный круг. Между зажимными элементами и шлифовальным кругом предусмотрены средства демпфирования вибрации в виде покрытия из эластичного материала. Последнее нанесено на зажимные поверхности и цилиндрическую внешнюю поверхность буртика. Покрытие имеет возвышения на поверхностях, расположенных нормально к оси приводного шпинделя. В результате снижаются вредные вибрации, возникающие в ручных устройствах. 2 н. и 7 з.п. ф-лы, 20 ил., 1 табл.
Комментарии