Станок для обработки материалов в блоках или плитах и способ обработки на этом станке - RU2549799C2
Код документа: RU2549799C2
Чертежи





Описание
Область техники, к которой относится изобретение
Настоящее изобретение относится к станку для механической обработки материалов из каменных пород, например мрамора и гранита, в форме блоков или плит, но не ограничивается ими. Изобретение также относится к способу механической обработки материалов, который может быть реализован путем использования такого станка.
Под термином "механическая обработка" понимается в общем случае любая операция, проводимая с куском материала, как, например, отрезание, вырезание или придание формы.
Уровень техники
Станки для механической обработки материалов в форме блоков или плит и, в частности, материалов из каменных пород содержат стол, определяющий рабочую поверхность, на которую укладывается блок или плита, предназначенные для механической обработки, и суппорт, с которым соединен режущий инструмент, например циркулярная пила или фреза, связанный с подвижным аппаратом суппорта и устройством управления, оснащенным соответствующим интерфейсом оператора.
Следует указать, что в настоящем описании и формуле изобретения под термином "подвижный аппарат" понимается аппарат, способный осуществлять любые перемещения суппорта - прямолинейные или вращательные.
К суппорту подключено множество магистралей, например, для подачи электрического напряжения или охлаждающей жидкости на обрабатывающий инструмент. Подвижный аппарат устанавливается на горизонтальный мост, который опирается на стенки или на другие вертикальные опоры.
Мост перемещается относительно соответствующих опорных конструкций, а подвижный аппарат способен перемещаться вдоль моста. Таким образом, подвижный аппарат и суппорт могут перемещаться параллельно рабочей поверхности вдоль двух осей X и Y, перпендикулярных друг к другу. В свою очередь, подвижный аппарат может переместить суппорт далее вдоль оси Z, перпендикулярной рабочей поверхности. Для того чтобы быть в состоянии выполнить механическую обработку одновременно в направлениях по осям X и Y, а также в диагональных направлениях, предусмотрен поворот суппорта вокруг по существу вертикальной оси Z таким образом, чтобы обработать образец материала механическим инструментом под разными углами.
Кроме того, зачастую первое положение подлежащей обработке детали или ее части на рабочей поверхности необходимо изменить один или более раз между различными последовательными этапами механической обработки. Например, часто имеют место случаи, когда после разрезания заготовки необходимо убрать одну из отрезанных частей для того, чтобы избежать ситуации, когда при последующих разрезах, выполняемых перпендикулярно или под углом к первому разрезу, режущий инструмент воздействует на часть плиты, не подлежащую механической обработке, которая выполняется в данный момент.
Перемещение частей материала относительно рабочей поверхности обычно производится мостовыми кранами или вилочными погрузчиками, которые работают независимо от станка для обработки материалов. Мостовые краны и вилочные погрузчики часто снабжаются вакуумными захватами для удерживания плит. Как вариант, предлагаемые станки для механической обработки оснащены манипулятором, способным перемещаться по мосту с помощью автономного подвижного аппарата или аппарата, автономно опирающегося на соответствующую раму. Перемещение и управление манипулятором вдоль трех осей X, Y и Z также осуществляется устройством управления. Такое решение обладает ясно выраженными сложными моментами с точки зрения управления станками во время эксплуатации. Например, манипулятор и суппорт не должны сталкиваться, точность размещения частей материала, подвергаемых обработке, должна быть максимальной, без ошибок, связанных с корреляцией двух систем отсчета.
Улучшенное решение описано в Европейском патенте EP-B-1651409. В этом случае манипулятор жестко устанавливается на головку суппорта и может быть перемещен вместе с ним вдоль взаимно перпендикулярных осей X, Y и Z, а также может поворачиваться вокруг оси Z. Манипулятор пневматического типа содержит вакуумные захваты, предназначенные для удерживания частей материала, которые должны быть перемещены относительно рабочей поверхности. Линейный исполнительный механизм манипулятора, приводимый в действие устройством управления, обладает функцией перемещения вакуумных захватов вдоль оси Z относительно суппорта. Линейный исполнительный механизм позволяет вакуумным захватам переместиться в нижнее относительно инструмента положение и поэтому находиться в контакте с плитой, которая должна быть перемещена; в этом случае режущий инструмент находится на расстоянии от плиты. Другими словами, при захвате плиты на рабочем столе и укладке ее на рабочий стол предусматривается определенное расстояние по оси Z, которое преодолевается за счет перемещения линейного исполнительного механизма манипулятора и дальнейшего перемещения за счет изменения положения суппорта вдоль оси Z.
Раскрытие изобретения
Заявитель разработал альтернативное решение, в котором предотвращена необходимость в управлении отклонением или смещением по оси Z двух устройств (суппорта и манипулятора) при изменении положения детали, которая подвергается механической обработке или должна быть ей подвергнута.
Поэтому задачей технического решения, которая лежит в основе изобретения, является дальнейшее упрощение вышеупомянутого станка для механической обработки материалов в форме блоков или плит. В частности, техническая проблема заключается в том, чтобы устранить необходимость применения линейного исполнительного механизма для активации вакуумных захватов.
В первом аспекте изобретения предлагается станок для механической обработки материалов в форме блоков или плит по п.1 формулы изобретения.
В частности, изобретение предлагает станок для механической обработки материалов в форме блоков или плит, который содержит:
a) суппорт для инструмента, перемещаемый над внешней рабочей поверхностью в параллельном и перпендикулярном направлениях относительно рабочей поверхности;
b) манипулятор, присоединенный к суппорту и содержащий средства захвата подлежащего обработке материала в форме блока или плиты;
причем средства захвата выполнены с возможностью перемещения между первым нерабочим положением, удаленным от рабочей поверхности, и вторым рабочим положением, приближенным к рабочей поверхности;
отличающийся тем, что средства захвата выполнены с возможностью поворота между указанным первым нерабочим положением и указанным вторым, рабочим положением.
В отличие от решения, описанного в патенте EP-B-1651409, в котором средства для захвата активируются с помощью дополнительного вертикального перемещения относительно вертикального перемещения суппорта, в станке в соответствии с настоящим изобретением средства захвата могут поворачиваться в рабочее положение, в котором эти средства могут находиться столько времени, сколько это необходимо, перед тем как вернуться в нерабочее положение. Эта особенность дает возможность использовать ту же самую систему координат X, Y и Z относительно суппорта и, следовательно, тот же самый подвижный аппарат, который используется для манипулятора. Поэтому устройство управления станком будет использовать единую систему координат для перемещения одновременно суппорта и манипулятора, избегая корреляционных поправок от отдельных систем координат с заметным упрощением эксплуатации станка в целом.
Станок согласно изобретению также не нуждается в линейном исполнительном механизме для вертикального прямолинейного перемещения средств захвата.
Суппорт предпочтительно шарнирно прикреплен к соответствующему подвижному аппарату с возможностью поворота между первым рабочим положением, в котором инструмент взаимодействует с обрабатываемой блоком или обрабатываемой плитой, а средства захвата находятся в соответствующем первом нерабочем положении, и вторым нерабочим положением, в котором отсутствует взаимодействие инструмента с блоком или плитой, а средства захвата находятся в соответствующем втором рабочем положении.
Предпочтительно, чтобы средства захвата и суппорт описывали соответствующие дуги окружности в процессе поворота. Предпочтительно станок содержит опорную конструкцию. С целью описания настоящего изобретения под выражением "опорная конструкция" понимается набор конструктивных элементов, собранных для опоры суппорта и соответствующего подвижного аппарата, который подвешен относительно рабочей поверхности. Преимущественно, как это описано в существующем уровне техники, опорная конструкция содержит стенки или другие вертикальные конструкции, а также горизонтальный мост, который опирается на них. Подвижный аппарат крепится к суппорту и фиксирует суппорт на опорной конструкции преимущественно к соответствующему мосту.
Подвижный аппарат предпочтительно содержит вал, к нижнему торцу которого присоединен суппорт, и моторизованную тележку, к которой прочно присоединен верхний торец вала. Мост опорной конструкции может перемещаться по соответствующей вертикальной опорной конструкции, а подвижный аппарат (соответствующая моторизованная тележка) может перемещаться вдоль моста. Вал подвижного аппарата может перемещаться прямолинейно вдоль оси Z или может быть телескопическим для перемещения инструмента по направлению к блоку или плите, которые должны быть подвергнуты механической обработке, или в противоположном направлении. Описанная конструкция дает возможность осуществлять перемещения суппорта параллельно или перпендикулярно рабочей поверхности (она расположена ниже суппорта).
Поворот средств захвата преимущественно имеет место вокруг оси, перпендикулярной оси Z. Например, средства захвата могут быть смещены из нерабочего положения по существу вертикального и удаленного от плиты, которая должна быть механически обработана, в рабочее положение, по существу горизонтальное и близкое к плите, которая должна быть механически обработана.
В осуществлении станка согласно настоящему изобретению средства захвата жестко крепятся к суппорту - преимущественно к корпусу такого устройства, а в свою очередь суппорт шарнирно прикреплен к соответствующему подвижному аппарату. Средства для захвата и суппорт поворачиваются как единое устройство. Управление поворотом осуществляется преимущественно двигателем, установленным на подвижном аппарате, или, как вариант, на суппорте. Когда суппорт находится в рабочем состоянии, т.е. когда соответствующий инструмент установлен в станке для обработки материала на рабочей поверхности, средства захвата находятся в первой нерабочей позиции. Когда средства захвата поворачиваются во второе рабочее положение, ближайшее к материалу, который будет перемещаться, суппорт с инструментом будет поворачиваться в нерабочее положение, в котором инструмент (который остается в горизонтальном положении), не сможет быть в контакте с материалом, который должен быть подвергнут механической обработке.
Поворот средств захвата и суппорта преимущественно осуществляется в диапазоне углов от 0° до 90°. Средства захвата и суппорт во время поворота описывают соответствующие дуги окружности. Поэтому относительно соответствующего рабочего положения (ближайшего к материалу, который будет подвергнут механической обработке) средства захвата находятся на высоте (по оси Z относительно подвижного аппарата), а сама позиция занята режущим инструментом, когда последний находится в рабочем состоянии. Суппорт может поворачиваться преимущественно вокруг оси Z. Эта особенность позволяет наклонять инструмент относительно осей X и Y.
Манипулятор предпочтительно оснащен вакуумными захватами.
Средства захвата предпочтительно содержат, по меньшей мере, одну пластину, снабженную, по меньшей мере, одним вакуумным захватом и одним или более каналом для откачки воздуха, которые входят в каждый вакуумный захват. Например, каждый вакуумный захват может представлять собой фигурную прокладку, приложенную к пластине таким образом, чтобы охватить часть соответствующей поверхности, а каналы для откачивания воздуха частично находятся в материале пластины и открываются в пространство, ограниченное прокладкой.
Манипулятор предпочтительно содержит один или более клапанов, подключенных к каналам для откачивания воздуха. Такие клапаны могут быть размещены вдоль секций соответствующих каналов для откачивания воздуха за пределами пластины, иначе они могут быть соединены напрямую с пластиной или суппортом.
Подключение клапанов осуществляется от источника электрического тока, поэтому они могут управляться устройством управления, которое может быть внешним или являться частью станка. Когда вакуумные захваты находятся в контакте с плитой, которая должна быть подвергнута механической обработке, а на практике, когда пластина средств захвата находится во втором рабочем положении и опирается на деталь, которая должна быть подвергнута механической обработке, прокладки, по меньшей мере, частично прижаты к поверхности плиты. Открывание клапанов, подключенных к каналам для откачивания воздуха, дает возможность создать разрежение в зоне, расположенной между плитой и пластиной, что фактически приводит к включению вакуумного захвата. В этом рабочем режиме подъем средств захвата и/или суппорта по оси Z вызывает соответствующий подъем плиты, подвергаемой механической обработке, в результате чего положение плиты может быть изменено.
Перекрывание каналов для откачки воздуха приводит к восстановлению давления в объеме между материалом и пластиной и к последующему освобождению плиты.
Станок согласно настоящему изобретению может быть оснащен бесконтактным датчиком зазора или концевым выключателем, расположенным на средствах захвата или на суппорте, в задачу которого входит определение расстояния между средствами захвата или суппортом и материалом, который подвергается механической обработке.
Сигнал, генерируемый датчиком и соответствующим образом обработанный, может использоваться для предотвращения серьезных столкновений средств захвата с материалом, который подвергается механической обработке.
Станок преимущественно содержит устройство управления для перемещения суппорта и соответствующего подвижного аппарата относительно внешней рабочей поверхности и для перемещений средств захвата относительно суппорта или относительно подвижного аппарата.
Во втором аспекте изобретения предлагается способ по п.13 формулы. В частности, изобретение предлагает способ механической обработки материалов в форме блоков или плит, содержащий следующие шаги:
a) обеспечивают рабочую поверхность, на которой размещают блок или плиту, подлежащие механической обработке;
b) перемещают обрабатываемый блок или обрабатываемую плиту по рабочей поверхности,
c) подвергают блок или плиту операции механической обработки,
причем шаг b) выполняют с помощью станка для механической обработки материалов в форме блоков или плит, содержащего суппорт для инструмента, перемещаемый параллельно и перпендикулярно относительно рабочей поверхности, и манипулятор, содержащий средства захвата для блока или плиты, причем суппорт и манипулятор соединены друг с другом, а средства захвата выполнены с возможностью перемещения между первым нерабочим положением, удаленным от блока или плиты, и вторым рабочим положением, приближенным к блоку или плите;
отличающийся тем, что содержит шаг d), на котором поворачивают средства захвата между указанным первым нерабочим положением и указанным вторым рабочим положением.
В частности, на шаге d):
d1) поворачивают суппорт из первого рабочего положения, в котором инструмент входит в контакт с блоком или плитой, во второе нерабочее положение, в котором отсутствует контакт инструмента с блоком или плитой.
Средства захвата предпочтительно выполнены пневматическими, а на шаге b) активируют или деактивируют средства захвата для соответственно удерживания или освобождения блока или плиты средствами захвата.
Средства захвата предпочтительно поворачивают как единый блок с суппортом вокруг горизонтальной оси Е-Е. В этих условиях изменение положения блока или плиты достигается выполнением следующих шагов: поворачивают средства захвата в соответствующее второе рабочее положении, с одновременным поворотом суппорта в соответствующее второе нерабочее положении; подводят средства захвата к блоку или плите, расположенной на рабочей поверхности в начальном положении; активируют средства захвата для удерживания блока или плиты; изменяют положение блока или плиты на рабочей поверхности путем перемещения средств захвата в направлении, параллельном и/или перпендикулярном рабочей поверхности, и/или путем их поворота вокруг вертикали; и деактивируют средства захвата для освобождения блока или плиты в новом, конечное положении. Механическая обработка блока или плиты может содержать следующие шаги: поворачивают суппорт в соответствующее первое рабочее положение с одновременным поворотом средств захвата (21, 22, 23) в соответствующее первое нерабочее положение; подводят инструмент суппорта к поверхности блока или плиты, расположенной на рабочей поверхности; активируют инструмент и, в случае необходимости, перемещают суппорт.
Станок и способ согласно изобретению также могут быть использованы для обработки отливок, используемых в области естественных наук для изготовления корпусов, килей или конструкций из стекловолокна или аналогичных материалов.
Краткое описание графических материалов
Далее характеристики и преимущества настоящего изобретения станут более понятными из приведенного ниже описания варианта его осуществления, сделанного ниже с целью демонстрации возможности осуществления изобретения, но этим не ограничиваясь, со ссылкой на приложенные чертежи, на которых:
На фиг.1 показано трехмерное изображение станка для механической обработки материалов в форме блоков или плит согласно изобретению;
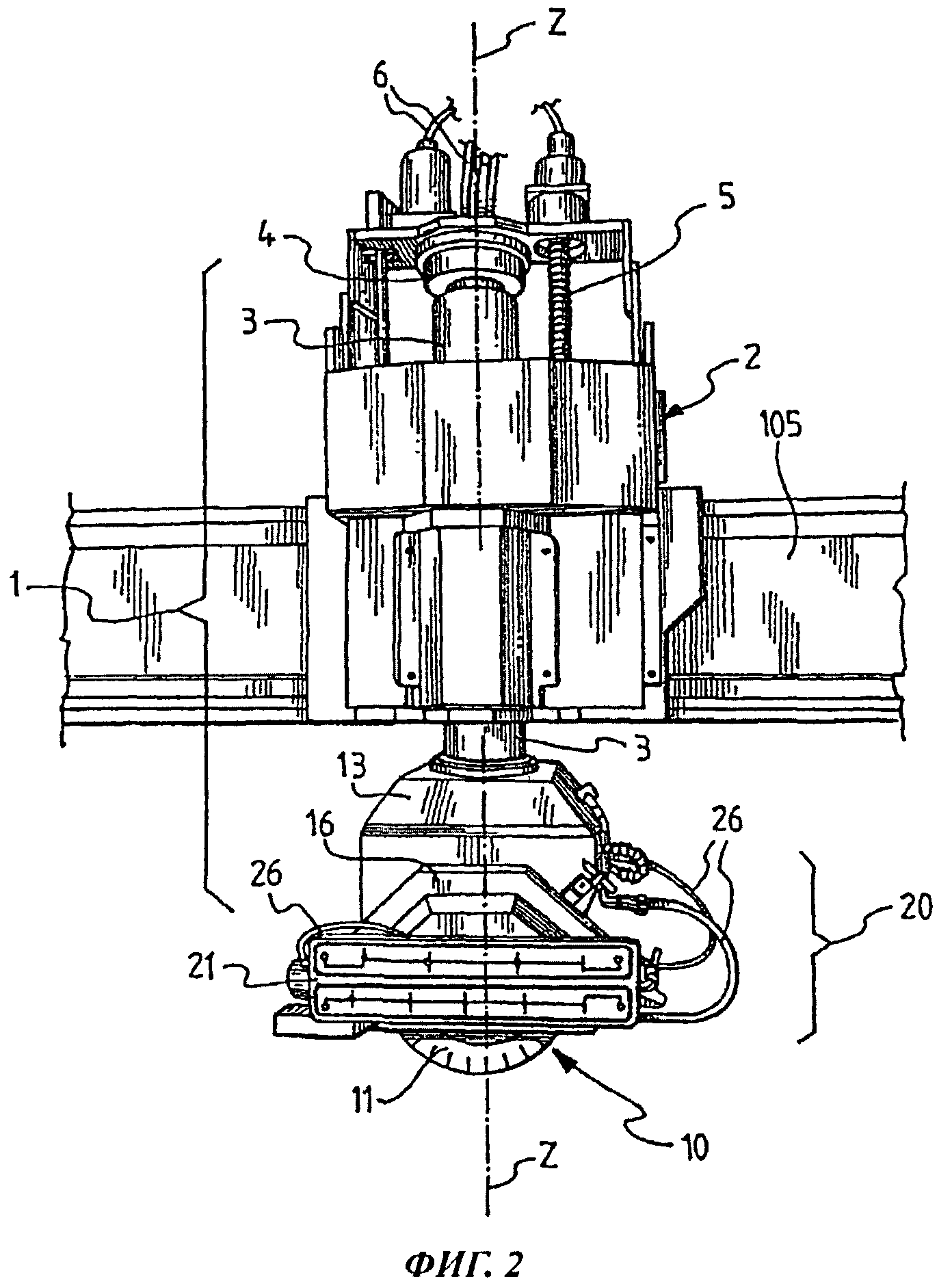
На фиг.2 показано трехмерное изображение детали станка, показанного на фиг.1, относящейся к суппорту, подвижному аппарату и средствам захвата в первой конфигурации;
На фиг.3 показано трехмерное изображения детали станка по фиг.1, относящейся к суппорту, подвижному аппарату и средствам захвата во второй конфигурации;
На фиг.4 показан вид спереди детали станка, показанного на фиг.1, относящейся к суппорту и средствам захвата во второй конфигурации;
На фиг.5 показаны трехмерное изображение и вид сбоку детали по фиг.4;
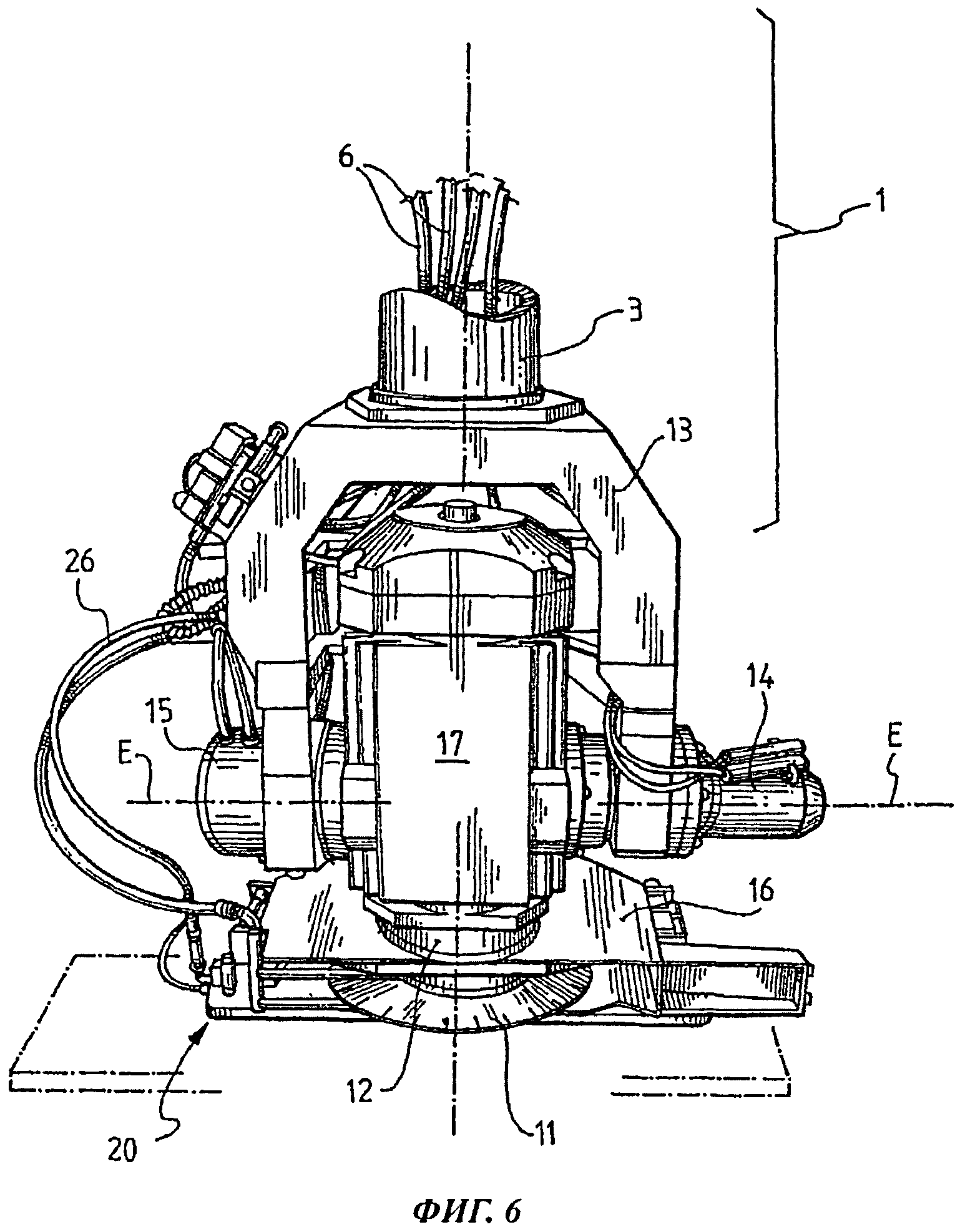
На фиг.6 показан вид сзади детали, показанной на фиг.4;
На фиг.7 показан вид спереди детали станка, показанного на фиг.1, относящейся к суппорту и средствам захвата в первой конфигурации;
На фиг.8 показан вид сзади детали, показанной на фиг.4.
Осуществление изобретения
На фиг.1 позиция 100 обозначает станок для механической обработки материалов в форме блоков или плит, в частности, но не ограничиваясь ими, материалов из каменных пород согласно настоящему изобретению.
Показанный стол 101 содержит рабочую поверхность 102. Стол может быть зафиксирован, как это показано на рисунке, а также может быть моторизован или может поворачиваться в вертикальном направлении. Вообще, стол 101 не является частью станка 100; как вариант, стол 101 может быть частью машины 100. Материал в форме плит, который должен быть подвергнут механической обработке, обозначен позицией 200. В общем случае станок 100 содержит суппорт 10, соответствующий подвижный аппарат 1 и опорную конструкцию 104. Опорная конструкция 104 предназначена для удерживания суппорта 10 и соответствующего подвижного аппарата 1, подвешенного над рабочей поверхностью 102, на которой размещена плита 200.
В осуществлении, показанном на приложенных рисунках, опорная конструкция 104 содержит мост 105, который опирается своими торцами на стенки 106 или другие эквивалентные опорные конструкции, которые имеют выступы в направлении, перпендикулярном мосту 105. Опорная конструкция 104 также содержит, по меньшей мере, элементы 105 и 106.
Подвижный аппарат 1 содержит моторизованную тележку 2, пригодную для перемещения по мосту 105 параллельно оси X, и вал 3. На более низком торце вала 3 находится корпус 13 в форме вилки, показанный на фиг.8, к которому суппорт 10 прочно присоединен, а верхний торец того же вала 3 представляет собой шестереночный редуктор 4 предпочтительно с нулевым зазором. Подвижный аппарат 1 также содержит, по меньшей мере, компоненты 2, 3, 13.
Вал 3 может быть прямолинейно перемещен вдоль оси Z с помощью линейных приводов 5, прочно соединенных с верхним торцом вала 3, например прочно соединенным с редуктором 4 и тележкой 2. У аппарата 1 также есть функция выравнивания магистралей 6 в направлении суппорта 10.
К магистралям 6 предпочтительно относятся, по меньшей мере, одна линия подачи электроэнергии, и, по меньшей мере, одна линия подачи жидкости, например воды, предназначенной для охлаждения механического инструмента 11 в процессе эксплуатации. Вал является полым, и магистраль 6 размещается в соответствующей внутренней полости.
Подвижный аппарат 1 предпочтительно предназначен для перемещения суппорта 10, а также его поворота вокруг оси Z. Такой поворот, который осуществляется двигателем через редуктор 4, показан стрелкой W.
Подвижный аппарат 1 может передвигаться вдоль моста 105, а также в направлении, параллельном выступу стенок 106. Поэтому подвижный аппарат 1 и вместе с ним суппорт 10 может быть перемещен параллельно рабочей поверхности 102 вдоль двух осей, соответственно обозначенных X и Y, перпендикулярных одна к другой, а также, как это можно видеть выше, он может быть перемещен параллельно оси Z и может быть повернут вокруг этой оси.
Суппорт 10 имеет режущий инструмент 11, присоединенный к нему. В качестве примера режущего инструмента 11 здесь представлена пила дискового типа для выполнения операций разрезания, но здесь может быть использован любой другой известный режущий инструмент, как, например, пазовая фреза, шлифовальный круг и т.п.
На фиг.2-8 суппорт 10 содержит электрошпиндель 12, пригодный для установки в него режущего инструмента 11, который будет связан с ним в процессе вращения. Электрошпиндель 12, в свою очередь, приводится в действие двигателем 17. Электрошпиндель 12 предпочтительно поддерживается опорным корпусом 13 подвижного аппарата 1, жестко соединенным с валом 3. В частности, электрошпиндель 12, который удерживается с помощью поворотных штифтов 15, в состоянии поворачиваться вокруг соответствующей оси поворота Е-Е, перпендикулярной вертикальной оси Z. Практически электрошпиндель 12 и инструмент 11 можно перевернуть относительно опорного корпуса 13. В таком же ключе суппорт 10 в состоянии поворачиваться вокруг оси Е-Е (с другой стороны, опорный корпус 13 не поворачивается вокруг той же самой оси Е-Е). Опорный корпус 13 предпочтительно поворачивается как единое устройство вместе с валом 3 вокруг оси Z. Суппорт также содержит, по меньшей мере, элементы 11, 12, 14, 15, 17, но в него не входит опорный корпус 13, который является частью подвижного аппарата.
В приведенном здесь осуществлении изобретения суппорт 10 содержит мотор 14, пригодный для перемещения электрошпинделя 12 вокруг оси поворота Е-Е, чтобы изменять угол наклона электрошпинделя 12 относительно вала 3. Таким образом, режущий инструмент 11 может быть перемещен вдоль следующего направления, которое обозначено на рисунке R, чтобы легко сделать, например, наклонные вырезы или вырезать формы сложного профиля.
В зависимости от обстоятельств режущий инструмент 11 может быть, по меньшей мере, частично закрыт защитным кожухом 16, как это показано на рисунках, в частности на фиг.4.
Станок 100 содержит манипулятор 20, обладающий функцией удерживания плиты 200, подвешенный относительно рабочей поверхности 102, что позволяет изменить ее положение. В показанном на рисунках осуществлении настоящего изобретения манипулятор 20 является устройством пневматического типа, содержащим средства захвата, имеющие один или более вакуумных захватов с пневматическим приводом, причем эти средства в состоянии переходить из начального, нерабочего, положения, когда вакуумные захваты не могут войти в соприкосновение с плитой 200 вне зависимости от положения вала 3, в конечное, рабочее, положение, в котором вакуумные захваты могут войти в контакт с верхней поверхностью плиты 200, когда вал 3 опускается вдоль оси Z на ту же плиту 200.
В осуществлении настоящего изобретения, не показанном на приложенных рисунках, средства захвата манипулятора 20 содержат пластину 21, а вакуумные захваты формируются внутри такой пластины. Пластина 21 подвешена на шарнире или поворотной оси на аппарате 1, например на его внешнем защитном кожухе или напрямую на опорном корпусе 13.
Как показано на фиг.1-8 и, в частности, на фиг.4-7, средства захвата манипулятора 20 содержат пластину 21 и соответствующие вакуумные захваты, причем пластина 21 жестко закреплена на суппорте 10 и может поворачиваться вместе с ним вокруг оси Е-Е. На фиг.4 и 5 показан пример, в котором пластина 21 фиксируется винтами к кожуху 16, закрывающему инструмент 11.
Первое нерабочее положение пластины 21 является вертикальным, как показано на фиг.1, 2 и 7, и это соответствует рабочему положению инструмента 11, который остается направленным в сторону верхней поверхности плиты 200; второе рабочее положение пластины 21 горизонтальное и перпендикулярное валу 3, как показано на остальных рисунках, и это положение соответствует нерабочему положению инструмента 11, который остается параллельным верхней поверхности плиты 200. Поворот суппорта 10, а значит, средств захвата 20 может производиться на угол приблизительно от 0° до приблизительно 90°. Как и в случае, который показан на приложенных рисунках, двигатель 14, который управляет поворотом, по меньшей мере, частично встроен в, по меньшей мере, один из вращающихся пальцев 15. Двигатель 14 является бесщеточным двигателем. Кроме того, двигатель 14 предпочтительно содержит редуктор (не показан на рисунках).
Вакуумные захваты определяются пластиной 21 и одной или более прокладками, которые определяют одну или более областей на поверхности пластины 21 (поверхность, которая может располагаться параллельно верхней поверхности плиты 200). Зоны, ограниченные прокладками, имеют замкнутый периметр, например окружность, квадрат или иную геометрическую форму.
На фиг.7 пластина 21 манипулятора 20 содержит две прокладки 22 и 23, вставленные в канавки, выполненные в материале той же самой пластины 21. Прокладки 22 и 23 накрывают соответствующие практически прямоугольные части поверхности пластины 21. Манипулятор также содержит один или более воздушных каналов 26 для откачки воздуха, которые открываются в упомянутые выше части. Более того, на поверхности пластины 21 проточены поверхностные канавки 25, которые в разных точках входят в соприкосновение с устьем 24 воздушных каналов 26 для откачки воздуха.
Когда пластина 21 находится в рабочем положении, т.е. в горизонтальном положении, и перемещается движущимся аппаратом 1 в границах верхней поверхности плиты 200, откачивание воздуха через каналы 26 создает разрежение в объемах, определенных самой плитой 200, а также прокладками 22, 23 и пластиной 21. Разрежение регулируется для получения эффективного воздействия вакуумных захватов, что дает возможность поднять плиту 200 по оси Z вместе с суппортом 10.
Манипулятор 20 также содержит один или более клапанов 27, перекрывающих поток воздуха в каналах 26 для откачки воздуха. Откачивание преимущественно осуществляется насосом или с помощью системы Вентури, которая может быть внешней или составной частью самого манипулятора (не показана) и к которой могут быть присоединены каналы 26 для откачки воздуха. Перекрывающие клапаны 27 преимущественно являются электрическими, каждый из которых может управляться независимо один от другого, чтобы создать разрежение только в одном из вакуумных захватов, например в вакуумном захвате, созданном прокладкой 22, или захватах, созданных обеими прокладками. Клапаны с электрическим управлением показаны с внешней стороны относительно пластины 21, но, как вариант, они могут быть размещены на самой пластине 21 или в пространстве, связанном с ней или с кожухом 16 суппорта 10.
Станок 100 также содержит устройство управления 103 (фиг.1) с интерфейсом оператора. Устройство управления 103 запрограммировано таким образом, чтобы приводить в действие подвижный аппарат 1, суппорт 10 и средства захвата 20.
Теперь будет описано предпочтительное осуществление способа механической обработки материалов в форме блоков или заготовок согласно изобретению, который может быть осуществлен станком 100, описанным выше.
Способ содержит этап размещения блоков или плит 200, которые должны быть подвергнуты механической обработке на рабочей поверхности 102, а также этап перемещения режущего инструмента 11, присоединенного к суппорту 10 для выполнения механической обработки блоков или плит 200. Этот этап по перемещению выполняется подвижным аппаратом 1 суппорта 10, описанным выше.
Способ также содержит этап изменения положения блока или плиты 200 на рабочей поверхности 102, т.е. этап изменения положения блока или плиты 200. Этот этап выполнятся манипулятором 20.
Когда становится необходимым повторно переместить плиту 200, устройство 103 включает манипулятор 20, который изначально имеет конфигурацию, которая показана на фиг.1-2 и 7-8. Инструмент 11, поднятый относительно плиты 200, направлен на эту плиту, а пластина 21 находится в вертикальном положении и не может войти в соприкосновение с плитой 200. Инструмент 11 занимает определенное положение по оси Z относительно опорного корпуса 13 подвижного аппарата.
Манипулятор 20 включается для поворота средств захвата, т.е. пластины 21 и соответствующих вакуумных захватов, в рабочее положение, горизонтальное и ближайшее к плите 200, как это показано на фиг.3-6. После одного поворота пластина 21 занимает положение, в котором инструмент 11 находился ранее по оси Z относительно опорного корпуса 13 подвижного аппарата 1.
Блок управления 103 управляет подвижным аппаратом 1 и, чтобы захватить пластину 21 в границах напротив плиты 200, по меньшей мере, частично откачивает воздух из прокладок 22, 23. То же самое устройство 103 управляет открыванием клапанов 27, чтобы добиться откачивания воздуха и создания разрежения, необходимого для получения эффекта срабатывания вакуумных захватов с силой, соответствующей весу плиты 200. В этой конфигурации плита прочно соединена с пластиной 21 из-за разрежения и перемещается подвижным аппаратом 1 в новое положение, рассчитанное на базе координат X, Y и Z и за счет поворота вокруг оси Z, запрограммированного устройством 103.
Когда изменение положения плиты закончено, устройство управления закрывает клапаны 27. В результате давление в вакуумных захватах пластины 21 восстанавливается и плита освобождается; затем пластина 21 отделяется от пластины и манипулятор 20 может быть отведен в сторону и отключен.
Отключение манипулятора 20 предваряется поворотом вокруг оси Е-Е, чтобы отвести пластину 21 назад в начальное положение, описанное выше, и одновременно установить инструмент 21 в положение готовности к эксплуатации. Изменение положение плиты 200 достигается без ухудшения расчетов для устройства управления 103 путем простого использования той же самой системы координат X, Y, Z и соответствующих алгоритмов и без необходимости использования независимой конструкции для поддержки манипулятора.
Реферат
Изобретение относится к механической обработке материалов из каменных пород, например мрамора и гранита, в форме блоков или плит. Обеспечивают рабочую поверхность, на которой размещают блок или плиту, подлежащие механической обработке. Перемещают обрабатываемый блок или обрабатываемую плиту по рабочей поверхности. Подвергают блок или плиту операции механической обработки с помощью станка для механической обработки материалов в форме блоков или плит. Станок содержит суппорт для инструмента, перемещаемый параллельно и перпендикулярно относительно рабочей поверхности, и манипулятор, содержащий средства захвата для блока или плиты. Суппорт и манипулятор соединены друг с другом. Средства захвата выполнены с возможностью перемещения между первым нерабочим положением, удаленным от блока или плиты, и вторым рабочим положением, приближенным к блоку или плите. Также средства захвата имеют возможность поворота между указанным первым нерабочим положением и указанным вторым рабочим положением. В результате обеспечивается устранение необходимости применения линейного исполнительного механизма для активации вакуумных захватов. 2 н. и 16 з.п. ф-лы, 8 ил.
Формула
a) суппорт (10) для инструмента, перемещаемый над внешней рабочей поверхностью (102) в параллельном и перпендикулярном направлениях относительно рабочей поверхности (102),
b) манипулятор (20), присоединенный к суппорту (10) и содержащий средства захвата (21, 22, 23) подлежащего обработке материала в форме блока или плиты (200),
причем средства захвата (21, 22, 23) выполнены с возможностью перемещения между первым нерабочим положением, удаленным от рабочей поверхности (102), и вторым рабочим положением, приближенным к рабочей поверхности (102),
отличающийся тем, что средства захвата (21, 22, 23) выполнены с возможностью перемещения в параллельном и/или перпендикулярном рабочей поверхности направлении и/или поворота как единый блок с суппортом (10) вокруг горизонтальной оси (Е-Е) между первым нерабочим положением, удаленным от рабочей поверхности (102), и вторым рабочим положением, приближенным к рабочей поверхности (102).
a) обеспечивают рабочую поверхность (102), на которой размещают блок или плиту для механической обработки,
b) перемещают обрабатываемый материал по рабочей поверхности (102),
c) подвергают упомянутый материал операции механической обработки,
причем шаг b) выполняют с помощью станка (100) для механической обработки материалов в форме блоков или плит (200), содержащего суппорт (10) для инструмента, перемещаемый параллельно и перпендикулярно относительно рабочей поверхности (102), и соединенный с ним манипулятор (20), содержащий средства захвата (21, 22, 23) для материала в форме блоков или плит (200), причем указанные средства захвата (21, 22, 23) поворачивают как единый блок с суппортом (10) вокруг горизонтальной оси (Е-Е) между первым нерабочим положением, удаленным от обрабатываемого материала, и вторым рабочим положением, приближенным к нему, и
d) поворачивают средства захвата (21, 22, 23) между указанным первым нерабочим положением и указанным вторым рабочим положением.
d1) поворачивают суппорт (10) из первого рабочего положения, в котором инструмент (11) входит в контакт с блоком или плитой (200), во второе нерабочее положение, в котором отсутствует контакт инструмента (11) с блоком или плитой (200).
Комментарии