Вертикально-протяжный станок для внутреннего протягивания с автоматической сменой инструмента - SU1055005A2
Код документа: SU1055005A2
Чертежи

Описание
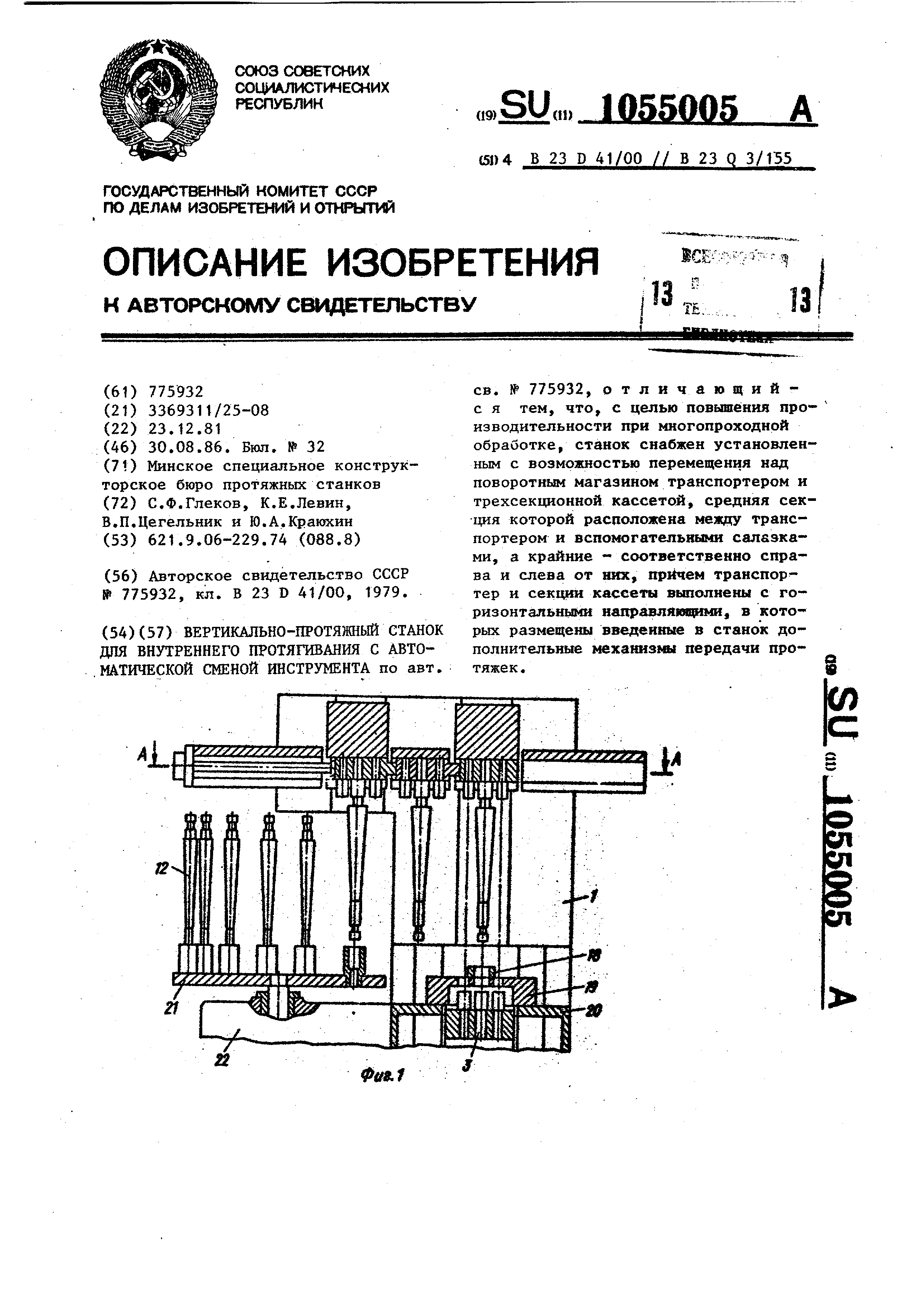
Изобретение относится к области станкостроения, а именно к протяжным станкам, для внутреннего протягивания и может быть использовано преимущест венно на предприятиях с мелкосерийным производством и большой номенкла турой обрабатываемых деталей, имеюащх различные габариты и различные диаметры обрабатываемых отверстий. I Известен вертикально-протяжный станок для внутреннего протягивания с автоматической сменой инструмента, который содержит стол, рабочие салаз ки, поворотный магазин с держателями протяжек и механизм передачи протяжек из магазина в зону обработки,Для повышения производительности при обработке заготовок различных габарито и протягиваемых отверстий различных диаметров рабочие салазки, стол и механизм передачи протяжек выполнены многопозиционными, обеспечивающими обработку заготовок широкого диапазо на размеров, а держатели протяжек в магазине расположены концентрическими рядами, количество и расстояние между которыми соответственно равны количеству позиций под протяжки i и соответствующим расстояниям между позициями в столе и механизме переда чи протяжек. Механизм передачи протяжек описан ного станка содержит многокомпозиционный вспомогательный патрон для захвата инструмента за задний хвостовик, причем количество позиций во вспомогательном патро не равно количеству позиций в станке. Для замены протяжки вспомогательному патрону, несущему законченную обработку протяжки, сообщается движение к магазину, а затем вниз, в результате чего протяжка возвращается в держатель магазина, из которого она бьша взята до обработки . После этого вспомогательный патрон поднимается, а магазин протяжек поворачивается в заданную позицию , в которой расположен держатель с другой, необходимой для рабо ты на станке, протяжкой. Далее вспо могательному патрону снова сообщают движение вниз, и он захватьюает эту протяжку в позиции, против которой она расположена. По окончании движе ния вниз вспомогательный патрон с протяжкой, взятой из держателя мага зина, возвращается в верхнее положе 05 а затем ходом от магазина перение мещается в одну из позиций станка. Замена на станке одной протяжки другой связана с определенными затратами времени. Эти затраты не оказывают существенного влияния на производительность станка при обработке заготовок за один проход , когда одна и та же протяжка используется для обработки партии заготовок и возвращается в магазин только по окончании обработки всей партии. Однако на практике часто имеет место многопроходная обработка (два и более проходов), например протягивание пшицевых отверстий и шпоночных пазов, профиль которых формируется в результате снятия больших припусков. Недостатком известного станка является то, что при многопроходной обрабртке заготовки смена инструмента производится после каждого прохода и поэтому время, затрачиваемое на смену инструмента, в значительной мере определяет производительность станка. При замене протяжки в известном станке совершается большое количество движений, следовательно, затрачивается много времени, это ограничивает производительность станка при многопроходной обработке заготовок. Цель изобретения - повьшгение производительности при многопроходной обработке заготовок. Цель достигается тем, что предложенный вертикально-протяжный станок для внутреннего протягивания с автоматической сменой инструмента снаб жен установленным с возможностью перемещения над поворотным магазином транспортером и трехсекционной кассетой , средняя секция которой расположена между транспортером и вспомогательными салазками, а крайние соответственно справа и слева от них, причем транспортер и секции упомянутой кассеты выполнены с горизонтальными направляющими, в которых размещены введенные в станок дополнительные механизмы передачи протяжек . На фиг. 1 показан предложенный станок, продольный разрез по осям протягивания; на фиг. 2 - разрез А-А на фиг. 1. В направляющих станины 1 установлены рабочие салазки 2 с закрепленным на них трехпозицонным рабочим патроном 3, а также закреплен портал 4, в вертикальных направляющих кото рого установлены вспомогательные салазки 5 и транспортер 6. На портале 4 жестко смонтирована трехсекционная кассета, средняя секция 7 которой размещена между вспомогательными салазками 5 и транспортеро 6, а крайние секции 8 и 9 - соответ ственно слева от транспортера 6 и справа от вспомогательных салазок 5 Вспомогательные салазки 5, транспор тер 6 и секции 7-9 кассеты выполнены с горизонтальными направляющими. В транспортере 6 и средней секции 7 кассеты установлены соответственно вспомогательные механизмы 10 и 11 передачи протяжек 12, а во вспомогательных салазках 5 размещен основной механизм 13 передачи. В верхнем положении вспомогательных салазок 5 и транспортера 6 их горизонтальные направляющие и горизонтальные -направляющие секций 7-9 кассеты расположены на одном уровне. Основной и дополнительный механизмы 13, 10 и 11 передачи.снабжены Т-образнымй пазами и выступами,предназначенными для сцепления их друг с другом. Привод рабочих салазок 2, вспомогательных салазок 5, транспортера 6 и основного и дополнительных механизмов 10, 11 и 13 передачи осуществляются соответственно от гидроцилиндров 14 и 17. Обрабатьшаемая заготовка 18 устанавливается на столе 19, закрепленном на тумбе 20. Стол 19 имеет три позиции под протягивание с отверстиями разных диаметров. В держателях магазина 21 установлены протяжки 12. Магазин 21 снабжен приводом 22 поворота и фиксации. Станок работает следующим образом . Б исходном положении вспомогательные салазки 5 и транспортер 6 находятся вверху, а механизмы 10, 11 и 13 передачи слева, при этом механизмы 10, 11 передачи расположены в секции 8 кассеты, а механизм 13 передачи - в транспортере 6. Поворотом магазина 21 протяжка первого прохода устанавливается под механизмом 13 передачи. При ходе вниз транспортера 6 механизм 13 передачи, расположенный против протяжки первого прохода. 0054 захватывает ее в соответствующей позиции , а затем ходом транспортера 6 : вверх поднимает ее над магазином. После этого гидроцилиндр 17 сдвигает механизмы 10, 11 и 13 передачи вправо на шаг так, что механизм 13 передачи с протяжкой первого прохода выводится из горизонтальной направляющей транспортера 6 и попадает в направляющую средней секции 7 кассеты, а в направлякяцей транспортера 6 устанавливается механизм 11 передачи. Магазин 21 совершает поворот, устанавливая под соответствующей позицией механизма 11 передачн протяжку второго прохода. Аналогично описанному захватывается протяжка второго прохода и поднимается. Затем механнэьи 10, 11 и 13 передачи вновь сдвигаются на шаг вправо, при этом механизм 13 передачи с протяжкой первого прохода попадает в горизонтальную направляющую вспомогательных салазок -5, а механизм 11 передачи с протяжкой вторЬго прохода устанавливается в направляющей средней секции 7 кассеты, а в направляющей транспортера 6 устанавливаетбя механизм 10 передачи, который после очередного поворота магазина 21 захватывает и поднимает протяжку последнего, третьего прохода. Это положение механизмов id, 11 и 13 передачи с протяжками трех проходов является исходным для работы станка в режиме трехпроходной обработки заготовок . Как видно, каждый механизм 10, 11 и 13 передачи несет по одной протяжке, причем все протяжки удерживаются в одноименных позициях патронов , предназначенных дня работы в одной и той же рабочей позииии. Рабочий цикл начинается с установки обрабатываемой заготовки 18 на столе 19. После этого вспомогательные салазки 5 вместе с механизом 13 передачи, несу|щм протяжку ервого прохода, перемещаются вниэ. начале этого движения указанный еханизм передачи отделяется от соеднего , перемещаясь вдоль его Т-обазного ш 1ступа, а в конце движения ередний хвостовик протяжки проодит через отверстия в заготове 18 и столе 19 и захватывается абочим патроном 3. Ходом рабочих алазок 2 вниз осуществляется обраотка заготовки протяжкой первого рохода. По окончании обработки


Реферат
ВЕРТИКАЛЬНО-ПРОТЯЖНЫЙ СТА ДЛЯ ВНУТРЕННЕГО ПРОТЯГИВАНИЯ С АВТ МАТИЧЕСКОЙ СЖНОЙ ИНСТРУЖНТА по а св. № 775932, отличающийс я тем, что, с целью повЕлшёння производительности при многопроходной обработке, станок снабжен установленным с возможностью перемещения над поворотным магазином транспортером и трехсекционной кассетой, средняя секция которой расположена между транспортером и вспомогательными салазками , а крайние - соответственно справа и слева от них, причем транспортер и секции кассеты выполнены с горизонтальными направляюврши, в которых размещены введенные в станок дополнительные механиз ш передачи протяжек .
Комментарии