Устройство для зуботочения - RU2611584C2
Код документа: RU2611584C2
Чертежи





Описание
Область применения изобретения
Предметом настоящего изобретения является надежный способ зуботочения системы зубьев или другой периодической структуры и соответствующее устройство, содержащее инструмент для зуботочения.
Предпосылки к созданию изобретения
Уже известны различные способы изготовления зубчатых колес. В способе мягкой предварительной обработки со снятием стружки различают зубофрезерование, зубодолбление, зубострогание и зуботочение (называемое также силовым зуботочением). Зубофрезерование и зуботочение представляют собой так называемые непрерывные способы, которые будут объяснены ниже более подробно.
В способе изготовления зубчатых колес со снятием стружки различают способ периодического деления (или способ единичной индексации) и способ непрерывного деления, который также называют зубонарезанием зуборезной головкой.
В способе непрерывного деления, инструмент, например, содержащий соответствующие зуборезные головки, используют для того, чтобы прорезать боковые поверхности зубьев обрабатываемого изделия. Обработку обрабатываемого изделия производят непрерывно и завершают при одном ее зажиме, то есть в непрерывном процессе. Непрерывный способ основан на сложных связанных друг с другом последовательностях движения, в которых инструмент и обрабатываемое изделие, которое подвергают обработке, совершают непрерывное движение индексации друг относительно друга. Движение индексации получают за счет согласованного приведения во вращения соответствующих связанных друг с другом нескольких осевых приводов соответствующего станка.
В способе единичной индексации сначала производят обработку одного зазора между зубьями, после чего производят, например, относительное перемещение инструмента и так называемое движение индексации (поворот на один шаг при индексации), в котором обрабатываемое изделие поворачивают относительно инструмента, ранее обработки следующего зазора между зубьями. Указанным образом, шаг за шагом, производят обработку зубчатого колеса.
Упомянутый вначале способ зубодолбления может быть описан или представлен при помощи цилиндрической зубчатой передачи, потому что угол пересечения между осью R1 вращения формирующего инструмента 1 и осью R2 вращения обрабатываемого изделия 2 составляет нуль градусов, как это схематично показано на фиг.1. Две оси R1 и R2 вращения идут параллельно друг другу, если угол пересечения осей равен нулю градусов. Обрабатываемое изделие 2 и формирующий инструмент 1 вращаются непрерывно относительно их осей R2 и R1 вращения. В дополнение к вращательному движению, формирующий инструмент 1 совершает движение перемещения (хода), которое обозначено на фиг.1 двойной стрелкой Shx, и снимает стружку с обрабатываемого изделия 2 во время этого движения перемещения.
Некоторое время тому назад вновь привлек к себе внимание способ, который называют зуботочением. Первый патент DE 243514 в этой области был получен в 1912 г, около 100 лет тому назад. После первичных рассмотрений и исследований в первые годы, зуботочение больше серьезно не рассматривали. Поэтому до настоящего времени приходится использовать сложные процессы, которые частично являются эмпирическими, чтобы найти подходящую геометрию инструмента для осуществления способа зуботочения.
Приблизительно в середине восьмидесятых годов вновь пробудился интерес к зуботочению. Однако только в настоящее время появились способы моделирования и современные станки с ЧПУ типа CNC, которые позволяют внедрить этот принцип зуботочения как эффективный, хорошо воспроизводимый и надежный способ. Дополнительную сложность создают высокая прочность современных инструментальных материалов, а также высокая статическая и динамическая жесткость и высокая производительность работающих синхронно современных станков.
Как это показано на фиг.2А, во время зуботочения, угол Σ пересечения между осью R1 вращения инструмента 10 для зуботочения (также называемого колесом для зуботочения) и осью R2 вращения обрабатываемого изделия 20 является заданным и отличается от нуля. Результирующее относительное движение между инструментом 10 для зуботочения и обрабатываемым изделием 20 представляет собой винтовое движение, которое может быть разложено на вращательную часть и поступательную часть (часть поступательного движения). Формирование винтовой (косозубой) цилиндрической зубчатой передачи можно рассматривать как специфический аналог технологии привода, в котором вращательная часть соответствует качению, а поступательная часть соответствует скольжению боковых поверхностей. Чем больше абсолютное значение угла Σ пересечения осей, тем большая часть поступательного движения требуется для обработки обрабатываемого изделия 20. В частности, она создает компонент движения режущих кромок инструмента 10 для зуботочения в направлении боковых поверхностей зубьев обрабатываемого изделия 20. Таким образом, во время зуботочения, участок скольжения комбинированного относительного движения имеющих взаимное зацепление зубчатых колес эквивалентного косозубого цилиндрического зубчатого зацепления используют для осуществления движения резания. При зуботочении требуется только медленная осевая подача, а так называемое формирующее движение (толкающее движение), которое является типичным для зубодолбления, может быть исключено. Таким образом, движение обратного хода при зуботочении также не происходит.
На скорость резания при зуботочении непосредственно влияет скорость вращения инструмента 10 для зуботочения относительно обрабатываемого изделия 20 и использованный угол Σ пересечения между осями R1 и R2 вращения. Угол Σ пересечения и, таким образом, участок скольжения, следует выбирать так, чтобы при заданной скорости вращения была достигнута оптимальная скорость резания для обработки материала.
Последовательности перемещений и дополнительные детали относительно известного способа зуботочения могут быть выяснены из рассмотрения уже упомянутой схемы, показанной на фиг.2А. На фиг.2А показано зуботочение внешнего зубчатого венца (внешней системы зубьев) на цилиндрическом обрабатываемом изделии 20. Обрабатываемое изделие 20 и инструмент 10 (в этом случае цилиндрический инструмент 10 для зуботочения) вращаются в противоположных направлениях.
Кроме того, используют дополнительные относительные движения. Требуется осевая подача sax для того, чтобы произвести обработку инструментом 10 всей ширины зубчатого венца обрабатываемого изделия 20. Если косые зубья желательны на обрабатываемом изделии 20 (то есть В2≠0), то тогда дифференциальную подачу sD накладывают на осевую подачу sax. Радиальная подача srad может быть осуществлена как движение отделки. Радиальная подача srad может быть использована для влияния на выпуклость (вогнутость) зубчатого венца обрабатываемого изделия 20.
При зуботочении, вектор скорости резания получают главным образом как разность двух векторов и скорости осей R1, R2 вращения инструмента 10 и обрабатываемого изделия 20, которые [векторы скорости] имеют наклон друг относительно друга на угол Σ пересечения. Символом обозначен вектор скорости на периферии инструмента 10, а символом обозначен вектор скорости на периферии обрабатываемого изделия 20. Таким образом, скорость vc резания процесса зуботочения также может быть изменена за счет изменения угла Σ пересечения осей и скорости вращения эквивалентной косозубой цилиндрической зубчатой передачи. Осевая подача saxоказывает только незначительное влияние на скорость vc резания, которым можно пренебречь, и поэтому она не показана на фиг.2А в векторной диаграмме, содержащей векторы , и .
Зуботочение внешнего зубчатого венца (внешней системы зубьев) обрабатываемого изделия 20 с использованием конического инструмента 10 для зуботочения показано на фиг.2 В. На фиг.2 В вновь показаны угол Σ пересечения осей, вектор скорости резания, вектор скорости на периферии инструмента 10 и вектор скорости на периферии обрабатываемого изделия 20, а также угол β1 наклона линии зуба инструмента 10 и угол β2 наклона линии зуба обрабатываемого изделия 20. В этом случае, в отличие от показанного на фиг.2А, угол β2 наклона линии зуба не равен нулю. Режущая головка инструмента 10 на фиг.2В обозначена позицией 4. Линия вершин зубьев на фиг.2В обозначена позицией 5. Две оси R1 и R2 вращения не пересекаются, но расположены с перекосом (с наклоном) друг относительно друга. В случае конического инструмента 10 для зуботочения, расчетную точку АР выбирают в виртуальной точке пересечения двух осей R1 и R2 вращения (на линии отвеса), потому что наклон инструмента 10 для зуботочения, необходимый для создания задних углов, не является необходимьм. Расчетная точка АР совпадает с так называемой точкой контакта. Окружности качения эквивалентного косозубого зубчатого колеса контактируют друг с другом в этой расчетной точке АР.
Из заявки на патент ФРГ DE 3915976 A1 известно, что при зуботочении можно производить наложение радиально направленного движения на медленную осевую подачу, чтобы обеспечивать модификации линии задней поверхности. Это позволяет влиять на зубчатый венец системы зубьев.
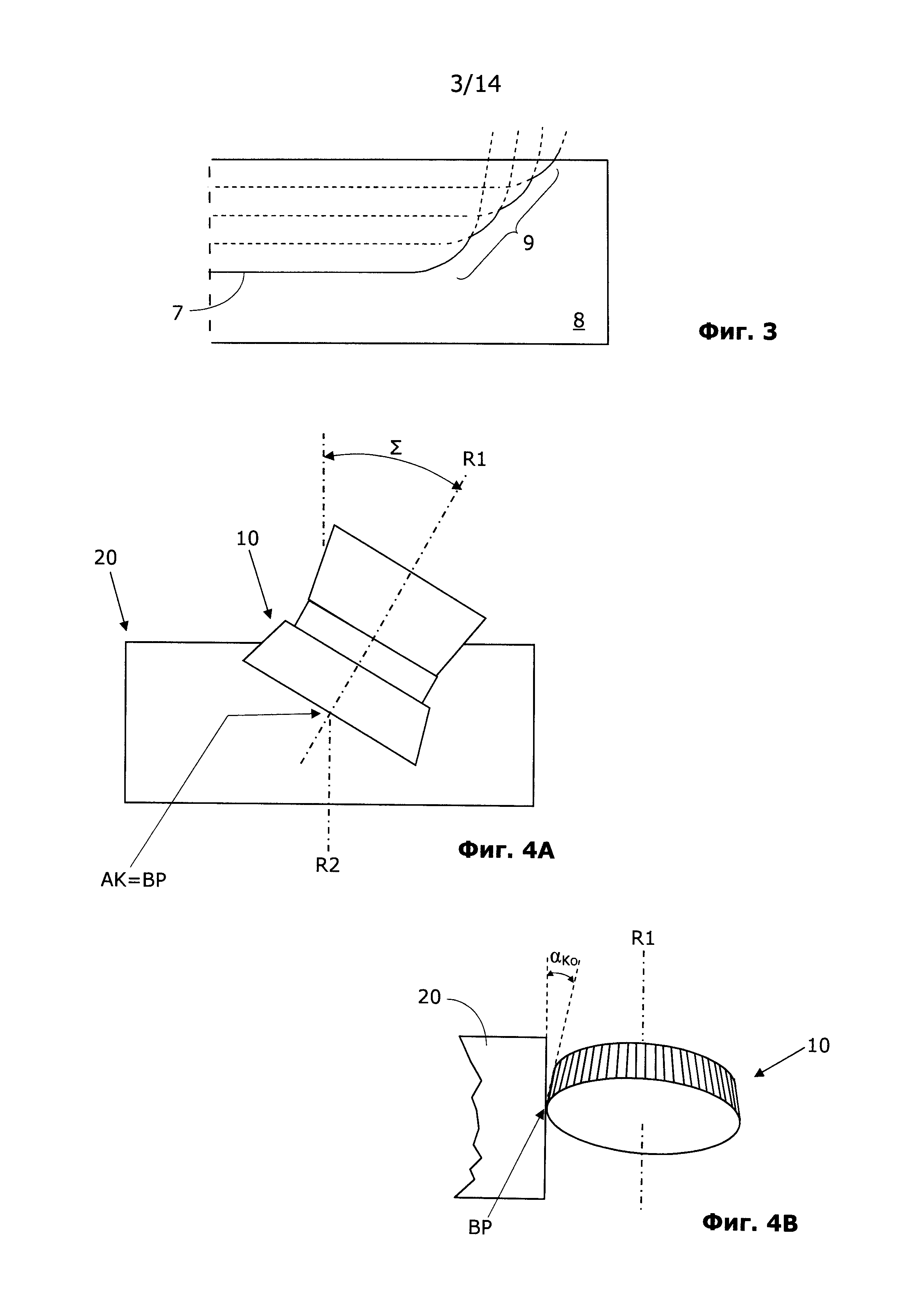
Кроме того, из патентной публикации WO 2010/060733 A1 известно, что за счет наложения на осевую подачу радиального движения могут быть образованы системы зубьев, канавки между зубьями которых могут быть постепенно образованы у соответствующего конца радиально и по оси в поверхности не имеющего зубьев обрабатываемого изделия. Указанная патентная публикация в первую очередь имеет отношение к так называемой стратегии множества заходов (врезов), схематично показанной на фиг.3. На фиг.3 показано постепенное образование канавки 7 между зубьями соответствующего обрабатываемого изделия 8. На фиг.3 показаны несколько следов, которые инструмент для зуботочения образует на обрабатываемом изделии 8 во время осуществления стратегии множества заходов. За счет наложения на осевую подачу радиального движения обеспечивают постепенное образование профиля у конца канавки 7 между зубьями, причем указанный профиль образован из нескольких сегментов кривой в области 9. Указанная патентная публикация не касается образования полностью завершенных зазоров между зубьями.
Для того, чтобы по мере возможности повысить производительность зуботочения, например, когда используют современные режущие материалы, такие как твердые металлы, для сухой механической обработки, участок скольжения относительного движения между инструментом для зуботочения и обрабатываемым изделием должен создавать достаточно высокие скорости резания. При зуботочении, на скорость vc резания непосредственно влияют скорость вращения эквивалентной винтовой зубчатой передачи, эффективные радиусы обрабатываемого изделия относительно инструмента и углы Σ пересечения осей R1 и R2 вращения. Возможная скорость вращения ограничена здесь допустимыми скоростями вращения использованного устройства для механической обработки (станка для зуботочения). Размер обрабатываемого изделия является заданным. Возможный размер инструмента ограничен рабочим пространством устройства для механической обработки (станка для зуботочения), а в случае внутренних систем зубьев также внутренним пространством самой этой системы зубьев. Таким образом, достаточно высокие скорости резания часто могут быть созданы только за счет соответствующего большого угла Σ пересечения осей.
При зуботочении применяют инструмент 10, который содержит по меньшей мере одну геометрически заданную режущую кромку. Режущая кромка/ режущие кромки на фиг.2А и на фиг.2В не показаны. Форма и расположение режущих кромок представляют собой другие аспекты, которые необходимо учитывать на практике в конкретной конструкции.
Кроме того, инструмент, сам по себе, имеет большое значение при зуботочении. В примере, показанном на фиг.2А, инструмент 10 для зуботочения имеет форму прямозубого цилиндрического зубчатого колеса. Внешний контур базового корпуса на фиг.2А показан цилиндрическим. Однако, он также может быть коническим, как это показано на фиг.2В. Так как зуб или зубья инструмента 10 для зуботочения входят в зацепление с режущей кромкой по всей длине, то каждый зуб инструмента 10 требует наличия достаточного заднего угла у режущей кромки.
Если рассматривать прямозубый или косозубый цилиндрический инструмент 10 для зуботочения, такой как показанный на фиг.4А и 4В, то становится очевидным, что такой инструмент 10 для зуботочения имеет так называемые конструктивные задние углы за счет конической базовой формы инструмента для зуботочения 10. Таким образом, задние углы у головной части и у боковых поверхностей конического инструмента 10 для зуботочения заданы геометрией инструмента 10 для зуботочения. Однако профиль режущих кромок конического инструмента 10 для зуботочения должен удовлетворять определенным требованиям, чтобы позволять перешлифовку. На фиг.4А и 4В показан конический инструмент 10 для зуботочения во время нарезания внешних зубьев на обрабатываемом изделии 20. Так называемый конструктивный задний угол αKo у режущей головки конического инструмента 10 для зуботочения показан на фиг.4В. Точка АК пересечения осей и точка BP контакта окружностей качения инструмента для зуботочения 10 и обрабатываемого изделия 20 на фиг.4А совпадают и лежат на линии GL отвеса (которая на фиг.4А и 4В не видна), соединяющей оси R1 и R2 вращения.
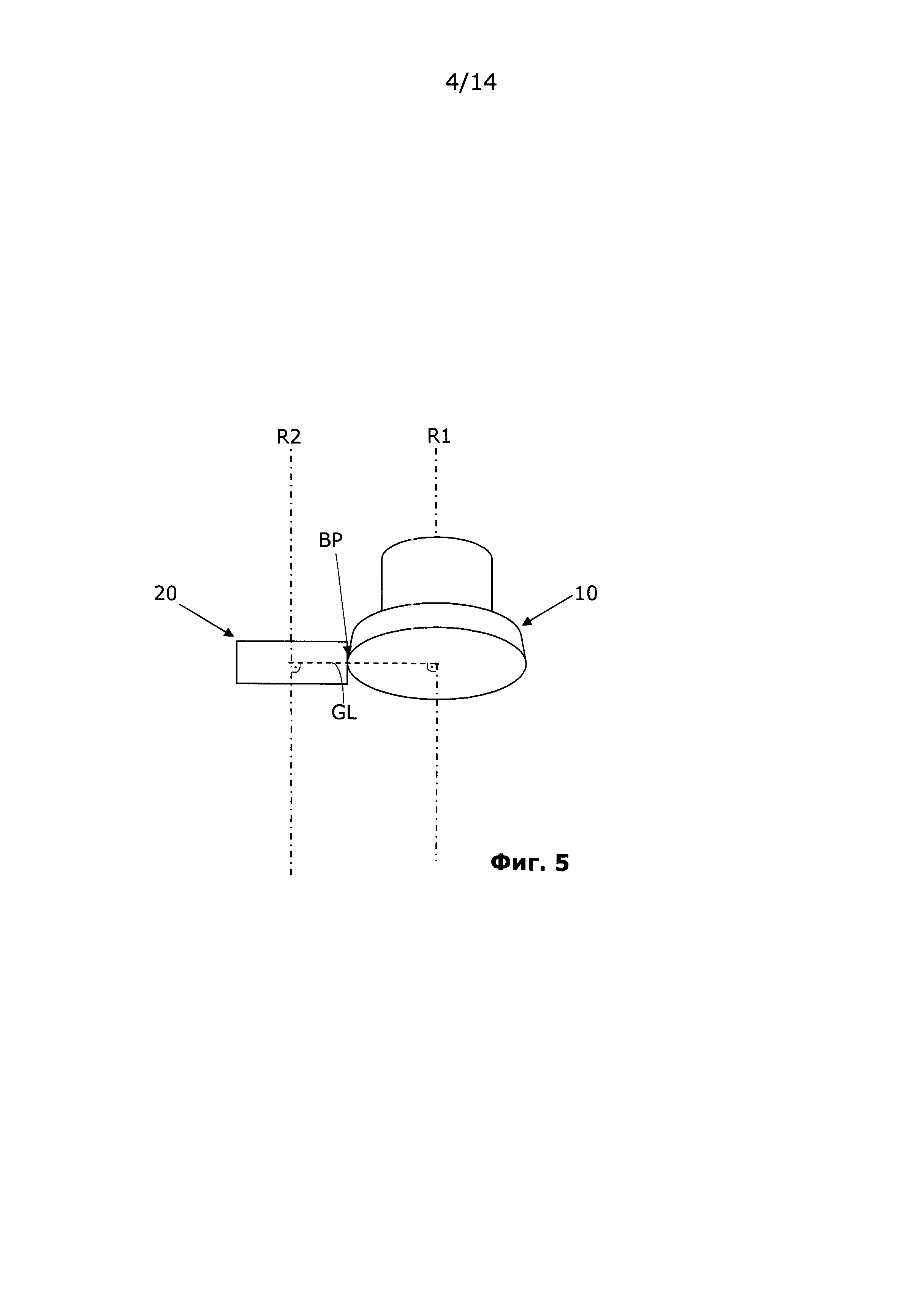
На фиг.5 также показан прямозубый или косозубый цилиндрический инструмент 10 для зуботочения, а также цилиндрическое обрабатываемое изделие 20, причем вид на фиг.5 выбран так, что оси R1 и R2 вращения идут параллельно друг другу, однако следует иметь в виду, что две оси R1 и R2 имеют наклон друг относительно друга. На фиг.5 показана линия GL отвеса между двух осей R1 и R2. Точка BP контакта лежит на линии GL отвеса, как это показано на фиг.5.
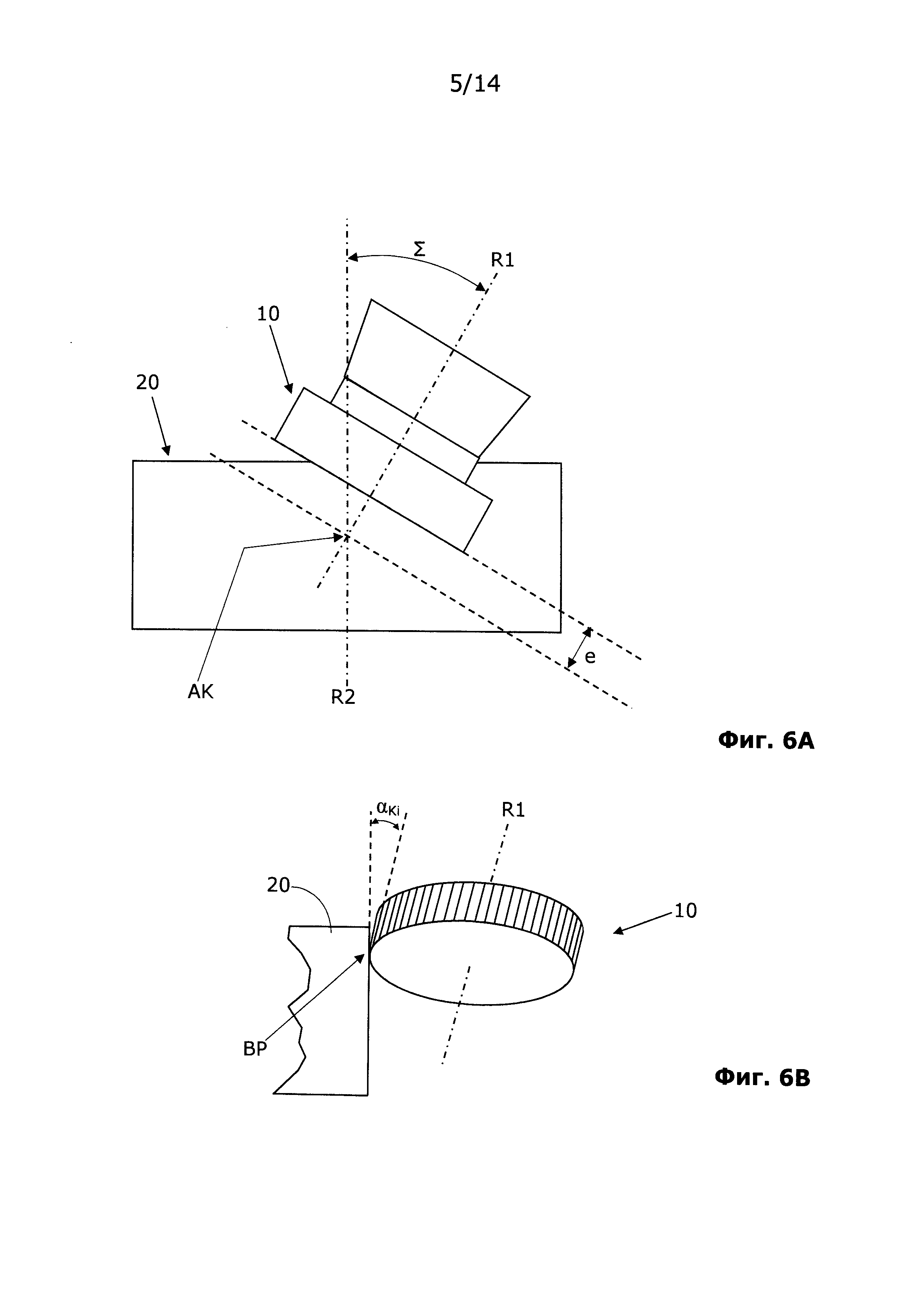
На фиг.6А и 6В показана совокупность цилиндрического инструмента 10 для зуботочения и цилиндрического обрабатываемого изделия 20 с внешними зубьями. Инструмент 10 для зуботочения установлен не только с наклоном относительно оси R2 вращения обрабатываемого изделия 20 (как это показано на фиг.6А при помощи соответствующего угла Σ пересечения осей), но также установлен относительно обрабатываемого изделия 20 так, что он имеет наклон в направлении удаления от него на небольшой угол αKi (как это хорошо показано на фиг.6В). За счет такого наклона инструмента для зуботочения 10 может быть образован эффективный задний угол, который показан на фиг.6В для головной режущей кромки как αKi. За счет такого наклона также могут быть образованы эффективные задние углы у боковых режущих кромок инструмента. Однако эти углы являются меньшими чем на головной режущей кромке. Обычно эти задние углы составляют только половину угла на головной режущей кромке.
Если рассматривать прямозубый или косозубый цилиндрический инструмент 10 для зуботочения, такой как показанный на фиг.6А и 6В, то становится очевидным, что такой инструмент 10 для зуботочения не имеет так называемых конструктивных задних углов, как у головной части, так и у боковых поверхностей. Если такой цилиндрический инструмент 10 для зуботочения зажат обычным образом, то задние углы отсутствуют. Кинематические задние углы могут быть созданы за счет наклона инструмента 10 для зуботочения, как уже было указано здесь выше. На практике, наклон инструмента 10 для зуботочения создают за счет эксцентрикового зажима инструмента 10 для зуботочения в станке, чтобы таким образом создать смещение передней поверхности от точки АК пересечения осей. За счет наклона инструмента 10 для зуботочения, точка BP контакта окружностей качения инструмента 10 для зуботочения и обрабатываемого изделия 20 больше не лежит на линии отвеса между осей R1 и R2 вращения. Соответствующе смещение называют смещением передней поверхности. Чем больше наклон инструмент 10 для зуботочения, тем больше эффективные задние углы. Задние углы, которые требуются для зуботочения, лежит в диапазоне от 3 до 5 градусов. Для задания таких задних углов на практике обычно требуется наклон цилиндрических инструментов 10 для зуботочения до 10 градусов.
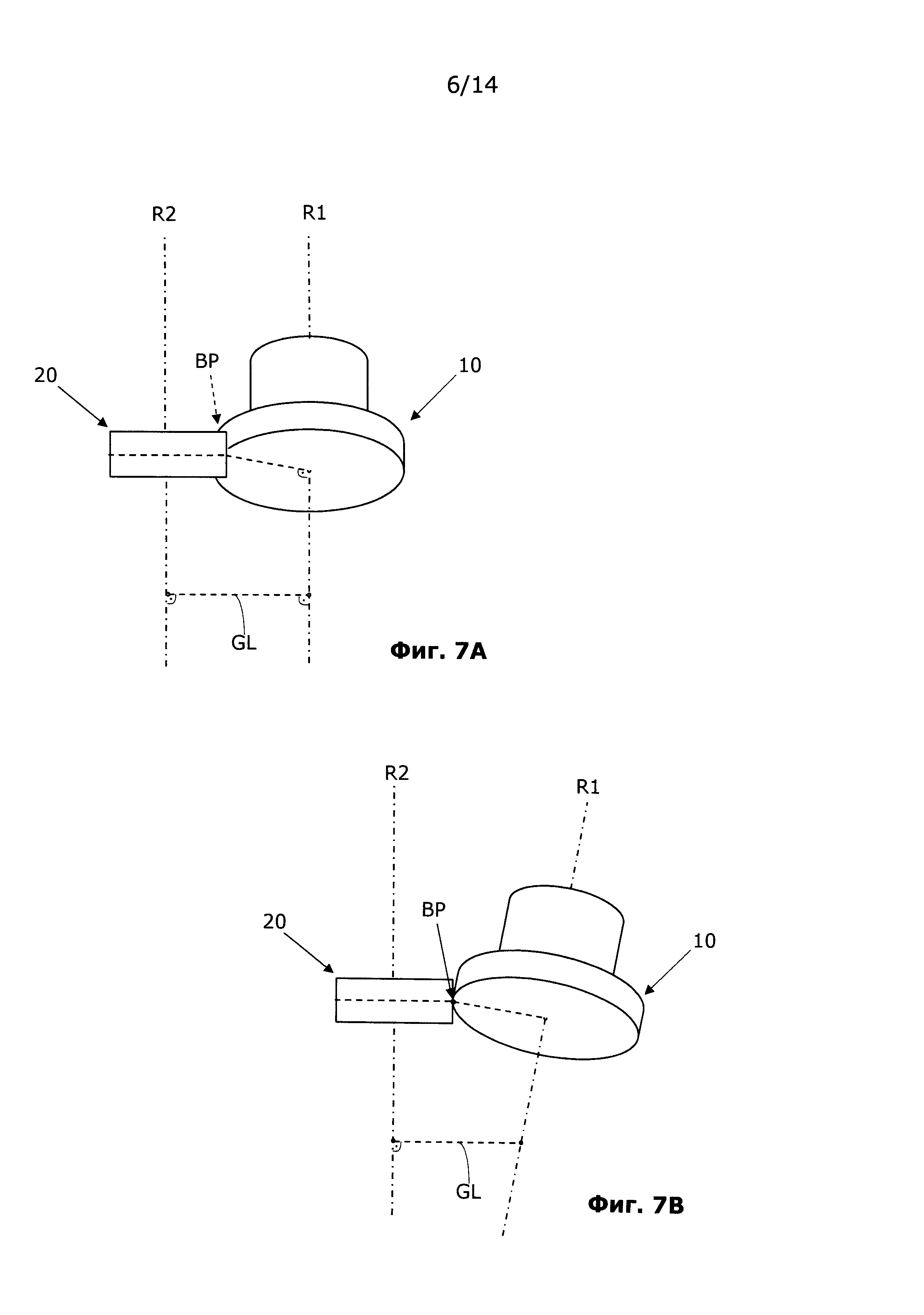
На фиг.7А и 7В также показан прямозубый или косозубый цилиндрический инструмент 10 для зуботочения, а также цилиндрическое обрабатываемое изделие 20, причем вид на фиг.7А выбран так, что оси R1 и R2 вращения идут параллельно друг другу, однако следует иметь в виду, что две оси R1 и R2 имеют наклон друг относительно друга. На фиг.7А показана линия GL отвеса между двух осей R1 и R2. Точка BP контакта расположена над линией GL отвеса. На фиг.7В показан так называемый контактный вид (также называемый боковой проекцией плоскости контакта), в котором видна точка BP контакта. В изображении на фиг.7А, точка BP контакта находится позади обрабатываемого изделия 20.
Проведенные авторами настоящего изобретения исследования известных способов зуботочения показали, что может происходить внезапное разрушение инструмента для зуботочения. Более детальное рассмотрение и более точные оценки показывают, что во время зуботочения могут возникать, среди прочего, предельно отрицательные главные передние углы. Моделирование всех точек траектории режущих кромок, которые врезаются в материал обрабатываемого изделия, показало, в частности, что при полном прорезании зазора эффективный главный передний угол головки становится все более и более отрицательным, от начала образования стружки до выхода инструмента для зуботочения из зазора. Если быть более точным, то во время съема стружки в известном зуботочении, толщина стружки увеличивается начиная от генератрисы, при этом эффективный главный передний угол непрерывно уменьшается, начиная ориентировочно от нуля градусов. В конце образования стружки у режущей головки, этот эффективный главный передний угол может составлять, например, до -60 градусов, а в самых неблагоприятным случаях может становиться еще более отрицательным. Этот аспект может приводить к преждевременному износу инструмента для зуботочения.
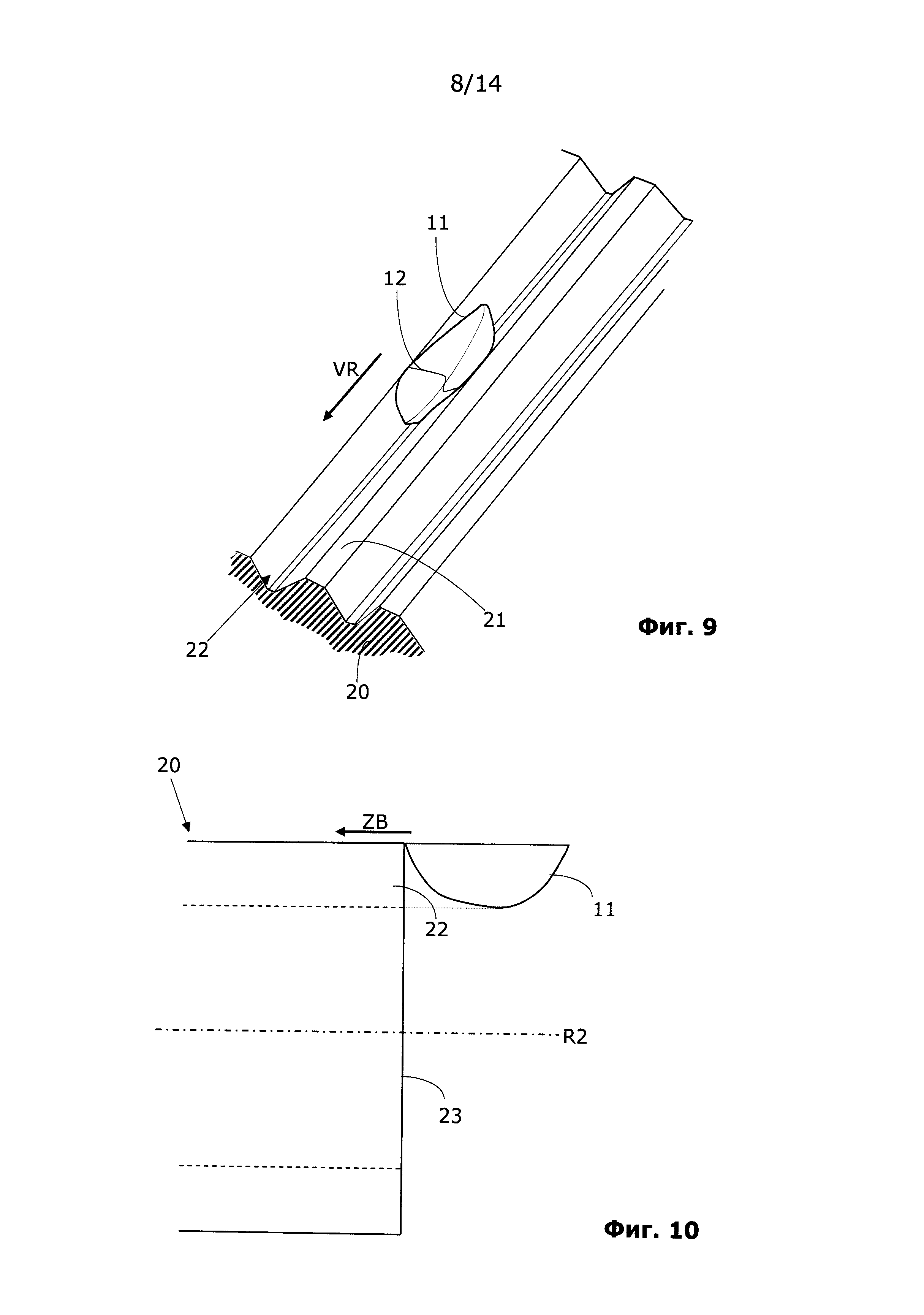
Движение режущего зуба 6 инструмента 10 для зуботочения через материал обрабатываемого изделия 20 схематично показано на фиг.8А-8С. На фиг.8А-8С показано эффективное продвижение главного переднего угла у режущей головки и, соответственно, у режущего зуба 6, в ходе врезания во время образования полного вреза. За счет наложения связанных, то есть взаимно синхронизированных движений вращения инструмента 10 для зуботочения относительно первой оси R1 вращения и обрабатываемого изделия относительно второй оси R2 вращения, и линейных осевых движений инструмента 10 для зуботочения относительно обрабатываемого изделия 20, при записи всех точек траектории режущего зуба, получают нечто вроде впадины (желоба), как это показано на фиг.8А-8С, 9, 10 и 11А, 11В. На фиг.8А-8С, 9 и 10, соответствующая впадина имеет позиционное обозначение 11.
На фиг.8А показан первый моментальный снимок относительного движения режущего зуба 6 инструмента 10 для зуботочения в материал обрабатываемого изделия 20. Ориентация и положение режущей кромки 6.1 режущего зуба 6 показано сплошной линией. Впадину 11 получают за счет всех точек траектории режущей кромки 6.1 режущего зуба 6, лежащих в зазоре 22 обрабатываемого изделия 20, при одном заходе режущего зуба 6 в этот зазор 22. Последующий заход дополнительного режущего зуба (который может быть таким же или другим режущим зубом инструмента) также образует впадину 11, которая смещена в зазоре 22 в осевом направлении за счет осевой подачи и связанной с ней дифференциальной подачи. Таким образом, впадина 11 движется поэтапно (по меньшей мере виртуально) через материал обрабатываемого изделия 20 во время зуботочения. На фиг.8А показана линия 12, которая делит впадину 11 на левую и правую секции. Закрытый участок линии 12 показан пунктиром. Линия 12 ограничивает наложение друг на друга двух впадин, которые различаются в их положении за счет подачи между двумя непосредственно последовательными зацеплениями режущих зубьев. Таким образом, линия 12 характеризует кривую пересечения двух впадин. При самой малой осевой подаче, эта кривая пересечения соответствует так называемой генератрисе. Полный зазор между зубьями можно считать набором таких генератрис, которые идут через материал обрабатываемого изделия 20 в направлении резания. При обычном способе зуботочения с использованием осевой подачи, материал с обрабатываемого изделия 20 удаляют при помощи ведомой режущей кромки 6.1 только в секции, которая начинается от генератрисы (то есть в показанном изображении слева от генератрисы). Материал уже был удален за счет предыдущего входа в зацепление инструмента в направлении врезания, до генератрисы (то есть в показанном изображении справа от генератрисы).
На фиг.8В показан второй моментальный снимок моделирования, в котором режущий зуб 6 инструмента 10 для зуботочения вошел в материал обрабатываемого изделия 20 на большее расстояние влево в направлении врезания SR, по сравнению с ситуацией на фиг.8А.
На фиг.8С показан третий моментальный снимок моделирования, в котором режущий зуб 6 инструмента для зуботочения 10 вошел в материал обрабатываемого изделия 20 на еще большее расстояние влево в направлении врезания SR, по сравнению с ситуацией на фиг.8В. На фиг.8С хорошо видно, что передняя поверхность режущей кромки 6.1 режущего зуба 6 образует острый угол относительно впадины 11. Соответствующая "критическая" секция на фиг.8С имеет позиционное обозначение 13. Таким образом, предельно отрицательный эффективный главный передний угол получают в секции 13, как уже было указано здесь выше.
Во время процесса зуботочения, в частности, эффективный главный передний угол головки становится все более и более отрицательным, как уже было указано здесь выше. При зуботочения, угол лезвия режущего зуба 6 относительно воображаемого дна зазора обрабатываемого изделия 20 остается ориентировочно постоянным. Головная режущая кромка режущего зуба 6 "шлифует" дно впадины.
Секция обрабатываемого изделия 20, которая содержит множество зубьев 21 и зазоров 22 между зубьями, показана на фиг.9. Теперь, если рассматривать полную прогрессию движения при зуботочении обрабатываемого изделия 20, то можно увидеть, что впадина 11 движется через зазор 22 между зубьями, пока зазор 22 между зубьями не будет полностью образован. Движение впадины 11 через зазор 22 между зубьями показано стрелкой VR, которая указывает направление подачи. Это направление подачи образовано из осевой и дифференциальной подачи.
Упомянутые здесь выше исследования главного переднего угла во время зуботочения направлены, в частности, на полное образование стружки при осуществлении процесса зуботочения. Однако, они также обеспечивают важную информацию, связанную с началом процесса зуботочения, когда происходит первое "проникновение" в зазор. При обычной врезной подаче инструмента для зуботочения в осевом направлении обрабатываемого изделия, первый контакт режущего зуба 6 с обрабатываемым изделием 20 происходит с четко отрицательным эффективным главным передним углом. Таким образом, раньше, первые стружки получали при плохих режимах съема стружки. За счет большого отрицательного главного переднего угла при первом контакте, нагрузка на режущую кромку 6.1 является очень высокой. Поэтому силы, действующие на режущую кромку 6.1 (в частности, на край режущей кромки), возрастают очень быстро, что может приводить к мгновенному разрушению режущей кромки 6.1. Именно эта высокая нагрузка может объяснить внезапное, резкое разрушение инструмента для зуботочения 10, которое иногда наблюдали раньше. При осуществлении процесса зуботочения в соответствии с фиг.8А-8С и 9, также образуются неблагоприятные эффективные главные передние углы, как уже было указано здесь выше. Однако, в этом случае нагрузка на режущую кромку 6.1 возрастает постепенно, а не резко. Поэтому наблюдают другие явления износа или разрушения.
При осевой врезной подаче, которую использовали раньше, впадина 11 направляется в сторону вдоль зазора 22 между зубьями, так что край впадины 11, где имеются наихудшие условия резания, прикасается к обрабатываемому изделию 20 в первый момент времени в секции на передней стороне 23, как это показано на фиг.10. Этот первый контакт типично происходит с головной секцией режущей кромки 6.1 у стороны заостренной задней поверхности. Осевая подача показана на фиг.10 стрелкой ZB. В этом случае, стрелка ZB идет параллельно оси R2 вращения инструмента 20.
Задачей настоящего изобретения является создание способа и устройства для снятия стружки с ножек зубьев зубчатое колеса или другой периодической структуры, которые характеризуются высокой производительностью. Снижение времени обработки и снижение себестоимости на одно зубчатое колесо являются основными задачами настоящего изобретения. С другой стороны, предложенные способ и устройство должны быть надежными и пригодными для использования в серийном производстве, например, в автомобильной промышленности.
В частности, должна быть решена задача снижения стоимости инструментов за счет повышения срока службы инструментов.
Эти задачи решены в соответствии с настоящим изобретением при помощи способа, который здесь назван способом зуботочения со стратегией модифицированной врезной подачи. Стратегия модифицированной врезной подачи предусматривает, что установка и врезание происходят с четким компонентом радиального движения, за счет чего, при установке, первый контакт между инструментом для зуботочения и обрабатываемым изделием происходит с эффективным главным передним углом, который ориентировочно равен нулю градусов. Этот эффективный главный передний угол получают за счет того, что, с учетом описанной формы впадины, дно впадины первым входит в контакт с материалом обрабатываемого изделия.
Стратегия модифицированной врезной подачи может быть применена к самым различным способам зуботочения, которые подходят для изготовления вращательно симметричных периодических структур.
Стратегия модифицированной врезной подачи предназначена для использования при зуботочении обрабатываемого изделия, имеющего вращательно симметричную периодическую структуру, за счет применения инструмента для зуботочения, который поддерживается инструментальным шпинделем. В процессе модифицированной врезной подачи:
- инструмент для зуботочения непрерывно вращается относительно первой оси вращения,
- обрабатываемое изделие непрерывно вращается относительно второй оси вращения, синхронно с инструментом для зуботочения,
- инструмент для зуботочения имеет компонент радиального движения в направлении обрабатываемого изделия и врезается в обрабатываемое изделие с компонентом радиального движения вниз до полной глубины, за счет чего, по меньшей мере во время врезания, первая ось вращения имеет скос относительно второй оси вращения.
Во время последующего зуботочения, от момента достижения полной глубины, вращение инструмента для зуботочения создает относительное движение подачи относительно вращающегося обрабатываемого изделия в направлении второй оси вращения, то есть в направлении конца врезания, за счет чего, также и во время зуботочения, первая ось вращения имеет скос относительно второй оси вращения.
Способ модифицированной врезной подачи в соответствии с настоящим изобретением характеризуется тем, что последовательность относительного движения (названная относительным движением) между обрабатываемым изделием и инструментом для зуботочения является заданной и осуществляемой так, что режимы резания режущих кромок режущих зубьев инструмента для зуботочения лежат в оптимальном диапазоне во время первого контакта и во время врезания.
Способ модифицированной врезной подачи в соответствии с настоящим изобретением характеризуется тем, что точка первого контакта инструмента для зуботочения с обрабатываемым изделием во время врезания ориентировочно соответствует самой глубокой точке TP впадины.
В соответствии с настоящим изобретением, небольшое поступательное движение может быть наложено на установочное и радиальное врезание, за счет чего результирующий вектор движения образует острый угол с нормалью к оси вращения обрабатываемого изделия.
Настоящее изобретение основано на заданном относительном движении инструмента для зуботочения относительно обрабатываемого изделия, так что могут быть получены гораздо более благоприятные режимы резания по сравнению с обычной осевой врезной подачей.
Во время зуботочения, которое осуществляют в соответствии со способом модифицированной врезной подачи, материал постепенно срезают с обрабатываемого изделия, пока не будут полностью образованы зубья или другие периодические структуры.
За счет способа модифицированной врезной подачи исключено внезапное возникновение предельно отрицательных главных передних углов у режущих зубьев инструмента для зуботочения. Кроме того, преимуществом способа модифицированной врезной подачи является то, что требуется значительно меньшая зона входа в осевом направлении по сравнению с обычной осевой врезной подачей.
Зазоры между зубьями могут быть доведены в соответствии с настоящим изобретением до полной глубины, так что в этом случае их не приходится образовывать с использованием стратегии множества заходов. Таким образом, врезание происходит преимущественно вниз до полной глубины. Преимущественно, во всех вариантах осуществления, здесь используют врезную подачу, связанную со стратегией одного захода (вреза).
Кроме того, здесь рассматривают зуботочение систем зубьев, которые являются непрерывными у начала системы зубьев, и не рассматривают зуботочение канавок между зубьями, которые являются закрытыми у начала.
Способ модифицированной врезной подачи характеризуется тем, что во время врезной подачи не образуют окончательную геометрию зуба за счет удаления материала. Окончательную геометрию зуба образуют за счет надлежащей обработки при помощи зуботочения только после врезной подачи.
Для того, чтобы полностью образовать зазор между зубьями, достаточно в соответствии с настоящим изобретением задать определяемое положение в направлении ширины компонента радиального движения системы зубьев относительно обрабатываемого изделия и произвести врезание вниз на полную радиальную глубину. Положение радиального врезания определяют преимущественно из положения генератрисы.
В соответствии с настоящим изобретением, во всех вариантах его осуществления, первое удаление стружки происходит при значительно более благоприятных режимах резания по сравнению со стандартными способами зуботочения. Это позволяет значительно повысить срок службы инструментов для зуботочения и, прежде всего, исключить внезапное разрушение инструмента для зуботочения.
В соответствии с настоящим изобретением, за счет радиальной установки, точка, в которой инструмент для зуботочения контактирует с обрабатываемым изделием в первый момент времени, лежит в диапазоне, который обеспечивает подходящий эффективный главный передний угол, составляющий ориентировочно нуль градусов, у режущего зуба инструмента для зуботочения.
В соответствии с настоящим изобретением, точка, в которой инструмент для зуботочения контактирует с обрабатываемым изделием в первый момент времени, лежит преимущественно непосредственно в области перехода между передней стороной и боковой поверхностью обрабатываемого изделия.
В соответствии с настоящим изобретением, точку, в которой инструмент для зуботочения начинает свое движение в направлении подачи через материал обрабатываемого изделия, определяют преимущественно с учетом генератрисы. Для того, чтобы обеспечивать только короткий путь врезной подачи в осевом направлении, виртуальную генератрису размещают на небольшом расстоянии впереди передней поверхности обрабатываемого изделия, потому что материал срезают только позади генератрисы во время стандартного зуботочения. В качестве положительного побочного эффекта получают уменьшение времени обработки за счет такой установки генератрисы.
Кроме того, можно произвести радиально отвод назад непосредственно после полного образования зазора. Полное образование зазора происходит тогда, когда генератриса материала покидает обрабатываемое изделие. Обычно, в качестве положительного побочного эффекта получают уменьшение времени обработки за счет радиального отвода назад.
Ось вращения инструмента для зуботочения расположена наклонно относительно оси вращения обрабатываемого изделия, по меньшей мере во время врезание и во время зуботочения, то есть угол Σ пересечения осей не равен нулю.
Кроме того, инструмент для зуботочения может иметь наклон в направлении обрабатываемого изделия или в направлении от обрабатываемого изделия, во время врезание и во время зуботочения, то есть может иметь преимущественно заданный угол δ наклона, который не равен нулю.
Абсолютное значение угла δ наклона преимущественно лежит в диапазоне от 2 до 45 градусов, а предпочтительнее, от 5 до 30 градусов.
При осуществлении способа модифицированного врезания используют способ подготовки непрерывного снятия стружки. Врезание, как таковое, также является непрерывным и срезающим стружку.
Во всех вариантах осуществления настоящего изобретения преимущественно используют инструмент для зуботочения, который похож на обдирочный круг и который значительно отличается от инструментов, содержащих головки с торцовыми фрезами.
В соответствии с настоящим изобретением, инструмент для зуботочения имеет секцию инструмента, похожую на обдирочный круг, причем указанная секция инструмента имеет режущие кромки, которые выполнены в виде режущих зубьев, наклонно выступающих наружу.
В соответствии с настоящим изобретением, инструмент для зуботочения имеет секцию инструмента, похожую на обдирочный круг, причем указанная секция инструмента имеет форму генерирующего (работающего методом обката) резца, а преимущественно форму резца в виде диска, резца с хвостовиком или резца с глубокой расточкой (например, в соответствии с DIN 3972 или DIN 5480).
Инструменты для зуботочения в соответствии с настоящим изобретением, похожие на обдирочный круг, могут быть выполнены в виде так называемых массивных инструментов, то есть инструментов, образованных в виде единого целого, или же могут быть выполнены в виде инструментов с режущей головкой (называемых здесь колесами зуботочения со стержневыми резцами), которые имеют базовый корпус режущей головки, снабженный режущими патронами, преимущественно в виде стержневых резцов.
В соответствии с настоящим изобретением, во всех вариантах осуществления, инструменты для зуботочения преимущественно имеют так называемые конструкционные задние углы. Таким образом, задние углы заданы с учетом геометрии инструмента для зуботочения, принимая во внимание кинематику.
Описанный и заявленный способ модифицированной врезной подачи может быть применен в большинстве различных систем зубьев и других периодически повторяющихся структур.
Настоящее изобретение позволяет получить ряд преимуществ по сравнению со стандартным способом осевого врезания, которые могут быть подытожены следующим образом:
- улучшенное срезание стружки;
- лучший эффективный задний угол (особенно у режущей головки);
- меньший износ инструмента;
- повышенный срок службы инструментов;
- меньшая стоимость одного инструмента;
- отсутствие внезапного разрушения инструмента;
- лучшая рентабельность.
Способ в соответствии с настоящим изобретением может быть осуществлен как при сухой, так и при мокрой механической обработке.
Модифицированная врезная подача может быть использована не только для изготовления систем внешних зубьев. Она преимущественно также может быть использована для изготовления систем внутренних зубьев.
Краткое описание чертежей
Указанные ранее и другие характеристики и преимущества изобретения будут более ясны из последующего детального описания, приведенного со ссылкой на сопроводительные чертежи. На всех схематичных чертежах, для упрощения, обрабатываемое изделие и инструмент для зуботочения показаны в виде окружности качения (например, у обрабатываемого изделия на цилиндре качения). Показанные режимы также относятся к полной системе зубьев с соответствующей высотой зуба.
На фиг.1 схематично показано формирующее зубчатое колесо, имеющее цилиндрический внешний контур, введенный в зацепление с обрабатываемым изделием, получающим систему внешних зубьев во время формообразования.
На фиг.2А схематично показано прямозубое колесо для зуботочения, имеющее цилиндрический внешний контур, введенный в зацепление с обрабатываемым изделием, получающим систему внешних зубьев во время зуботочения.
На фиг.2В схематично показано колесо для зуботочения с косыми зубьями, имеющее конический внешний контур, введенный в зацепление с обрабатываемым изделием, получающим систему внешних зубьев во время зуботочения.
На фиг.3 схематично показан эскиз выполнения канавки между зубьями в соответствии с патентной публикацией WO 2010/060733.
На фиг.4А схематично показана проекция осей пересечения (проекция плоскости контакта) конического инструмента для зуботочения во время зуботочения обрабатываемого изделия, получающего систему внешних зубьев, причем угол пересечения осей является заданным.
На фиг.4В схематично показана проекция осей пересечения (боковая проекция плоскости контакта) конического инструмента для зуботочения и обрабатываемого изделия в соответствии с фиг.4А.
На фиг.5 схематично показан еще один конический инструмент для зуботочения во время зуботочения обрабатываемого изделия, получающего систему внешних зубьев, причем инструмент для зуботочения не имеет наклона относительно обрабатываемого изделия.
На фиг.6А схематично показана проекция осей пересечения цилиндрического инструмента для зуботочения во время зуботочения обрабатываемого изделия, получающего систему внешних зубьев, причем инструмент для зуботочения имеет наклон в направлении от обрабатываемого изделия с небольшим углом, что приводит к смещению передней поверхности.
На фиг.6В схематично показана боковая проекция плоскости контакта цилиндрического инструмента для зуботочения и обрабатываемого изделия в соответствии с фиг.6А.
На фиг.7А схематично показана боковая проекция осей пересечения еще одного цилиндрического инструмента для зуботочения во время зуботочения обрабатываемого изделия, получающего систему внешних зубьев, причем инструмент для зуботочения имеет наклон в направлении от обрабатываемого изделия с небольшим углом.
На фиг.7В схематично показана боковая проекция плоскости контакта цилиндрического инструмента для зуботочения и обрабатываемого изделия в соответствии с фиг.7А.
На фиг.8А показан первый моментальный снимок результата моделирования относительного движения режущего зуба инструмента для зуботочения в материал обрабатываемого изделия.
На фиг.8В показан второй моментальный снимок моделирования, в котором режущий зуб инструмента для зуботочения переместился на дополнительное расстояние в направлении врезания (влево на чертеже) в материал обрабатываемого изделия, по сравнению с ситуацией на фиг.8А.
На фиг.8С показан третий моментальный снимок моделирования, в котором режущий зуб инструмента для зуботочения переместился еще на дополнительное расстояние в направлении врезания (влево на чертеже) в материал обрабатываемого изделия, по сравнению с ситуацией на фиг.8 В.
На фиг.9 показан участок обрабатываемого изделия, имеющий множество зубьев и зазоров между зубьями, причем впадина, показанная на фиг.8А-8С, проходит через зазоры между зубьями.
На фиг.10 показан вид сбоку участка обрабатываемого изделия, причем положение впадины в момент осевой врезной подачи показано очень схематично.
На фиг.11А показан вид сбоку участка обрабатываемого изделия, причем положение впадины в момент радиальной врезной подачи в соответствии с настоящим изобретением показано очень схематично.
На фиг.11В показан вид сверху участка обрабатываемого изделия, показанного на фиг.11А, причем положение впадины в момент радиальной врезной подачи в соответствии с настоящим изобретением показано очень схематично.
На фиг.12А показан вид сбоку участка обрабатываемого изделия, причем установка и врезание показаны очень схематично.
На фиг.12В показан вид сзади участка обрабатываемого изделия, причем установка и врезание показаны очень схематично.
На фиг.13А показан очень схематично вид впадины вместе с режущей кромкой стержневого резца, причем главный передний угол составляет ориентировочно нуль градусов в показанный момент времени.
На фиг.13В также показан очень схематично вид впадины вместе с режущей кромкой стержневого резца, причем главный передний угол является четко отрицательным в показанный момент времени.
На фиг.14 показан вид сверху участка обрабатываемого изделия, причем положение впадины после прохода через зазор между зубьями показано очень схематично.
На фиг.15 показан участок обрабатываемого изделия во время зуботочения, где можно видеть, как стержневой резец, имеющий режущий зуб инструмента для зуботочения (не показан) направлен через зазор между зубьями.
На фиг.16 показан вид в перспективе цилиндрического обрабатываемого изделия, получающего внутреннюю систему зубьев во время зуботочения с использованием имеющего стержневые резцы колеса для зуботочения в соответствии с настоящим изобретением.
На фиг.17 показан вид в перспективе цилиндрического обрабатываемого изделия, получающего внутреннюю систему зубьев во время зуботочения с использованием массивного инструмента в виде колеса для зуботочения в соответствии с настоящим изобретением.
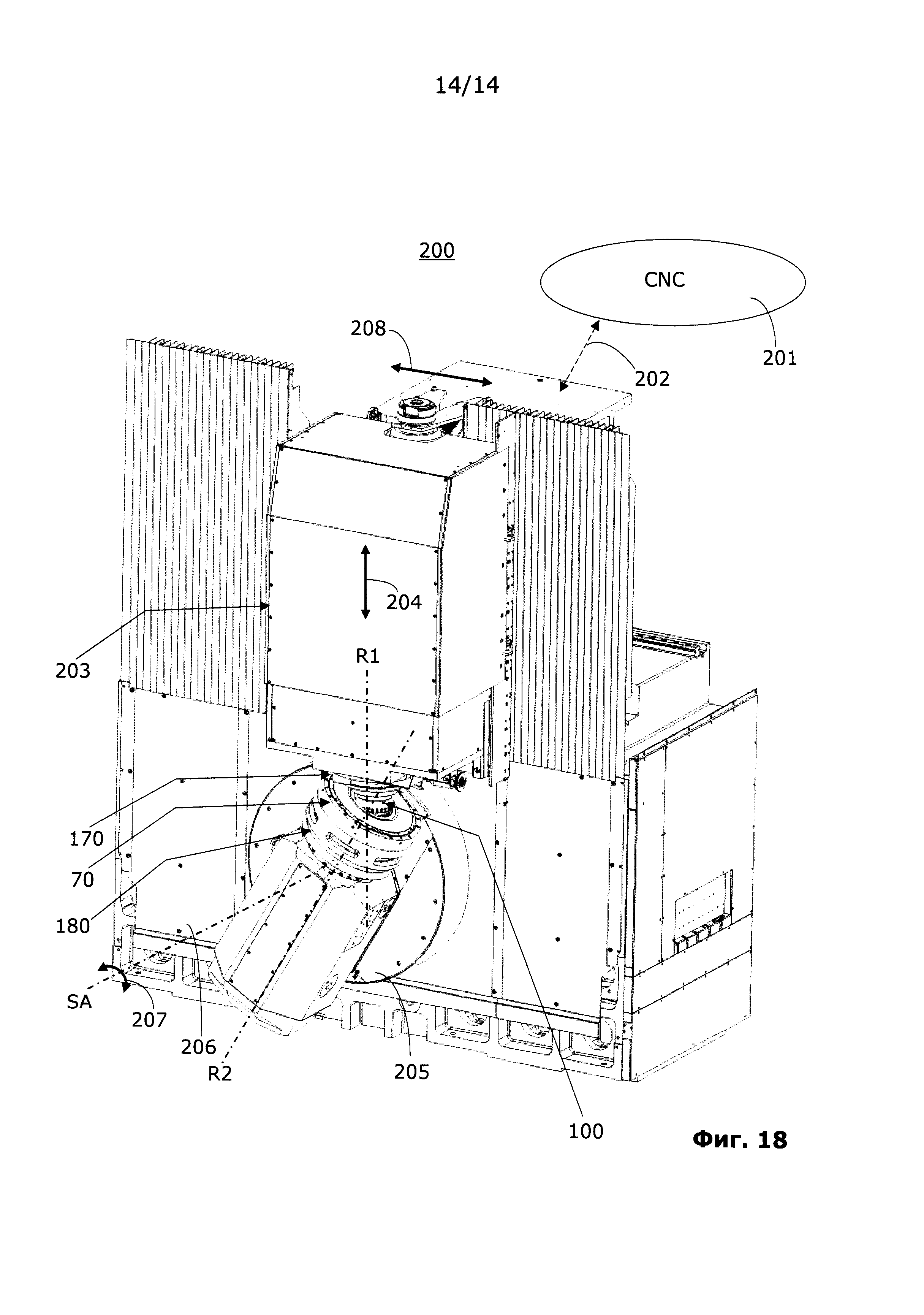
На фиг.18 показан весьма схематично вид в перспективе станка в соответствии с настоящим изобретением, который содержит инструмент для зуботочения, образующий систему зубьев обрабатываемого изделия с внутренней системой зубьев.
Подробное описание изобретения
В описании настоящего изобретения использованы термины, которые обычно используют в соответствующих публикациях и патентах. Однако следует иметь в виду, что использование этих терминов служит просто для лучшего понимания сути настоящего изобретения. Идея настоящего изобретения и объем патентных притязаний не ограничены в их интерпретации специфическим выбором терминов. В описании настоящего изобретения безо всяких проблем может быть использована другая терминология, причем настоящее изобретение может быть использовано и в других областях применения. В таких других областях применения аналогично может быть использована соответствующая терминология.
Вращательно симметричные периодические структуры представляют собой, например, зубчатые колеса, имеющие внутреннюю и/или внешнюю систему зубьев. Однако это также могут быть, например, тормозные диски, муфты или элементы зубчатой передачи. Инструменты для зуботочения особенно хорошо подходят для изготовления валов-шестерен, червячных колес, кольцевых зубчатых колес, зубчатых насосов, ступиц с муфтами (муфтовые соединения используют, например, в автомобилях для передачи усилия от дифференциала к колесу автомобиля), муфт с зубчатыми валами, обойм скольжения, ременных шкивов, и т.п. Здесь периодические структуры также называют периодически повторяющимися структурами.
В дальнейшем описании в первую очередь речь идет о зубчатых колесах, зубьях и зазорах между зубьями. Однако, как уже было указано здесь выше, настоящее изобретение также может быть использовано для изготовления других конструктивных деталей с другими периодическими структурами. В этом случае, эти конструктивные детали не имеют зазоров между зубьями, а имеют, например, канавки или пазы.
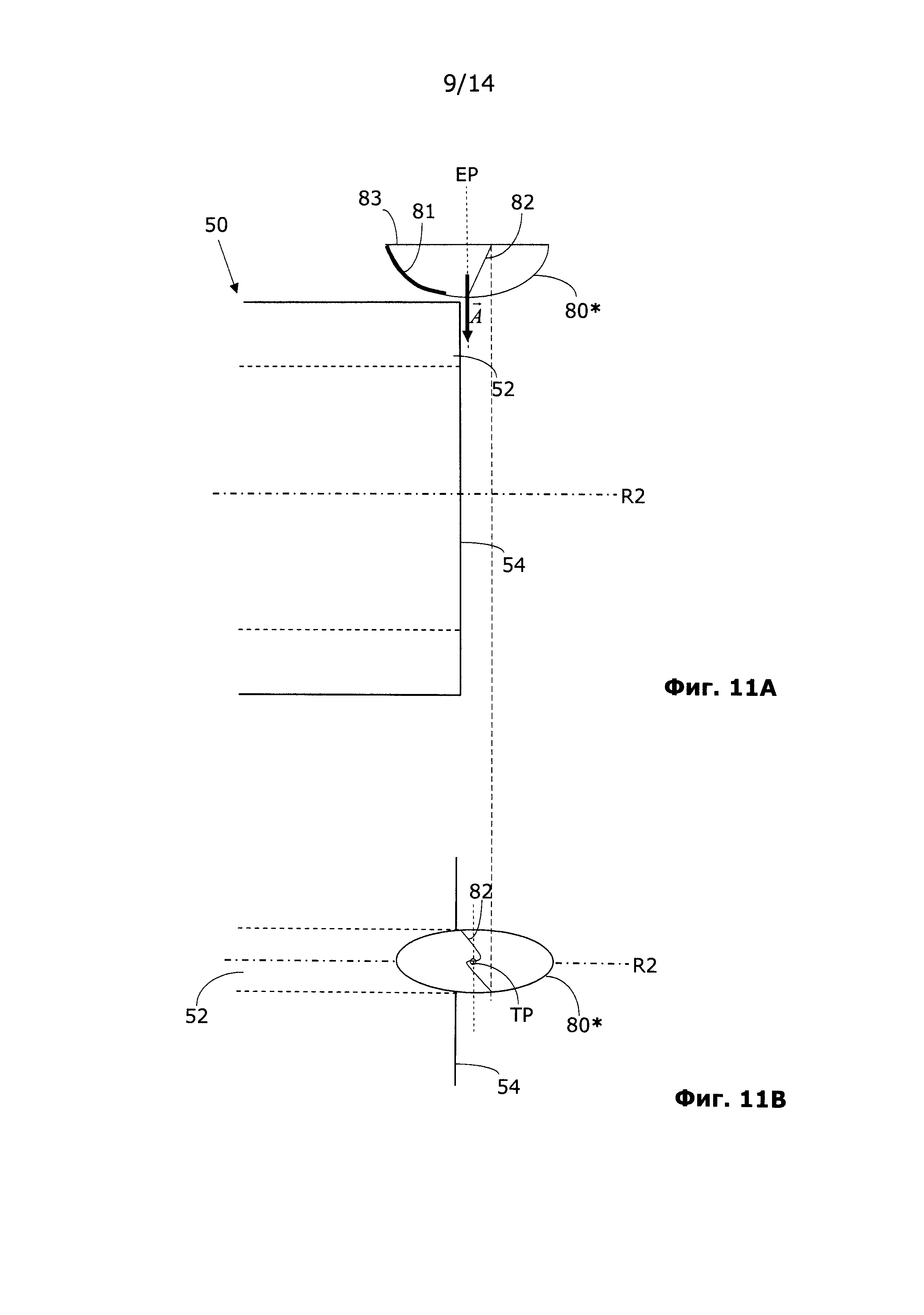
В соответствии с настоящим изобретением используют результаты исследований и моделирования, как уже было указано здесь выше. В соответствии с настоящим изобретением, врезную подачу производят со значительным компонентом радиального движения, как это показано на фиг.11А. За счет радиально направленной врезной подачи исключены неблагоприятные режимы во время первого контакта инструмента 100 для зуботочения с обрабатываемым изделием 50, которые возникали до настоящего времени во время осевой врезной подачи.
Радиальная врезная подача обозначена стрелкой на фиг.11А.
В соответствии с настоящим изобретением предлагается так называемый способ модифицированной врезной подачи, в котором инструмент 100 для зуботочения и обрабатываемое изделие 50 осуществляют относительное движение так, что, во время первого контакта инструмента 100 для зуботочения с обрабатываемым изделием 50, получают эффективный главный передний угол около нуля градусов у режущих кромок инструмента 100 для зуботочения. Чтобы этого добиться, по меньшей мере последняя фаза движения во время установки содержит значительное движение радиальной установки, как это показано на фиг.12А. В соответствии с настоящим изобретением, радиальное врезание или движение врезной подачи следует за этим движением радиальной установки. Во время этого радиального врезания или движения 2 врезной подачи, режущие кромки инструмента для зуботочения погружаются в материал обрабатываемого изделия 50.
На фиг.12А схематично показано, что радиальная врезная подача образована из двух частичных движений и , причем в показанном случае оба частичных движения и направлены чисто радиально. Сложение векторов двух частичных движений и дает вектор . Чисто радиальные движения направлены перпендикулярно к оси R2 вращения обрабатываемого изделия 50, так что эти движения направлены параллельно лицевой стороне 54 обрабатываемого изделия 50.
На фиг.12В схематично показано, что радиальная врезная подача образована из двух частичных движений и , причем в показанном случае оба частичных движения и имеют значительный радиальный компонент и небольшой осевой компонент. Результирующий вектор также получают за счет сложения векторов двух частичных движений и .
Два частичных движения и могут быть направлены в одном и том же направлении (как это показано, например, на фиг.12А), или могут иметь немного отличные направления (как это показано, например, на фиг.12 В).
На фиг.13А весьма схематично показан вид впадины 80* вместе с режущей кромкой 111 стержневого резца 120, причем эффективный главный передний угол γs у головной режущей кромки в показанный момент времени ориентировочно равен нулю градусов. В показанном представлении, эффективный главный передний угол γs представляет собой угол между передней поверхностью 53 режущей кромки 110 и нормалью N1 в точке контакта между передней поверхностью 53 и дном впадины 80*. На фиг.13А, эта нормаль N1 лежит ориентировочно в плоскости передней поверхности 53. На фиг.13А показан момент первого контакта инструмента 100 для зуботочения, а именно, режущей кромки 111 инструмента 100 для зуботочения, с материалом обрабатываемого изделия 50, 70. Точка первого контакта ориентировочно совпадает с самой глубокой точкой TP впадины 80*. Кстати, генератриса 82 всегда идет через самую глубокую точку TP впадины 80*.
Следует иметь в виду, что впадины 80* на фиг.11А, 11В и далее, специально показаны зеркально симметричными. Однако на практике впадины 80* также могут быть асимметричными, например, когда угол δ наклона не равен нулю.
На фиг.13В также показан весьма схематично вид впадины 80* вместе с режущей кромкой 111 стержневого резца 120, причем эффективный главный передний угол γs у головной режущей кромки в показанный момент времени является четко отрицательным. На фиг.13В видна нормаль N1, потому что она не лежит в плоскости передней поверхности 53. На основании весьма схематичного примера, показанного на фиг.13А и 13В, становится очевидно, что эффективный главный передний угол γs становится все более и более отрицательным при постепенном движении режущей кромки 111 в направлении SR резания.
Важно, что два частичных движения и осуществляют относительно обрабатываемого изделия 50 так, что генератриса 82 будет лежать снаружи от материала обрабатываемого изделия 50 до осуществления движения осевой подачи параллельно оси вращения (то есть в направлении VR подачи, как это показано на фиг.14) обрабатываемого изделия 50. Кроме того, следует иметь в виду, что первое частичное движение направлено так, что первый контакт между инструментом для зуботочения и обрабатываемым изделием 50 происходит с главным передним углом около нуля градусов. Когда компонент осевого движения в момент первого контакта является слишком большим, то это условие при некоторых обстоятельствах может не выполняться и может возникать внезапная ударная нагрузка соответствующей режущей кромки (кромок).
В соответствии с настоящим изобретением, эффективный угол ρ между результирующим вектором и нормалью к оси R2 вращения всегда является острым углом.
Во всех вариантах осуществления, абсолютное значение эффективного угла ρ преимущественно составляет от 0 до 30 градусов.
Преимущественно, во всех вариантах осуществления, абсолютное значение эффективного главного переднего угла в момент первого контакта составляет от 0 до 5 градусов.
Как уже было указано здесь вначале, наложение вращательного движения инструмента 100 для зуботочения вокруг первой оси R1 вращения и сопряженного вращательного движения обрабатываемого изделия 50, 70 вокруг второй оси R2 вращения, и линейного осевого движения инструмента 100 для зуботочения относительно обрабатываемого изделия 50, 70 приводит к образованию впадины при регистрации всех точек траектории режущей кромки 111, как это показано на фиг.11А, 11В, 12А и 12В. Соответствующая впадина имеет позиционное обозначение 80 на этих чертежах.
Эту впадину 80 получают за счет всех точек траектории режущей кромки режущего зуба 111, лежащих в зазоре 52 обрабатываемого изделия 50 (или 70), при одном заходе режущего зуба 111 в этот зазор 52. Последующий заход дополнительного режущего зуба 111 (который может быть таким же или другим режущим зубом инструмента 100 для зуботочения) также образует впадину 80, которая смещена в зазоре 52 в осевом направлении за счет осевой подачи и связанной с ней дифференциальной подачи. Таким образом, впадина 80 движется поэтапно (по меньшей мере виртуально) через материал обрабатываемого изделия 50 во время зуботочения. Линия 82 ограничивает наложение друг на друга двух впадин, которые отличаются их положением за счет подачи между двумя непосредственно следующими друг за другом зацеплениями режущих зубьев. Таким образом, линия 82 характеризует кривую пересечения двух впадин. При самой малой осевой подаче, эта кривая пересечения соответствует так называемой генератрисе. Полный зазор между зубьями 52 можно считать набором таких генератрис, которые идут через материал обрабатываемого изделия 50 в направлении резания.
Форма и размер впадины 80 изменяются во время радиальной врезной подачи в соответствии с настоящим изобретением, по той причине, что относительная траектория режущих зубьев 111 и, таким образом, также и относительная траектория режущих кромок изменяется при изменении расстояния от оси. Этот аспект на фиг.11А, 11В, 12А, 12В, 13А и 13В не показан. Для лучшего опознания, впадина имеет позиционное обозначение 80* при способе врезной подачи в соответствии с настоящим изобретением. При обычной осевой врезной подаче, впадины 11 всегда являются одинаковыми, как это показано на фиг.10.
Во время радиальной врезной подачи, впадина 80* направляется (ведется) дном впадины, а преимущественно самой глубокой точкой TP впадины 80*, главным образом в радиально направленном движении к обрабатываемому изделию 50. За счет этой новой формы установки (с первым частичным движением и последующей врезной подачей (с последующим вторым частичным движением ) избегают того, чтобы режущие кромки инструмента 100 для зуботочения погружались в материал обрабатываемого изделия 50 с четко отрицательным главным передним углом в диапазоне от -15 градусов до -30 градусов или даже с еще более отрицательным главным передним углом в диапазоне больше чем -30 градусов. Соответствующий участок впадины 80*, который исключен в соответствии с настоящим изобретением, упрощенно обозначен на фиг.11А, 11B, 12В и 13А жирной кривой линией 81. На практике, впадина 80* скользит (заходит) все глубже и глубже в материал обрабатываемого изделия 50, 70 во время врезной подачи в соответствии с настоящим изобретением, так что соответствующий участок кривой линии 81 увеличивается все больше и больше, до полной глубины врезной подачи. При обычной (стандартной) осевой врезной подаче, соответствующий участок кривой линии 81 увеличивается, начинаясь от границы 83 впадины, в то время как во время радиальной врезной подачи в соответствии с настоящим изобретением, участок кривой линии 81 увеличивается, начинаясь от дна впадины (от самой глубокой точки впадины 80*) в направлении границы 83 впадины.
В соответствии с настоящим изобретением, для образования полного зазора 52 между зубьями, достаточно определить положение ЕР врезной подачи вдоль ширины зуба системы зубьев радиально, а не по оси обрабатываемого изделия 50, как это показано на фиг.11А, и произвести врезную подачу. Положение ЕР врезной подачи преимущественно определяют из положения генератрисы 82, которая показана линией на фиг.11А, 11В, 12А, 12В и 14. На фиг.11В схематично показано, что самая глубокая точка TP впадины 80* в момент первого контакта лежит немного снаружи от материала обрабатываемого изделия 50 или 70. В этот момент, самая глубокая точка TP впадины 80* лежит непосредственно впереди передней поверхности 54 обрабатываемого изделия 50 или 70.
Таким образом, в соответствии с настоящим изобретением, удаление первой стружки происходит при намного более благоприятных режимах съема стружки по сравнению со стандартными способами зуботочения.
Зуботочение представляет собой сложный процесс, во время которого режимы резания у режущей кромки инструмента 100 для зуботочения непрерывно изменяются, как это показано при помощи впадины 80. В соответствии с настоящим изобретением, последовательности относительного движения оптимизированы, так что по мере возможности исключен участок 81 впадины 80 во время первого контакта и при начальной фазе врезной подачи (называемой врезанием).
Таким образом, с одной стороны, исключают участок 81 во время первого контакта инструмента 100 для зуботочения с обрабатываемым изделием 50, так что контакт осуществляют чисто радиально при помощи соответствующего первого частичного движения , как уже было указано здесь выше.
С другой стороны, также во время врезной подачи для врезания до полной глубины зазора между зубьями 52, принимают меры, чтобы режущие кромки инструмента для зуботочения не входили в материал обрабатываемого изделия 50 при явных или даже больших отрицательных главных передних углах. По этом причине, также и второе частичное движение выбирают соответствующим образом, причем второе частичное движение осуществляют так, что в конце врезания достигается промежуточное положение, в котором генератриса 82 лежит непосредственно снаружи от создаваемого зазора 52 (аналогично показанному на фиг.11В).
Преимущественно, для определения управляемого устройством ЧПУ типа CNC движения станка, производят достаточно точные вычисления, так чтобы исключить неблагоприятные режимы съема стружки во время осуществления двух частичных движений и и достичь правильного промежуточного положения до начала собственно зуботочения зазора 52.
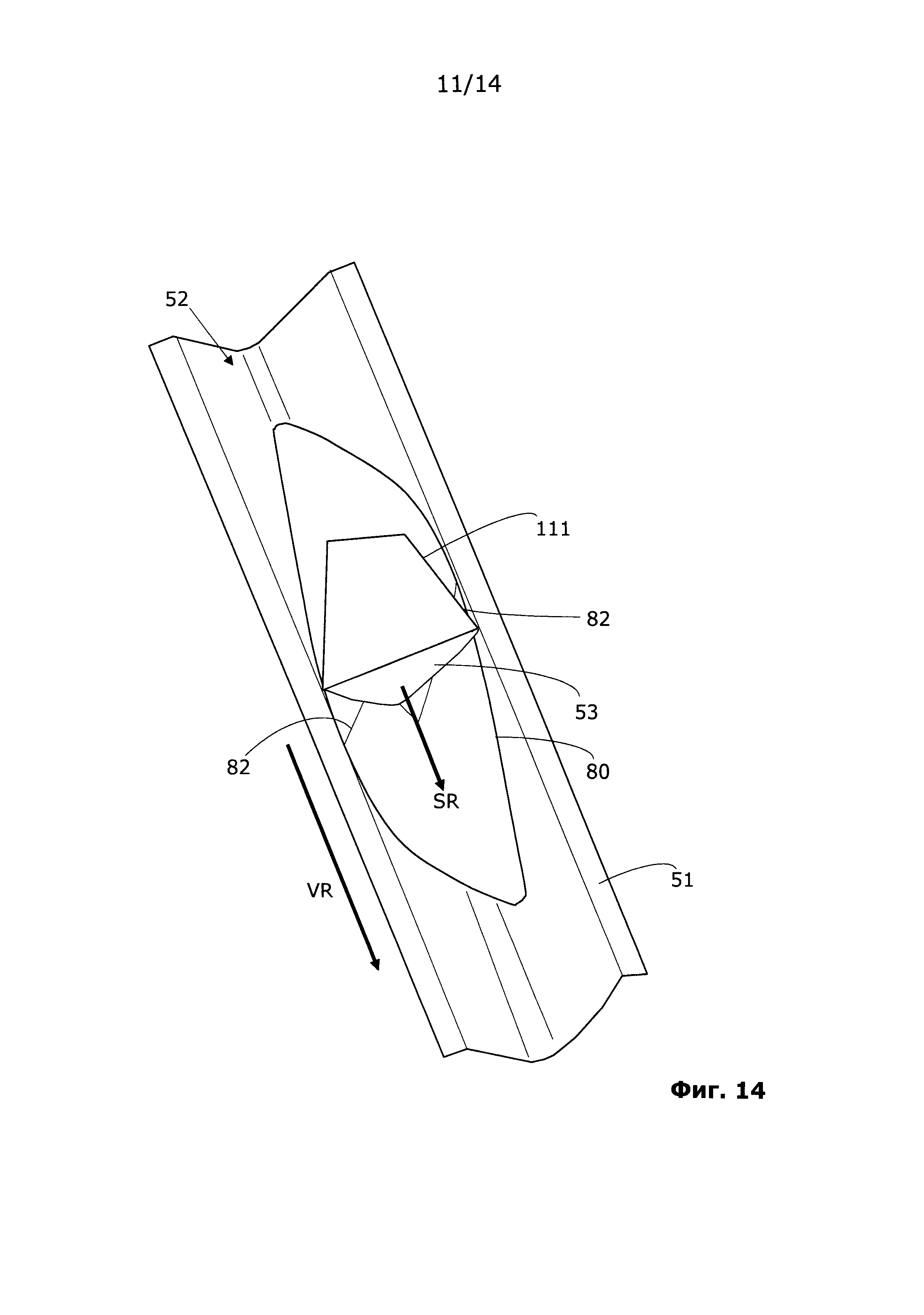
На фиг.14 показан вид сверх участка обрабатываемого изделия 50, где показано весьма схематично положение впадины 80 во время обработки зазора 52 между зубьями. Таким образом, на фиг.14 показано собственно зуботочение, которое следует за способом модифицированной врезной подачи. На фиг.14 показано направление VR подачи, направление SR резания, положение режущего зуба 111 и схематично показана форма передняя поверхности 53 резца. Направление VR подачи идет в направлении зазора и образовано из осевой подачи и сопряженной с ней дифференциальной подачи обрабатываемого изделия 50. Направление SR резания образует острый угол с направлением VR подачи. Линия 82 у впадины 80 разделяет участок траектории первого разреза от участка траектории второго разреза, как уже было указано здесь выше. Таким образом, эти линия 82 соответствует генератрисе, как уже было указано здесь вначале. Из рассмотрения фиг.14 можно понять, что режущая кромка режущего зуба 111 инструмента образует поверхность 80 в виде впадины, уже описанную во время движения через образуемый зазор 52, за счет чего образование стружки в соответствии с настоящим изобретением во время установки и врезания начинается и происходит до такой точки впадины, что первоначально не возникают отрицательные задние углы или возникают только незначительные отрицательные задние углы, и не возникают явно или сильно отрицательные задние углы во время врезания у режущего зуба 111.
На фиг.15 показан участок обрабатываемого изделия 50 во время зуботочения, причем можно видеть, как стержневой резец 112, имеющий режущий зуб 111, направляется (ведется) через зазор между зубьями 52. Инструмент 100 для зуботочения (называемый колесом 100 для зуботочения со стержневыми резцами), показанный на фиг.15, содержит базовый корпус для приема множества стержневых резцов 120. Однако здесь показана только один стержневой резец 120.
На фиг.16 показан вид в перспективе цилиндрического обрабатываемого изделия 70, получающего внутреннюю систему зубьев во время зуботочения в соответствии с настоящим изобретением, с использованием колеса 100 для зуботочения со стержневыми резцами. На фиг.16 показаны только стержневые резцы 120. Базовый корпус, на котором закреплены стержневые резцы 120, условно удален. В данном случае стержневые резцы 120 образуют коническую группу резцов на базовом корпусе.
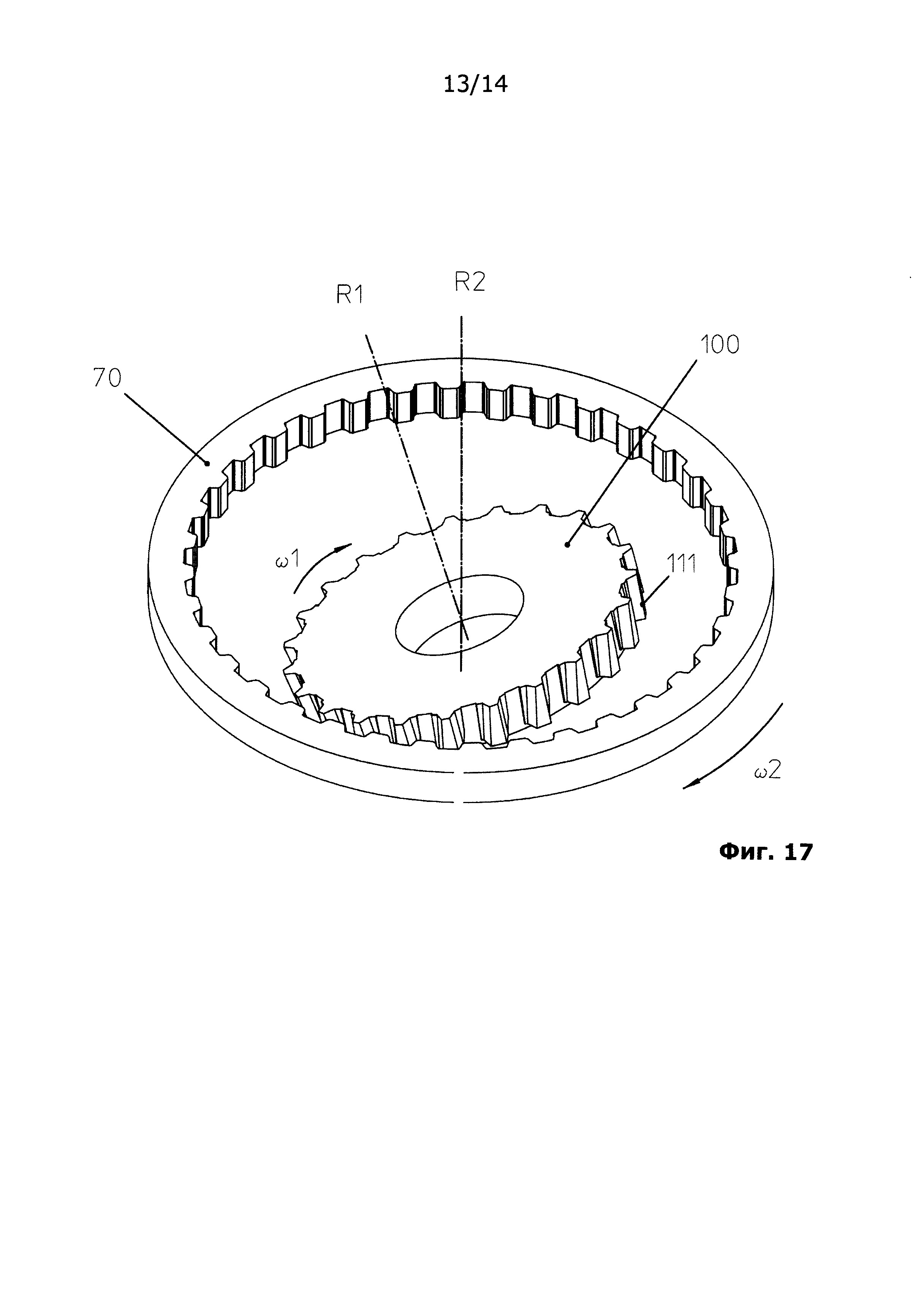
На фиг.17 показан вид в перспективе другого цилиндрического обрабатываемого изделия 70, получающего внутреннюю систему зубьев во время зуботочения в соответствии с настоящим изобретением, с использованием массивного инструмента, такого как колесо 100 для зуботочения. Колесо 100 для зуботочения имеет множество режущих зубьев 111. Колесо 100 для зуботочения преимущественно образовано в виде единого целого, так что режущие зубья 111 являются объединенными в единое целое с базовым корпусом в виде диска.
В следующих параграфах дополнительно поясняется зуботочение в соответствии с настоящим изобретением.
В принципе, относительное движение между инструментом 100 для зуботочения и обрабатываемым изделием 50, 70 соответствует винтовой зубчатой передаче, что также называют образованием косозубой цилиндрической зубчатой передачи. Винтовая зубчатая передача представляет собой пространственную зубчатую передачу.
Поэтому базовое проектирование способа зуботочения можно рассматривать как проектирование зубчатой передачи в так называемой расчетной точке АР (показанной, например, на фиг.2В). Термин базовое проектирование следует понимать здесь как определение пространственного расположения и движения инструмента 100 для зуботочения относительно обрабатываемого изделия 50, 70 (как определение кинематики), а также как определение основных геометрических размеров инструмента 100 для зуботочения, таких как, например, диаметр и угол наклона (как определение базовой геометрии инструмента).
В расчетной точке АР, геометрические и кинематические режимы входа в зацепление проектируют возможно более оптимальными. Режимы входа в зацепление изменяются при увеличении расстояния от расчетной точки АР. В этом отношении, способ зуботочения представляет собой очень сложный способ, в котором режимы входа в зацепление изменяются непрерывно также и во время движения режущей кромки. Однако, на изменение режимов входа в зацепление можно намеренно влиять через изменение режимов входа в зацепление в расчетной точке АР.
Таким образом, правильное проектирование режимов входа в зацепление в расчетной точке АР имеет существенное значение для проектирования процессов зуботочения.
Термины, касающиеся расположения оси:
Существуют несколько терминов, которые требуются для определения расположения оси. Эти термины описаны в приведенной ниже таблице.
Термины, касающиеся контакта между инструментом для зуботочения и обрабатываемым изделием:
Существуют множество терминов, которые требуются для описания контакта между инструментом 100 для зуботочения и обрабатываемым изделием 50, 70. Эти термины описаны в приведенной ниже таблице.
Дополнительные проекции:
Имеются дополнительные проекции, которые используют для пояснения изобретения. Соответствующие проекции поясняются в приведенной ниже таблице.
Приведенное ниже уравнение [1] отображает зависимость между углами, описывающими специальное расположение осей R1 и R2 вращения для не планарных систем зубьев, и, таким образом, является важным для преобразования индивидуальных параметров:
В этой обобщенной совокупности, угол Σ пересечения осей можно разложить на эффективный угол Σeff пересечения осей и угол δ наклона, причем эффективный угол Σeff пересечения осей задает величину создаваемого относительного движения резания между вращающимся инструментом 100 для зуботочения и вращающимся обрабатываемым изделием 50, 70. Для планарных систем зубьев, эффективный угол Σeff пересечения осей и угол δ наклона хорошо определены, однако равенство [1] не выполняется.
В соответствии с настоящим изобретением может быть задан угол δ наклона, абсолютное значение которого не равно нулю градусов, так что наклон плоскости отсчета инструмента и, следовательно, инструмента 100 для зуботочения относительно плоскости контакта (которая образована двумя векторами и скорости) является отрицательным или положительным. Таким образом, в соответствии с настоящим изобретением, можно говорить о наклоне инструмента 100 для зуботочения в направлении к обрабатываемому изделию 50, 70 или в направлении от обрабатываемого изделия 50, 70. Однако тот или другой наклон не является обязательным.
Преимущественно, во всех вариантах осуществления, эффективный угол Σeff пересечения осей лежит в следующих диапазонах: - 60°≤Σeff<0 и 0<Σeff≤60°.
В соответствии с настоящим изобретением предлагается так называемый способ модифицированной врезной подачи, который используют для зуботочения обрабатываемого изделия 50, 70, за счет чего, при этом зуботочении, изготавливают вращательно симметричную периодическую структуру, например, внешнюю или внутреннюю систему зубьев, на обрабатываемом изделии 50, 70 за счет применения инструмента 100 для зуботочения. Как это показано на фиг.11, 12А и 12В, способ модифицированной врезной подачи характеризуется, в частности, тем, что следующие операции производит одновременно и скоординированным образом:
- вращение инструмента 100 для зуботочения вокруг первой оси R1 вращения и сопряженное вращение обрабатываемого изделия 50, 70 вокруг второй оси вращения R2,
- установка инструмент 100 для зуботочения с радиальным первым компонентом движения в направлении обрабатываемого изделия 50, 70, и
- врезная подача инструмента 100 для зуботочения с радиальным вторым компонентом движения в направлении обрабатываемого изделия 50, 70, преимущественно вниз до полной глубины, за счет чего, по меньшей мере во время врезной подачи, первая ось R1 вращения будет идти с наклоном относительно второй оси R2 вращения, так что две оси R1, R2 вращения будут иметь наклон друг относительно друга.
После этого производят движение относительной подачи вращающегося инструмента 100 для зуботочения в направлении VR подачи, после достижения полной глубины, относительно вращающегося обрабатываемого изделия 50, 70, причем, также и во время зуботочения, первая ось R1 вращения идет с наклоном относительно второй оси R2 вращения, так что две оси R1, R2 вращения будут иметь наклон друг относительно друга.
Преимущественно, по меньшей мере во время врезной подачи, предусмотрен отрицательный или положительный угол δ наклона.
В соответствии с настоящим изобретением, во всех вариантах осуществления, инструмент 100 для зуботочения имеет режущие кромки, выполненные в виде выступающих наружу режущих зубьев 111, как это показано, например, на фиг.15, 16 и 17. Передние поверхности режущих зубьев 111 образованы главным образом относительно передней поверхности конусного инструмента 100 для зуботочения.
В соответствии с настоящим изобретением, во всех вариантах осуществления, инструмент 100 для зуботочения имеет форму генерирующего резца, преимущественно форму генерирующего резца в виде диска, генерирующего резца с хвостовиком или генерирующего резца с глубокой расточкой (например, в соответствии с DIN 3972 или DIN 5480). Во всех вариантах осуществления, переходник может быть введен между инструментом 100 для зуботочения и собственно инструментальным шпинделем 170, как это показано на фиг.18.
Преимущественно, во всех вариантах осуществления, инструмент 100 для зуботочения имеет форму цилиндрической оболочки или базовую форму, имеющую такой контур, который позволяет избежать столкновения между инструментом 100 для зуботочения и обрабатываемое изделие 50, 70.
На фиг.17 показан инструмент 100 для зуботочения, который имеет форму генерирующего резца. Здесь показан массивный инструмент, в котором режущие зубья 111 являются частью инструмента 100 для зуботочения. В этом случае инструмент 100 для зуботочения имеет 25 режущих зубьев 111, только один из которых имеет позиционное обозначение на фиг.17. Базовый корпус инструмента 100 для зуботочения имеет форму усеченного конусного диска или усеченной конусной пластины.
Кроме аспектов кинематики и режимов, которые возникают за счет задания желательных задних углов, параметры обрабатываемого изделия 50, 70 также играют немаловажную роль. Всегда имеются обрабатываемые изделия 50, 70, секция (участок) которых имеет диаметр, который больше чем диаметр окружности основания системы зубьев или периодической структуры, и которые поэтому допускают только низкую врезную подачу или малую перегрузку при изготовлении системы зубьев или другой периодической структуры. В этом случае способ в соответствии с настоящим изобретением может быть применен особенно выгодно, потому что при радиальной врезной подаче в соответствии с фиг.11 требуется меньшее пространство в секции врезной подачи, чем при осевой установке или при наложенной установке в соответствии с WO 2010/060733 A1. Аналогично, настоящее изобретение может быть применено к обрабатываемым изделиям, которые допускают только низкую перегрузку. В этом случае, инструмент 100 для зуботочения отводят назад радиально непосредственно после достижения окончательной формы зазора между зубьями.
Станок 200, который предназначен для установки, врезной подачи и последующего зуботочения в соответствии с настоящим изобретением, содержит блок 201 ЧПУ типа CNC, который позволяет обеспечивать соответствующую координацию осей R1 и R2 вращения. Блок 201 ЧПУ типа CNC может быть частью станка 200 или может быть расположен снаружи и соединен при помощи специфического соединения 202 связи со станком 200. Таким образом, станок 200 содержит так называемую "электронную зубчатую передачу" и соответственно "электронное или специфически управляемое сопряжение осей" для того, чтобы осуществлять относительное движение инструмента 100 для зуботочения относительно получающего при силовом зуботочении внутренние зубья обрабатываемого изделия 70. Сопряженные движения инструмента 100 для зуботочения и обрабатываемого изделия 70 осуществляют так, что во время фазы изготовления, создают относительное движение между инструментом 100 для зуботочения и обрабатываемым изделием 70, которое соответствует относительному движению винтовой зубчатой передачи. Электронная зубчатая передача и, соответственно, электронное или специфически управляемое сопряжение осей, обеспечивают синхронизацию скоростей вращения по меньшей мере двух осей станка 200. В этом случае, по меньшей мере ось R1 вращения инструментального шпинделя 170 связана с осью R2 вращения шпинделя 180 обрабатываемого изделия. Кроме того, преимущественно во всех вариантах осуществления, ось R2 вращения шпинделя 180 обрабатываемого изделия связана с осевой подачей в направлении R2. Вертикальное линейное движение линейной подачи 203 на фиг.18 показано двойной стрелкой 204. Кроме того, шпиндель 180 обрабатываемого изделия вместе с плитой 205 может быть сдвинут линейно параллельно оси SA поворота, как это показано двойной стрелкой 206. Осевую подачу, которую производят параллельно оси R2 вращения, можно разложить на вертикальный компонент 204 движения, который образован за счет линейной подачи 203, и горизонтальный компонент движения, который образован за счет линейного движения 208. Кроме того, плита 205 вместе со шпинделем 180 обрабатываемого изделия и обрабатываемым изделием 50, 70 может быть повернута вокруг оси SA поворота, как это показано двойной стрелкой 207.
Преимущественно используют станок 200, который имеет вертикальное расположение, как это показано на фиг.18. При таком вертикальном расположении, инструмент 100 для зуботочения вместе с инструментальным шпинделем 170 расположен над обрабатываемым изделием 50, 70 вместе со шпинделем 180 обрабатываемого изделия, или наоборот. Стружка, которая образуется во время врезной подачи и зуботочения, падает вниз под действием силы тяжести и может быть удалена при помощи соответствующих средств (не показаны).
Кроме того, станок 200, который предназначен для осуществления модифицированной установки и врезной подачи в соответствии с настоящим изобретением, обеспечивает правильные комплексные геометрические и кинематические установки станка и правильные комплексные осевые движения упомянутых осей. Преимущественно, во всех вариантах осуществления, станок имеет шесть осей. Пять из этих осей уже были описаны. Что касается шестой оси, то она позволяет осуществлять линейное относительное движение инструмента 100 для зуботочения относительно обрабатываемого изделия 50, 70. Это линейное относительное движение показано на фиг.18 двойной стрелкой 208.
Во всех вариантах осуществления, способ модифицированной врезной подачи может быть использован при сухом или мокром зуботочении, причем использование способа модифицированной врезной подачи при сухом зуботочении является предпочтительным.
Спектр применения модифицированной врезной подачи является широким и может быть расширен на изготовление самых различных вращательно-симметричных периодических структур.
Список позиционных обозначений
Реферат
Изобретение относится к способам точения зубьев. Способ предусматривает следующие операции, предшествующие непосредственному зуботочению: вращение инструмента для зуботочения вокруг первой оси вращения, сопряженное вращение обрабатываемого изделия вокруг второй оси вращения, осуществление движения радиальной подачи инструмента в направлении обрабатываемого изделия для его введения в контакт с изделием в первый раз и осуществление врезной подачи инструмента от момента первого контакта вниз до заданной глубины при движении радиального врезания в направлении обрабатываемого изделия, при этом по меньшей мере во время врезной подачи две оси вращения располагают под наклоном относительно друг друга. Изобретение направлено на повышение производительности процесса точения зубьев. 7 з.п. ф-лы, 18 ил., 3 табл.
Комментарии