Устройство для разрезания полос, листов и способ определения и/или калибровки зазора между ножами у такого устройства - RU2448817C2
Код документа: RU2448817C2
Чертежи

Описание
Изобретение относится к устройству для разрезания или деления полос, листов, в частности металлических полос, металлических листов, а также к способу определения и, соответственно, калибровки зазора между ножами в режущем приспособлении. Разрезание или деление полос или листов подразумевает под собой, в частности, обрезку (продольных кромок) металлических полос или листов. Такое режущее приспособление сформировано поэтому в виде обрезных ножниц с, по меньшей мере, двумя вращающимися дисковыми ножами. Обычно обрезное устройство имеет с обеих сторон соответствующей полосы соответственно, по меньшей мере, одну обрезную головку или одни обрезные ножницы. Так как металлические полосы или металлические листы регулярно подрезаются по боковой стороне и, следовательно, обрезаются с целью достижения определенной постоянной ширины полосы или ширины листа и для устранения возможных повреждений краев полосы или ленты. Обрезка металлических полос производится зачастую на линиях обработки полос в проходе с расположенными с обеих сторон полосы обрезными головками. Обрезные головки или обрезные ножницы имеют пары дисковых ножей и выполнены с возможностью передвижения в направлении ширины полосы для регулировки ширины полосы. Зазор между ножами пар дисковых ножей и перекрытие первым ножом и вторым ножами и соответственно верхним ножом и нижним ножом, обрезных головок могут быть отрегулированы для сведения к минимуму задиров при разрезании и для увеличения срока службы ножей. При этом необходимо получать по возможности меньший задир при разрезании на кромке полосы. Задир при разрезании определяется в значительной степени зазором между ножами. Под зазором между ножами, в рамках изобретения, понимается расстояние между ножами в плоскости полосы и, следовательно, обычно горизонтальный зазор между ножами или зазор между ножами в аксиальном направлении. Влияние вертикального перекрытия на качество и, соответственно, на величину задира при разрезании ограничено. Аксиальной регулировке зазора между ножами и, соответственно, определению зазора между ножами в процессе изготовления или обработки полос придается, следовательно, особое значение. Изобретение включает в себя, однако, не только обрезные ножницы, но и другие режущие приспособления, к примеру, ножницы для деления в поперечном направлении.
Из практики принципиально известно о возможности определения зазора между ножами посредством измерения. В известных в этом отношении вариантах осуществления один нож расположен горизонтально жестко, в то время как другой выполнен с возможностью регулировки в горизонтальном направлении. Положение регулируемого ножа измеряется, к примеру, посредством кодирующих устройств. Для калибровки ножи перемещаются вместе до тех пор, пока они непосредственно не соприкоснутся. Позиционное значение кодирующего устройства запоминается и определяется как нулевое положение для зазора между ножами. Затем один нож перемещается на величину желаемого зазора между ножами. Недостатком уже известного метода является то, что калибровка зазора между ножами частично осуществляется вручную и оценка момента, когда ножи непосредственно соприкоснутся, подвержена определенной субъективности. Кроме того, процесс калибровки длится сравнительно долго. Впрочем, измерения производятся не непосредственно в зазоре между ножами, а обусловлено конструкцией, на определенном удалении от него. Это особо проблематично, в частности, тогда, когда машина к началу производственного процесса имеет низкую температуру и разогревается в процессе работы. Вся машина подвергается термическим растяжениям, что опять же оказывает влияние на определение зазора между ножами. Поэтому на практике необходимо при разогреве машины производить как можно больше новых калибровок. Если это не происходит, то полученные полосы имеют качество кромок, сильно отличающееся друг от друга. Здесь вводится в действие изобретение.
В основе изобретения лежит задача создания устройства для разрезания или деления полос, листов или нечто подобного, которое делает возможным безукоризненное определение и, соответственно, калибровку зазора между ножами. Кроме того, предлагается способ определения зазора между ножами посредством такого устройства.
Для решения этой задачи изобретение представляет на примере устройства для разрезания или деления полос, лент или нечто подобного, в частности, металлических полос, металлических лент или нечто подобного, в соответствии с ранее описанным типом, что для определения зазора между ножами как первому ножу, так и второму ножу предназначено соответственно, по меньшей мере, одно устройство измерения положения или устройство измерения перемещений. При этом зазор между ножами может регулироваться посредством позиционирования первого ножа и/или второго ножа. Предпочтительно режущее приспособление сформировано в виде обрезных ножниц, по меньшей мере, с двумя вращающимися дисковыми ножами. Изобретение включает в себя, однако, и режущие приспособления, сформированные в виде ножниц для деления в поперечном направлении или разделения полос и имеющие, к тому же, два режущих «по типу гильотины» прямых ножа.
При этом изобретение основывается на том, что особо точное определение, а, тем самым, и калибровка зазора между ножами может производиться тогда, когда измеряется или охватывается посредством измерения положение не только одного, но и обоих ножей, и затем, на основании вычисления разницы, рассчитывается зазор между ножами. Устройства измерения положения могут быть выполнены при этом в виде контактно измеряющих устройств, к примеру, измерительных штифтов или измерительных щупов, и/или в виде бесконтактно измеряющих устройств, к примеру, лазеров. Они работают предпочтительно непосредственно на поверхность измерения, так что положение обоих ножей измеряется непосредственно. Такая поверхность измерения образуется при этом либо торцевой поверхностью самого ножа, либо же сопряженной с торцевой поверхностью поверхностью прилегания устройства для закрепления ножей. В ходе измерения, к примеру, посредством измерительного щупа измерительный щуп прислоняется, следовательно, непосредственно к соответствующей поверхности измерения, и на основании измеренных значений, соответствующих обоим ножам, далее, посредством вычисления разницы, может быть точно определен зазор между ножами. Таким образом, становится возможной автоматическая, объективная калибровка за короткий промежуток времени. Тогда, в зависимости от установленного зазора между ножами, само собой разумеется, может производиться изменение зазора между ножами на желаемое значение. Это может осуществляться в ходе процесса управления или регулировки. Калибровка производится за несколько секунд. На основании этого также и на фазе разогрева машины может сразу производиться многократная калибровка.
В предпочтительном варианте осуществления изобретения первый нож и второй нож в сущности известным образом удерживаются, соответственно, на одном устройстве для закрепления ножей, которые приводятся в движение с вращением. Каждому из ножей предназначено отдельное устройство для измерения, к примеру, собственный измерительный щуп, который «неподвижно» закреплен, к примеру, на раме машины и, следовательно, не вращается совместно с ножом или с устройством для закрепления ножей. В предпочтительном варианте оба измерительных щупа расположены на одной и той же стороне ножей, к примеру, на стороне привода режущего приспособления. В этом случае целесообразно, если устройство для закрепления ножей и/или нож имеют, по меньшей мере, одно углубление для измерения, которое соприкасается с соответствующей поверхностью измерения, то есть либо с торцевой поверхностью самого ножа, либо с соответствующей поверхностью прилегания устройства для закрепления ножей. В ходе измерения измерительный щуп может быть, следовательно, введен в углубление для измерения или насквозь через углубление для измерения прислонен к соответствующей поверхности измерения.
Особо предпочтительным является вариант осуществления изобретения, при котором в зоне ножа лишь в зоне устройства для закрепления ножей предусмотрена скважина, которая непосредственно соприкасается с торцевой стороной ножа. Для другого ножа в таком случае целесообразно, что, с одной стороны, устройство для закрепления ножей имеет углубление для измерения, а с другой стороны, нож имеет соосное углубление для измерения, так что оба этих соосных углубления для измерения соприкасаются затем с сопряженной с ножом поверхностью прилегания устройства для закрепления ножей. Таким образом, достигается то, что устройства для измерения или измерительные щупы работают на дисковые ножи с одного и того же направления, к примеру, со стороны привода.
Далее в изобретении предлагается, чтобы устройство для закрепления ножей с обеих сторон ножа имело, соответственно, по меньшей мере, одну удерживающую колодку, так чтобы нож как бы с возможностью замены мог закрепляться между двумя удерживающими колодками. В связи с этим целесообразно, чтобы, по меньшей мере, одна из удерживающих колодок, а именно обращенная к устройству для измерения, удерживающая колодка имела, по меньшей мере, одно, полностью пронизывающее удерживающую колодку углубление для измерения или скважину. Это пронизывающее удерживающую колодку углубление для измерения может, к примеру, непосредственно соприкасаться с торцевой поверхностью ножа. Далее предусмотрено, чтобы эта скважина удерживающей колодки располагалась соосно с соответствующей скважиной ножа, так чтобы затем обе эти скважины, как описано, соприкасались с соответствующей поверхностью прилегания, которая образует поверхность измерения. Всегда имеется возможность для того, чтобы измерительное устройство, к примеру, измерительный щуп через углубления или скважины контактировал, соответственно, с определяющей поверхностью измерения и, таким образом, точно определял положение.
В соответствии со следующим предложением изобретения предусмотрено, что для каждого ножа, к примеру, верхнего ножа или нижнего ножа, предусмотрены, соответственно, несколько углублений для измерения, к примеру, от двух до пяти углублений для измерения. Они могут быть как бы распределены по периметру ножа, так что в соответствии с предпочтительным вариантом осуществления изобретения возможно осуществлять измерение в нескольких угловых положениях ножа, так что можно установить и констатировать случайно появившуюся неровность торцевых сторон ножа.
В соответствии с предпочтительным вариантом осуществления изобретения устройство для измерения имеет выполненный с возможностью передвижения измерительный штифт или измерительный щуп, который в ходе измерения пронизывает углубления для измерения и прилегает к соответствующей поверхности измерения. Для этого такой измерительный штифт может быть выполнен с возможностью передвижения на передвижном суппорте посредством привода. Такой привод может быть выполнен, к примеру, в виде пневматического цилиндропоршневого устройства. Измерительный щуп может подключаться или отключаться через подходящий пневматический вентиль. Конечные положения измерительного щупа внутри устройства для измерения контролируются и, соответственно, оцениваются, к примеру, посредством бесконтактного датчика приближения объекта. Предполагается, что в рамках изобретения может быть предусмотрено подходящее устройство управления и/или регулировки, которое позиционирует устройства для измерения и оценивает установленные положения и, следовательно, на основании установленных положений рассчитывает зазор между ножами. Такое устройство управления и/или регулировки может быть соединено далее с управляющими передаточными механизмами, которые выставляют положение/положения ножа. В общем и целом, зазор может быть не только измерен, но также и точно выставлен или калиброван.
Предметом изобретения является далее способ определения и/или калибровки зазора между ножами режущего приспособления для полос, листов или нечто подобного, в частности, в ходе процесса обрезки и/или деления в поперечном направлении металлических полос или металлических листов. Такой способ осуществляется предпочтительно посредством устройства описанного типа, причем режущее приспособление имеет первый нож и второй нож, которые (вдоль плоскости полосы и, соответственно, горизонтально) находятся на расстоянии друг от друга, образующем зазор между ножами. В соответствии с изобретением предусмотрено, что измеряется как положение первого ножа, так и положение второго ножа, и на основании этих положений, посредством вычисления разности, определяется или рассчитывается зазор между ножами. Для расчета может быть предусмотрено соответствующее вычислительное устройство, которое также может быть встроено в устройство управления и/или регулировки. Оно может также производить позиционирование ножа и, тем самым, регулировку зазора.
При этом в рамках изобретения предусмотрено, что положение ножей определяется контактно, к примеру, посредством измерительного штифта или измерительного щупа.
Изобретение включает в себя, однако, и варианты осуществления, при которых положение определяется бесконтактно, к примеру, посредством лазера.
В частности, в связи с устройством описанного типа изобретение предлагает, чтобы измерение положений первого и/или второго ножа производилось при неподвижных ножах. Устройства для измерения расположены в устройстве для обрезки или в устройстве для деления в поперечном направлении предпочтительно «стационарно», то есть они не вращаются совместно с ножами или с устройствами для закрепления ножей. Так как измерение производится предпочтительно описанным способом через подходящие углубления или скважины в устройстве для закрепления ножей и/или в ноже, целесообразным является производить измерение положения при неподвижных ножах, так чтобы ножи подходящим образом могли быть помещены в положение, в котором соответствующие устройства для измерения могут работать, проходя насквозь через углубление/углубления, на поверхности измерения. При этом целесообразно, когда измерение производится не только в одной единственной зоне ножа, но и для различных угловых положений ножа и, следовательно, в различных угловых зонах ножа. Таким образом, можно устанавливать и констатировать случайные имеющиеся неровности торцевых поверхностей ножа. Измерение может производиться для одного ножа, к примеру, посредством устройства для измерения, в различных угловых положениях ножа. Изобретение включает в себя, однако, и варианты осуществления, при которых одному ножу соответствуют несколько устройств для измерения, которые, к примеру, могут синхронно охватывать несколько угловых зон ножа.
Наконец, предметом изобретения является также способ обрезки и/или деления в поперечном направлении полос, листов или нечто подобного, посредством устройства для обрезки, обрезных ножниц или подобного им режущего приспособления, причем зазор между ножами определяется перед, во время и/или после обрезки или деления в поперечном направлении, посредством способа описанного типа. Способ измерения в соответствии с изобретением, следовательно, предпочтительным образом встраивается в процесс изготовления или обработки, так что в ходе обрезки или же деления в поперечном направлении к заданному времени может производиться определение зазора между ножами.
Зазор между ножами составляет оптимально от примерно 5% толщины полосы у мягких материалов до примерно 20% толщины полосы у жестких материалов. У тонких полос с толщиной, к примеру, 0,1 мм или 100 мкм оптимальный зазор между ножами составляет поэтому примерно от 5 до 20 мкм, в зависимости от материала. В рамках изобретения надежно гарантируется, что оптимальный зазор между ножами может быть определен с высокой точностью.
Далее изобретение более подробно разъясняется на основании лишь одного, представленного чертежами, варианта осуществления. Показано:
Фиг.1 - устройство для обрезки в соответствии с изобретением на виде с частичным разрезом,
Фиг.2 - следующее изображение предмета изобретения в соответствии с Фиг.1,
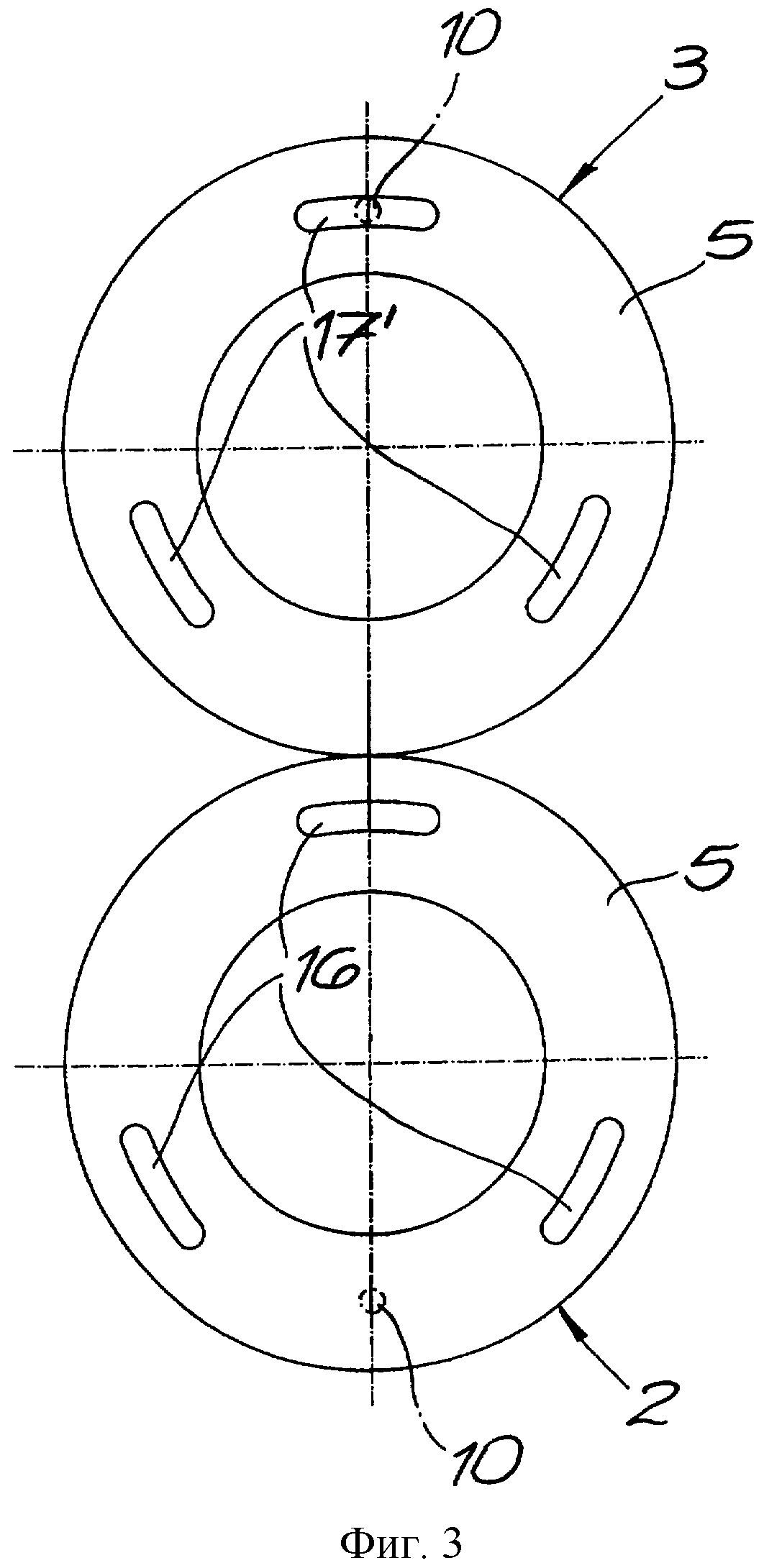
Фиг.3 - вид в направлении стрелки А на ножи предмета изобретения в соответствии с Фиг.1,
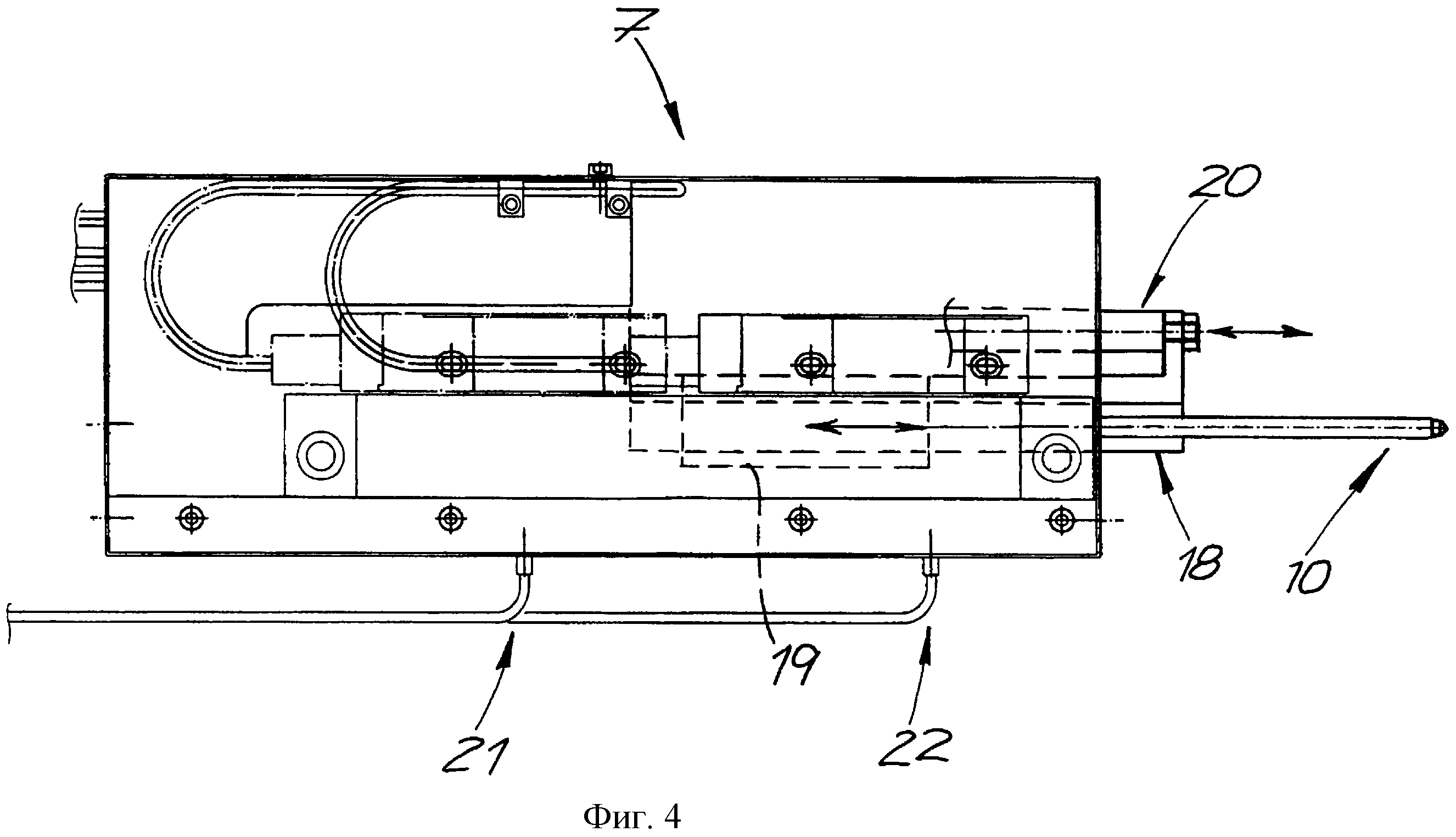
Фиг.4 - устройство для измерения предмета изобретения в соответствии с Фиг.1.
На чертежах представлено устройство для обрезки металлических полос посредством режущего приспособления 1, выполненного в виде обрезной головки 1 и имеющего первый нож 2 в качестве нижнего ножа и второй нож 3 в качестве верхнего ножа. Обрезаемая металлическая полоса 4 лишь обозначена. Верхний нож 3 и нижний нож 2 вдоль плоскости листа и, следовательно, в примере осуществления изобретения, в горизонтальном направлении отстоят друг от друга на расстоянии, образующем зазор S между ножами. Образующие режущие поверхности торцевые поверхности 5 соответствующего ножа, а также соответствующие режущие кромки 6 также обозначены. Из Фиг.1 очевидно, что оба ножа 2, 3 могут быть расположены по отношению друг к другу с вертикальным перекрытием V. Величина данного вертикального перекрытия, которая может быть как положительной, так и отрицательной, имеет, однако, в рамках изобретения зависимое значение. Так, в соответствии с изобретением предусмотрено, что для определения зазора S между ножами как первому ножу 2, так и второму ножу 3 подчинено, соответственно, по меньшей мере, одно отдельное устройство 7 измерения положения. В рамках изобретения может, следовательно, производиться измерение как положения первого ножа 2, так и положения второго ножа 3, и на основании этих измеренных значений, посредством вычисления разности, может быть определен зазор S между ножами.
К тому же на чертежах обозначено, что каждому ножу 2, 3 соответствует собственный поворотный привод 8, который приводит соответствующий нож в движение с вращением. Далее может быть отрегулировано аксиальное или горизонтальное положение обоих ножей или же лишь одного ножа посредством, соответственно, установочного привода. Последний на чертежах лишь обозначен. Посредством надлежащего позиционирования может быть отрегулирован желаемый зазор S между ножами. Либо при этом имеется возможность для того, чтобы оба ножа 2, 3 могли отдельно регулироваться. Изобретение включает в себя, однако, варианты осуществления, при которых один нож прочно позиционирован в аксиальном направлении и лишь другой нож позиционируется в аксиальном направлении. Также при таком варианте осуществления изобретения целесообразно, однако, предусмотреть как для перемещаемого, так и для неперемещаемого ножа отдельное устройство 7 измерения для точного определения зазора S между ножами способом в соответствии с изобретением.
Оба устройства 7 измерения положения, в соответствии с Фиг.1, стационарно расположены на обрезной головке 1, то есть они не вращаются совместно с ножами 2, 3. Устройства 7 измерения положения выполнены при этом в примере осуществления изобретения как контактно измеряющие устройства 7 измерения, а именно как измерительные щупы с измерительными штифтами 10. В соответствии с изобретением каждое из этих устройств 7 измерения работает на поверхность 11, 12 измерения, которая воспроизводит положение ножа 2, 3 в аксиальном направлении. Говоря о поверхности 11 измерения, к примеру, у нижнего ножа 2, речь может идти о торцевой поверхности 5 самого ножа 2. У верхнего ножа 3 в качестве поверхности 12 измерения служит не торцевая поверхность 5 самого ножа 3, а сопряженная с соответствующей торцевой поверхностью 5 поверхность 13 прилегания устройства 14 для закрепления ножей. Это делает возможным расположение обоих устройств 7 измерения - как обозначено на Фиг.1 и 2 - на одной и той же стороне ножей 2, 3, а именно на стороне привода и, следовательно, на обращенной от металлической полосы 4 стороне ножей 2, 3.
Каждый из ножей 2, 3 в сущности известным способом удерживается приводимым в движение посредством вращения устройством 14 для закрепления ножей, причем такое устройство 14 для закрепления ножей в примере осуществления изобретения имеет соответственно две удерживающие колодки 14a, 14b, которые расположены с обеих сторон соответствующего ножа 2, 3, так что нож 2, 3 как бы удерживается между обеими удерживающими колодками 14a, 14b. Впрочем, в варианте осуществления изобретения согласно Фиг.1 видно, что обе эти удерживающие колодки 14a, 14b, а также расположенные между ними нож 2, 3 насажены на общий ножевой вал 15 и закреплены на нем.
Так, в соответствии с изобретением, в варианте осуществления согласно Фиг.1 и 2, у одного ножа (нижнего ножа 2) только в одной удерживающей колодке 14a устройства 14 для закрепления ножей расположено углубление 16 для измерения, которое полностью пронизывает удерживающую колодку 14a как скважина или отверстие и, таким образом, соприкасается с соответствующей торцевой поверхностью 5 нижнего ножа 2. Через данное углубление 16 для измерения измерительный штифт 10 в ходе измерения может непосредственно касаться торцевой поверхности 5 нижнего ножа 2, а следовательно, поверхности 11 измерения. Поэтому речь идет об обращенной к измерительному штифту 10 удерживающей колодке 14a устройства 14 для закрепления ножей.
Для того чтобы аналогичным образом обеспечить измерение положения верхнего ножа 3, здесь не только предусмотрено углубление 17 для измерения в зоне соответствующей удерживающей колодки 14a, а, сверх того, также соосное с этим углублением 17 для измерения углубление 17' для измерения в самом ноже 3. Таким образом, измерительный штифт 10 проходит через соосные углубления 17, 17' для измерения и контактирует в качестве поверхности 12 измерения с сопряженными с торцевой поверхностью 5 ножа 3 поверхностями 13 прилегания устройства 14 для закрепления ножей, а именно второй удерживающей колодки 14b.
Так как верхний нож 3 своей определяющей торцевой поверхностью 5 плотно опирается на эту поверхность 13 прилегания, то эта поверхность 13 прилегания может служить в качестве как бы контрольной поверхности или поверхности 12 измерения.
В частности, Фиг.3 показывает, что в зоне верхнего ножа 3 и нижнего ножа 2 предусмотрено не только, соответственно, одно единственное углубление для измерения, а, что предусмотрено, соответственно, три углубления 16, 17, 17' для измерения, да притом в различных угловых зонах. Таким образом, положение ножа можно определить в различных угловых положениях ножа, так что могут быть выявлены возможные неровности торцевых поверхностей 5 ножа.
При этом целесообразно в представленном варианте осуществления изобретения производить измерение положения при неподвижных ножах, так как устройства измерения, а именно измерительные щупы 10, расположены на обрезной головке 1 без вращения и, следовательно, стационарно, в то время как ножи 2, 3 со своими устройствами 14 для закрепления ножей в процессе работы вращаются. Рекомендуется поэтому для определения зазора S между ножами позиционировать ножи 2, 3 желаемым образом или в желаемом угловом положении так, чтобы затем измерительный щуп 10 мог войти в предусмотренные углубления.
Фиг.4 представляет, к примеру, конструкцию и принцип действия устройства 7 измерения или измерительного щупа 10 в соответствии с изобретением. Измерительные щупы 10 выполнены с возможностью передвижения на суппорте 18 в линейной направляющей 19, а именно посредством измерительного привода 20, который в варианте осуществления изобретения выполнен как пневматическое цилиндропоршневое устройство. Определение положения производится посредством двух лишь обозначенных датчиков 21, 22 приближения объекта.
В соответствии с изобретением зазор между ножами может быть не только определен, но и, принимая во внимание данные измерения, обычно производится точная настройка заданной величины.
Пример осуществления описывает изобретение лишь для случая обрезки полос или листов. Изобретение включает в себя, однако, и другие сепараторы или способы разделения, к примеру, деление в поперечном направлении полос посредством ножниц для поперечного деления. В таком случае зазор между ножами может также определяться в нескольких местах ножа, а именно по длине ножа, причем под длиной ножа подразумевается длина перпендикулярно направлению движения полосы или направлению движения листа.
Реферат
Изобретение относится к машиностроению и может быть использовано для разрезания или деления полос, листов, в частности металлических полос, металлических листов. Устройство содержит режущее приспособление, которое имеет по меньшей мере один первый нож (2) и по меньшей мере один второй нож, которые находятся друг от друга на расстоянии, образующем зазор. Для определения этого зазора ножи снабжены, по меньшей мере, одним устройством измерения положения, выполненным в виде контактно и/или бесконтактно измеряющего устройства, работающего непосредственно на поверхность измерения, которая образована торцевой поверхностью ножа и/или сопряженной с ней поверхностью прилегания устройства для закрепления ножей. Устройство для закрепления ножей и/или нож выполнены с по меньшей мере одним углублением, которое соприкасается с соответствующей поверхностью измерения. Предложены способ определения, и/или калибровки зазора между ножами в процессе обрезки, и/или деления металлических полос или листов и способ обрезки и/или деления в поперечном направлении полос или листов с использованием упомянутого устройства. Повышается качество резки и точность измерения. 3 н. и 13 з.п. ф-лы, 4 ил.
Комментарии